1. Introduction
In the US, about 1.5 million patients have to undergo hip and knee replacements, and these numbers are expected to increase in the future [
1]. A total of 10% are revision operations due to infection, instability, aseptic loosening, and trunnionosis [
2,
3,
4], while the latter is related to the release of wear products from the head–stem taper connection [
5,
6,
7,
8,
9,
10,
11,
12,
13]. Such clinical problems have been of concern since the 1970s [
14,
15] and, today, affect nearly 40,000 patients annually in the US alone.
On the basis of retrieval studies [
16,
17], research about gross slip fretting corrosion with Ti6Al4V/CoCr29Mo6 couples was started, and has since gained the acting wear mechanisms in relation to the microstructures of the materials in contact [
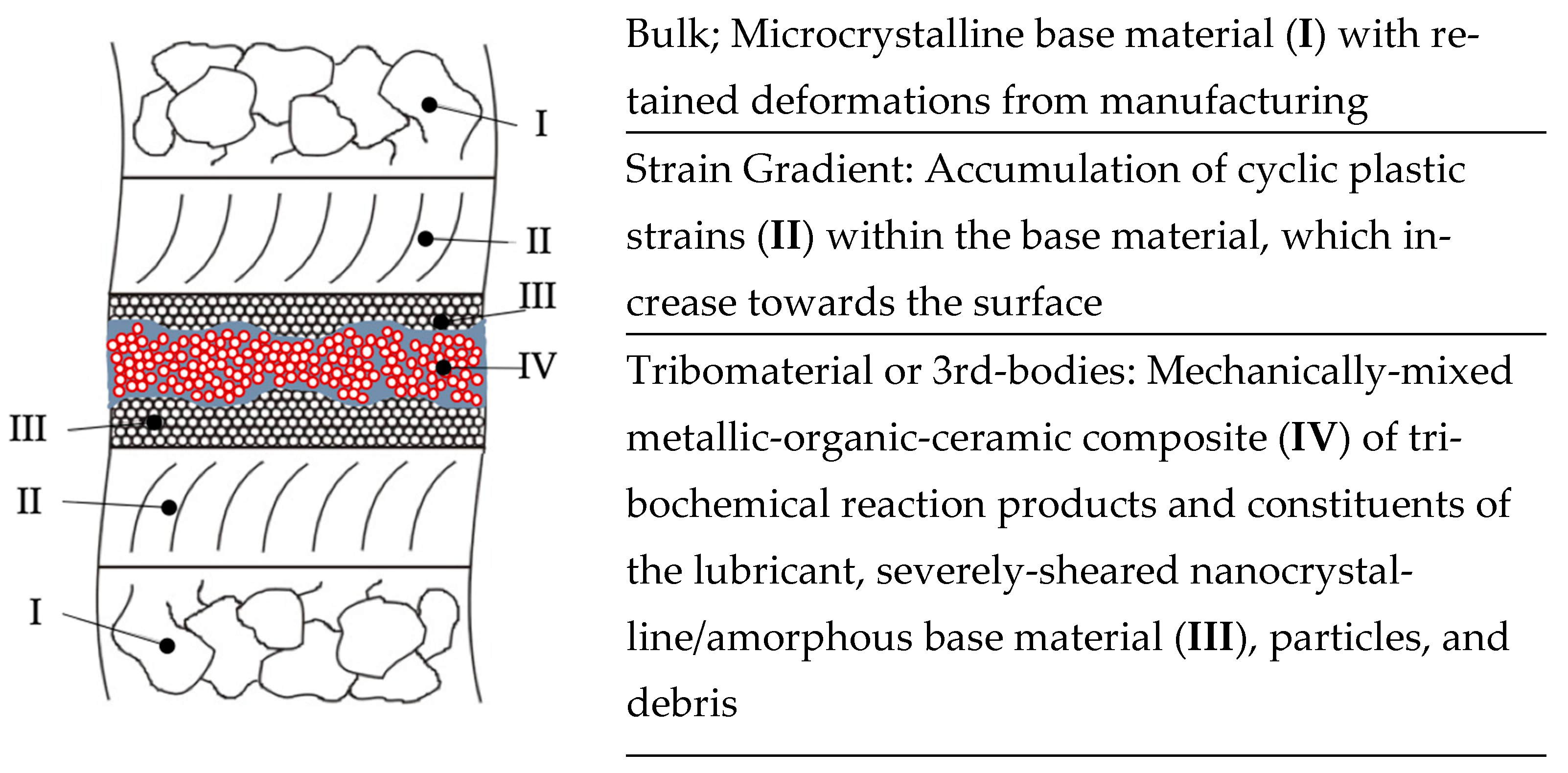
18]. It was shown that, besides the body, counterbody, lubricant, and environment, there are so-called third bodies or tribomaterials within the sliding interfaces. The third bodies are generated by the system and caught between the sliding bodies, thus influencing their wear behavior. On the basis of the fundamental work of Godet et al. [
19,
20,
21], Rigney et al. [
22,
23], and, recently, Greiner et al. [
24,
25,
26], it became clear that this nanostructured metallic–organic–ceramic composite with constituents from lubricant and wear products allowed for the extreme shear rates by the rotation of nano-grains or clusters of them [
27,
28]. No distinct differentiation is possible ex situ for the different layers of the tribomaterials, which are often arranged in chaotic eddies [
22]. For the alteration of the chemical composition, the process belongs to the group of tribochemical reactions (TCRs) and is—by its predominantly mechanical nature—subsumed under the submechanism “mechanical mixing” [
28,
29]. This term had to be separated from “mechanical alloying” because in the tribological context it represents the generation of a nanostructured metallic–ceramic–organic composite with constituents from all elements of the tribosystem, as well as their tribological reaction products.
For the fretting corrosion of CoCr29Mo6/Ti6Al4V couples at ultra-mild wear rates, it was found that such a mechanically mixed layer was initiated by the microploughing of a submechanism of abrasion [
30] (AB), but corroded away immediately on the CoCrMo side of the contact [
18,
31]. (It should be mentioned here that most of the published wear rates are wear rates in the rage of 10
−5 mm
3/Nm (or the m depth of the wear groove divided by the length of the wear path in m/m). In real applications, this would describe catastrophic wear behavior. Even high wear rates in tooling would be smaller than 10
−6 (≈µm/m; mild wear), while those for mechanical engineering parts must be smaller than 10
−8 (sub-mild wear). Thus, only ultra-mild wear rates of 10
−9 m/m or mm
3/Nm (e.g., as it would be for piston rings or artificial hip joints) and below from laboratory experiments would allow for analyses and an understanding of the characteristic mechanisms and submechanisms of long-lasting parts and devices.) Now, all such submechanisms that are based on either the monotonic (microploughing, the microcutting of abrasion, as well as the microwelding of adhesion (AD)) or cyclic (delamination, the indentation of surface fatigue (SF), as well as mechanical mixing) accumulation of plastic deformation require a certain amount of frictional work. Additionally, they trigger tribo-oxidation and tribocorrosion [
32], while, in combination, all might generate wear products that add to the tribomaterial. Still, the term ‘generated’ does not automatically mean that they will be ejected from the system and become material loss [
21]. Thus, the generated tribomaterial that remained within the wear grooves was analyzed separately from the ejected metal ions within the serum. This brought about differences in the orders of magnitude between the matter generated and the one ejected [
18,
33,
34]. This underlines the load-carrying capacity of the tribomaterial (or third bodies) within the interface [
18,
33,
35] and emphasizes its protective nature, which was already proposed in the 1980s [
36]. This aspect might even be more important the more inflammatory the conditions are. It was also found that a rougher surface on one side of the contact leads to less wear over time [
37], which could be mainly attributed to the shorter dwell time of the partly grainy tribomaterial within the real contact area [
38]. Still, a boundary lubricating effect could be maintained by some of the wear products.
With a ceramic counterface—e.g., of zirconia-toughened alumina (ZTA) run against Ti6Al4V—these mechanisms and submechanisms change markedly, while there could be additional material transfer pointing towards microwelding from the metal to the ceramic side in vivo [
39] and in vitro [
34]. This was attributed to the higher friction values that have been found for metal–ceramic contacts in contrast to metal–metal ones [
34,
40]. Nevertheless, the release of metal ions was markedly reduced [
34,
41,
42].
So far, it has become clear that, under fretting corrosion, most submechanisms contribute to the generation of wear products by forming tribomaterials. But tribocorrosion, which is the release of metal ions from mechanically depassivated surfaces, appears to be the most prominent submechanism for the ejection of wear products from the system.
Now, there are some serious concerns about the detrimental effects of Co ions and particles on human tissue [
43,
44,
45,
46]. In earlier studies, it has been shown by both in vitro and in vivo studies that Co- and Ni-free austenitic high-nitrogen steels (AHNSs) have adequate mechanical and chemical properties for biotribological applications and are biocompatible [
47,
48,
49,
50,
51,
52,
53]. In particular, it was found that these steels have a better repassivation behavior than CoCrMo in electro-impedance spectroscopy experiments, as well as under reciprocating sliding wear in contact with Al
2O
3 [
54]. Thus, AHNSs could, in principle, replace CoCrMo in some applications. Since tribocorrosion is the most prominent submechanism for the wear loss, we hypothesize that AHNSs should outperform CoCrMo alloys under fretting corrosion conditions as well. But, the Co- and Ni-free AHNSs—although not a new group of steels—have never been rigorously tested under gross slip fretting corrosion conditions, nor in comparison to other metallic and ceramic biomaterials.
Hence, in this study, fretting corrosion experiments with AHNSs in contact with Ti4Al6V, low-carbon CoCr29Mo6, ZTA ceramics, as well as with itself were run in order to relate the characteristic mechanisms and submechanisms to the tribological behavior. Afterwards, the results were compared to those of the metal–metal and metal–ceramic contacts, which were investigated earlier under the same tribological conditions, allowing for ultra-mild wear rates.
3. Results
3.1. Fretting Regime
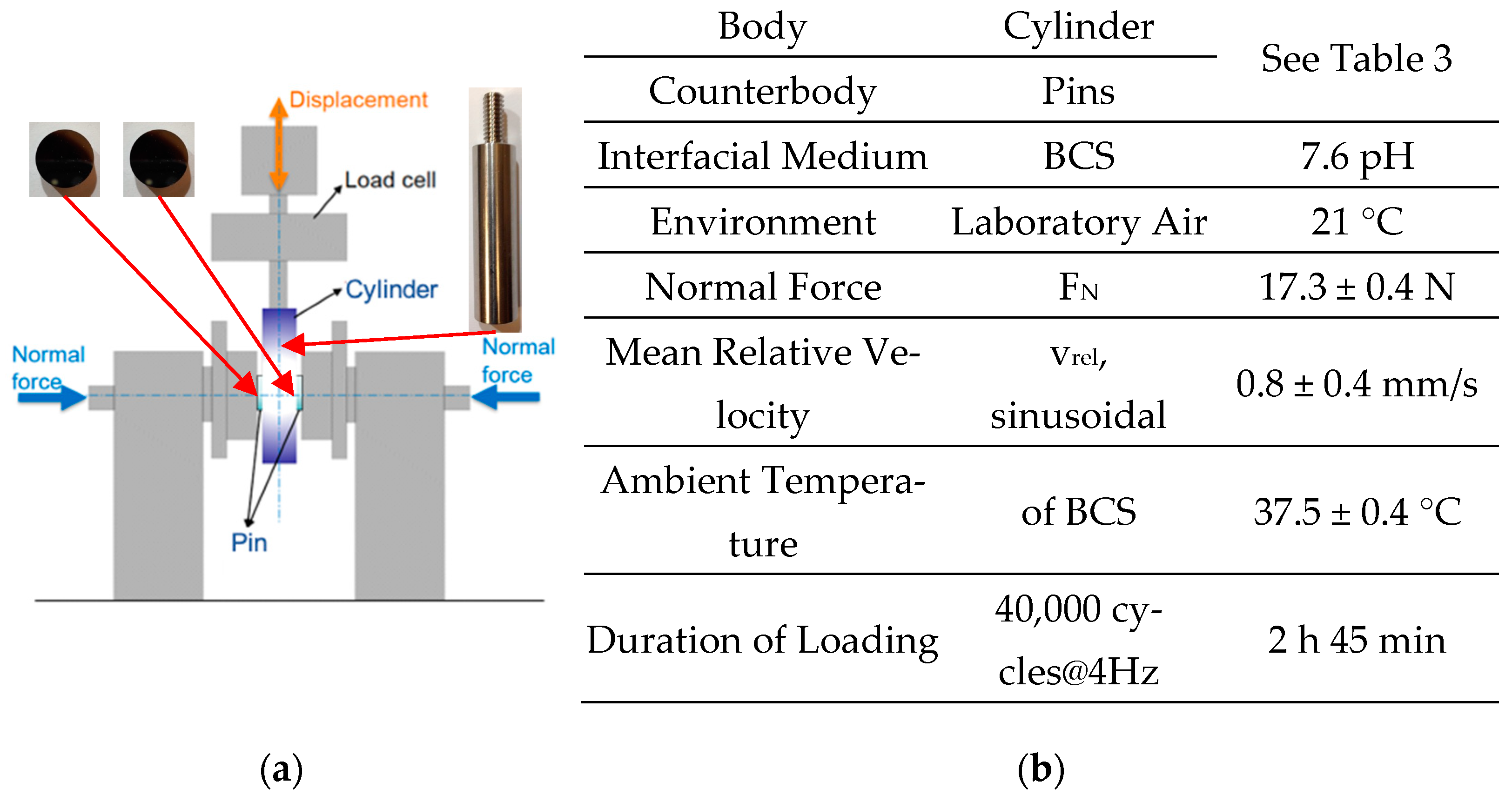
According to the Hertzian model of two curved surfaces, the semi-length of the elliptic nominal contact area parallel to v
rel is about 1.96 mm [
18,
59] and, therefore, larger than the amplitude of 50 µm. Thus, all experiments fulfil the criterion for a fretting contact in general [
56]. The fretting regime is characterized by the work (A) and sliding (D) ratios, as well as the system-free parameter (B) [
56]. These are computed by the F
T-δ hystereses and compared to the transition values A
t, D
t, and B
t. A, D, and B are always larger than A
t, D
t, and B
t (
Table 4). Thus, all tests fulfil the criterion for gross slip fretting.
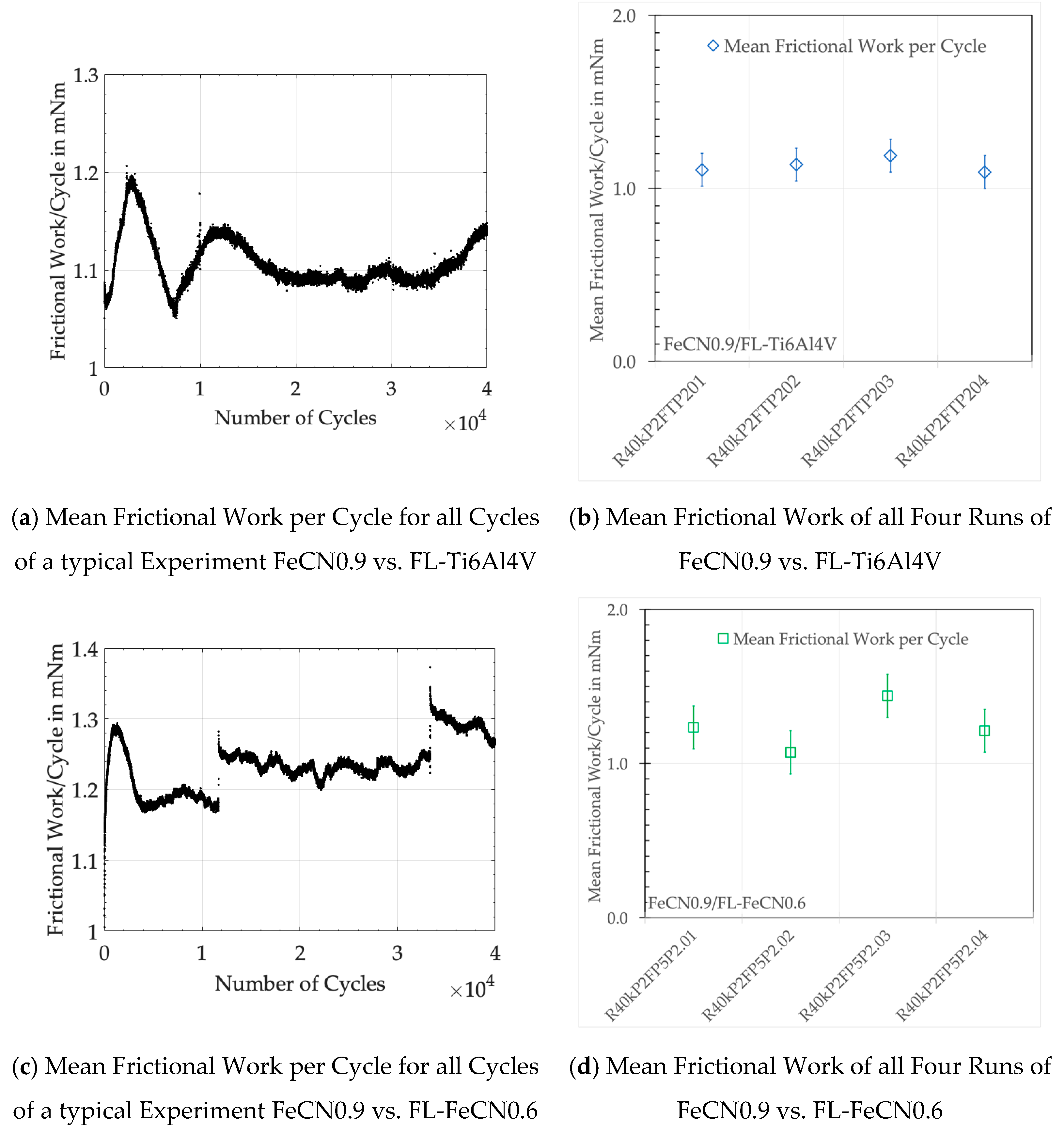
3.2. Frictional Work
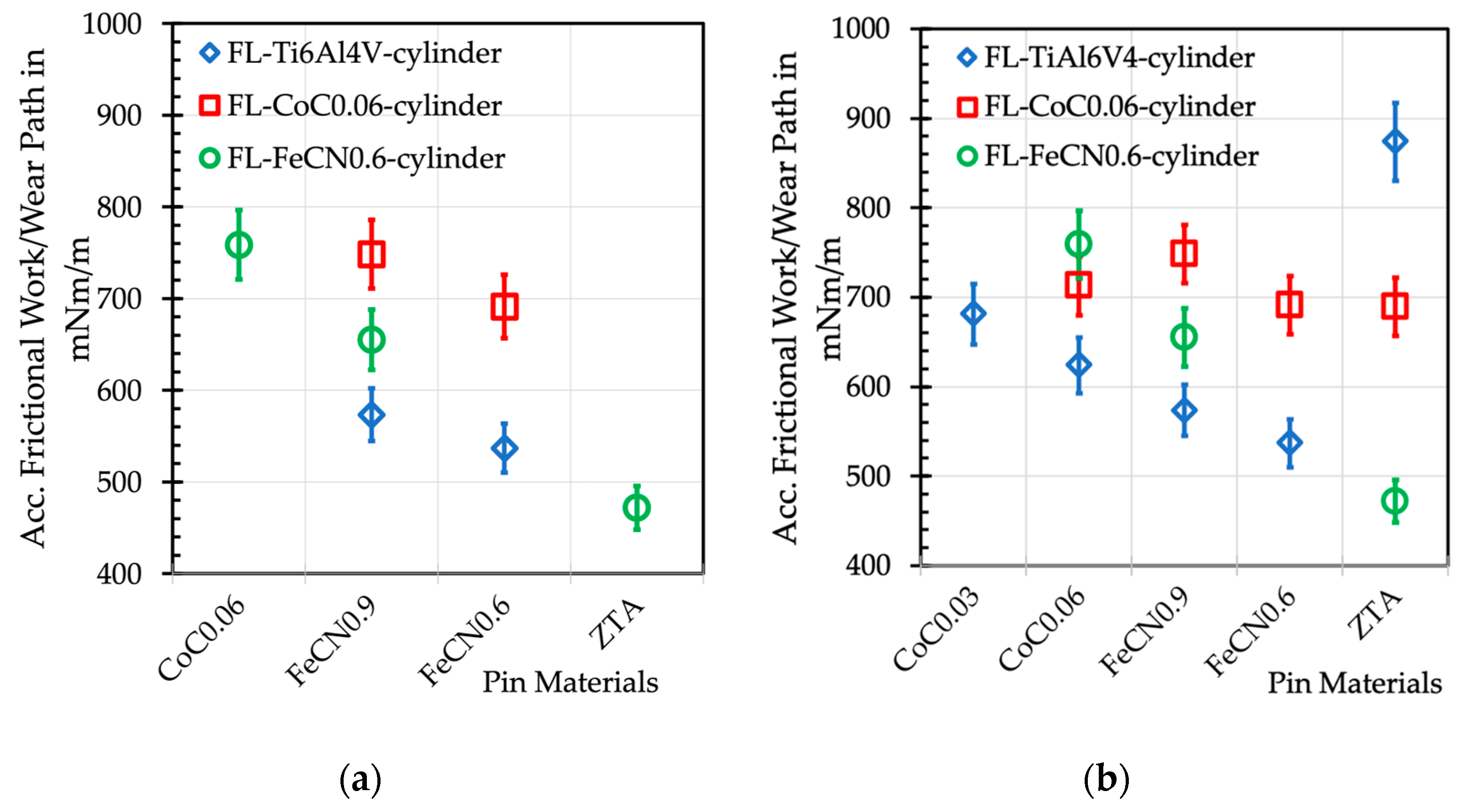
Figure 3 shows examples of the frictional work per cycles of all cycles of a single run of steel vs. Ti alloy and steel vs. steel (
Figure 3a,b), as well as the mean values of four runs of these couples (
Figure 3c,d). Obviously, the frictional work is not a constant and changes between cycles, which is related to the continual changes in the nature of the contacts and the size of the real contact area as well as the behavior of the wear products within the interface. Despite this scattering, W
d/c remains close to its mean value if averaged over all cycles.
Table 5 wraps up those numbers for all experiments as well as those of the accumulated dissipated frictional work over all cycles W
acc.
These numbers represent the balance between all incidents that might raise or lower the friction. It appears that the AHNS vs. FL-Ti alloy tends to smaller values, while the AHNS vs. FL-Co alloy tends to larger ones, which is comparable to the Co alloy vs. FL-AHNS. The frictional work of the self-mating AHNS/AHNS ranges about in between, while the ZTA/FL-AHNS couples show the lowest frictional values. This is quite surprising, as the formerly published values of W
acc with ZTA/FL-CoC0.06 and ZTA/FL-Ti6Al4V couples were larger at 54.16 ± 2.58 Nm and 71.85 ± 2.88 Nm, respectively [
34].
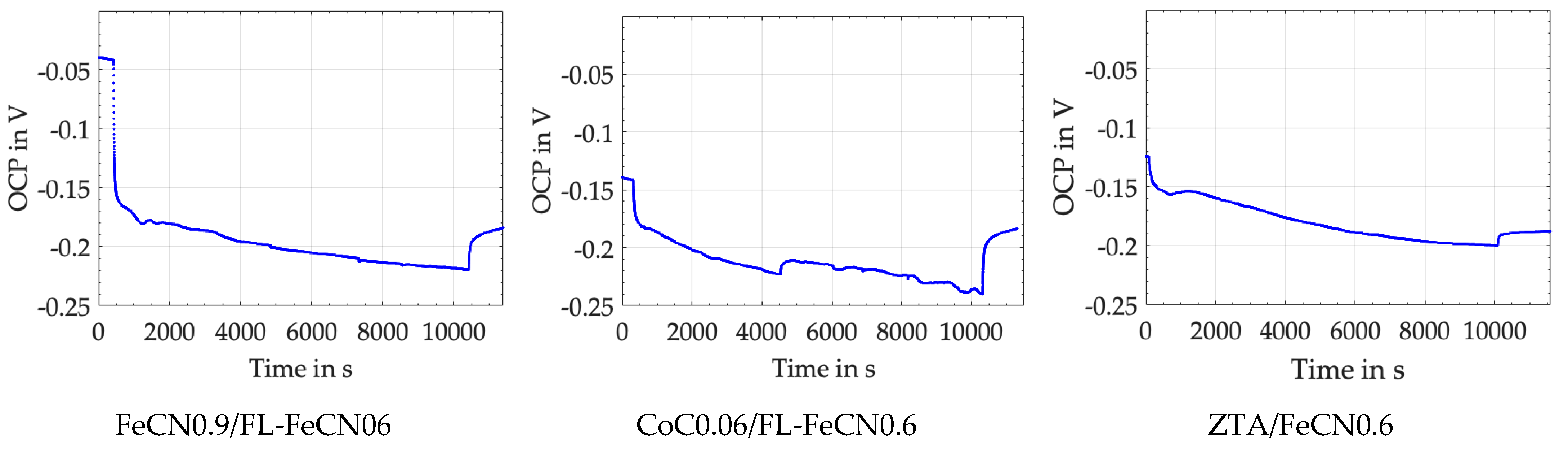
3.3. OCP Drop (ΔOCP) during Fretting Experiments
Figure 4 depicts the OCP drop (ΔOCP) at each start of the fretting experiment, as well as its steady-state behavior, which begins after about 500 to 1000 cycles. The immediate drop is based on the mechanical disruption of the passive layers, while during the steady state, the depassivating (tribocorrosion) and repassivating (tribo-oxidation and mechanical mixing) incidents compete into a more or less stable equilibrium. The final increase represents the repassivation of the surfaces after the experiments have been stopped. Like it was for friction (integrating over all mechanical incidents), one cannot distinguish between single chemical incidents by the OCP. Still, the slow decrease during the steady state—here, about 0.05 V in 39,500 cycles—is quite likely related to an increase in the real contact area. If a larger area is depassivated during cycling, the OCP drops for an increase in the number of ions released.
Table 6 wraps up the ΔOCP, which is mostly around 0.3 V for AHNS/FL-Ti6Al4V and AHNS/FL-CoC0.06, but smaller for all couples against FL-AHNS.
If we compare these values with those of ZTA/FL-CoC0.06 at 0.32 ± 0.01 V and ZTA/FL-Ti6Al4V at 0.52 ± 0.04 V, published earlier [
34], we can assume that this electrochemical feature can only be governed by the metallic side of the couples. It appears that the ranking cannot be connected to the repassivation results, e.g., from the electro-impedance spectroscopy (EIS) experiments [
33,
60,
61]. We can only argue at this point that the repassivation behavior on a polished surface in EIS experiments is completely different from that of a severe plastically deformed and mechanically mixed layer inside the crevice of a fretting corrosion contact interface. From the ΔOCP, we can only read that the smaller, the less ions are released and, therefore, the better. In a rough approximation as to this criterion, we could write that AHNSs would outperform the Co alloy [
54] and that Ti6Al4V would be the worst if run against an alumina-based ceramic [
34]. But, if FL-Ti6Al4V is run against the AHNS (
Table 6), the ΔOCP values do not follow that trend. Thus, we cannot explain the elementary processes that drive such behavior at this point in our analyses. Furthermore, we do not know the real active areas for depassivation and repassivation, as well as the different kinetics of tribocorrosion and tribo-oxidation on each side of the contact.
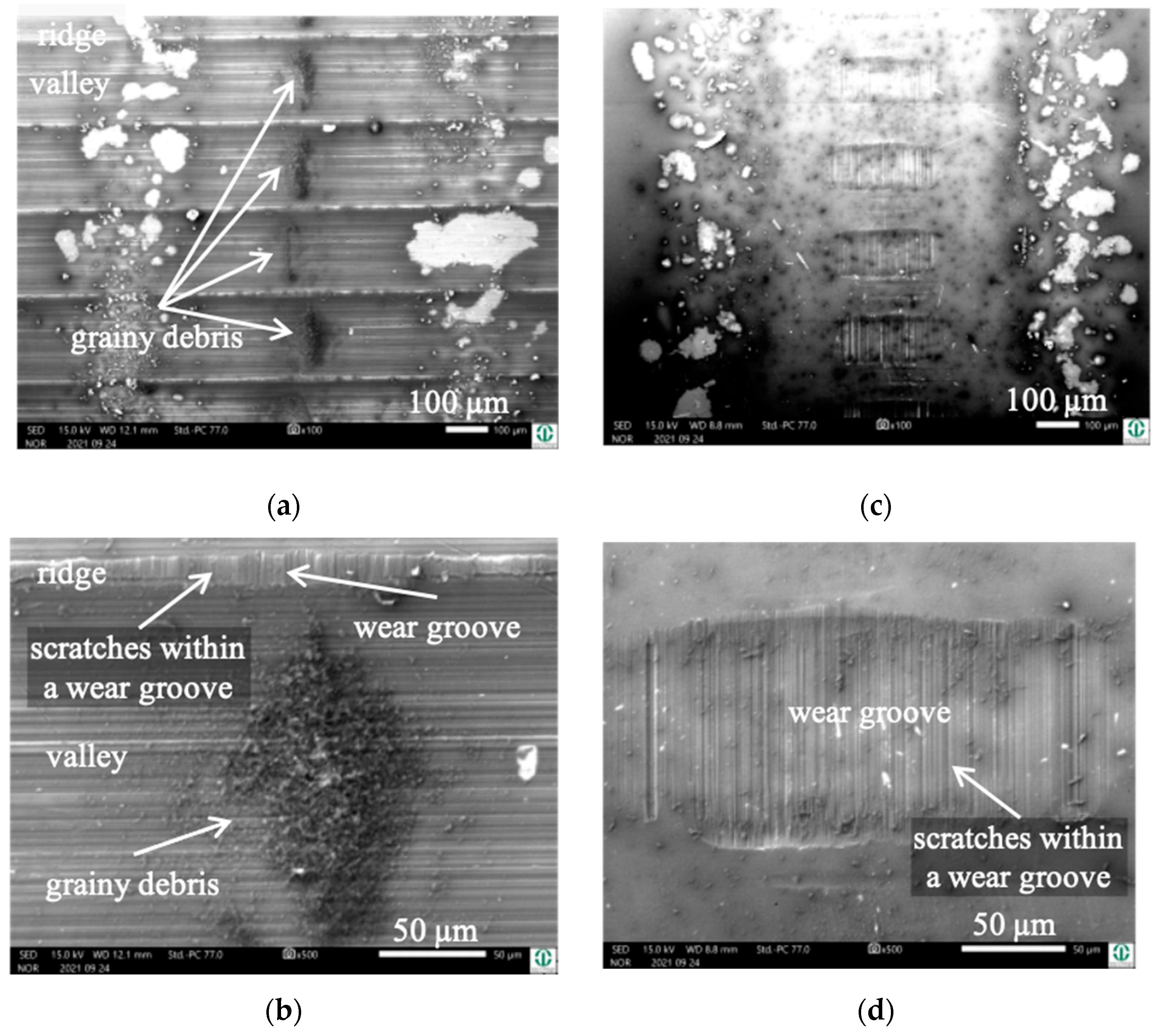
3.4. Wear Appearances of Polished FeCN0.6 against Fluted Ti6Al4V Cylinders (AHNS/Ti Alloy)
Due to the fact that the wear appearances of the fluted Ti6Al4V against FeCN0.9 and FeCN0.6 looked the same, we only present the analyses of the AHNS/FL-Ti6Al4V couples together with some examples of both as to specific aspects.
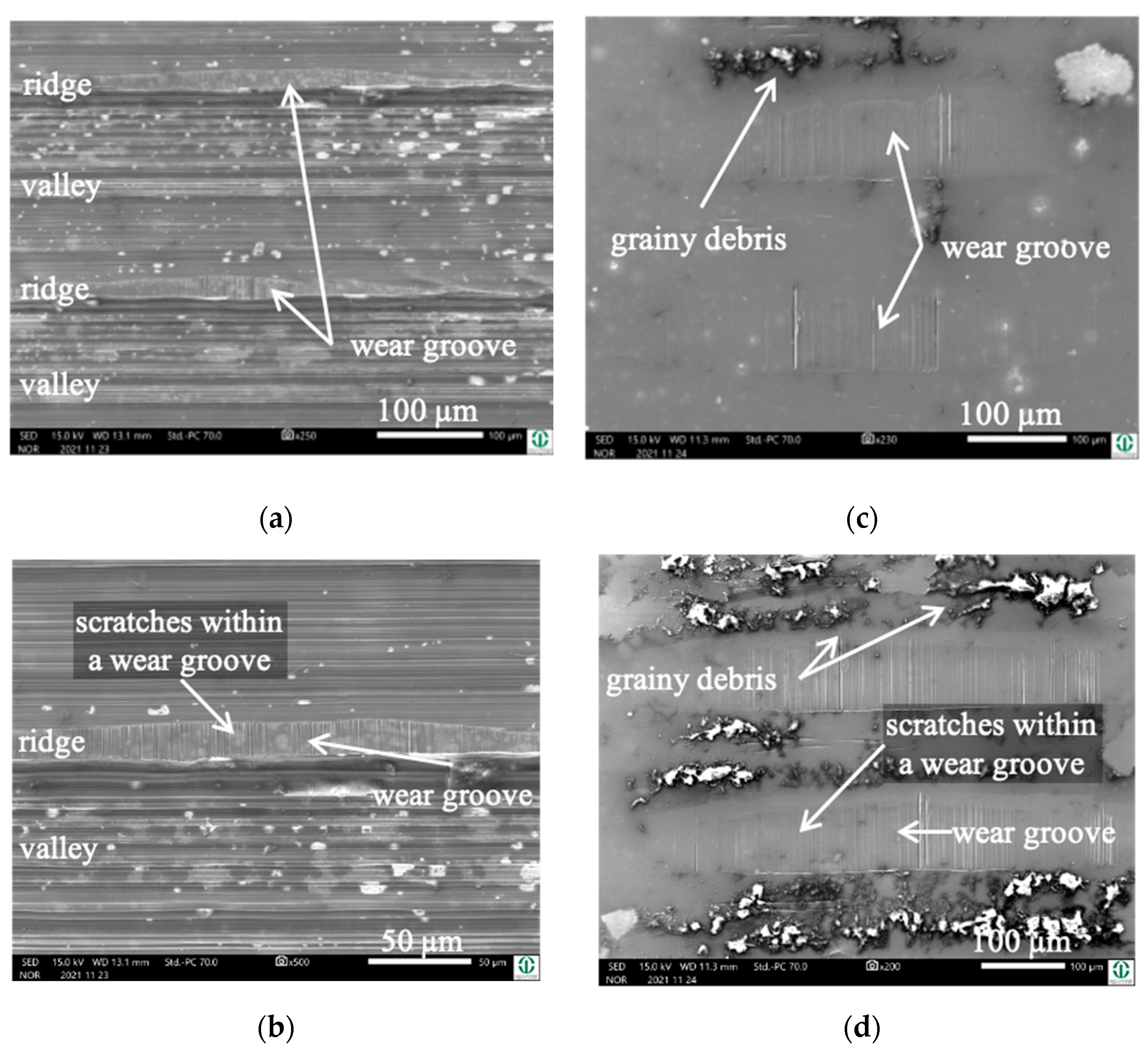
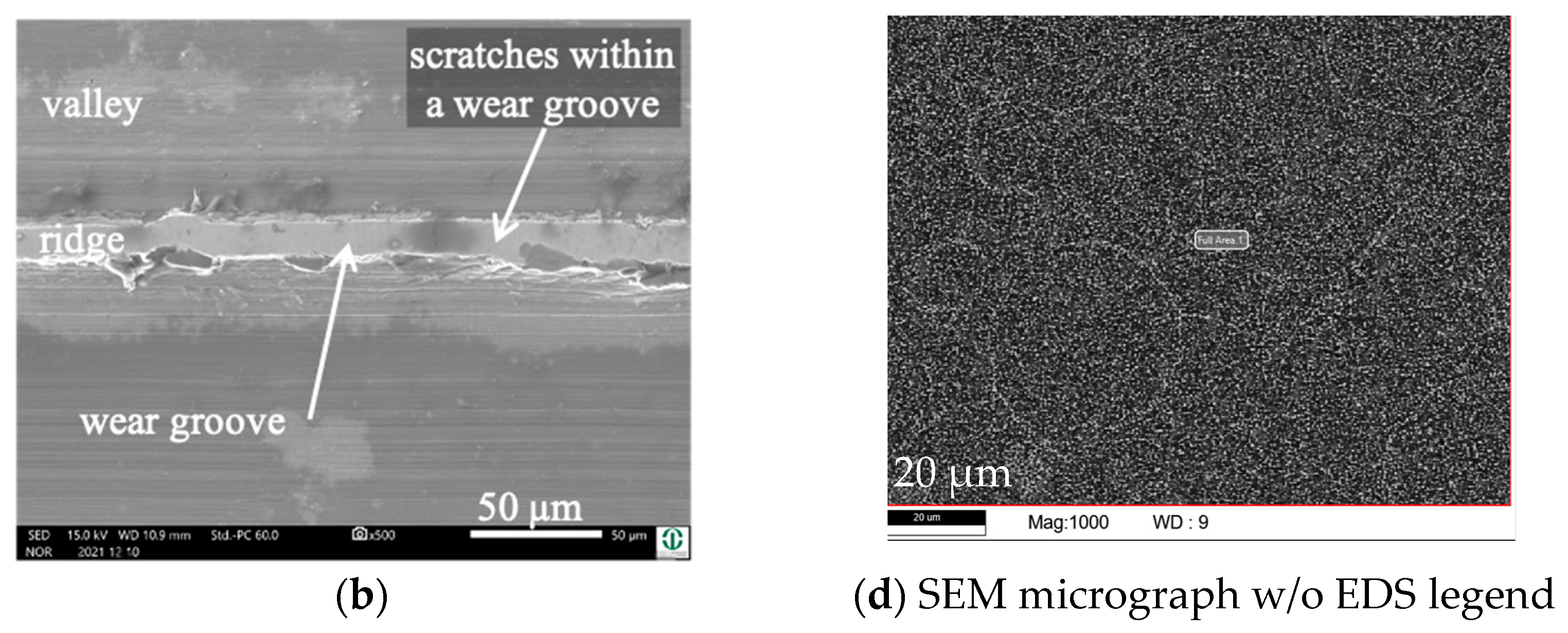
Figure 5 depicts the surfaces of the fluted Ti6Al4V cylinder (
Figure 5a,b) and a polished FeCN0.6 pin (
Figure 5c,d) after the fretting test. The samples were sonicated in ethanol in order to remove some loose debris but to keep most of the grayish and partly grainy tribomaterial (third bodies). Still, some of it spalls off during sonication, as can be seen by the lighter whitish areas on both bodies. It should be mentioned here that the horizontal scars within the valleys are machining marks, while any vertical scars or scratches are parallel to v
rel and are generated by friction and wear.
Due to the two convex surfaces, the Hertzian [
59] gross contact area is elliptic, with a semi-contact length of 1.96 mm for, e.g., FeCN0.6/FL-Ti6Al4V. The width is zero at both ends and has a theoretical maximum value in the center of 52 µm. With the fluted topography (R
sm = 190 µm), about 20 ridges could theoretically be in contact over the entire length of the gross contact area. Now, the tribological loading and the generation of wear grooves bring about a marked change, with about 51 ridges in contact over approximately a 10 mm contact length. The tip radius within the 2 to 5 µm range and the shape of the circumferential ridges only allows for a quite narrow contact parallel to v
rel and a much wider one perpendicular to it. CWLM analyses brought about dimensions ranging from 9 to 17 µm parallel to v
rel and 116 to 286 µm perpendicular to it for, e.g., FeCN0.6/FL-Ti6Al4V. The CoC0.03/FL-Ti6Al4V couples, published earlier [
38], bring about similar values, with 5 to 11 µm and 129 to 229 µm, respectively.
Due to the unknown contact stresses, strains, and fluid characteristics of the tribomaterial inside such a particle-generating and debris-laden rough interface, any contact mechanical modeling or simulations will not be a part of this paper. We also did not quantify the depth of the wear grooves, for under ultra-mild wear, these values are within the range of the circumferential roughness on top of the machined ridges as well as of the overall waviness of the polished pins. Additionally, there were pile-ups of tribomaterial or plastically deformed metal at the rims of the grooves, which did not allow for the finding of an absolute surface reference level to be defined as the zero level. Thus, with our specimens, the depth of the grooves cannot be separated from other surface features near or outside of the contact areas. As a result, we are not able to give the quantities of the grooved volumes of both bodies.
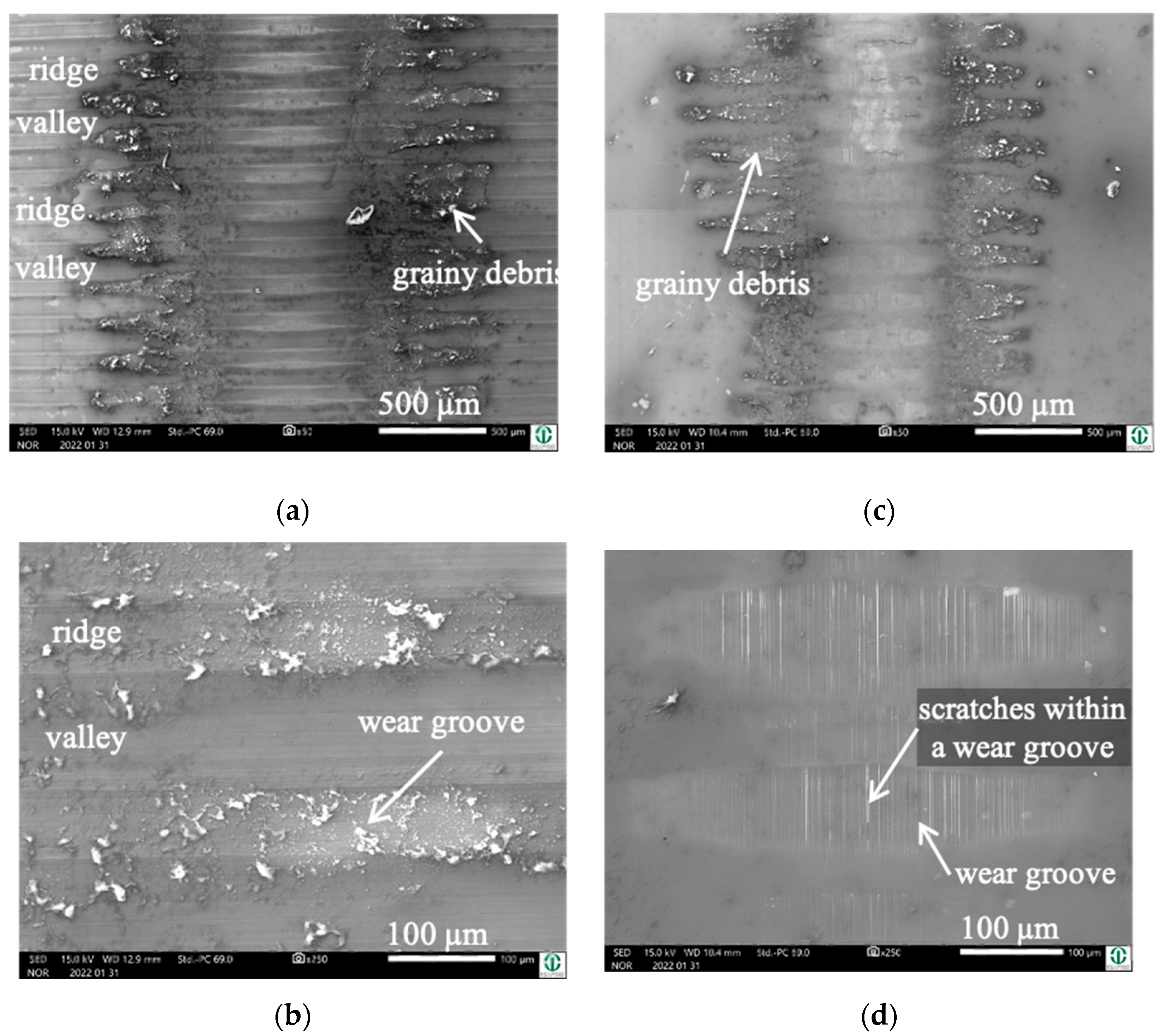
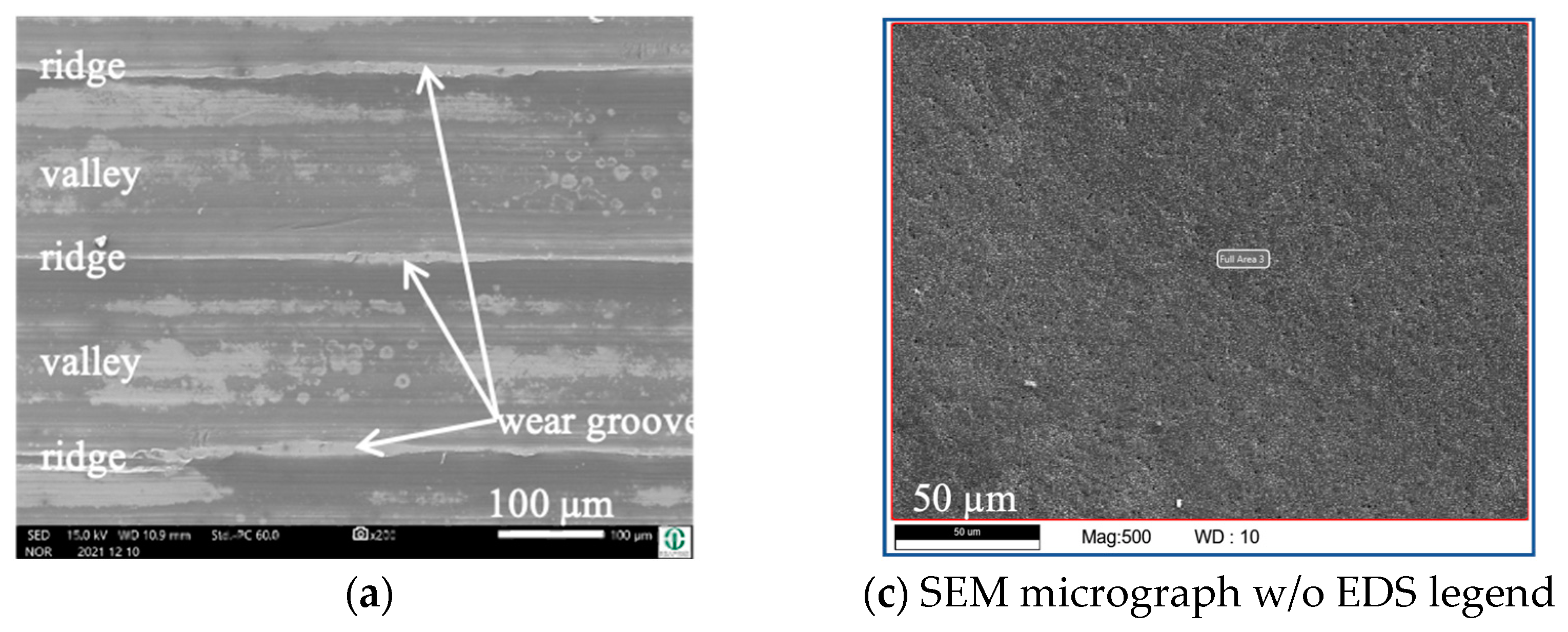
Cylinder side: On the fluted cylinder side, piles of grainy (
Figure 5a,b) wear debris can be seen inside the valleys partly covering the machining marks. The wear grooves on top of the ridges (
Figure 5b) show vertical scratches, while it cannot be distinguished whether they stem from microcutting or microploughing. This is also true for the areal wear grooves on the surface of the polished pins (
Figure 5c,d), which show such scratches as well.
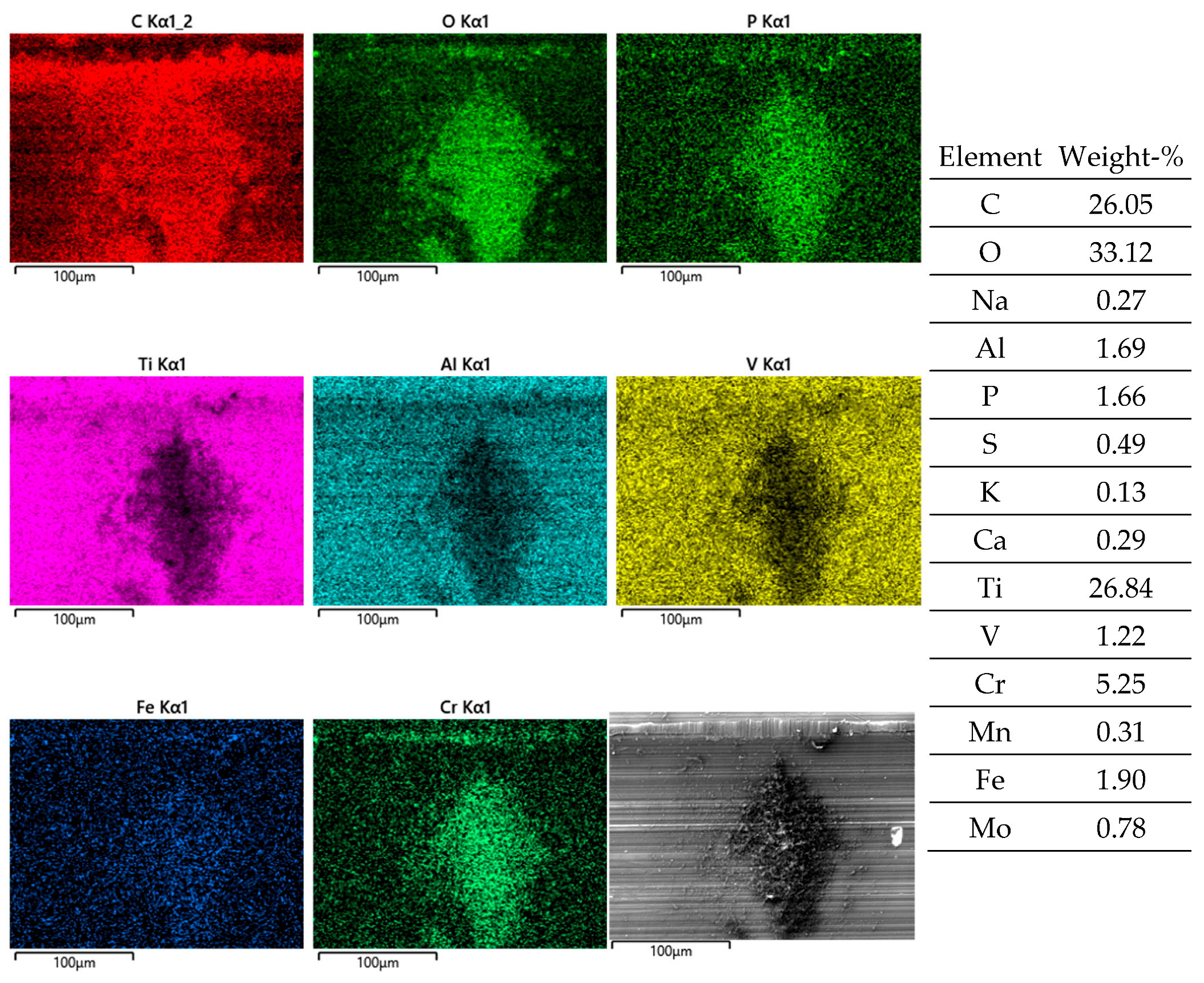
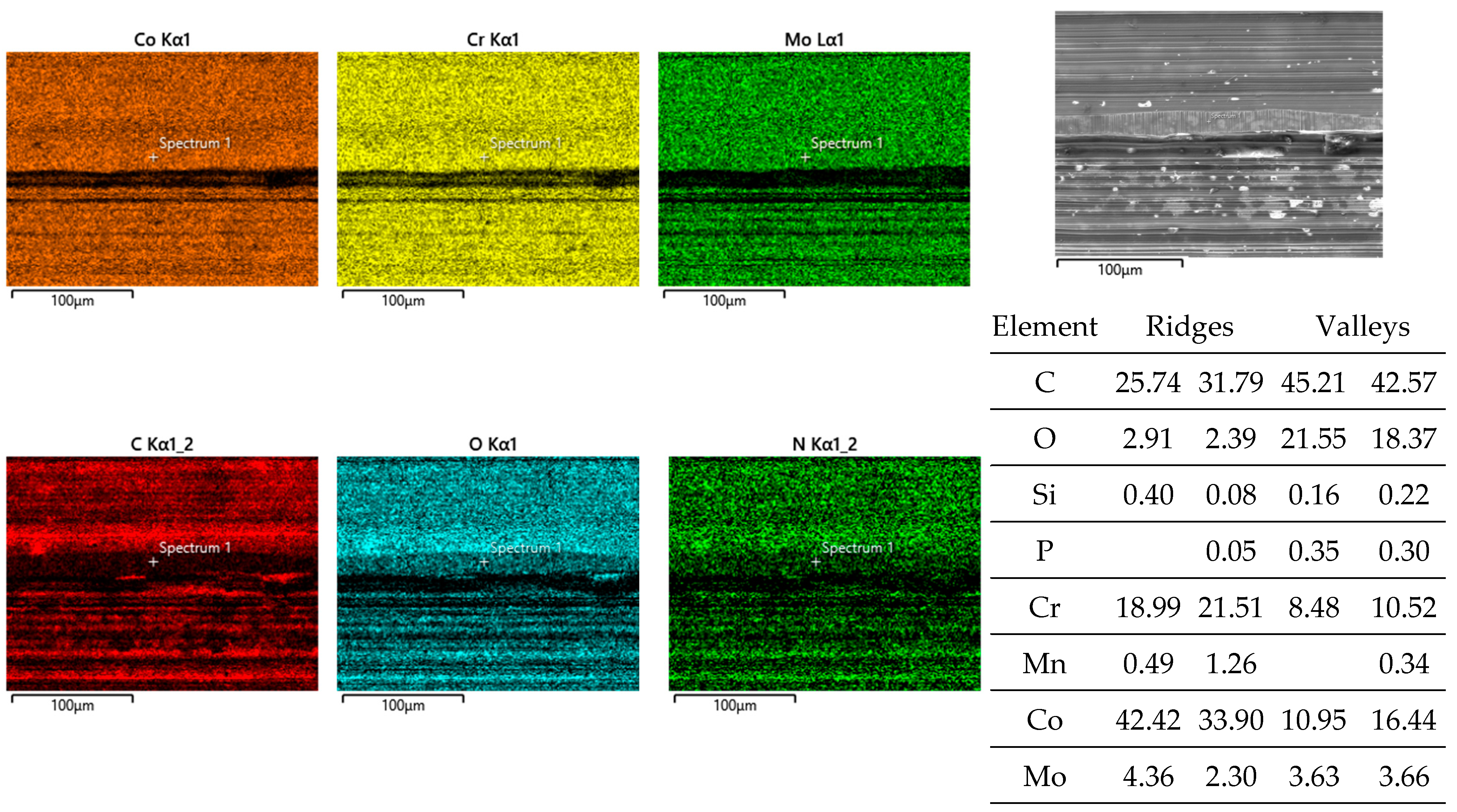
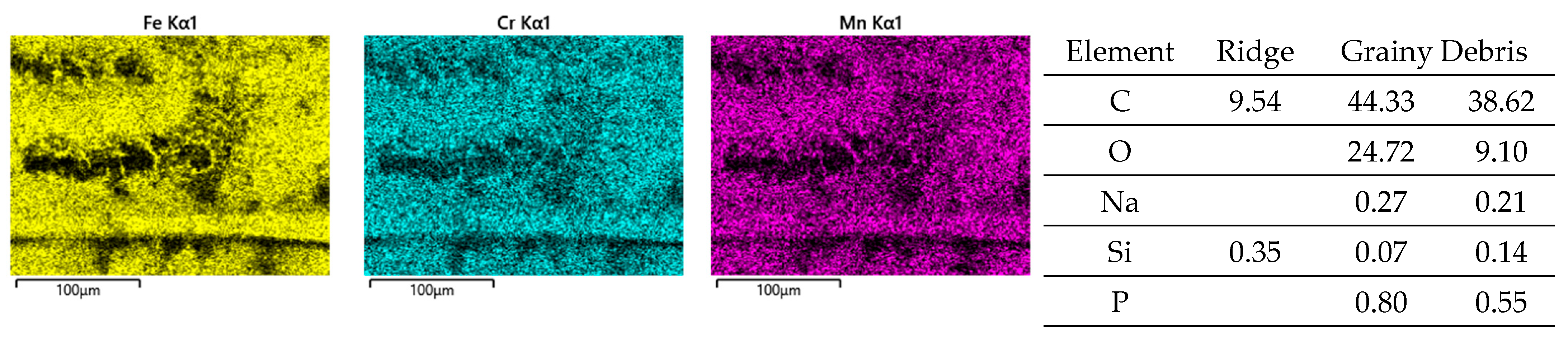
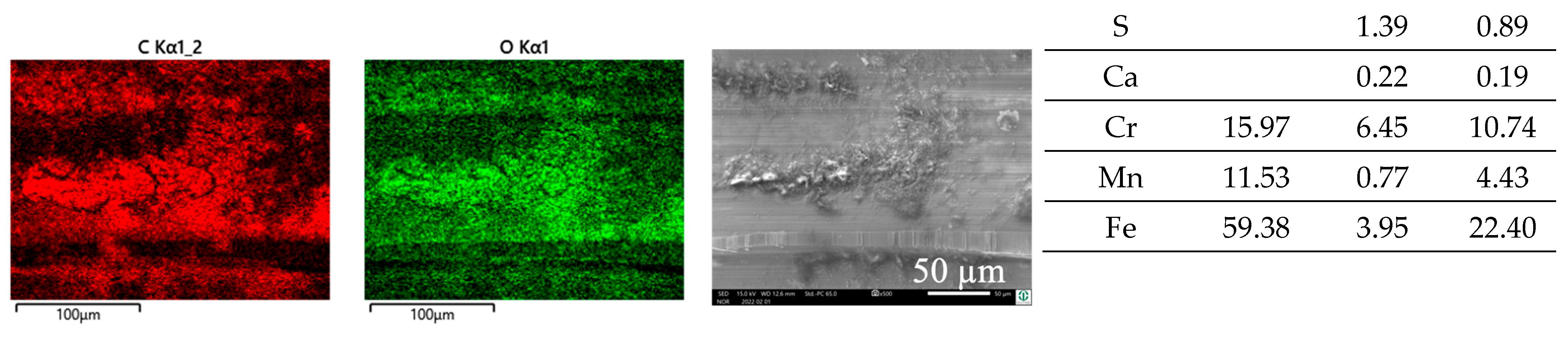
Obviously, the grainy debris sticks rigidly to the surface of the cylinders, as it is still visible within the valleys even after sonicating in ethanol. This allowed for EDS scans and point analyses (
Figure 6), and revealed elements of the Ti alloy (Ti, Al, V) as well as O, Cr, and P from the counterbody and the lubricant. On top of the contact ridges, there are substantial remains of C and O from the lubricant and its reaction products, like oxides. Cr oxides can be assumed from the Cr/Fe ratio of 2.8 being much larger than that of the alloy of 0.26. Additionally, Ti oxides are possible, which will be later elucidated by the Raman scattering results. The elements like C, O, P, Na, K, and Ca can be found on top of the ridges within the grooves as well as within the valleys. Remarkedly, there is nearly no grainy debris left inside the grooves on top of the ridges of the cylinders as well as inside the areal grooves on the pin side (
Figure 5).
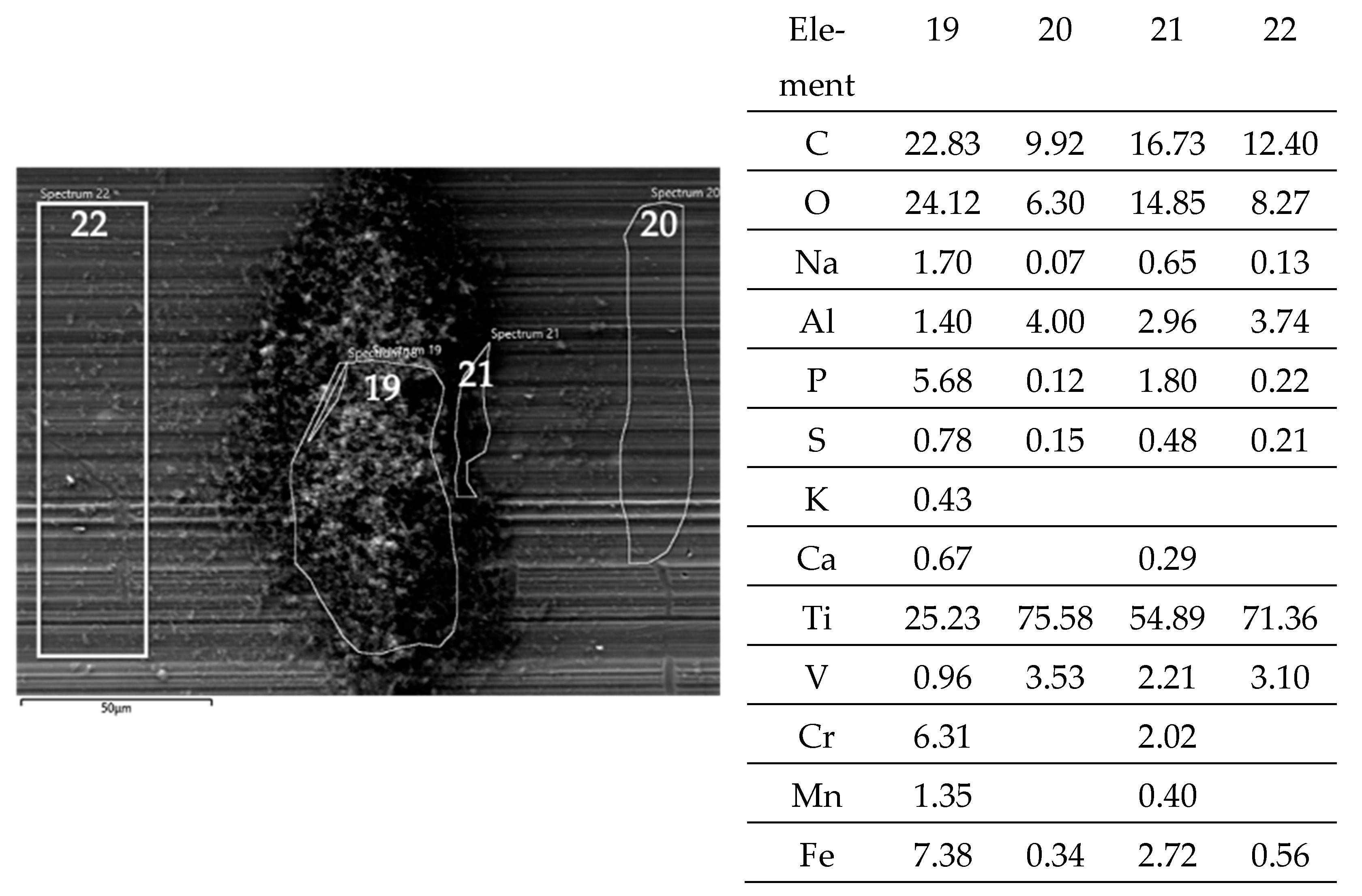
A close look at one of the debris piles by the EDS allows for a comparison to the adjacent steel surface after the fretting test and sonication in ethanol. The layer on top of the valley’s surface (
Figure 7; Spectra 20, 22) shows the distinct remains of the lubricant by C, O, P, and S, while the high amounts of Ti stem from the background signal. The Al/Ti ratio is about 0.05 and similar to that of the alloy. There is no Cr and Mn, while the Fe signals of 0.3 and 0.6% originate from the Fe content of the BCS. At the rim of the pile of debris (
Figure 7, Spectrum 21), C, O, P, and S, as well as Ca from the lubricant increase as well, with the background signal of the Ti alloy (Al/Ti ratio = 0.05) being still quite strong. Cr and Fe increase as well, while the Cr/Fe ratio of about 0.7 points towards oxides. The pile of debris (
Figure 7, Spectrum 19) reveals the highest values of C, O, P, S, and Ca from the lubricant, as well as of Cr and Fe. The Cr/Fe ratio of 0.85 being larger than that of the alloy points towards oxidized debris from the pin side remaining on the cylinder. Whether the Ti oxide particles are part of the debris might appear quite likely but cannot be read from the EDS scans, as the Al/Ti ratio is still similar to that of the alloy.
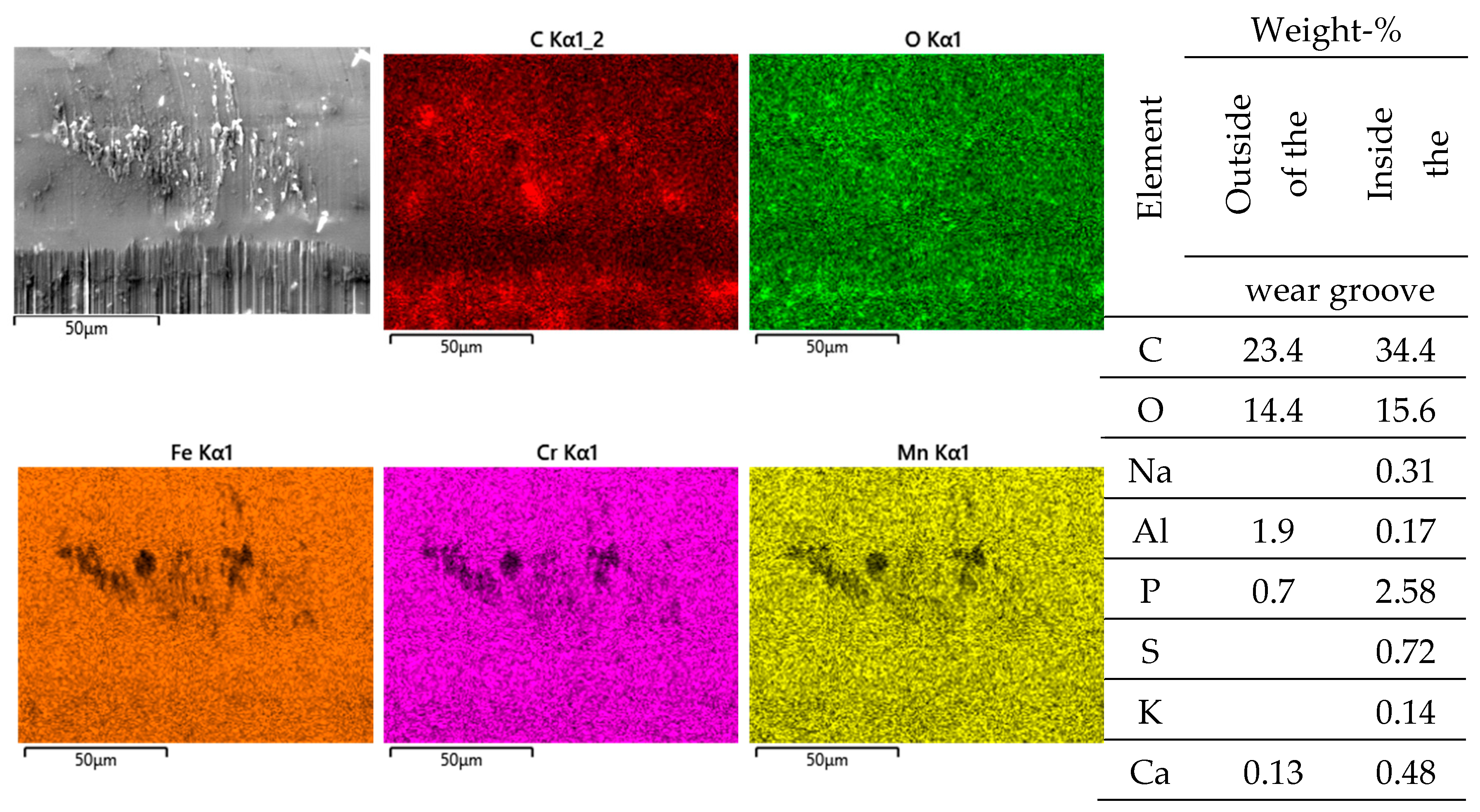
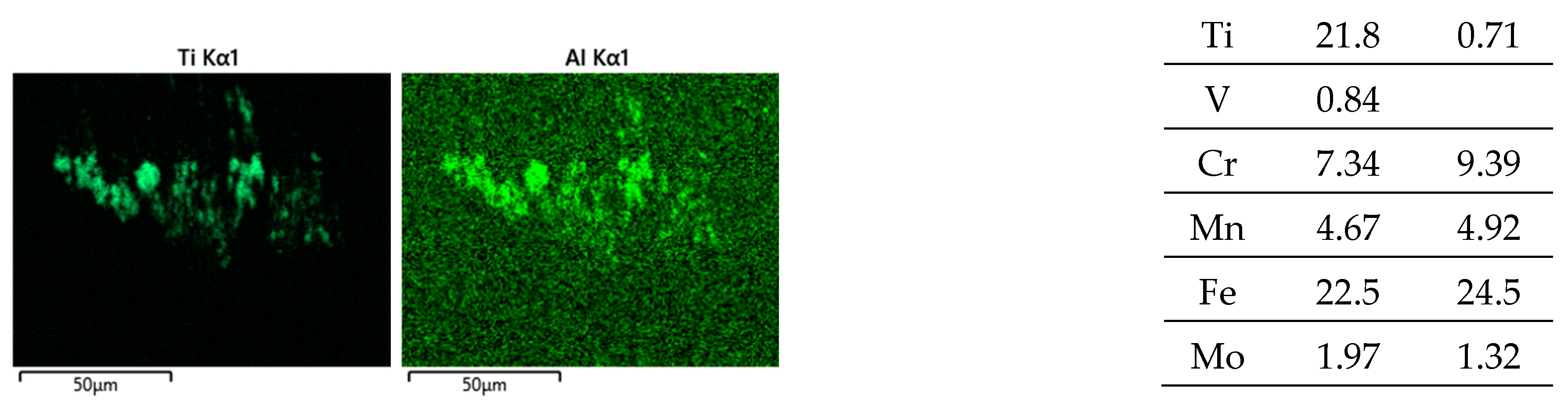
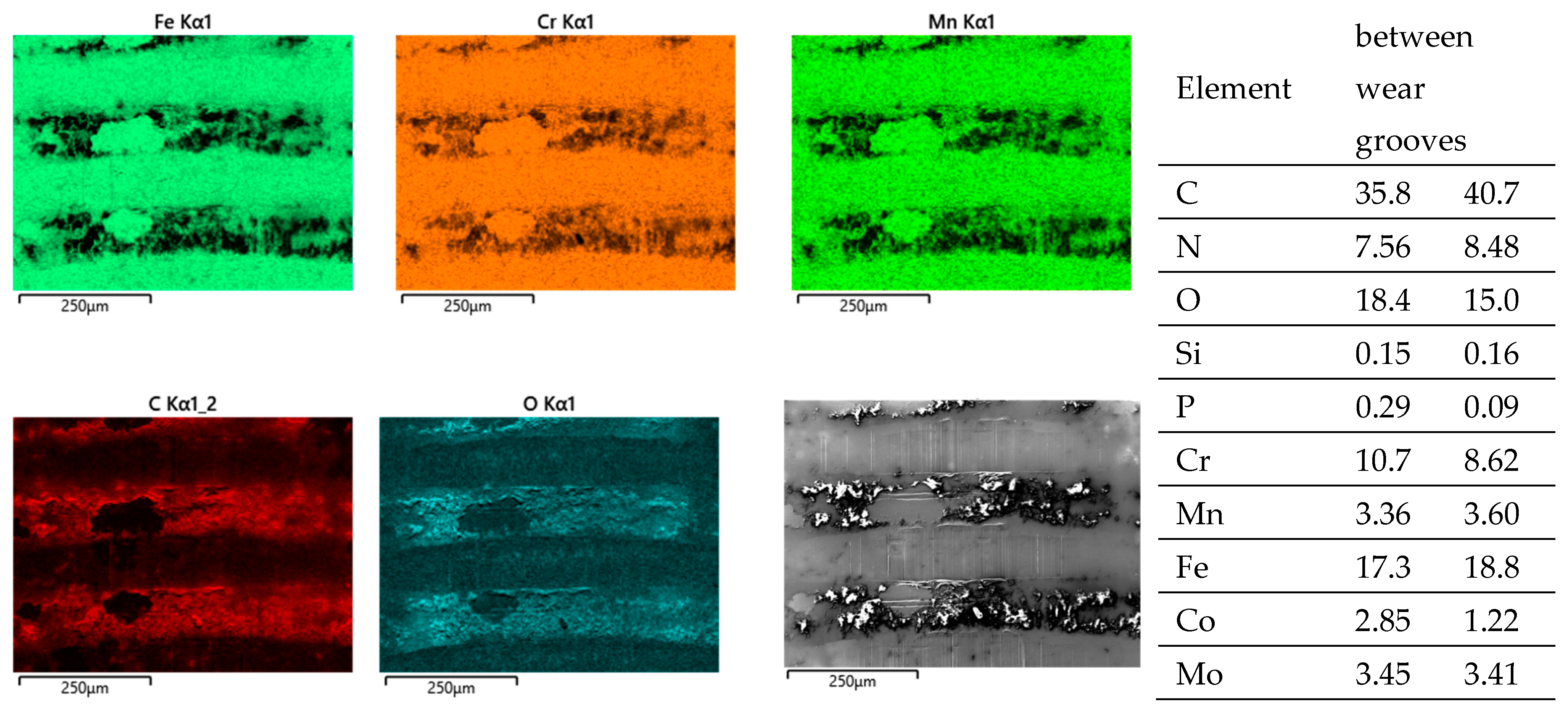
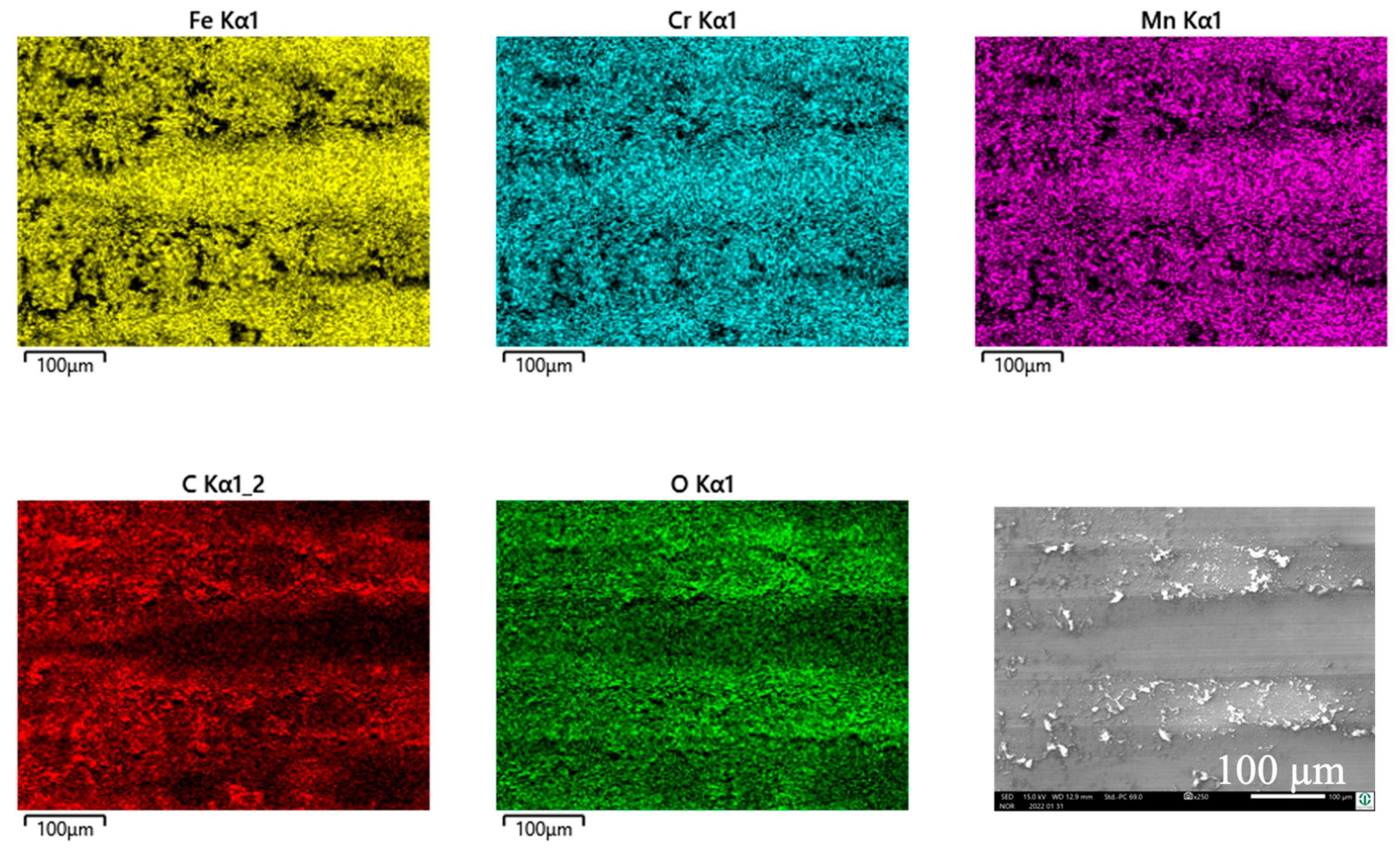
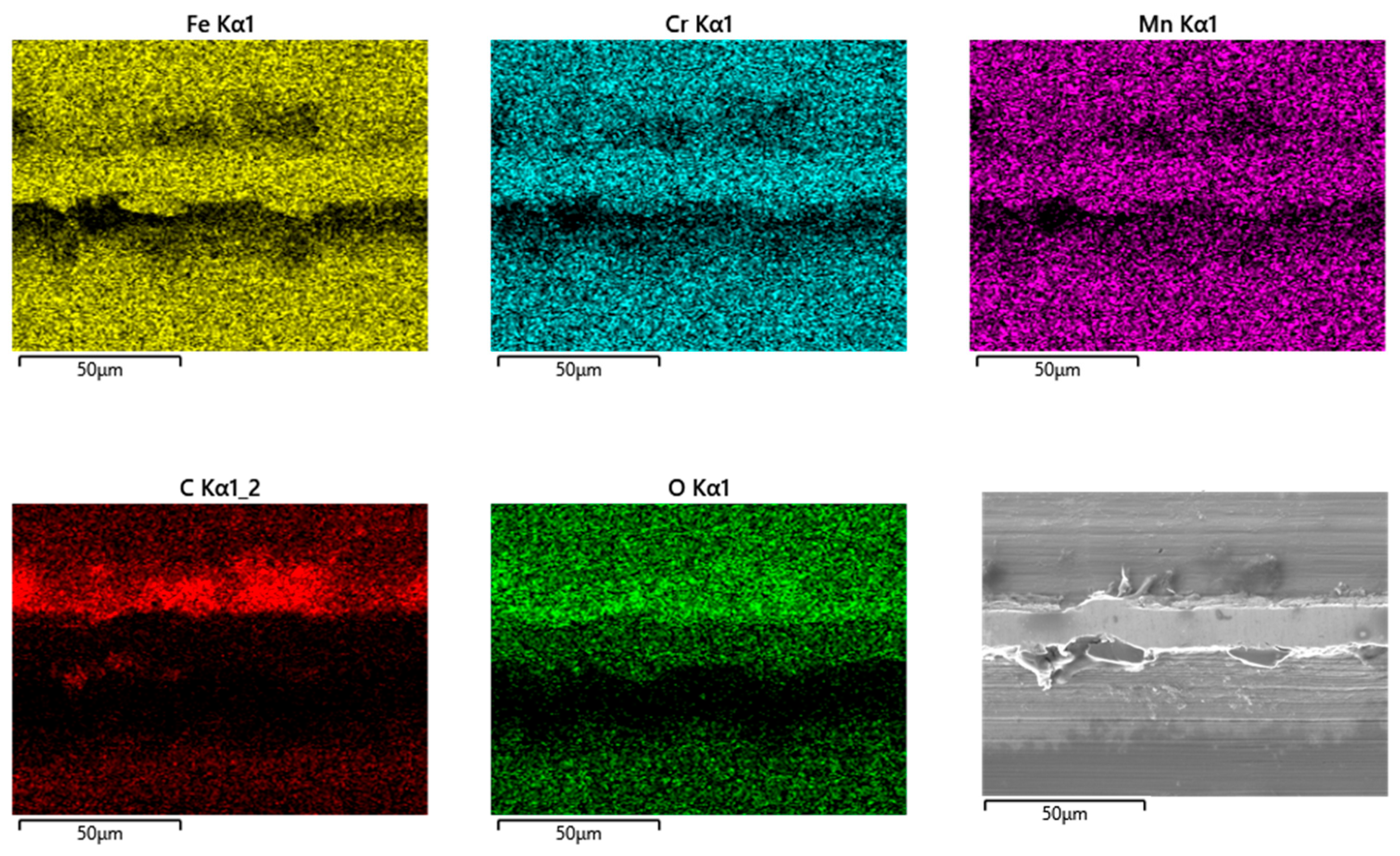
Pin side: EDS scans reveal, outside of the wear grooves (
Figure 8), elements of the lubricant, while, in between the wear grooves, Ti- and Al-rich particles (an Al/Ti ratio similar to that of the alloy) can be found. Thus, these particles have quite likely been generated by microcutting and represent chips from the cylinder side.
Inside the wear grooves, one finds Fe, Cr, Mn, and Mo (
Figure 8), as well as localized remains of tribomaterials, including C, O, Na, P, S, K, and Ca. The Cr/Fe ratio of about 0.38 is only a little bit larger than that of the alloy and by far not as high as on the cylinder side. Thus, oxide particles cannot be assumed, as the background noise from the alloy appears to overlap with these measurements.
3.5. Wear Appearances of Polished FeCN0.6 against Fluted CoC0.06 (AHNS/Co Alloy)
By comparing
Figure 5 and
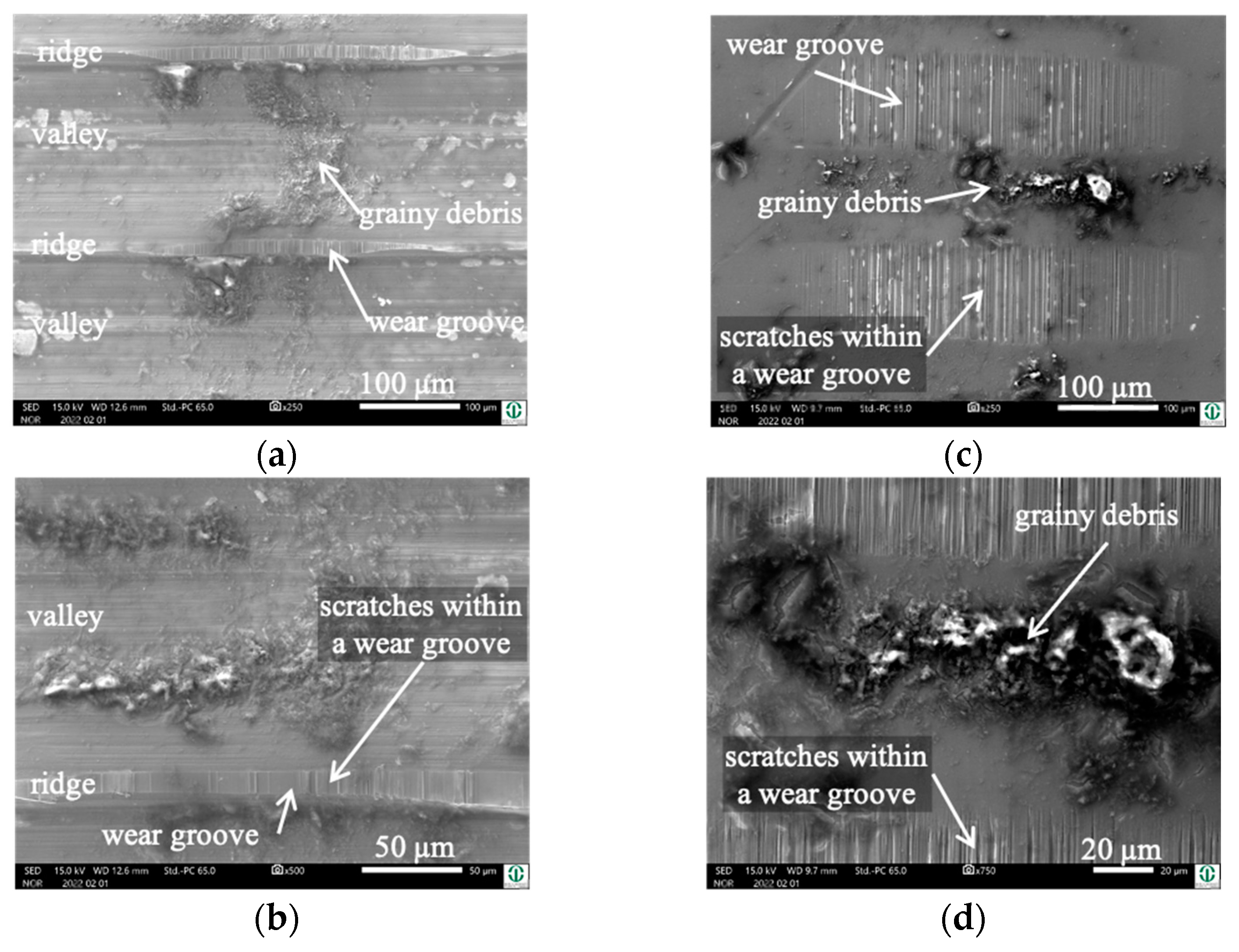
Figure 9, it becomes obvious that—after sonication in ethanol—most of the grainy debris remains on the pin side (
Figure 9c,d), while there are no marked piles of debris inside the valleys of the fluted topography (
Figure 9a,b and
Figure 10). Apart from that, the wear appearances are quite similar on both bodies, with narrow wear grooves on top of the ridges and areal ones on the polished pin. Both show scratches, suggesting microcutting and/or microploughing.
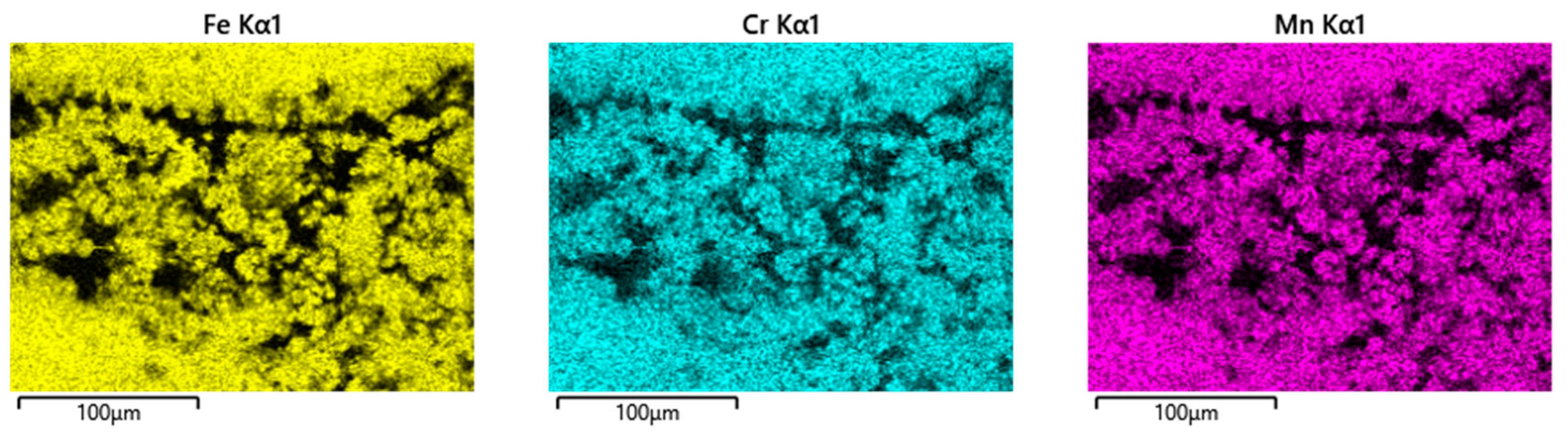
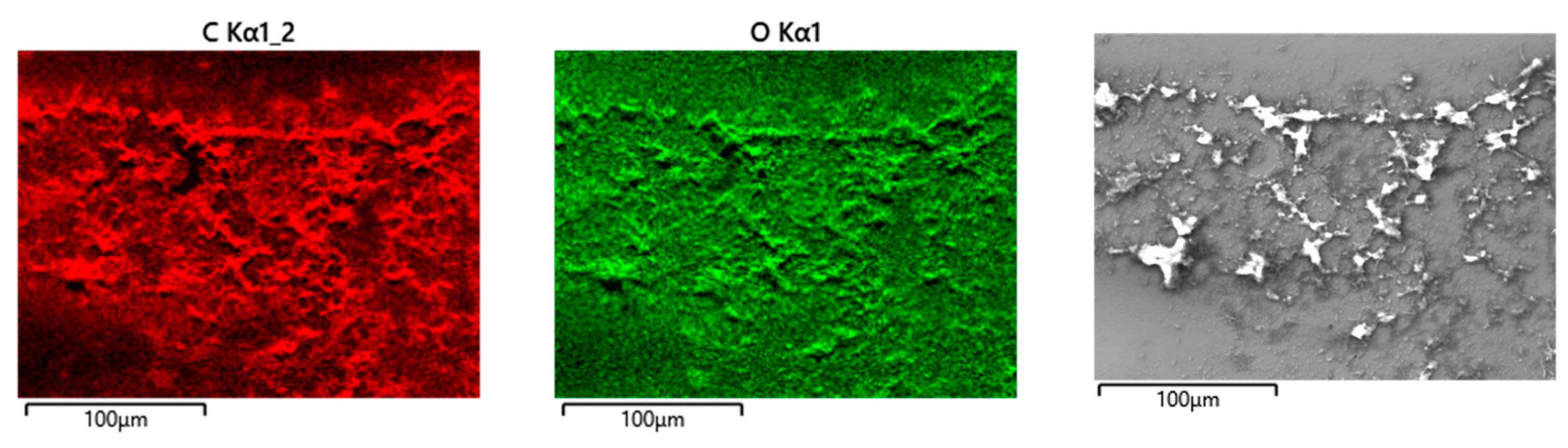
Pin side: EDS scans reveal background noise of the steel with Fe, Cr, Mn, and Mo, as well as the localized remains of the lubricant by C and O (not shown here). In between the areal wear grooves, there are further indications of the lubricant by C, O, and P (
Figure 11). From the Cr/Co or Cr/Fe ratios, we cannot read anything, as the EDS cannot distinguish the specific source of Cr. Still, for both alloys, the ratios would be smaller, which might render a hint on the Cr-based oxidic wear debris.
3.6. Wear Appearances of Polished CoC0.06 against Fluted FeCN0.6 Cylinders (Co Alloy/AHNS)
By switching body and counterbody, there is no distinct change in the wear appearances. The wear grooves of both bodies reveal scratches parallel to v
rel (
Figure 12a–d). The grainy tribomaterial piles up within the valleys (
Figure 13 C, O) on the cylinder side and in between the contact areas on the pin side (
Figure 14 C, O).
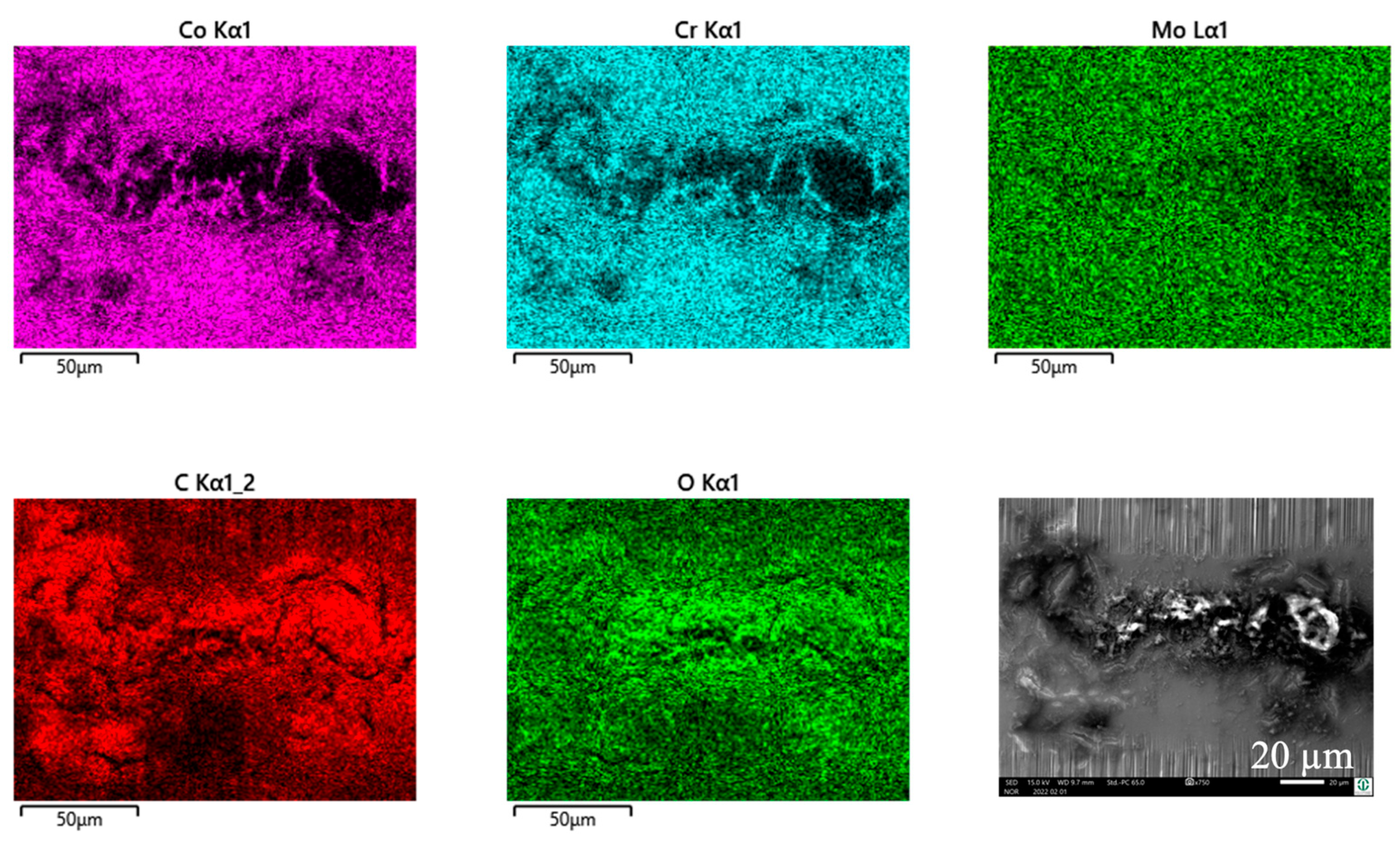
Cylinder side: Spot analyses of the grainy debris reveal elements of the lubricant (C, O, Na, P, S, and Ca) and those of the alloy (Fe, Cr, and Mn) (
Figure 13). Again, the Cr/Fe ratios from 0.4 to 1.6 are larger than that of the alloy of 0.29 and indicate oxidic debris. On top of the ridges, there is still some C, pointing towards a thin layer of the remains of the lubricant, as the Cr/Fe ratio from the underlying material resembles that of the alloy.
Pin side: On the pin side, the appearances are quite similar in general. Within the wear grooves, there is still a thin layer of C as the remains of the lubricant, while the Cr/Co ratio is that of the alloy. The grainy debris in between the wear grooves shows C, O, P, S, and Ca from the lubricant and Co and Cr from the pin’s alloy (
Figure 14,
Table 7). Traces of Fe, Mn, and maybe also Cr from the cylinder indicate a very small portion of reaction products from the cylinder side. Thus, most of the Cr should come from the Co alloy and indicate Cr oxides for the Cr/Co ratio ranging between 0.59 and 1.6 (larger than that of the alloy) depending on the local thickness of the debris layer, and, therefore, the included fraction of the background signal.
3.7. Wear Appearances of Polished FeCN0.9 against Fluted FeCN0.6 Cylinders (AHNS/AHNS)
The wear appearances of this self-mated couple look slightly different, in that the debris is found on top of the ridges and pushed out to both sides of the wear track on the cylinder (
Figure 15a,b) as well as on the pin side (
Figure 15c,d). The wear grooves show vertical scratches as a wear appearance, as it was for the former couples.
Cylinder side and pin side: In this self-mated couple, the debris appears quite similar on both bodies (
Figure 16 and
Figure 17), which is supported by the EDS analyses shown in
Table 8 and
Table 9.
The white debris reveals elements of the lubricant, like C, O, P, S, and Ca, as well as a Cr/Fe ratio that is much larger than that of the alloy. Thus, again, Cr-based oxidic wear debris can be assumed here.
3.8. Wear Appearances of Polished ZTA against Fluted FeCN0.6 Cylinders (ZTA/AHNS)
The wear grooves on top of the ridges show lesser and finer scratches compared to the metal/metal couples (
Figure 18a,b). The debris stays attached to the rims of the ridges, while the valleys show the remains of the tribomaterial (darker gray areas), which spalls off during sonication in parts (lighter gray areas). As shown earlier [
34] for the ZTA/FL-Co alloy couples, there are no obvious wear appearances on the ceramic side of the contact. Within the contact area (
Figure 18c,d), the surfaces look like the polished materialographic (
Figure 1c) samples, showing the typical microstructure of such ZTA ceramics.
EDS scans and spot analyses revealed C and O as the constituents of the lubricant on top of the ridge (
Figure 19,
Table 10), and additional P and Ca within the debris (
Table 10). The Cr/Fe ratios are close to that of the alloy and can be related to the background noise.
The EDS analyses of the pins just rendered the chemical composition of the ZTA ceramic, a slightly higher C content from remains of the lubricant. Apart from that, there were absolutely no indications of any measurable transfer of materials from the cylinder nor the remains of any grainy debris.
3.9. Raman Scattering Analyses of the Tribomaterial of AHNS/FL-Ti6Al4V Contacts
The metallic–ceramic–organic composite, also known as tribomaterial, within the contact interface stems from body and counterbody, as well as their reaction products with the lubricant. For its nanostructure and the chemical elements involved, the EDS can only render a first glimpse of the specific phases. Thus, Raman scattering analyses were used to specify these constituents as well as the alterations within the molecular structure of the BCS. The latter, as well as those of the Co and Ti alloys, have been analyzed by TEM, APT, and RS, and the results are either published or submitted for review [
31,
38,
62,
63] and will not be elucidated further in this paper. Thus, we will focus on the reaction products of the AHNS FeCN0.9. Because of the identical EDS findings, these analyses were limited to the pins’ surfaces, which allowed for easier handling than with the cylinders. The RS analyses indicated the spectra of adsorbed O
2 and N
2 molecules in all positions, which stem from the laboratory atmosphere and which will be neglected in the following.
Before a fretting test, and after sonication in ethanol and drying in laboratory air, AHNSs showed MoO3 and Cr3O8 spectra from the passive film. If immersed in BCS for 3 h at 37 °C, one finds additional proteins like native albumin and globulin, as well as phospholipids, besides other typical amino and fatty acids on the surface.
After the fretting experiment, the picture changes with respect to the position of the analyses outside or inside the contact area (
Table 11).
Within the immediate contact area, which includes the ridges and valleys on the cylinder, as well as the wear grooves and areas between them on the pin, there are additional reaction products from the base and alloying elements of both bodies, e.g., Fe
2O
3 or MnMoO
4 from the AHNS or TiO
2 from Ti6Al4V. Besides the typical constituents of the BCS, there are additional denatured and cleaved proteins, as well as sp
2-hybridized C, as already found in earlier in vivo, in vitro, and retrieval studies after tribological loading [
62].
The pushed-out material outside of the immediate contact area was generated by the tribosystem containing all metallic, ceramic, and organic constituents of the interfacial medium. Nonetheless, it has not been ejected yet. Still, we can assume that the ejected fraction stems from this pushed-out material and, therefore, contains all the metallic, ceramic, and organic matter of the final wear loss.3.10. Metal Ion Concentration within the Soap and Serum
3.9.1. Metal Ion Concentration within the Soap
The largest contribution to the tribomaterial by far stems from the Ti cylinders (
Table 12), as has been reported before for other material couples [
20,
39,
44]. Far less comes from Co or AHNS cylinders, represented by Co and Cr or Mn and Cr, respectively. Interestingly, the Mn content is within the same range between 9 and 18 ppb, independent of the specific couple, while the Co and Cr show two to four times larger values, ranging from 34 to 45 ppb, with two exceptions. One is for the FeCN0.9/FL-Ti6Al4V couple and one is for the self-mating FeCN0.9/FL-FeCN0.6 couple, with 12 and 16 ppb, respectively.
Before we use this for any ranking, one has to consider that some of these elements, like Ti and Cr, are more prone to generate reaction products than Co or Mn. In addition, Ti alloys contain relatively much more Ti than there is Co in Co alloys or Cr and Mn in steels, which requires normalization, as described in the Methods section. Finally, for the AHNS/Co alloy couples, we cannot distinguish the amount of Cr coming from the Co and from the steel side. With these couples, the exchange of cylinder and pin materials makes no difference in the contributions of Co and Cr, but it does in the case of Mn.
3.9.2. Metal Ion Concentration within the Serum
The numbers above change markedly for the material ejected from the tribosystem (
Table 13). Now, Co is the most distinct contributor to the material loss. This is true for both the cylinder and pin material in contact with the AHNS. The Ti values are minimal, not exceeding 3 ppb, while the Cr and Mn range from 5 to 32 ppb and 14 to 37 ppb, respectively. The AHNS as cylinders show the largest Mn values in combination with the lowest for Cr, while the AHNS as pins contribute much less Mn. Interestingly, the AHNS/Ti6Al4V couples release less Cr into the serum compared to the AHNS/Co alloy ones. This might lead to the assumption that the higher Cr release of the latter is mainly connected to the wear loss of the Co alloy rather than to that of the steel.
Again, any ranking or comparison with the values of the soap can only be performed after some normalization, which will be carried out and elucidated within the Discussion section.


 ,
, 




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}