
Temperature Dependence of Electrical Resistance in Carbon Nanotube Composite Film during Curing Process




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of the CNT/Epoxy Composite Film
2.3. Characterizations
3. Results
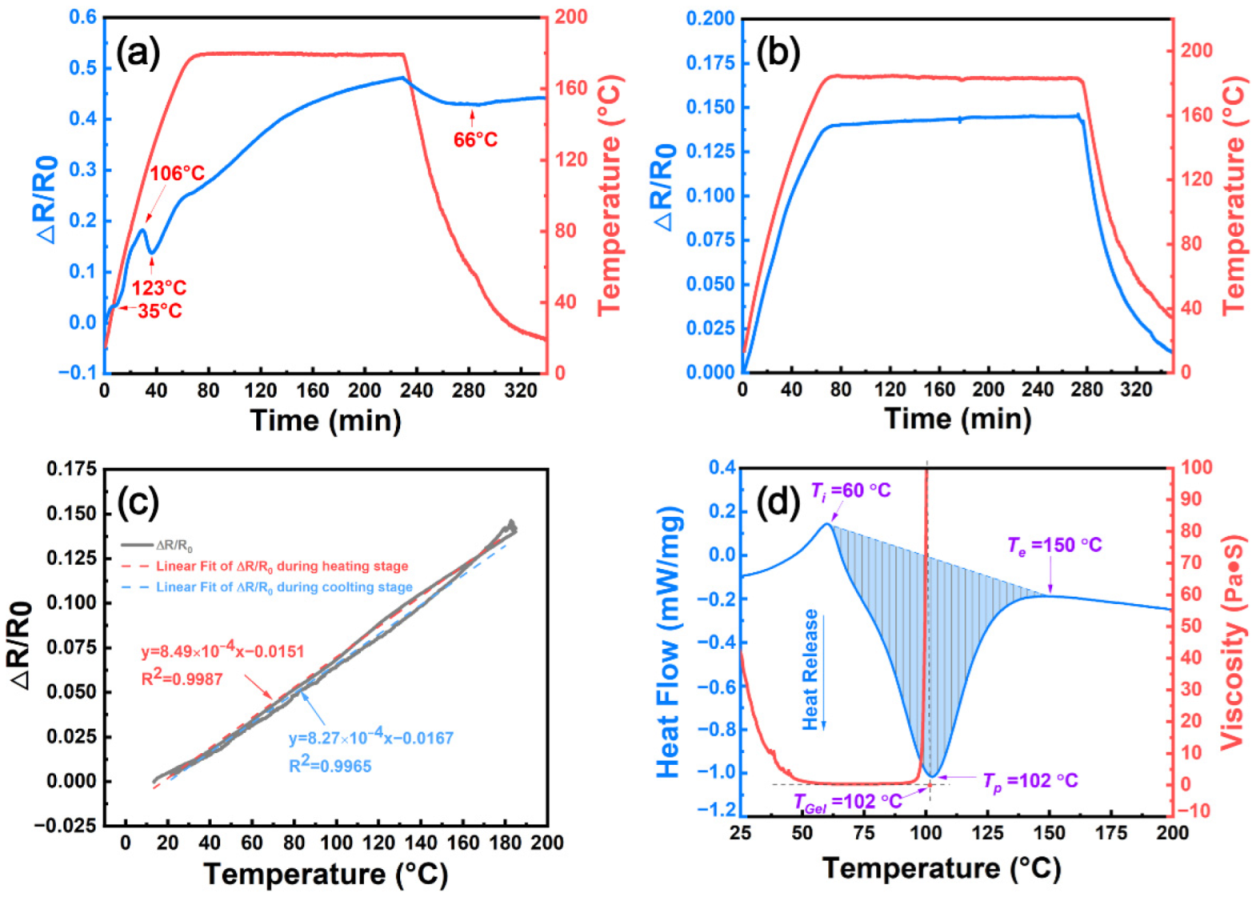
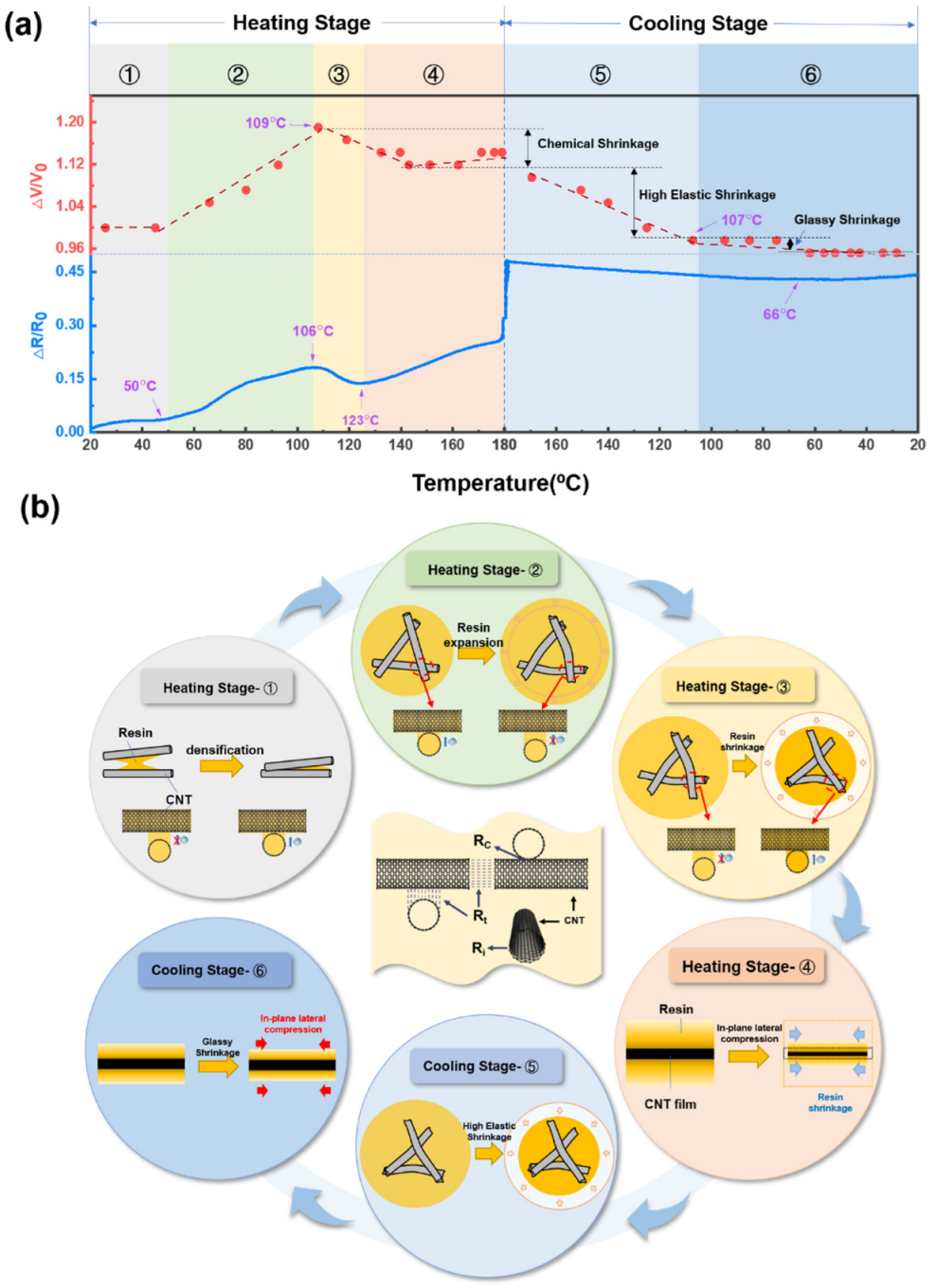
3.1. Temperature Dependence of Electrical Resistance for CNT/E51-DAD Composite Film during Curing Process
3.2. Effect of Resin Content on the Temperature Dependence of Electrical Resistance of CNT/E51-DAD Composite Film
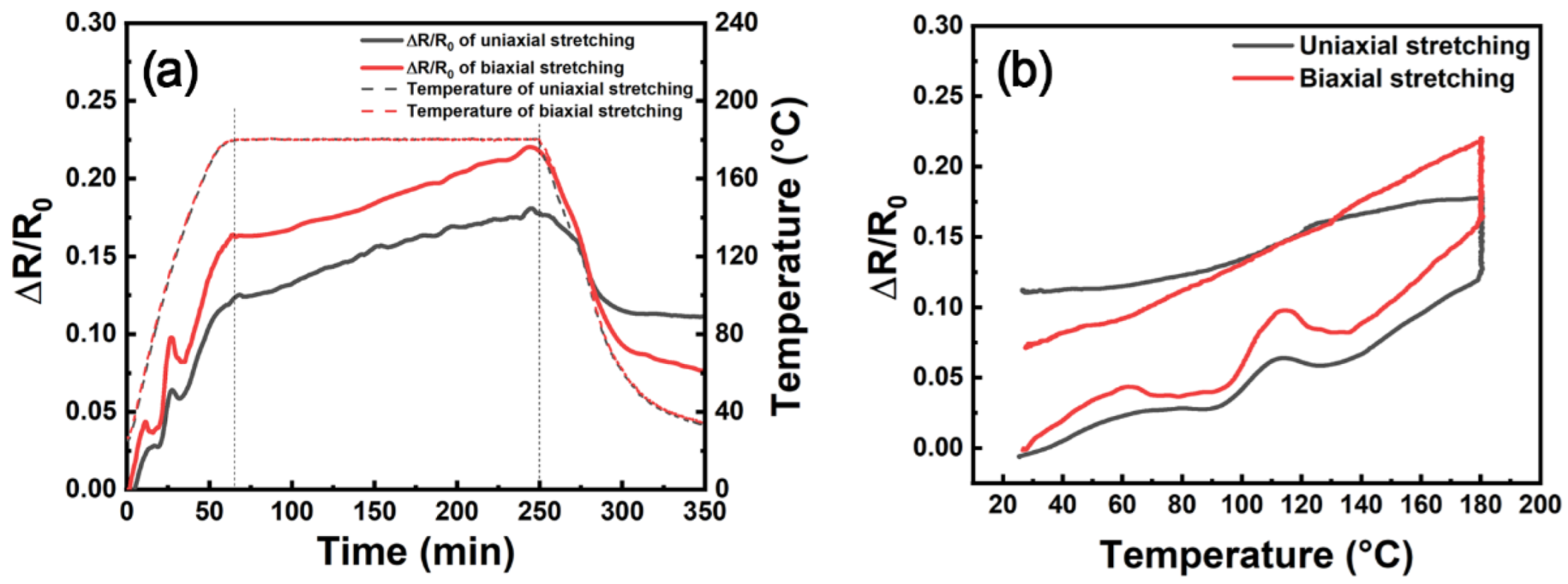
3.3. Effect of Matrix Property on the Temperature Dependence of Electrical Resistance of CNT/Epoxy Composite Film
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- De Volder, M.F.; Tawfick, S.H.; Baughman, R.H.; Hart, A.J. Carbon Nanotubes: Present and Future Commercial Applications. Science 2013, 339, 535–539. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Irfan, M.S.; Khan, T.; Hussain, T.; Liao, K.; Umer, R. Carbon Coated Piezoresistive Fiber Sensors: From Process Monitoring to Structural Health Monitoring of Composites—A Review. Compos. Part A 2020, 141, 106236. [Google Scholar] [CrossRef]
- Li, M.; Zuo, T.; Wang, S.; Gu, Y.; Gao, L.; Li, Y.; Zhang, Z. Piezoresistivity of Resin-Impregnated Carbon Nanotube Film at High Temperatures. Nanotechnology 2018, 29, 365702. [Google Scholar] [CrossRef] [PubMed]
- Rawal, S.; Brantley, J.; Karabudak, N. Development of carbon nanotube-based composite for spacecraft components. In Proceedings of the 2013 6th International Conference on Recent Advances in Space Technologies (RAST), Istanbul, Turkey, 12–14 June 2013. [Google Scholar]
- Li, C.; Cao, M.; Wang, R.; Wang, Z.; Qiao, Y.; Wan, L.; Tian, Q.; Liu, H.; Zhang, D.; Liang, T.; et al. Fiber-optic composite cure sensor: Monitoring the curing process of composite material based on intensity modulation. Compos. Sci. Technol. 2003, 63, 1749–1758. [Google Scholar] [CrossRef]
- Abraham, D.; McIlhagger, R. Glass fibre epoxy composite cure monitoring using parallel plate dielectric analysis in comparison with thermal and mechanical testing techniques. Compos. Part A 1998, 29, 811–819. [Google Scholar] [CrossRef]
- Schmachtenberg, E.; Schulte zur Heide, J.; Töpker, J. Application of ultrasonics for the process control of Resin Transfer Moulding (RTM). Polym. Test. 2005, 24, 330–338. [Google Scholar] [CrossRef]
- Lawrence, J.M.; Hsiao, K.T.; Don, R.C.; Simacek, P.; Estrada, G.; Sozer, E.M.; Stadtfeld, H.C.; Advani, S.G. An approach to couple mold design and on-line control to manufacture complex composite parts by resin transfer molding. Compos. Part A 2002, 33, 981–990. [Google Scholar] [CrossRef]
- Hao, F.; Wang, S.; Xing, F.; Li, M.; Li, T.; Gu, Y.; Zhang, W.; Zhang, J. Carbon-Nanotube-Film-Based Electrical Impedance Tomography for Structural Damage Detection of Carbon-Fiber-Reinforced Composites. ACS Appl. Nano Mater. 2021, 4, 5590–5597. [Google Scholar] [CrossRef]
- Alamusi; Li, Y.; Hu, N.; Wu, L.; Yuan, W.; Peng, X.; Gu, B.; Chang, C.; Liu, Y.; Ning, H. Temperature-dependent piezoresistivity in an MWCNT/epoxy nanocomposite temperature sensor with ultrahigh performance. Nanotechnology 2013, 24, 455501. [Google Scholar] [CrossRef]
- Lee, J.; Wardle, B.L. Nanoengineered in situ cure status monitoring technique based on carbon nanotube network. In Proceedings of the AIAA Scitech 2019 Forum, San Diego, CA, USA, 7–11 January 2019. [Google Scholar]
- Luo, S.; Wang, G.; Wang, Y.; Xu, Y.; Luo, Y. Carbon nanomaterials enabled fiber sensors: A structure-oriented strategy for highly sensitive and versatile in situ monitoring of composite curing process. Compos. Part B 2019, 166, 645–652. [Google Scholar] [CrossRef]
- Luo, S.; Wang, Y.; Wang, G.; Liu, F.; Zhai, Y.; Luo, Y. Hybrid spray-coating, laser-scribing and ink-dispensing of graphene sensors/arrays with tunable piezoresistivity for in situ monitoring of composites. Carbon 2018, 139, 437–444. [Google Scholar] [CrossRef]
- Wang, G.; Wang, Y.; Luo, Y.; Luo, S. Carbon nanomaterials based smart fabrics with selectable characteristics for in-line monitoring of high-performance composites. Materials 2018, 11, 1677. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, G.; Wang, Y.; Zhang, P.; Zhai, Y.; Luo, Y.; Li, L.; Luo, S. Structure dependent properties of carbon nanomaterials enabled fiber sensors for in situ monitoring of composites. Compos. Struct. 2018, 195, 36–44. [Google Scholar] [CrossRef]
- Luo, S.; Obitayo, W.; Liu, T. SWCNT-thin-film-enabled fiber sensors for lifelong structural health monitoring of polymeric composites—From manufacturing to utilization to failure. Carbon 2014, 76, 321–329. [Google Scholar] [CrossRef]
- Gnidakouong, J.R.N.; Roh, H.D.; Kim, J.; Park, Y. In situ process monitoring of hierarchical micro-/nano-composites using percolated carbon nanotube networks. Compos. Part A 2016, 84, 281–291. [Google Scholar] [CrossRef]
- Gnidakouong, J.R.N. In Situ Process Monitoring of Carbon-Nanomaterial-Based Multiscale Hybrid Composites. Ph.D. Thesis, Graduate School of UNIST, Ulsan, Korea, 2014. [Google Scholar]
- Lu, S.; Chen, D.; Wang, X.; Xiong, X.; Ma, K.; Zhang, L.; Meng, Q. Monitoring the glass transition temperature of polymeric composites with carbon nanotube buckypaper sensor. Polym. Test. 2017, 57, 12–16. [Google Scholar] [CrossRef]
- Lu, S.; Chen, D.; Wang, X.; Shao, J.; Ma, K.; Zhang, L.; Araby, S.; Meng, Q. Real-time cure behaviour monitoring of polymer composites using a highly flexible and sensitive CNT buckypaper sensor. Compos. Sci. Technol. 2017, 152, 181–189. [Google Scholar] [CrossRef]
- Lu, S.; Zhao, C.; Zhang, L.; Ma, K.; Bai, Y.; Wang, X.; Du, K. In situ monitoring the manufacturing process of polymer composites with highly flexible and sensitive GNP/ MWCNT film sensors. Sens. Actuators A 2019, 285, 127–133. [Google Scholar] [CrossRef]
- Battisti, A.; Skordos, A.A.; Partridge, I.K. Dielectric monitoring of carbon nanotube network formation in curing thermosetting nanocomposites. J. Phys. D Appl. Phys. 2009, 42, 155402. [Google Scholar] [CrossRef] [Green Version]
- Gong, S.; Zhu, Z.H.; Meguid, S.A. Carbon nanotube agglomeration effect on piezoresistivity of polymer nanocomposites. Polymer 2014, 55, 5488–5499. [Google Scholar] [CrossRef]
- Hai, M.D.; Thang, Q.T.; Reed, K.; Sandar, M.M.; Liu, P. Direct Spinning of Horizontally Aligned Carbon Nanotube Fibers and Films from the Floating Catalyst Method—ScienceDirect. In Nanotube Superfiber Materials: Science, Manufacturing, Commercialization (Micro and Nano Technologies); Schulz, M.J., Shanov, V., Yin, Z.Z., Cahay, M., Eds.; William Andrew: Norwich, UK, 2019; Volume 1, pp. 3–29. [Google Scholar]
- Hai, M.D.; Sandar, M.M.; Thang, Q.T.; Duyen, K. Post-spinning treatments to carbon nanotube fibers. In Carbon Nanotube Fibers and Yarns Production, Properties and Applications in Smart Textiles; Miao, M., Ed.; Woodhead Publishing: Cambridge, UK, 2020; Volume 6, pp. 103–134. [Google Scholar]
- Paul, S.J.; Elizabeth, I.; Gupta, B.K. Ultrasensitive Wearable Strain Sensors based on a VACNT/PDMS Thin Film for a Wide Range of Human Motion Monitoring. ACS Appl. Mater. Interfaces 2021, 13, 8871–8879. [Google Scholar] [CrossRef] [PubMed]
- Jang, D.; Farooq, S.Z.; Yoon, H.N.; Khalid, H.R. Design of a highly flexible and sensitive multi-functional polymeric sensor incorporating CNTs and carbonyl iron powder. Compos. Sci. Technol. 2021, 207, 108725. [Google Scholar] [CrossRef]
- Paul, S.J.; Sharma, I.; Elizabeth, I.; Gahtori, B. A Comparative Study of Compressible and Conductive Vertically Aligned Carbon Nanotube Forest in Different Polymer Matrixes for High-Performance Piezoresistive Force Sensors. ACS Appl. Mater. Interfaces 2020, 12, 16946–16958. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.; Li, M.; Gu, Y.; Zhang, Y.; Wang, S.; Li, Q.; Zhang, Z. Highly aligned dense carbon nanotube sheets induced by multiple stretching and pressing. Nanoscale 2014, 6, 4338–4344. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Wang, J.; Wang, S.; Zuo, T.; Sun, W.; Gu, Y.; Zhang, Z. Effect of Microstructure on the Piezoresistive Behavior of Carbon Nanotube Composite Film. Mater. Res. Express 2018, 6, 025034. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, S.; Li, M.; Gu, Y.; Zhang, Z. Piezoresistive response of carbon nanotube composite film under laterally compressive strain. Sens. Actuators A 2018, 273, 140–146. [Google Scholar] [CrossRef]
- Kuo, C.Y.; Chan, C.L.; Gau, C.; Liu, C.Y. Nano temperature sensor using selective lateral growth of carbon nanotube between electrodes. IEEE Trans. Nanotechnol. 2007, 6, 63–69. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Z.; Zhang, Y.; Ma, B.; Luo, J.; Deng, J.; Yuan, W. Efficient carbon nanotube/polyimide composites exhibiting tunable temperature coefficient of resistance for multi-role thermal films. Compos. Sci. Technol. 2020, 199, 108333. [Google Scholar] [CrossRef]
- Neitzert, H.C.; Vertuccio, L.; Sorrentino, A. Epoxy/MWCNT composite as temperature sensor and electrical heating element. IEEE Trans. Nanotechnol. 2010, 10, 688–693. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Initial Resistivity/×10−5 Ω·m | Areal Density/×10−4 g·cm−2 | Thickness/μm |
|---|---|---|---|
| The pristine CNT film | 1.152 ± 0.005 | 8.6 ± 0.6 | 13 ± 2 |
| CNT/E51-DAD-30 | 1.445 ± 0.006 | 8.7 ± 0.4 | 10 ± 2 |
| CNT/E51-DAD-50 | 1.576 ± 0.003 | 14.2 ± 0.5 | 14 ± 1 |
| CNT/E51-DAD-70 | 1.614 ± 0.004 | 25.0 ± 0.8 | 17 ± 3 |
| CNT/E51-DAD-90 | 2.740 ± 0.008 | 72.0 ± 1.1 | 30 ± 4 |
| CNT/E51-EDA-30 | 1.709 ± 0.001 | 10.6 ± 0.3 | 13 ± 2 |
| CNT/E51-EDA-50 | 2.752 ± 0.001 | 18.0 ± 0.2 | 21 ± 3 |
| CNT/E51-EDA-70 | 3.785 ± 0.003 | 34.0 ± 0.6 | 30 ± 3 |
| CNT/E51-EDA-90 | 6.957 ± 0.003 | 91.1 ± 1.2 | 35 ± 4 |
| Sample | SBET/m2·g−1 | SBJH/m2·g−1 | VBJH/cc·g−1 | Pore Diameter/nm |
|---|---|---|---|---|
| The pristine CNT film | 142.5 | 168.6 | 1.0 | 33.2 |
| CNT/E51-DAD-30 | 42.5 | 60.9 | 0.5 | 32.9 |
| CNT/E51-DAD-50 | 25.9 | 33.5 | 0.3 | 32.6 |
| CNT/E51-DAD-70 | 0.5 | 0.5 | 0.002 | 3.8 |
| CNT/E51-DAD-90 | 0.1 | 0.7 | 0.001 | 3.8 |
| CNT Aggregations | Temperature Range/°C | Process Method | CNT Content | TCR/×10−4 °C−1 | Ref. |
|---|---|---|---|---|---|
| MWCNT/epoxy | 60–100 | Mixing dispersion | 5 wt% | 210 | [10] |
| MWCNTs buck paper | 20–127 | Centrifugation and filtration | -- | −5.6 | [19] |
| MWCNTs buck paper | 23–108 | Centrifugation and filtration | -- | About 267 | [20] |
| GNP */MWCNT film | RT **-140 | Stir-sonicated spray vacuum | MWCNT: GNP = 10:1 | About 86.7 | [21] |
| MWCNT | 30–130 | CVD deposition | 100 | −1.9~6.4 | [32] |
| SWCNT/PI *** | RT-500 | Dielectrophoresis deposition | -- | −150~100 | [33] |
| MWCNT/epoxy | RT-160 | Mixing dispersion | 0.5 wt% | 3.6 | [34] |
| FCCVD CNT film/epoxy | RT-180 | Solution dipping | 70, 50, 30, 10 wt% | 2.32–18.91 | Our work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, F.; Li, M.; Wang, S.; Gu, Y.; Zhang, W.; Wang, Y. Temperature Dependence of Electrical Resistance in Carbon Nanotube Composite Film during Curing Process. Nanomaterials 2022, 12, 3552. https://doi.org/10.3390/nano12203552
Xing F, Li M, Wang S, Gu Y, Zhang W, Wang Y. Temperature Dependence of Electrical Resistance in Carbon Nanotube Composite Film during Curing Process. Nanomaterials. 2022; 12(20):3552. https://doi.org/10.3390/nano12203552
Chicago/Turabian StyleXing, Fei, Min Li, Shaokai Wang, Yizhuo Gu, Wei Zhang, and Yanjie Wang. 2022. "Temperature Dependence of Electrical Resistance in Carbon Nanotube Composite Film during Curing Process" Nanomaterials 12, no. 20: 3552. https://doi.org/10.3390/nano12203552
APA StyleXing, F., Li, M., Wang, S., Gu, Y., Zhang, W., & Wang, Y. (2022). Temperature Dependence of Electrical Resistance in Carbon Nanotube Composite Film during Curing Process. Nanomaterials, 12(20), 3552. https://doi.org/10.3390/nano12203552