Fabrication and Multiscale Structural Properties of Interconnected Porous Biomaterial for Tissue Engineering by Freeze Isostatic Pressure (FIP)



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results
3. Discussion
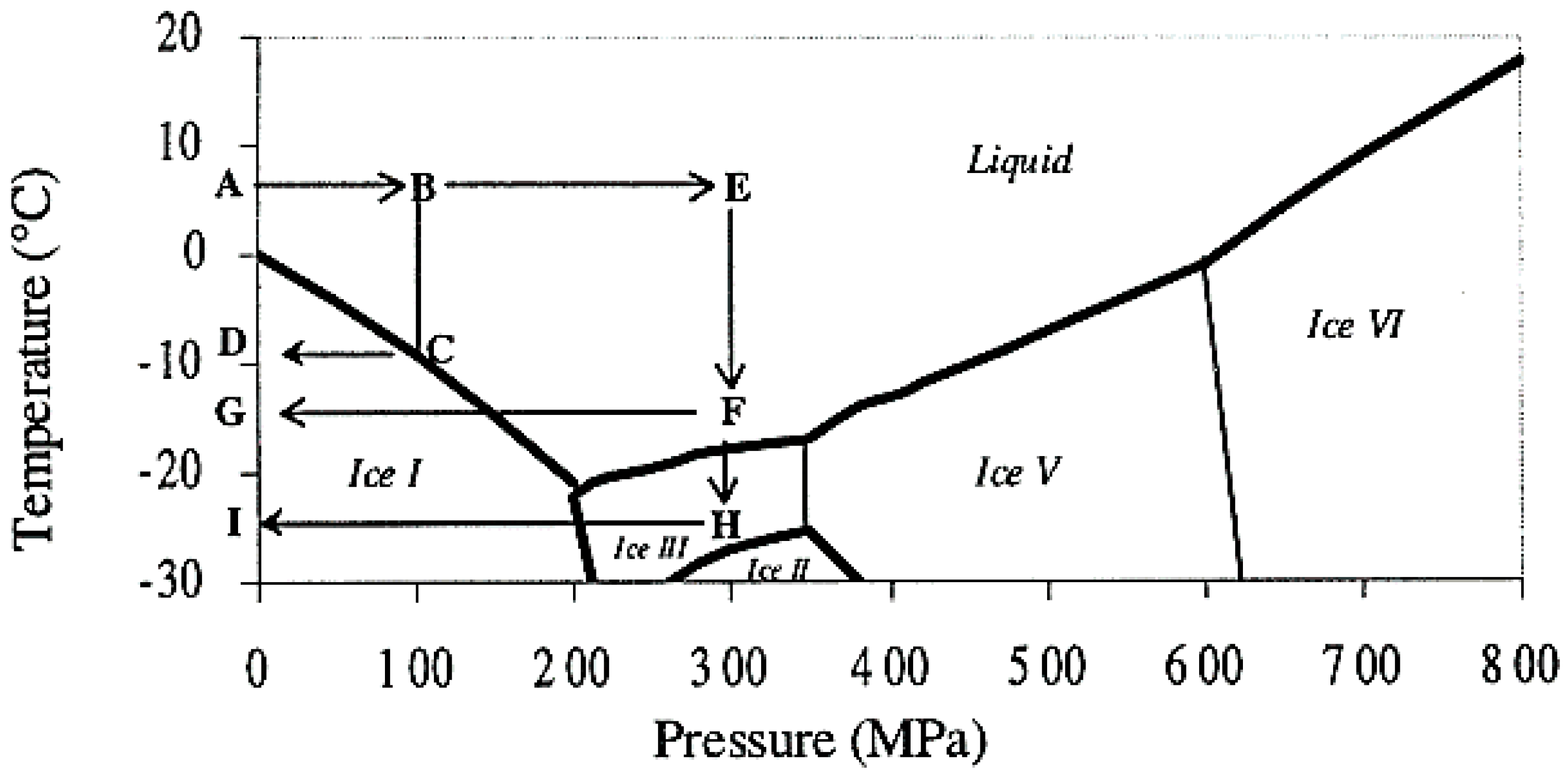
Freeze Isostatic Pressure: FIP
- a/Freezing in liquid phase
- ABEF: freezing without ice crystal formation, water stays in liquid phase
- b/Phase transition under constant pressure
- -
- ABCD: pressure-assisted freezing (PAF), freezing under a constant pressure.
- -
- DCBA: pressure-assisted thawing (PAT), thawing under a constant pressure, occurring within short time.
- c/Phase transition by pressure change
- ABEFG: pressure shift freezing (PSF), freezing process increases the ice-nucleation rate.
- d/Phase transition under a pressure change continued at a constant pressure.
- GFEBA: pressure-induced thawing (PIT), reverses process of PSF.
- e/Phase transition under a pressure change continued at a constant pressure.
- ABEFHI: freezing to ice III and IHFEBA: thawing to ice III, ice III forms with higher density than liquid water and ice I.
4. Materials and Methods
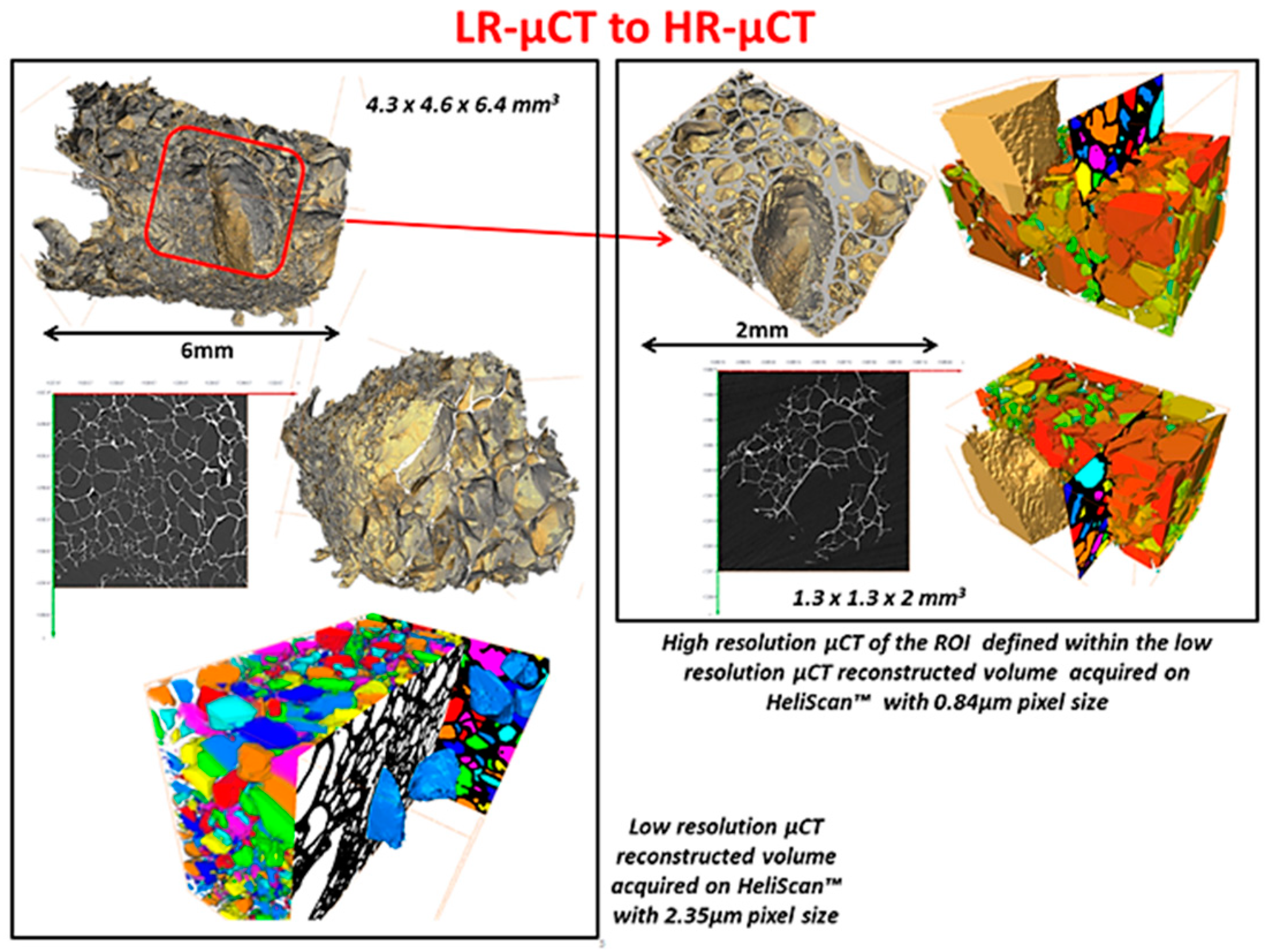
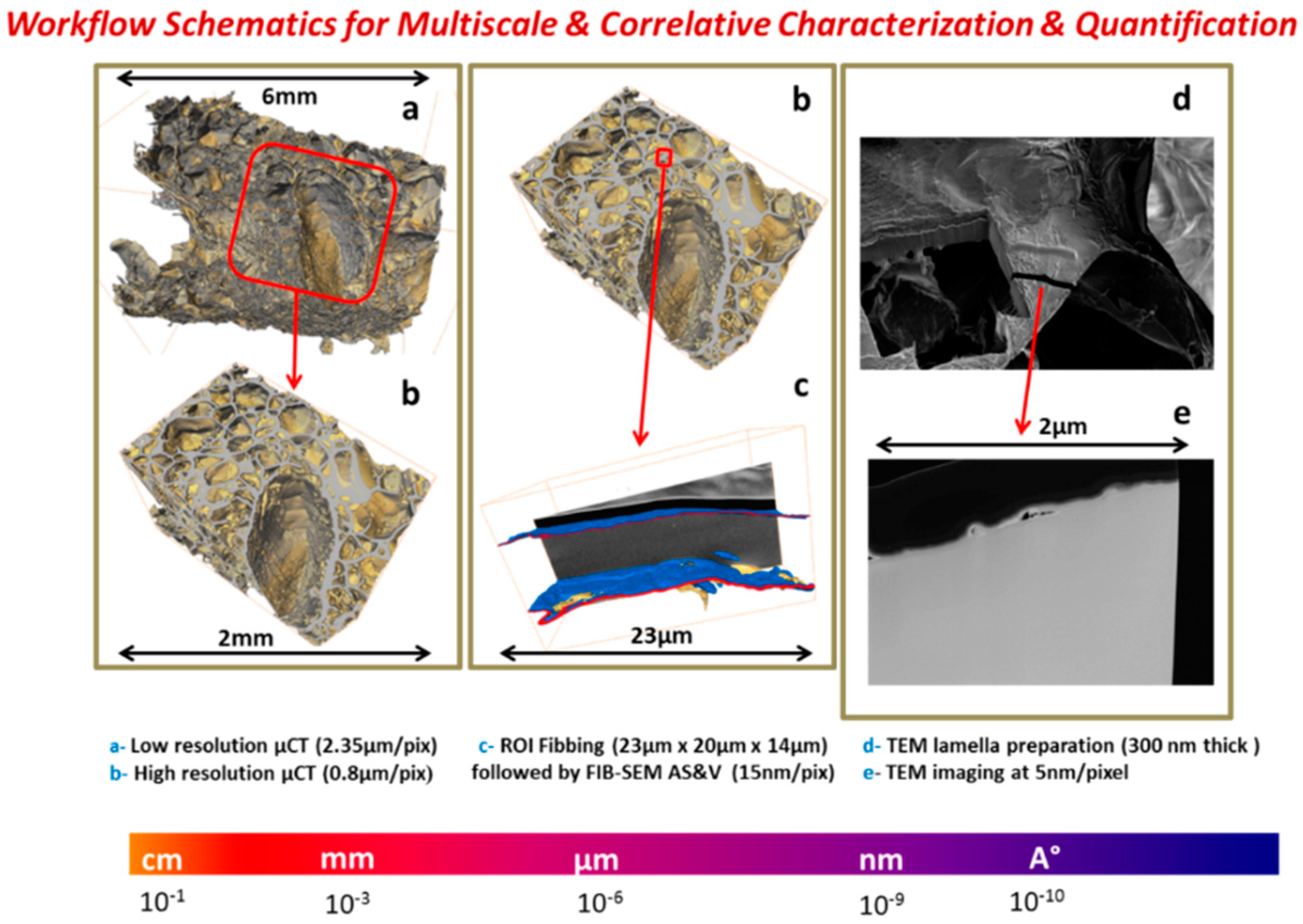
- Low resolution µCT on HeliScan™
- The biocomposite sample with dimensions of 4.3 mm × 4.6 mm × 6.4 mm was examined to select smaller region of interest (ROI) for further high-resolution imaging. The sample was scanned with double-helix trajectory with projections per revolution set to 2880. Total amount of the acquired projections was 10,180. The volume had an isotropic voxel size of 2.35 μm. AvizoTM software was applied for building 3D model of the sample and selection of the ROI for further investigation. Sample block of 1.3 mm × 1.3 mm × 2 mm was cut off using a scalpel according to the 3D model based defined ROI.
- High resolution µCT on HeliScan™
- The sample ROI was examined afterwards, using HeliScan™ system. The voxel size of the reconstructed images was 0.84 μm.
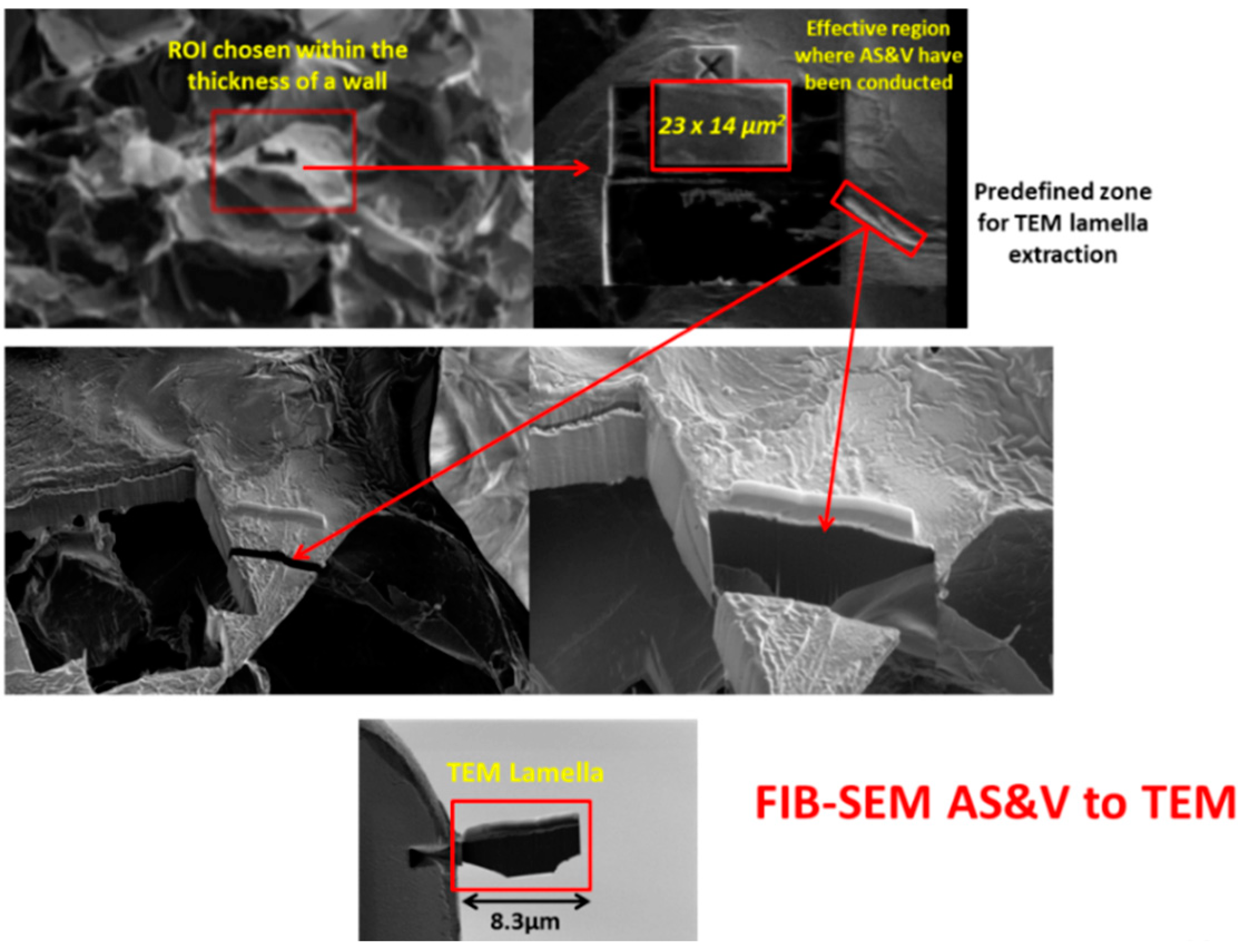
- High resolution Automated Slice & View stacking on Scios DualBeam™ microscope
- Simultaneous slicing with FIB and SEM imaging was performed on FEI’s Scios DualBeam™ microscope (Merignac, France). Auto Slice and View 4.0 software was used to automatically collect 3D data from a user-defined volume of the sample by milling serial sections (slices) and then acquiring high resolution images of each slice. This software enabled study of the 3D structure and composition of samples at the nanometer scale.
- Area of interest of 23 µm × 20 µm × 14 µm was analyzed, thickness of a unique slice removed by FIB being 15 nm, total of 933 slices were milled. SEM imaging was done with SE and BSE in-lens detectors simultaneously, image resolution set to 1536 × 1024 pixels. In this way, voxel size is 16 nm × 20 nm × 15 nm.
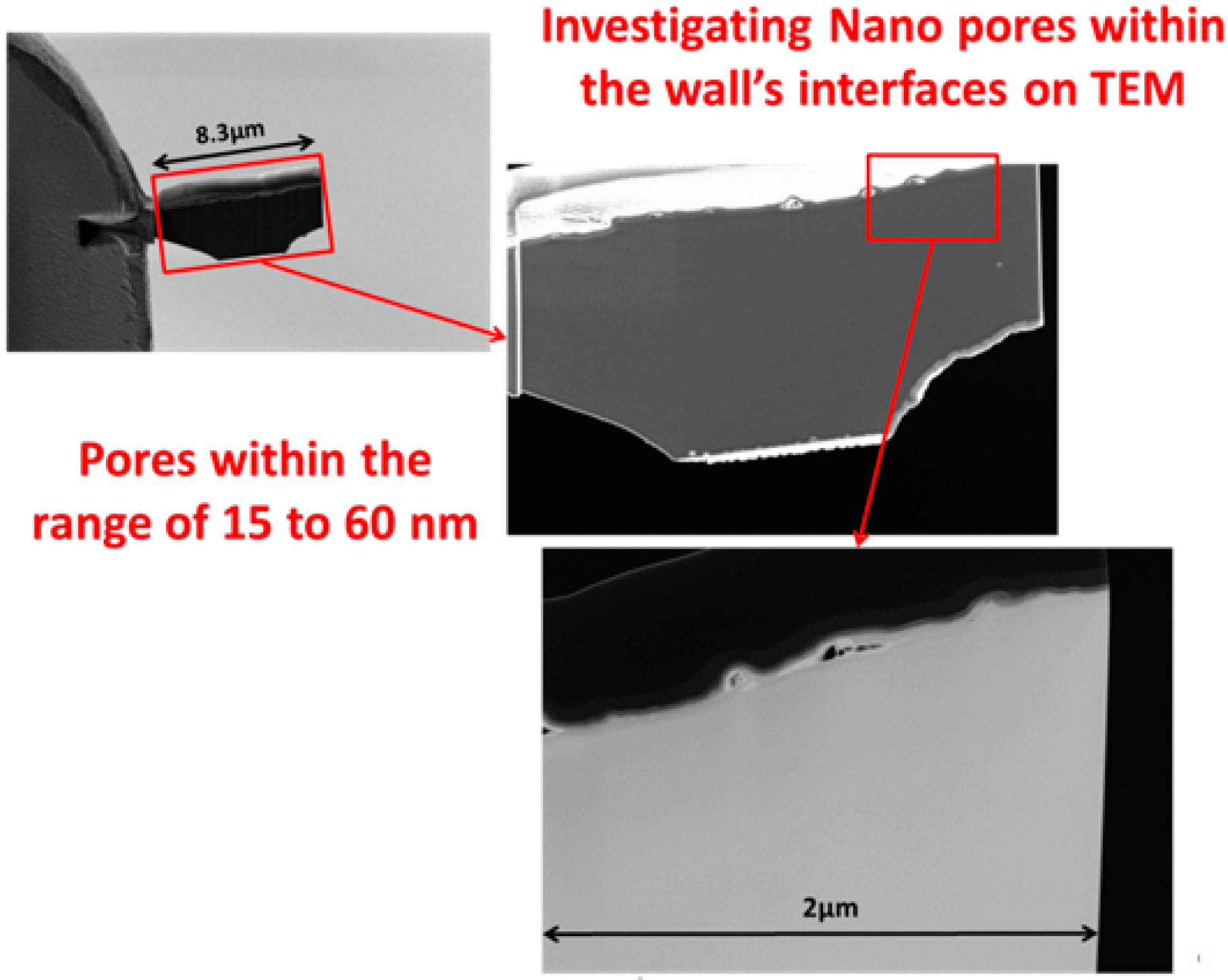
- High resolution TEM
- A TEM thin foil sample was lifted out near the previously done Slice and View site. Due to the delicate nature of the sample, the lifted out chunk was thinned to 300 nm thickness with 30 kV ion beam. 5 kV and 2 kV ion beam cleaning was then performed to make the sample electron transparent.
- Multiscale X-ray tomography, FIB-SEM Slice & View stacking and high-resolution STEM-EDS electronic tomography observations were combined allowing quantification of morphological and geometrical spatial distributions of the multiscale porous network through length scales spanning from hundreds of microns to nanometer.
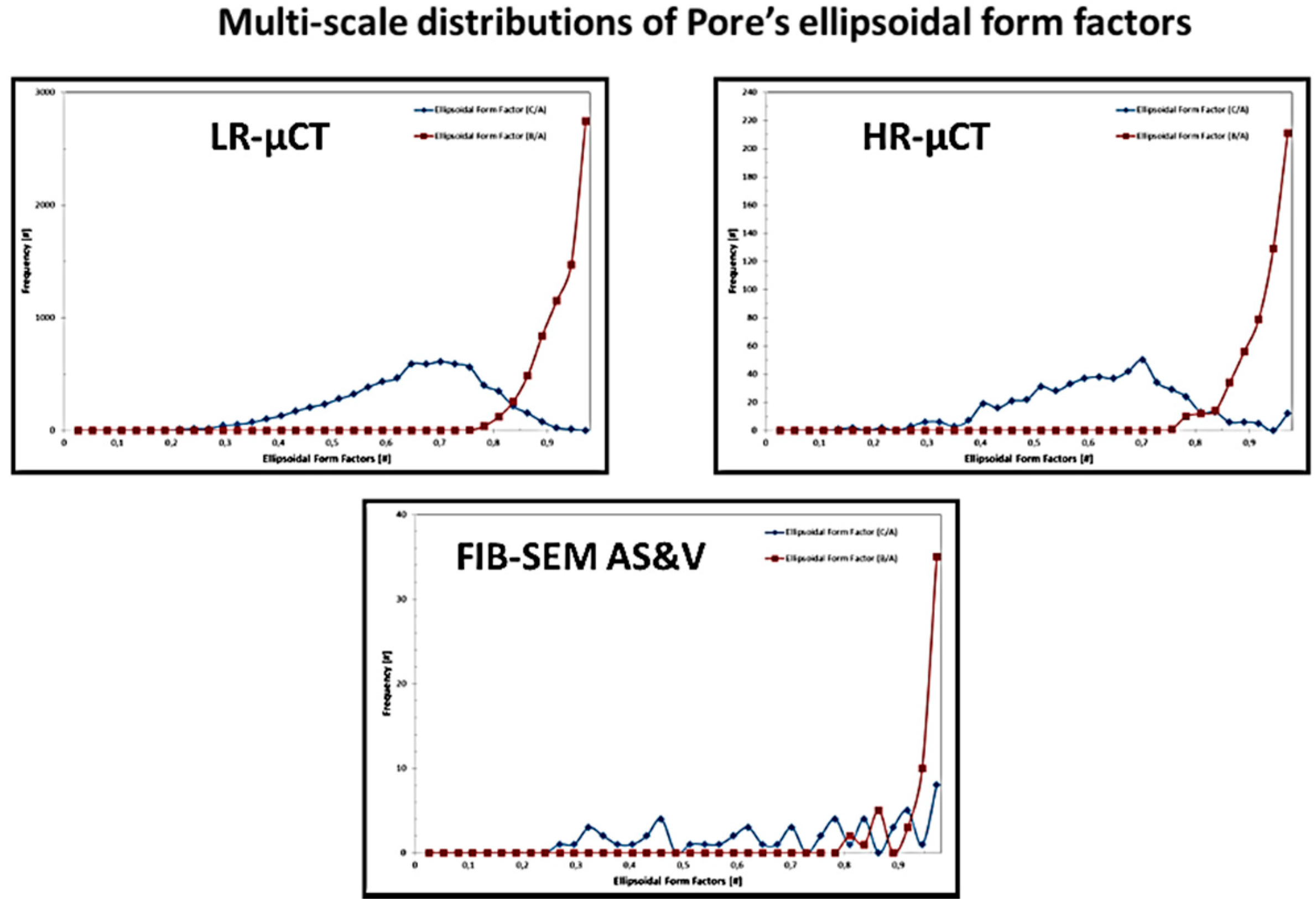
- 3D macro-micro-nano pore and defect network connectivity, size distribution, anisotropy, and form factors were quantified.
- 3D wall thickness distribution and localized internal wall’s densification were investigated.
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ratner, B.D.; Hoffman, A.S.; Schoen, F.J.; Lemons, J.E. Biomaterials Science–An Introduction to Materials in Medicine; Elsevier Academic Press: San Diego, CA, USA, 2004. [Google Scholar]
- Anderson, D.G.; Burdick, J.A.; Langer, R. Smart biomaterials. Science 2004, 305, 1923–1924. [Google Scholar] [CrossRef] [PubMed]
- Alvarez, K.; Nakajima, H. Metallic scaffolds for bone regeneration. Materials 2009, 2, 790–832. [Google Scholar] [CrossRef]
- Li, Z.; Gu, X.N.; Lou, S.; Zheng, Y.F. The development of binary Mg–Ca alloys for use as biodegradable materials within bone. Biomaterials 2008, 29, 1329–1344. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.L.; Liu, X.M.; Yeung, K.W.K.; Hu, T.; Xu, Z.S.; Chung, C.Y.; Chu, P.K. Hydrogen release from titanium hydride in foaming of orthopedic NiTi scaffolds. Acta Biomater. 2011, 7, 1387–1397. [Google Scholar] [CrossRef] [PubMed]
- He, J.; Huang, T.; Gan, L.; Zhou, Z.K.; Jiang, B.; Wu, Y.; Wu, F.; Gu, Z.W. Collagen-infiltrated porous hydroxyapatite coating and its osteogenic properties: In vitro and in vivo study. J. Biomed. Mater. Res. Part A 2012, 100, 1706–1715. [Google Scholar] [CrossRef] [PubMed]
- Weiner, S.; Wagner, H.D. The material bone: Structure-mechanical function relations. Annu. Rev. Mater. Sci. 1998, 28, 271–298. [Google Scholar] [CrossRef]
- LeGeros, R.Z. Properties of osteoconductive biomaterials: Calcium Phosphates. Clin. Orthop. Relat. Res. 2002, 395, 81–98. [Google Scholar] [CrossRef]
- Gauthier, O.; Bouler, J.M.; Aguado, E.; Pilet, P.; Daculsi, G. Macroporous biphasic Calcium Phosphate ceramics: Influence of macropore diameter and macroporosity percentage on bone ingrowth. Biomaterials 1998, 19, 133–139. [Google Scholar] [CrossRef]
- Davies, J.E. In vitro modeling of the bone/implant interface. Anat. Rec. 1996, 245, 426–445. [Google Scholar] [CrossRef] [Green Version]
- Anselme, K. Osteoblast adhesion on biomaterials. Biomaterials 2000, 21, 667–681. [Google Scholar] [CrossRef]
- Prakasam, M.; Locs, J.; Salma-Ancane, K.; Loca, D.; Largeteau, A.; Berzina-Cimdina, L. Fabrication, Properties and Applications of Dense Hydroxyapatite: A Review. J. Funct. Biomater. 2015, 6, 1099–1140. [Google Scholar] [CrossRef] [PubMed]
- Eksi, A.; Saritas, S. Effects of Powder Hardness and Particle Size on the Densification of Cold Isostatically Pressed Powders. Turk. J. Eng. Environ. Sci. 2002, 26, 377–384. [Google Scholar]
- Byrappa, K.; Yoshimura, M. Handbook of Hydrothermal Technology; A Technology for Crystal Growth and Materials Processing; William Andrew: Norwich, NY, USA, 2001. [Google Scholar]
- Bouville, F.; Studart, A.R. Geologically-inspired strong bulk ceramics made with water at room temperature. Nat. Commun. 2017, 8, 14655. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ndayishimiye, A.; Largeteau, A.; Prakasam, M.; Pechev, S.; Dourges, M.-A.; Goglio, G. Low temperature hydrothermal sintering process for the quasi-complete densification of nanometric α-quartz. Scr. Mater. 2018, 145, 118–121. [Google Scholar] [CrossRef]
- Blackford, J.R. Sintering and microstructure of ice: A review. J. Phys. D Appl. Phys. 2007, 40, R355–R385. [Google Scholar] [CrossRef]
- Le Bail, A.; Chevalier, D.; Mussa, D.M.; Ghoul, M. High pressure freezing and thawing of foods: A review. Int. J. Refrig. 2002, 25, 504–513. [Google Scholar] [CrossRef]
- Largeteau, A.; Prakasam, M. Trends in high pressure developments for new perspectives. Solid State Sci. 2018, 80, 141–146. [Google Scholar] [CrossRef]












© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prakasam, M.; Chirazi, A.; Pyka, G.; Prokhodtseva, A.; Lichau, D.; Largeteau, A. Fabrication and Multiscale Structural Properties of Interconnected Porous Biomaterial for Tissue Engineering by Freeze Isostatic Pressure (FIP). J. Funct. Biomater. 2018, 9, 51. https://doi.org/10.3390/jfb9030051
Prakasam M, Chirazi A, Pyka G, Prokhodtseva A, Lichau D, Largeteau A. Fabrication and Multiscale Structural Properties of Interconnected Porous Biomaterial for Tissue Engineering by Freeze Isostatic Pressure (FIP). Journal of Functional Biomaterials. 2018; 9(3):51. https://doi.org/10.3390/jfb9030051
Chicago/Turabian StylePrakasam, Mythili, Ali Chirazi, Grzegorz Pyka, Anna Prokhodtseva, Daniel Lichau, and Alain Largeteau. 2018. "Fabrication and Multiscale Structural Properties of Interconnected Porous Biomaterial for Tissue Engineering by Freeze Isostatic Pressure (FIP)" Journal of Functional Biomaterials 9, no. 3: 51. https://doi.org/10.3390/jfb9030051
APA StylePrakasam, M., Chirazi, A., Pyka, G., Prokhodtseva, A., Lichau, D., & Largeteau, A. (2018). Fabrication and Multiscale Structural Properties of Interconnected Porous Biomaterial for Tissue Engineering by Freeze Isostatic Pressure (FIP). Journal of Functional Biomaterials, 9(3), 51. https://doi.org/10.3390/jfb9030051