

Strengthening Ni-Coated CNT/Mg Composites by Optimizing the CNT Content
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
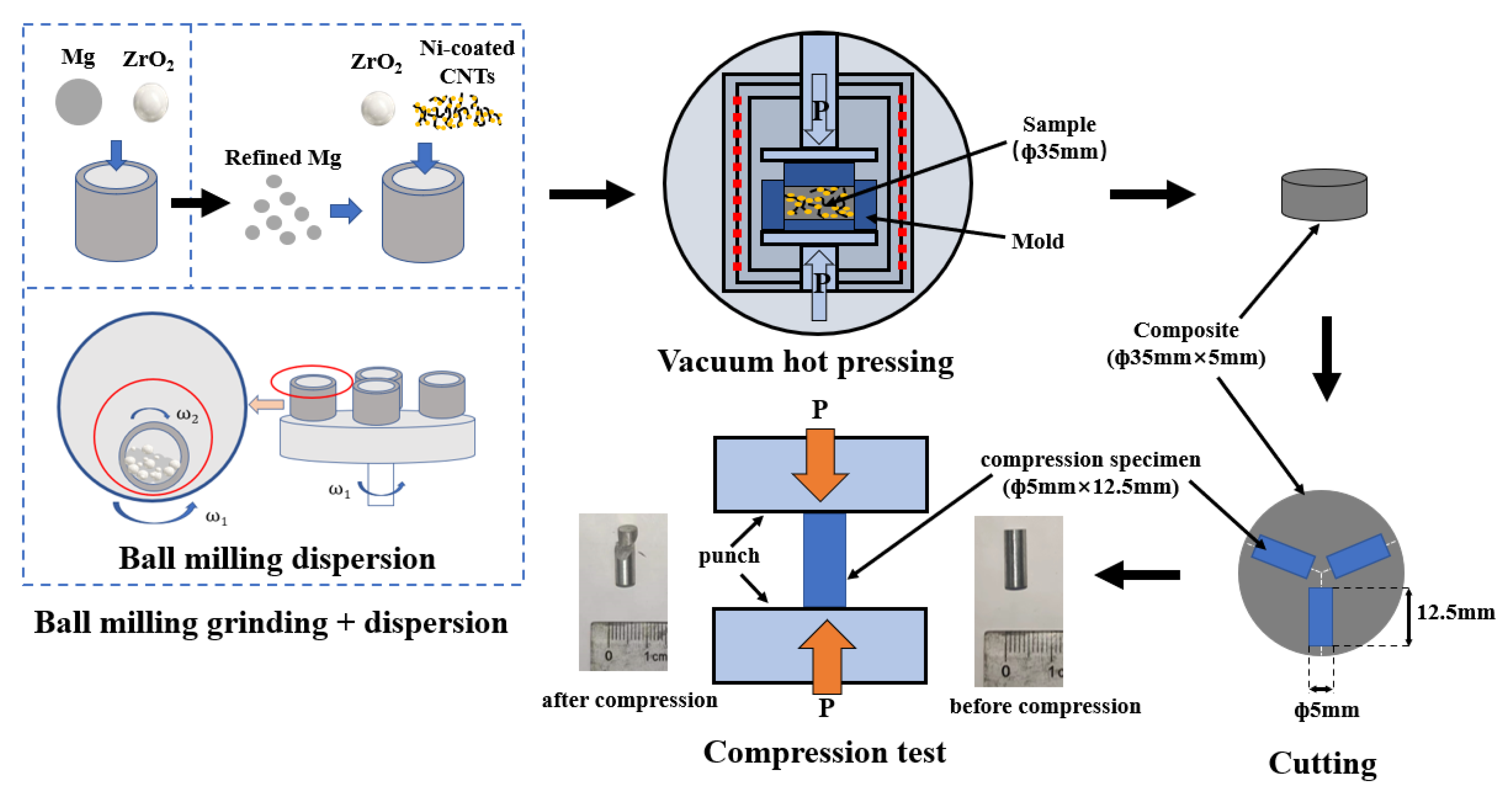
2. Materials and Methods
3. Results
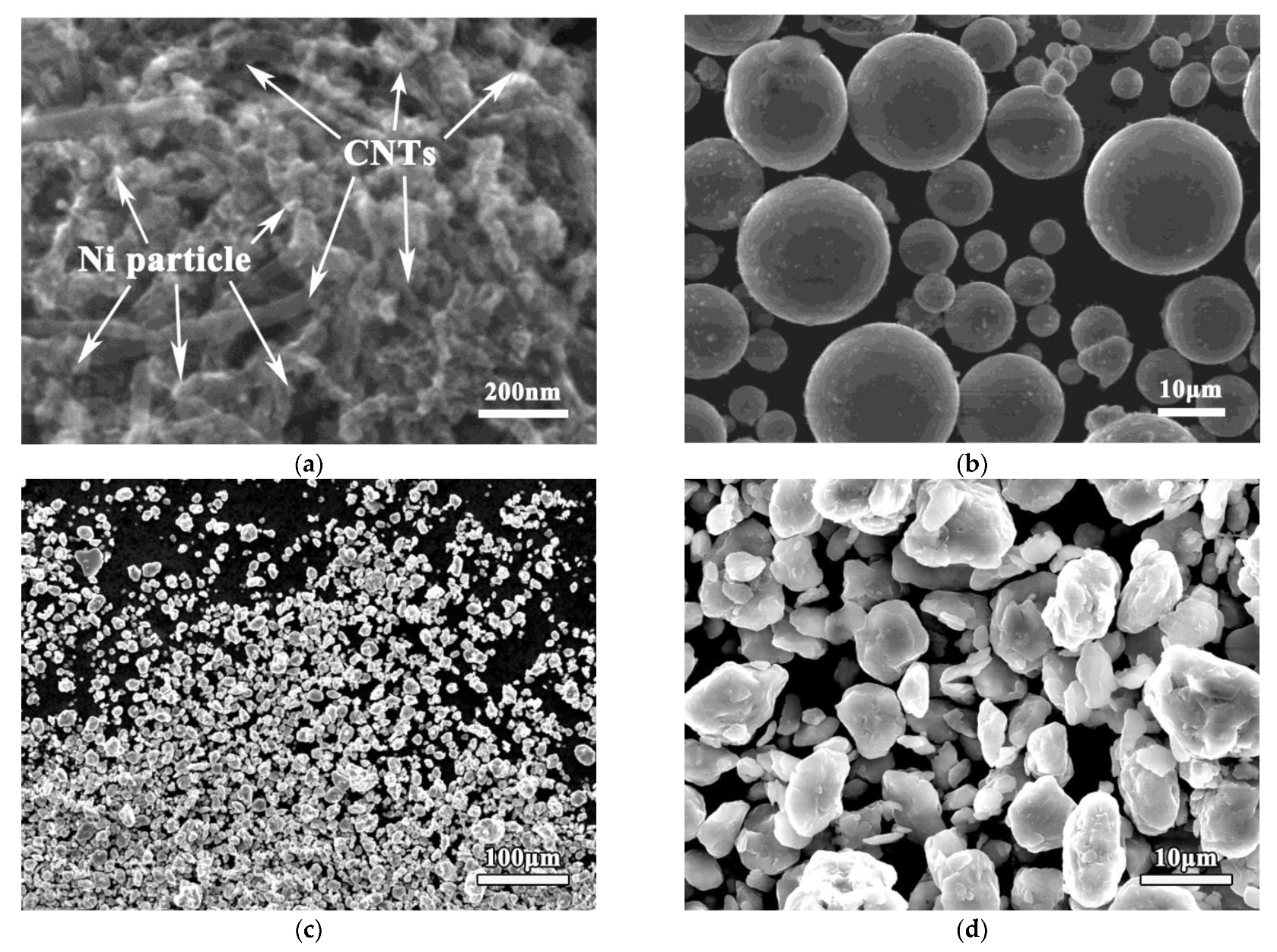
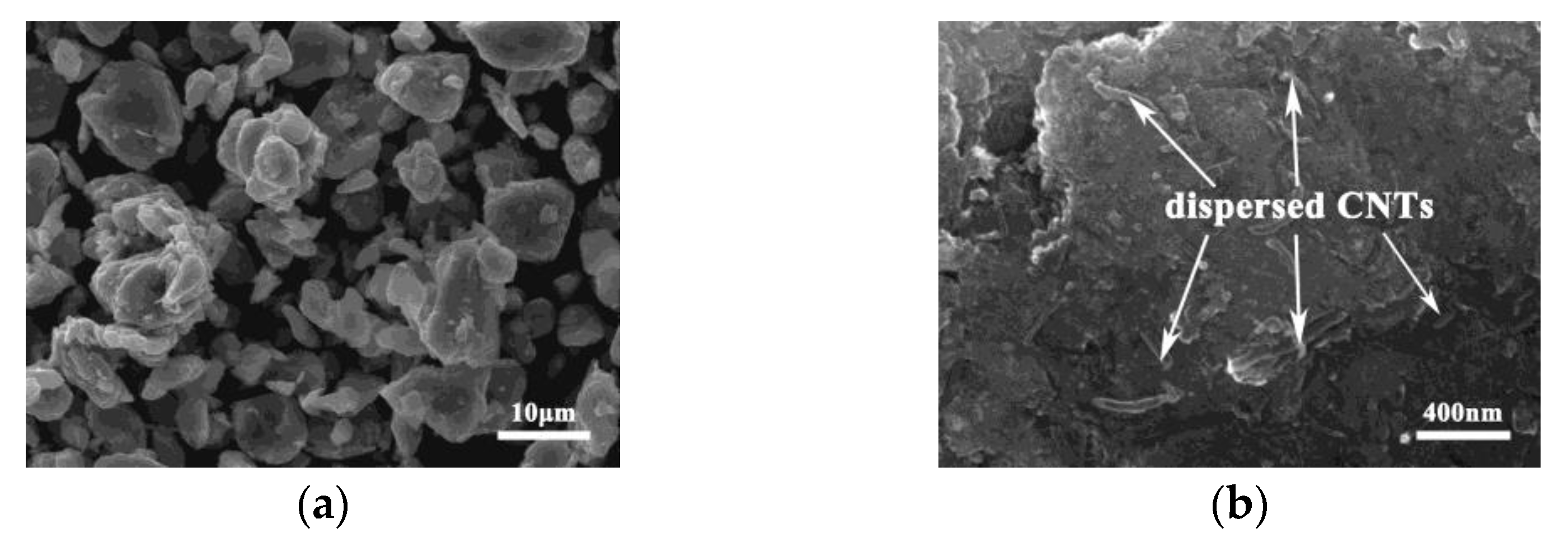
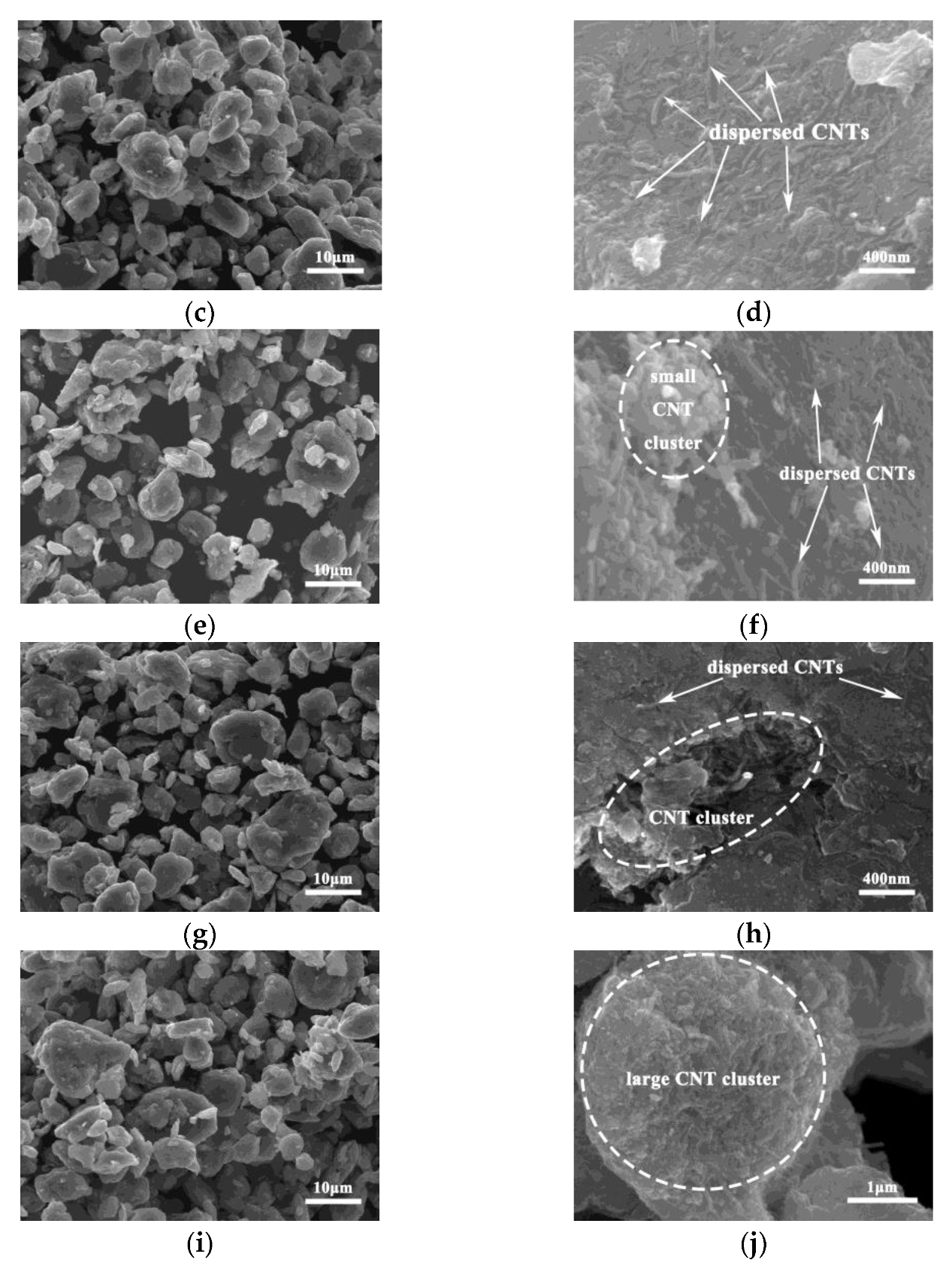
3.1. Morphology
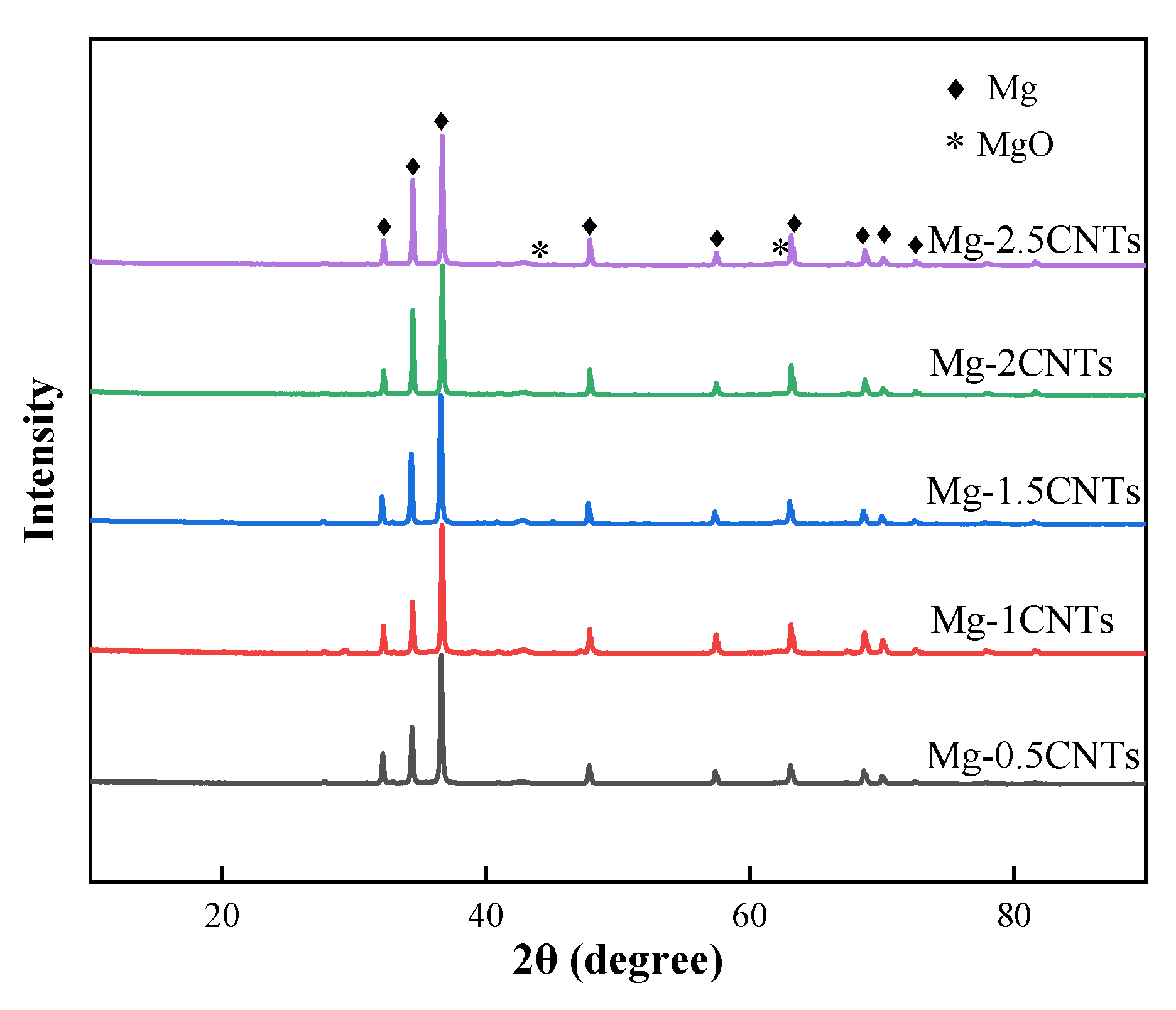
3.2. Microstructure and Phase
3.3. Mechanical Property
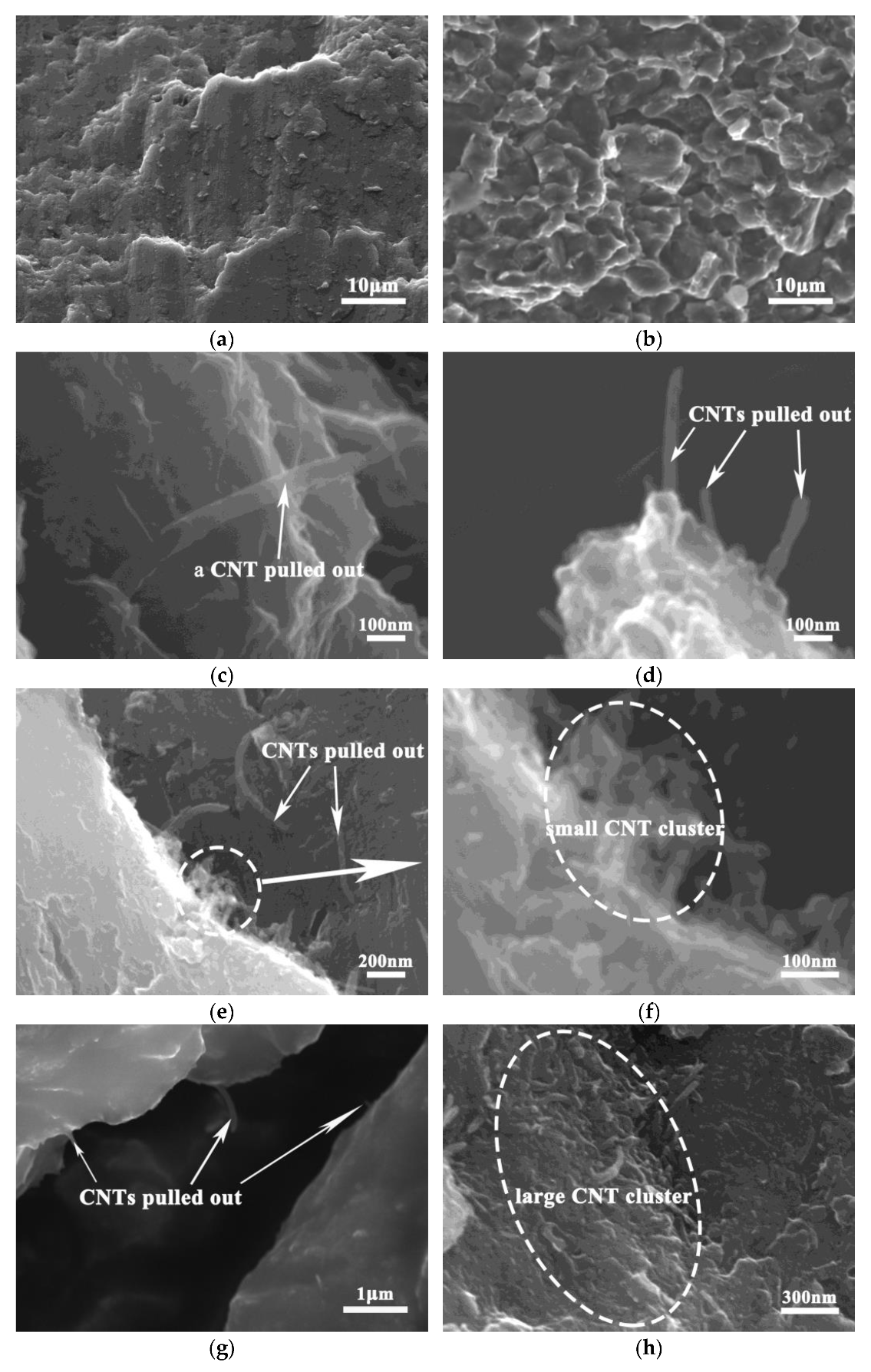
3.4. Fracture Morphology
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ding, Y.; Shi, Z.; Li, Z.; Jiao, S.; Hu, J.; Wang, X.; Zhang, Y.; Wang, H.; Guo, X. Effect of CNT content on microstructure and properties of CNTs/refined-AZ61 magnesium matrix composites. Nanomaterials 2022, 12, 2432. [Google Scholar] [CrossRef] [PubMed]
- Hou, J.; Du, W.; Wang, Z.; Li, S.; Liu, K.; Du, X. Combination of enhanced thermal conductivity and strength of MWCNTs reinforced Mg-6Zn matrix composite. J. Alloys Compd. 2020, 838, 155573. [Google Scholar] [CrossRef]
- Yu, M.; Files, B.S.; Arepalli, S.; Ruoff, R.S. Tensile loading of ropes of single wall carbon nanotubes and their mechanical properties. Phys. Rev. Lett. 2000, 84, 5552–5555. [Google Scholar] [CrossRef] [Green Version]
- Radhamani, A.V.; Lau, H.C.; Ramakrishna, S. CNT-reinforced metal and steel nanocomposites: A comprehensive assessment of progress and future directions. Compos. Part A Appl. S 2018, 114, 170–187. [Google Scholar] [CrossRef]
- Valipour, P.; Ghasemi, S.E.; Khosravani, M.R.; Ganji, D.D. Theoretical analysis on nonlinear vibration of fluid flow in single-walled carbon nanotube. J. Theor. Appl. Phys. 2016, 10, 211–218. [Google Scholar] [CrossRef] [Green Version]
- Ogawa, F.; Masuda, C. Fabrication and the mechanical and physical properties of nanocarbon-reinforced light metal matrix composites: A review and future directions. Mater. Sci. Eng. A 2021, 820, 141542. [Google Scholar] [CrossRef]
- Han, M.; Ding, Y.; Hu, J.; Shi, Z.; Jiao, S.; Guo, X.; Wang, H.; An, L. Hot Oscillatory Pressing of Carbon Nanotube-Reinforced Copper Matrix Nanocomposite. Nanomaterials 2021, 11, 2411. [Google Scholar] [CrossRef]
- Ding, Y.; Xu, J.; Hu, J.; Gao, Q.; Guo, X.; Zhang, R.; An, L. High performance carbon nanotube-reinforced magnesium nanocomposite. Mater. Sci. Eng. A 2019, 771, 138575. [Google Scholar] [CrossRef]
- Li, H.; Dai, X.; Zhao, L.; Li, B.; Wang, H.; Liang, C.; Fan, J. Microstructure and properties of carbon nanotubes-reinforced magnesium matrix composites fabricated via novel in situ synthesis process. J. Alloys Compd. 2019, 785, 146–155. [Google Scholar] [CrossRef]
- Adamska, M.; Narkiewicz, U. Fluorination of carbon nanotubes—A review. J. Fluor. Chem. 2017, 200, 179–189. [Google Scholar] [CrossRef]
- Alladi, A.; Aluri, M.; Maddela, N.; Abbadi, C.R. Recent progress of CNTs reinforcement with metal matrix composites using friction stir processing. Mater. Today Proc. 2021, 44, 1731–1738. [Google Scholar] [CrossRef]
- Kumar, S.P.; Selvamani, S.T.; Vigneshwar, M.; Hariharan, S.J. Tensile, Microhardness, and Microstructural Analysis on Mg-CNT Nano Composites. Mater. Today Proc. 2018, 5, 7882–7888. [Google Scholar] [CrossRef]
- Martinelli, A.; Nitti, A.; Giannotta, G.; Po, R.; Pasini, D. 3D printing of conductive organic polymers: Challenges and opportunities towards dynamic and electrically responsive materials. Mater. Today Chem. 2022, 26, 101135. [Google Scholar] [CrossRef]
- Park, Y.; Cho, K.; Park, I.; Park, Y. Fabrication and mechanical properties of magnesium matrix composite reinforced with Si coated carbon nanotubes. Procedia Eng. 2011, 10, 1446–1450. [Google Scholar] [CrossRef] [Green Version]
- Nai, M.H.; Wei, J.; Gupta, M. Interface tailoring to enhance mechanical properties of carbon nanotube reinforced magnesium composites. Mater. Des. 2014, 60, 490–495. [Google Scholar] [CrossRef]
- Yuan, Q.H.; Zeng, X.S.; Liu, Y.; Luo, L.; Wu, J.B.; Wang, Y.C.; Zhou, G.H. Microstructure and mechanical properties of AZ91 alloy reinforced by carbon nanotubes coated with MgO. Carbon 2016, 96, 843–855. [Google Scholar] [CrossRef]
- Zein, S.; Boccaccini, A. Synthesis and Characterization of TiO2 Coated Multiwalled Carbon Nanotubes Using a Sol Gel Method. Ind. Eng. Chem. Res. 2008, 47, 6598–6606. [Google Scholar] [CrossRef]
- So, K.P.; Jeong, J.C.; Park, J.G.; Park, H.K.; Choi, Y.H.; Noh, D.H.; Keum, D.H.; Jeong, H.Y.; Biswas, C.; Hong, C.H.; et al. SiC formation on carbon nanotube surface for improving wettability with aluminum. Compos. Sci. Technol. 2013, 74, 6–13. [Google Scholar] [CrossRef]
- Habibi, M.K.; Paramsothy, M.; Hamouda, A.M.S.; Gupta, M. Enhanced compressive response of hybrid Mg-CNT nano-composites. J. Mater. Sci. 2011, 46, 4588–4597. [Google Scholar] [CrossRef]
- Li, L.; Li, H.; Kou, G.; Yang, D.; Hu, W.; Peng, J.; Li, S. Dynamic Camouflage Characteristics of a Thermal Infrared Film Inspired by Honeycomb Structure. J. Bionic Eng. 2022, 19, 458–470. [Google Scholar] [CrossRef]
- Xiang, Y.; Wang, X.; Hu, X.; Meng, L.; Song, Z.; Li, X.; Sun, Z.; Zhang, Q.; Wu, K. Achieving ultra-high strengthening and toughening efficiency in carbon nanotubes/magnesium composites via constructing micro-nano layered structure. Compos. Part A Appl. Sci. Manuf. 2019, 119, 225–234. [Google Scholar] [CrossRef]
- Ding, Y.; Jiao, S.; Zhang, Y.; Shi, Z.; Hu, J.; Wang, X.; Li, Z.; Wang, H.; Guo, X. Influence of Soft Phase and Carbon Nanotube Content on the Properties of Hierarchical AZ61 Matrix Composite with Isolated Soft Phase. Nanomaterials 2022, 12, 2877. [Google Scholar] [CrossRef] [PubMed]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2006, 46, 1–184. [Google Scholar] [CrossRef]
- Paramsothy, M.; Chan, J.; Kwok, R.; Gupta, M. Addition of CNTs to enhance tensile/compressive response of magnesium alloy ZK60A. Compos. Part A Appl. Sci. Manuf. 2011, 42, 180–188. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Zhang, Y.; Li, Z.; Ding, Y.; Zhao, X.; Zhang, X.; Wang, H.; Liu, C.; Guo, X. Strengthening Ni-Coated CNT/Mg Composites by Optimizing the CNT Content. Nanomaterials 2022, 12, 4446. https://doi.org/10.3390/nano12244446
Xu J, Zhang Y, Li Z, Ding Y, Zhao X, Zhang X, Wang H, Liu C, Guo X. Strengthening Ni-Coated CNT/Mg Composites by Optimizing the CNT Content. Nanomaterials. 2022; 12(24):4446. https://doi.org/10.3390/nano12244446
Chicago/Turabian StyleXu, Jilei, Yizhuang Zhang, Zhiyuan Li, Yunpeng Ding, Xin Zhao, Xinfang Zhang, Hanying Wang, Changhong Liu, and Xiaoqin Guo. 2022. "Strengthening Ni-Coated CNT/Mg Composites by Optimizing the CNT Content" Nanomaterials 12, no. 24: 4446. https://doi.org/10.3390/nano12244446
APA StyleXu, J., Zhang, Y., Li, Z., Ding, Y., Zhao, X., Zhang, X., Wang, H., Liu, C., & Guo, X. (2022). Strengthening Ni-Coated CNT/Mg Composites by Optimizing the CNT Content. Nanomaterials, 12(24), 4446. https://doi.org/10.3390/nano12244446