Advances in Laser Additive Manufacturing of Cobalt–Chromium Alloy Multi-Layer Mesoscopic Analytical Modelling with Experimental Correlations: From Micro-Dendrite Grains to Bulk Objects

 ,
,  ,
,  ,
, 
 and
and 
Abstract
:1. Introduction
2. Mathematical Modelling
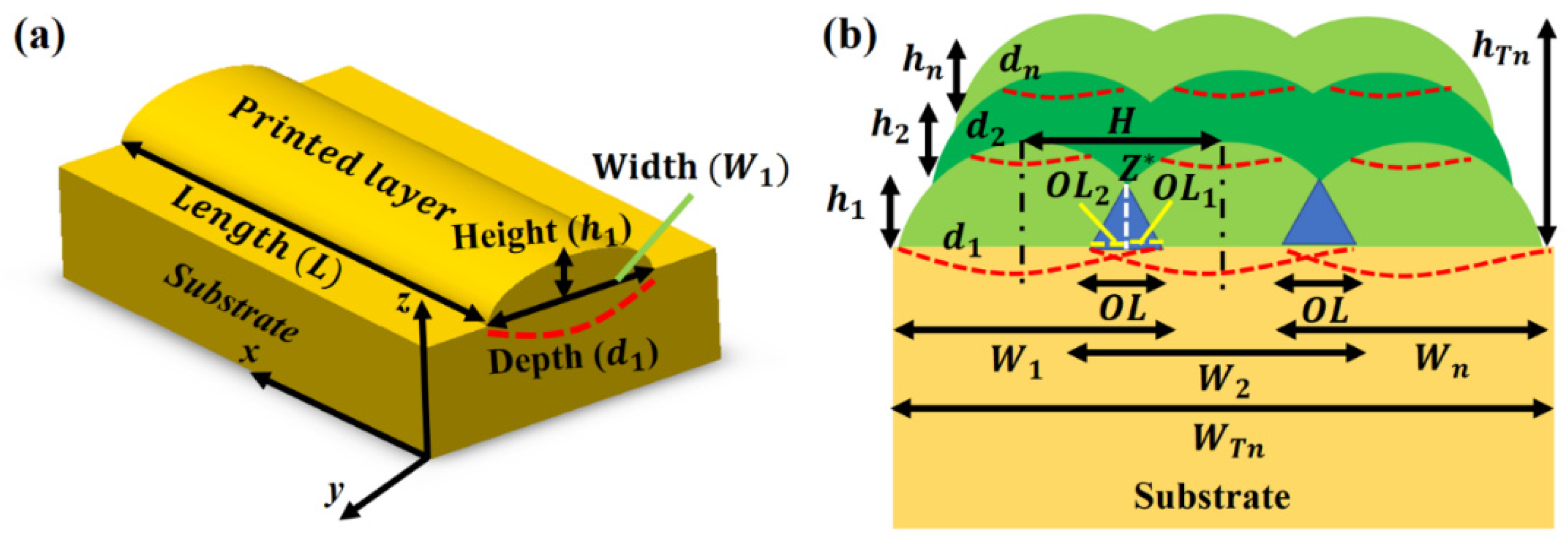
2.1. Single Layer Printing
2.2. Multi-Layer Printing
2.3. Average Grain Dimension Estimation for Multi-Layers Printing
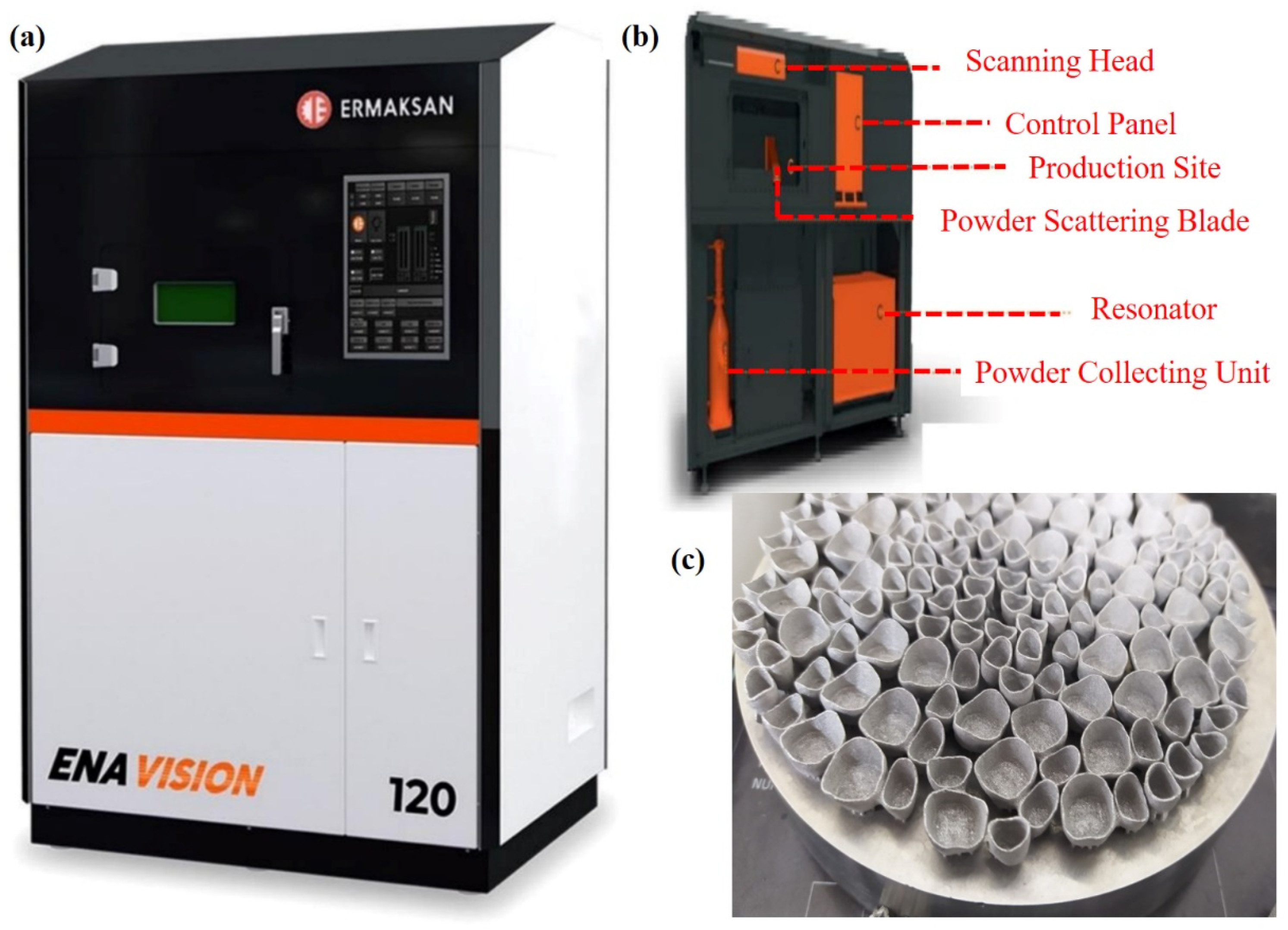
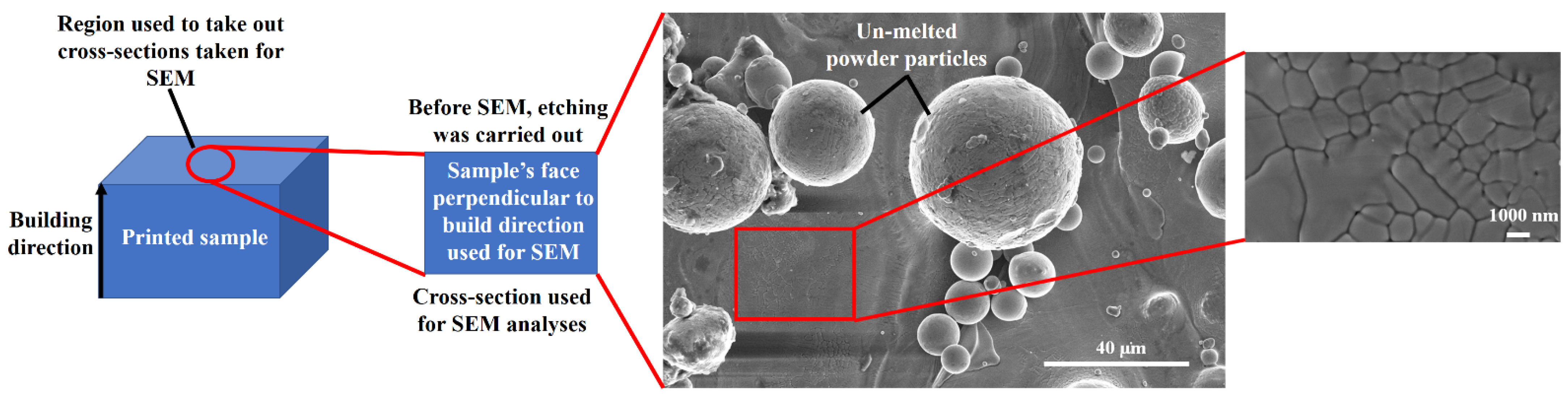
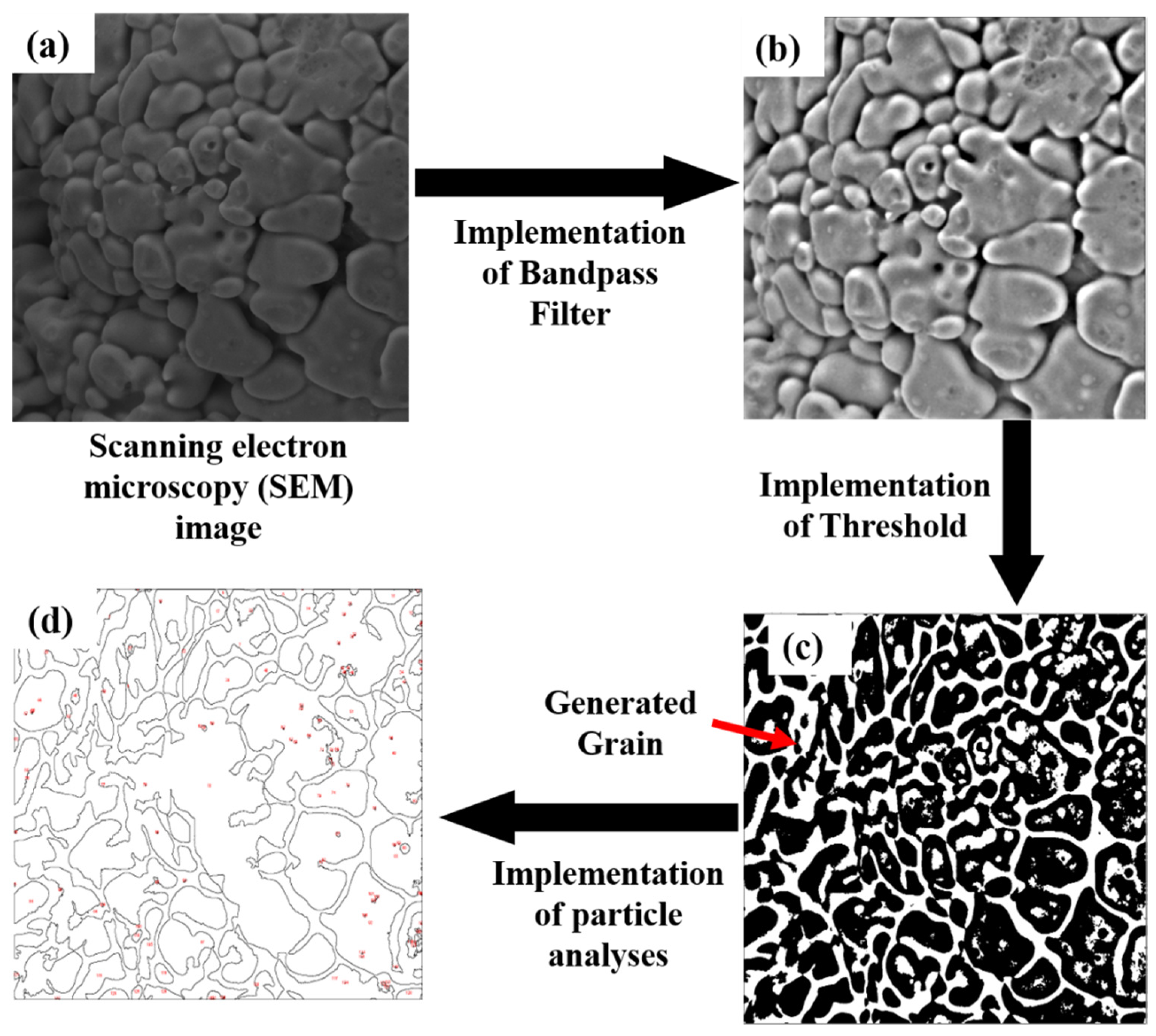
3. Material and Methods
4. Results and Discussion
5. Conclusions
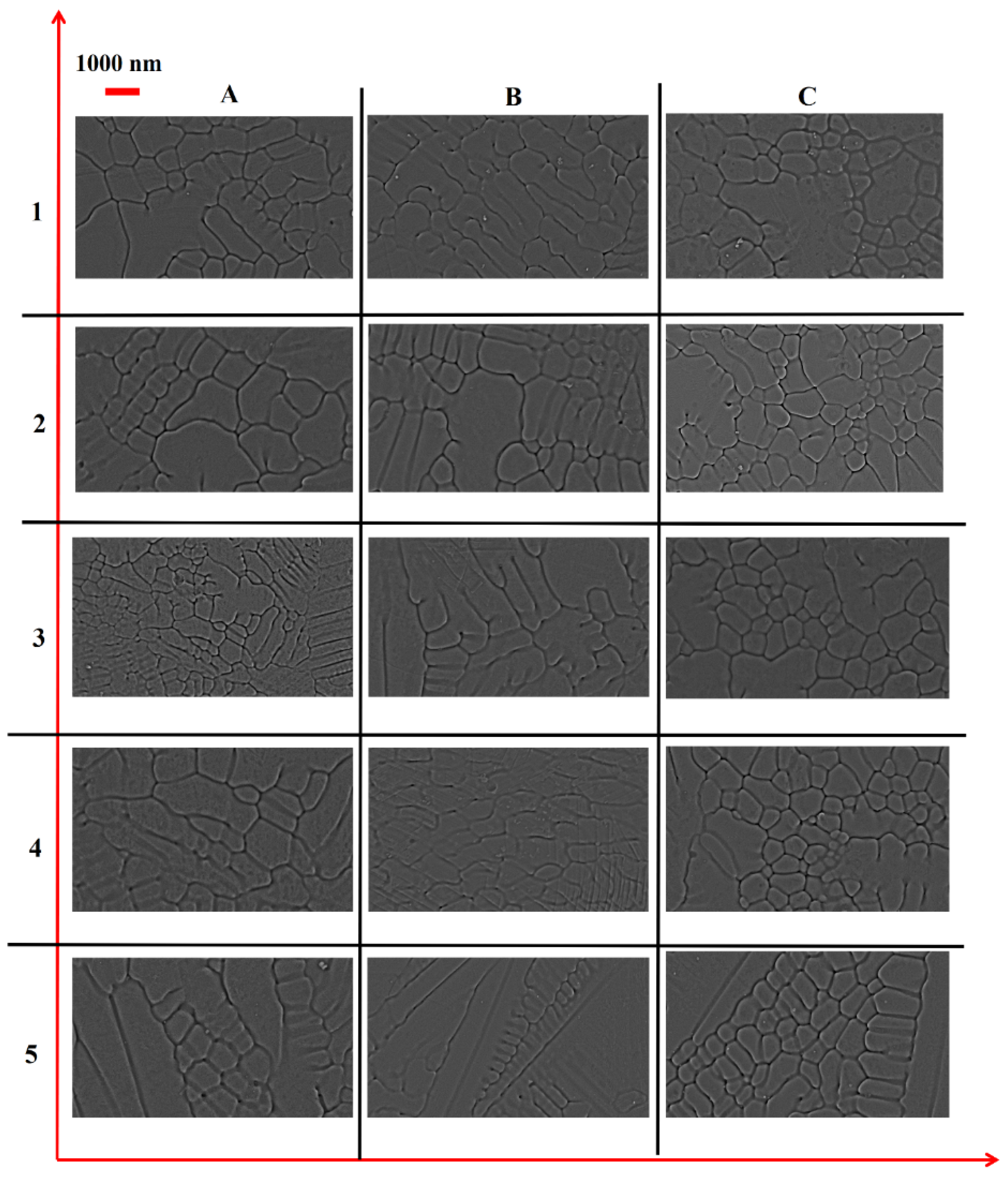
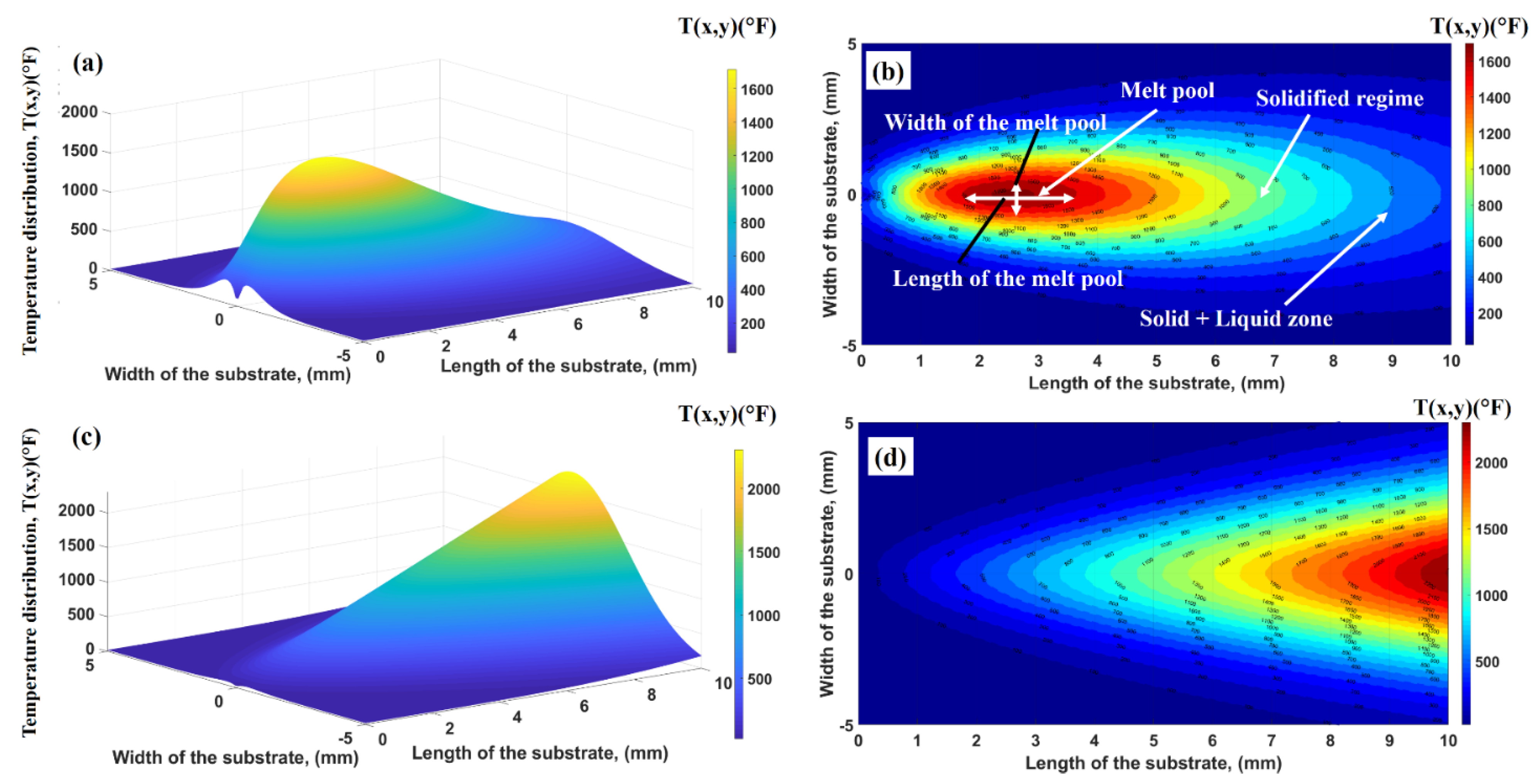
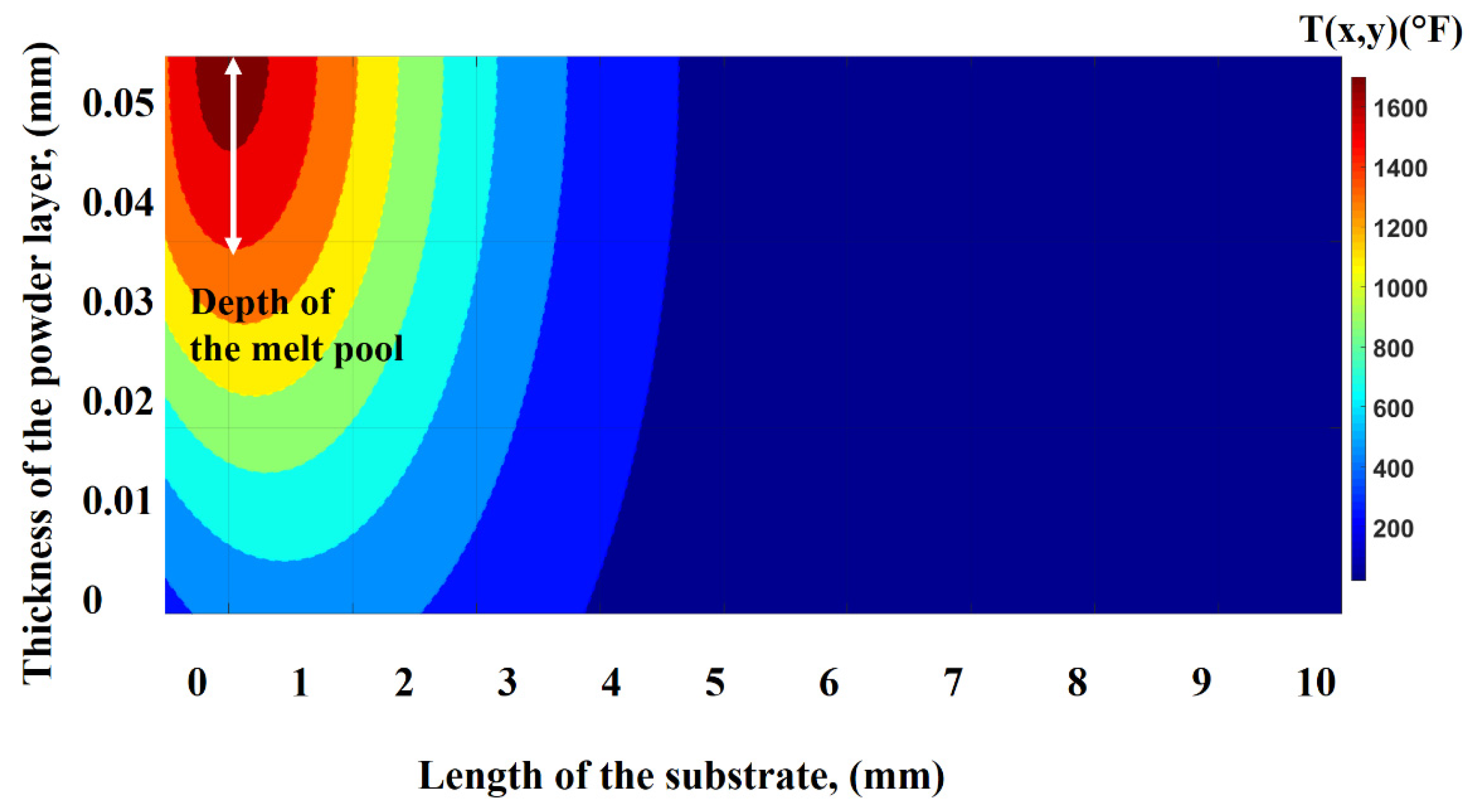
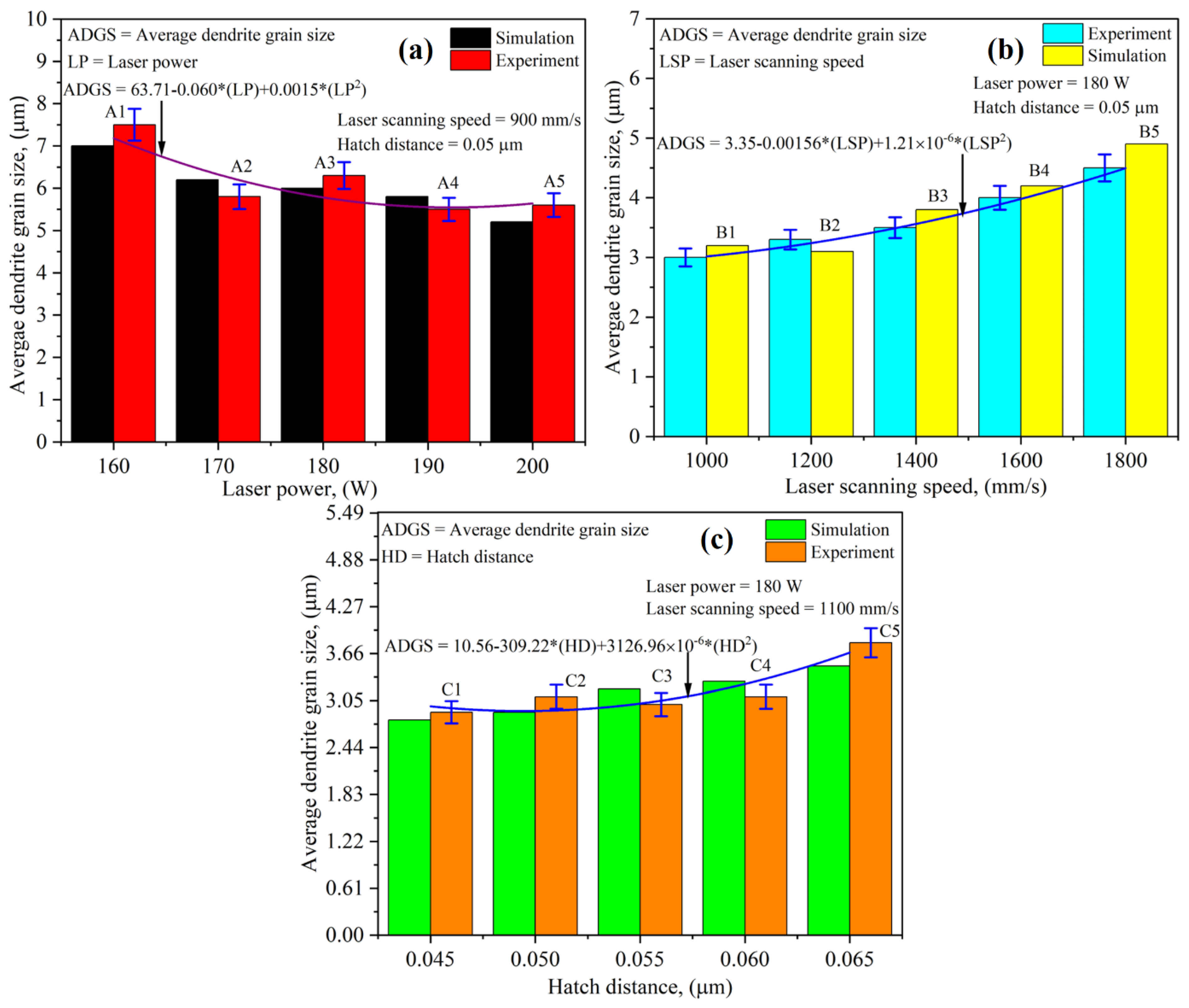
- Co–Cr LPBF-ed samples presented a single matrix phase of Co-based γ-FCC-structures. It was discovered that increasing the laser power resulted in smaller average dendrite grains for laser power. For LPBF simulation, melt pool, mushy zone, and the solidified regime were identified.
- When the laser power rises, the volumetric laser energy density increases, ultimately elevating the thermal gradient and solidification rate. Thus, yielding the dendrite grains with smaller dimensions. When the laser beam translates with a low scanning speed, the thermal gradient and solidification rate decrease with the increment in volumetric energy density, resulting in elevated average dendrite grain size. When the hatch distance decreases, the previously deposited layer experiences cyclic thermal loading, thus reducing the average dendrite grain size after depositing the successive layer.
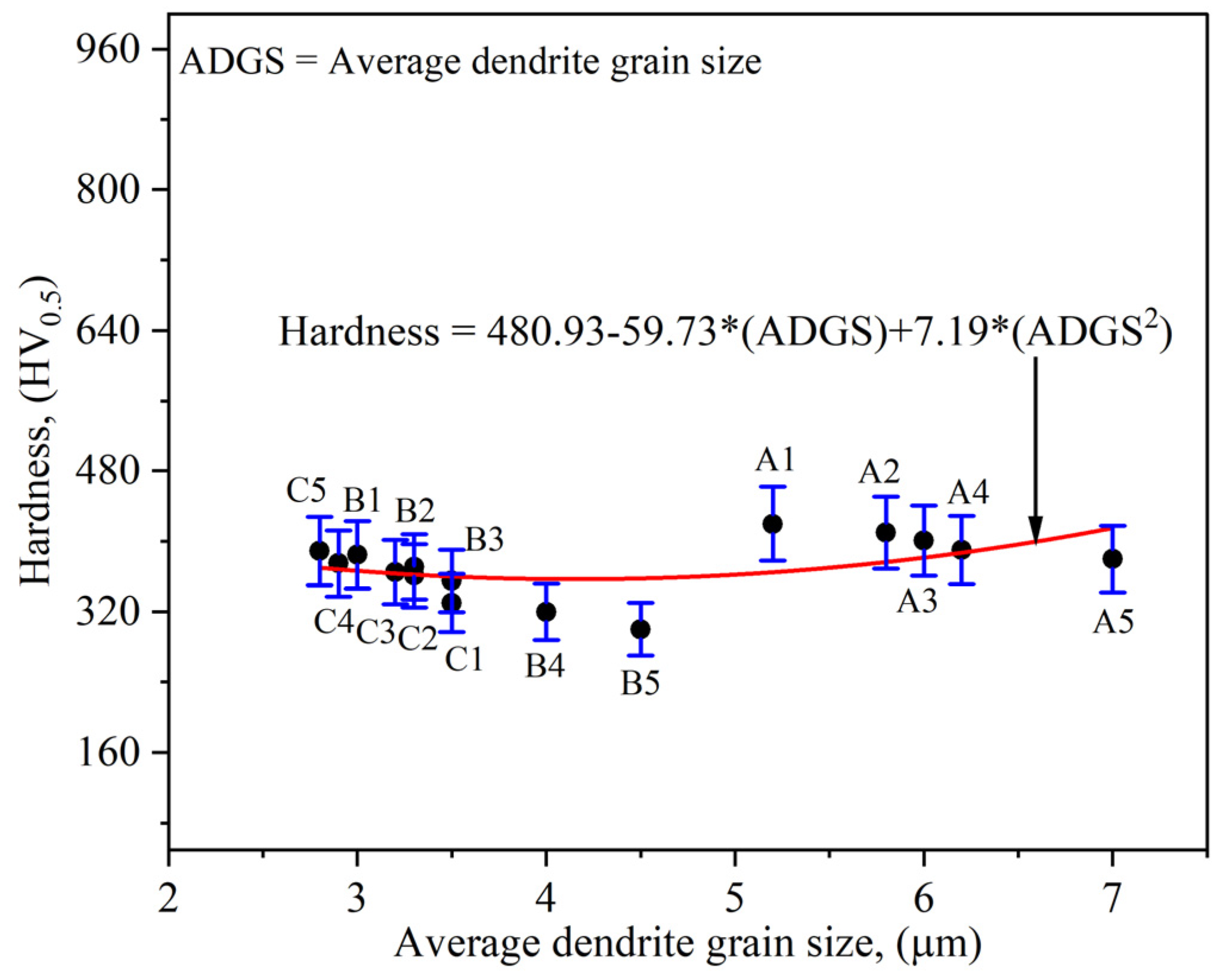
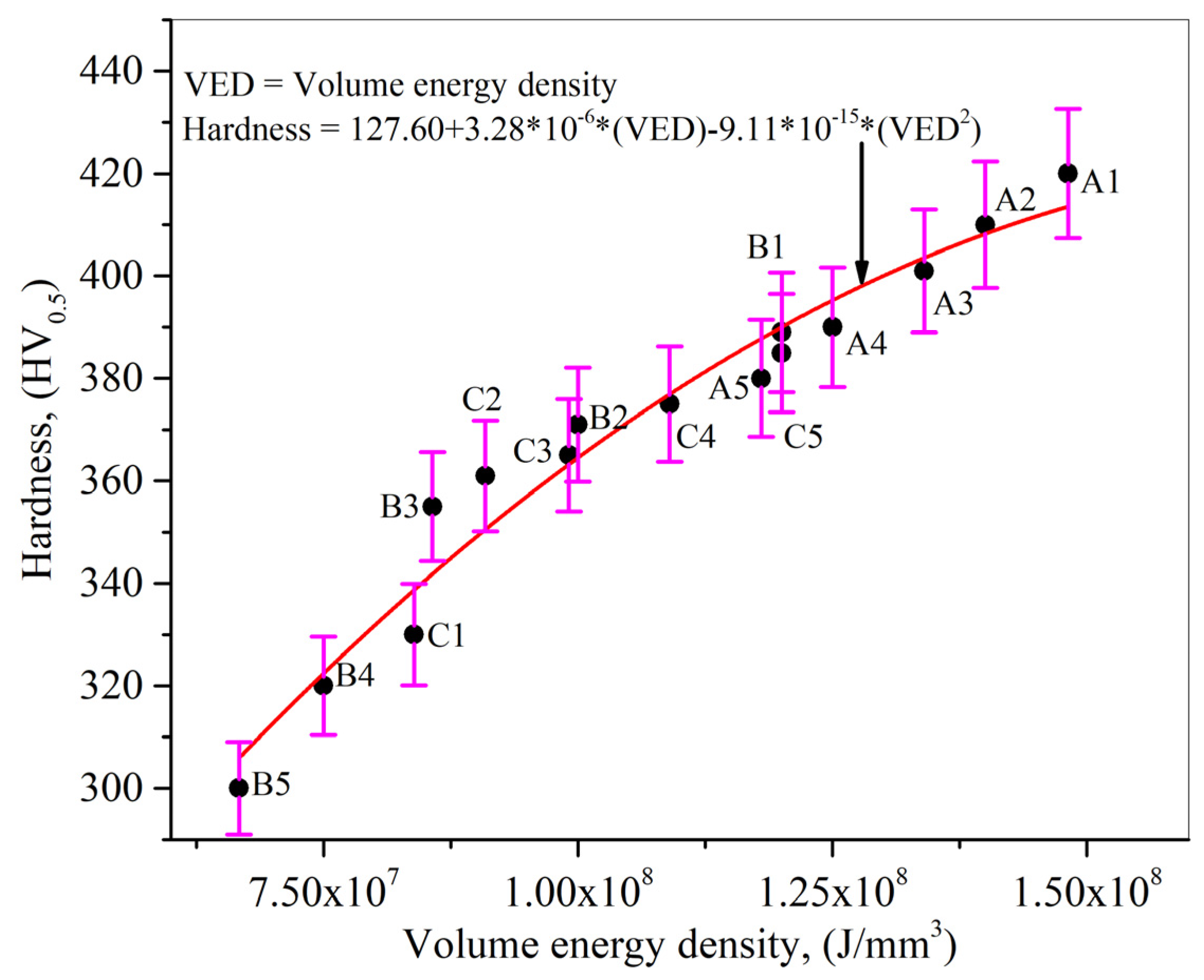
- The laser volume energy density and hardness value have been discovered to have a direct relationship between them. It can be explained that when the laser volume energy density increases, more energy is delivered to a specific location, resulting in increased laser energy storage in that area. The indenter will need more energy to enter the specific region, resulting in a greater hardness value. In addition, the thermal gradient and solidification rate also control the printed samples’ morphology and, eventually, the final hardness value.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mahmood, M.A.; Popescu, A.C.; Mihailescu, I.N. Metal Matrix Composites Synthesized by Laser-Melting Deposition: A Review. Materials 2020, 13, 2593. [Google Scholar] [CrossRef] [PubMed]
- Mahmood, M.A. 3D Printing in Drug Delivery and Biomedical Applications: A State-of-the-Art Review. Compounds 2021, 1, 94–115. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Popescu, A.C. 3D Printing at Micro-Level: Laser-Induced Forward Transfer and Two-Photon Polymerization. Polymers 2021, 13, 2034. [Google Scholar] [CrossRef] [PubMed]
- Rehman, A.U.; Mahmood, M.A.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Keyhole Formation by Laser Drilling in Laser Powder Bed Fusion of Ti6Al4V Biomedical Alloy: Mesoscopic Computational Fluid Dynamics Simulation versus Mathematical Modelling Using Empirical Validation. Nanomaterials 2021, 11, 3284. [Google Scholar] [CrossRef] [PubMed]
- Ullah, A.; Wu, H.A.; Ur Rehman, A.; Zhu, Y.B.; Liu, T.; Zhang, K. Influence of laser parameters and Ti content on the surface morphology of L-PBF fabricated Titania. Rapid Prototyp. J. 2021, 27, 71–80. [Google Scholar] [CrossRef]
- Ansari, P.; Rehman, A.U.; Pitir, F.; Veziroglu, S.; Mishra, Y.K.; Aktas, O.C.; Salamci, M.U. Selective Laser Melting of 316L Austenitic Stainless Steel: Detailed Process Understanding Using Multiphysics Simulation and Experimentation. Metals 2021, 11, 1076. [Google Scholar] [CrossRef]
- Whang, S.H. Nanostructured Metals and Alloys: Processing, Microstructure, Mechanical Properties and Applications; Woodhead Publishing: Sawston, UK, 2011; pp. 15–19. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Park, S.Y.; Kim, K.S.; AlMangour, B.; Grzesiak, D.; Lee, K.A. Effect of unit cell topology on the tensile loading responses of additive manufactured CoCrMo triply periodic minimal surface sheet lattices. Mater. Des. 2021, 206, 109778. [Google Scholar] [CrossRef]
- Saprykin, A.A.; Sharkeev, Y.P.; Saprykina, N.; Ibragimov, E.A. The Mechanism of Forming Coagulated Particles in Selective Laser Melting of Cobalt–Chromium-Molybdenum Powder. Key Eng. Mater. 2020, 839, 79–85. [Google Scholar] [CrossRef]
- AlMangour, B.; Luqman, M.; Grzesiak, D.; Al-Harbi, H.; Ijaz, F. Effect of processing parameters on the microstructure and mechanical properties of Co–Cr–Mo alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 792, 139456. [Google Scholar] [CrossRef]
- Teng, C.; Gong, H.; Szabo, A.; Dilip, J.J.S.; Ashby, K.; Zhang, S.; Patil, N.; Pal, D.; Stucker, B. Simulating melt pool shape and lack of fusion porosity for selective laser melting of cobalt chromium components. J. Manuf. Sci. Eng. 2017, 139, 011009. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Cheng, J.; Ertas, Y. Thermal behavior of the molten pool, microstructural evolution, and tribological performance during selective laser melting of TiC/316L stainless steel nanocomposites: Experimental and simulation methods. J. Mater. Process. Technol. 2018, 257, 288–301. [Google Scholar] [CrossRef]
- Arif, M.; Popescu, A.C.; Oane, M.; Chioibasu, D.; Popescu-pelin, G.; Ristoscu, C.; Mihailescu, I.N. Grain refinement and mechanical properties for AISI304 stainless steel single-tracks by laser melting deposition:Mathematical modelling versus experimental results. Results Phys. 2021, 22, 103880. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Chioibasu, D.; Ur Rehman, A.; Mihai, S.; Popescu, A.C. Post-Processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 2022, 12, 77. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of real-time cooling rate on microstructure in Laser Additive Manufacturing. J. Mater. Process. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Kumar, C.; Das, M.; Paul, C.P.; Singh, B. Experimental investigation and metallographic characterization of fiber laser beam welding of Ti-6Al-4V alloy using response surface method. Opt. Lasers Eng. 2017, 95, 52–68. [Google Scholar] [CrossRef]
- Zinovieva, O.; Zinoviev, A.; Ploshikhin, V. Three-dimensional modeling of the microstructure evolution during metal additive manufacturing. Comput. Mater. Sci. 2018, 141, 207–220. [Google Scholar] [CrossRef]
- Dezfoli, A.R.A.; Lo, Y.L.; Mohsin Raza, M. Microstructure and Elements Concentration of Inconel 713LC during Laser Powder Bed Fusion through a Modified Cellular Automaton Model. Crystals 2021, 11, 1065. [Google Scholar] [CrossRef]
- Dezfoli, A.R.A.; Lo, Y.L.; Raza, M.M. Prediction of Epitaxial Grain Growth in Single-Track Laser Melting of IN718 Using Integrated Finite Element and Cellular Automaton Approach. Materials 2021, 14, 5202. [Google Scholar] [CrossRef] [PubMed]
- Dezfoli, A.R.A.; Lo, Y.L.; Raza, M.M. 3D Multi-Track and Multi-Layer Epitaxy Grain Growth Simulations of Selective Laser Melting. Materials 2021, 14, 7346. [Google Scholar] [CrossRef]
- Ji, X.; Mirkoohi, E.; Ning, J.; Liang, S.Y. Analytical modeling of post-printing grain size in metal additive manufacturing. Opt. Lasers Eng. 2020, 124, 105805. [Google Scholar] [CrossRef]
- Fanfoni, M.; Tomellini, M. The Johnson-Mehl-Avrami-Kolmogorov model: A brief review. Il Nuovo Cimento D 1998, 20, 1171–1182. [Google Scholar] [CrossRef]
- Hu, Y.; Li, J. Selective laser alloying of elemental titanium and boron powder: Thermal models and experiment verification. J. Mater. Process. Technol. 2017, 249, 426–432. [Google Scholar] [CrossRef]
- Diniz Neto, O.O.; Vilar, R. Physical–computational model to describe the interaction between a laser beam and a powder jet in laser surface processing. J. Laser Appl. 2002, 14, 46–51. [Google Scholar] [CrossRef]
- Lepski, D.; Brückner, F. Laser Cladding. In The Theory of Laser Materials Processing; Springer: Dordrecht, The Netherlands, 2009; pp. 235–279. [Google Scholar]
- Han, L.; Liou, F.W. Numerical investigation of the influence of laser beam mode on melt pool. Int. J. Heat Mass Transf. 2004, 47, 4385–4402. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Popescu, A.C.; Hapenciuc, C.L.; Ristoscu, C.; Visan, A.I.; Oane, M.; Mihailescu, I.N. Estimation of clad geometry and corresponding residual stress distribution in laser melting deposition: Analytical modeling and experimental correlations. Int. J. Adv. Manuf. Technol. 2020, 111, 77–91. [Google Scholar] [CrossRef]
- Carslaw, H.; Jaeger, J. Conduction of Heat in Solids; Oxford University Press: Oxford, UK, 1959. [Google Scholar]
- Optical Intensity, Explained by RP Photonics Encyclopedia; Physics, Radiometry, Energy Flux, Light Intensity. Amplitude, Electric Field, Poynting Vector. Available online: https://www.rp-photonics.com/optical_intensity.html (accessed on 20 January 2022).
- Calculating Heat Loss. Available online: http://www.sensiblehouse.org/nrg_heatloss.htm (accessed on 20 January 2022).
- How to Evaluate the Heat Dissipation of a Power Converter ? Coil Technology Corporation. Available online: https://www.powerctc.com/en/node/5028 (accessed on 20 January 2022).
- Shalev, M.; Zvirin, Y.; Stotter, A. Experimental and analytical investigation of the heat transfer and thermal stresses in a cylinder head of a diesel engine. Int. J. Mech. Sci. 1983, 25, 471–483. [Google Scholar] [CrossRef]
- Does the Young’s Modulus Vary with Respect to Temperature ? Available online: https://www.researchgate.net/post/Does_the_Youngs_modulus_vary_with_respect_to_temperature (accessed on 30 April 2020).
- Arisoy, Y.M.; Özel, T. Prediction of machining induced microstructure in Ti-6Al-4V alloy using 3-D FE-based simulations: Effects of tool micro-geometry, coating and cutting conditions. J. Mater. Process. Technol. 2015, 220, 1–26. [Google Scholar] [CrossRef]
- Siciliano, J.F.; Minami, K.; Maccagno, T.M.; Jonas, J.J. Mathematical Modeling of the Mean Flow Stress, Fractional Softening and Grain Size during the Hot Strip Stress Rolling of C-Mn SoftenSteels. ISIJ Int. 1996, 36, 500–506. [Google Scholar] [CrossRef] [Green Version]
- 3D Additive Manufacturing Technology. Available online: https://www.ermaksanadditive.com/en-US/3d-printers/enavision-120 (accessed on 7 September 2021).
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Kim, H.R.; Jang, S.H.; Kim, Y.K.; Son, J.S.; Min, B.K.; Kim, K.H.; Kwon, T.Y. Microstructures and mechanical properties of Co–Cr dental alloys fabricated by three CAD/CAM-based processing techniques. Materials 2016, 9, 596. [Google Scholar] [CrossRef]
- Wang, J.H.; Ren, J.; Liu, W.; Wu, X.Y.; Gao, M.X.; Bai, P.K. Effect of Selective Laser Melting Process Parameters on Microstructure and Properties of Co–Cr Alloy. Materials 2018, 11, 1546. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, X.; Mi, G.; Luo, Y.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures, and mechanical properties of samples produced using laser metal deposition with 316 L stainless steel wire. Opt. Lasers Eng. 2017, 94, 1–11. [Google Scholar] [CrossRef]
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Online monitoring of thermo-cycles and its correlation with microstructure in laser cladding of nickel based super alloy. Opt. Lasers Eng. 2017, 88, 139–152. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, Y.; Jin, T.; Sun, X.; Liu, L. Effect of Solidification Rate on Grain Structure Evolution during Directional Solidification of a Ni-based Superalloy. J. Mater. Sci. Technol. 2013, 29, 879–883. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Laser Power (W) | Laser Scanning Speed (mm/s) | Hatch Distance (µm) | Powder Layer Thickness (µm) |
|---|---|---|---|---|
| A1 | 200 | 900 | 0.05 | 0.03 |
| A2 | 190 | 900 | 0.05 | |
| A3 | 180 | 900 | 0.05 | |
| A4 | 170 | 900 | 0.05 | |
| A5 | 160 | 900 | 0.05 | |
| B1 | 180 | 1000 | 0.05 | |
| B2 | 180 | 1200 | 0.05 | |
| B3 | 180 | 1400 | 0.05 | |
| B4 | 180 | 1600 | 0.05 | |
| B5 | 180 | 1800 | 0.05 | |
| C1 | 180 | 1100 | 0.065 | |
| C2 | 180 | 1100 | 0.06 | |
| C3 | 180 | 1100 | 0.055 | |
| C4 | 180 | 1100 | 0.05 | |
| C5 | 180 | 1100 | 0.045 |
| Name of Step. | Item Used for Processing | The Fluid Used for Sample Processing | Revolution/min | Applied Load (N) | Time |
|---|---|---|---|---|---|
| Grinding | Silicon carbide paper P320 | Water | 250 | 28 | Until plane |
| Polishing | Alpha | Solution (9.0 µm with diamond) | 150 | 24 | 5.0 min |
| Gamma | Solution (3 µm with diamond) | 150 | 24 | 5.0 min | |
| Lambda | Solution (0.06 µm with diamond) | 150 | 18 | 2.0 min (water for 30 s at the end) | |
| Etching | HCL:HNO3 (3:1) | - | - | - | 40 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahmood, M.A.; Ur Rehman, A.; Ristoscu, C.; Demir, M.; Popescu-Pelin, G.; Pitir, F.; Salamci, M.U.; Mihailescu, I.N. Advances in Laser Additive Manufacturing of Cobalt–Chromium Alloy Multi-Layer Mesoscopic Analytical Modelling with Experimental Correlations: From Micro-Dendrite Grains to Bulk Objects. Nanomaterials 2022, 12, 802. https://doi.org/10.3390/nano12050802
Mahmood MA, Ur Rehman A, Ristoscu C, Demir M, Popescu-Pelin G, Pitir F, Salamci MU, Mihailescu IN. Advances in Laser Additive Manufacturing of Cobalt–Chromium Alloy Multi-Layer Mesoscopic Analytical Modelling with Experimental Correlations: From Micro-Dendrite Grains to Bulk Objects. Nanomaterials. 2022; 12(5):802. https://doi.org/10.3390/nano12050802
Chicago/Turabian StyleMahmood, Muhammad Arif, Asif Ur Rehman, Carmen Ristoscu, Mehmet Demir, Gianina Popescu-Pelin, Fatih Pitir, Metin Uymaz Salamci, and Ion N. Mihailescu. 2022. "Advances in Laser Additive Manufacturing of Cobalt–Chromium Alloy Multi-Layer Mesoscopic Analytical Modelling with Experimental Correlations: From Micro-Dendrite Grains to Bulk Objects" Nanomaterials 12, no. 5: 802. https://doi.org/10.3390/nano12050802
APA StyleMahmood, M. A., Ur Rehman, A., Ristoscu, C., Demir, M., Popescu-Pelin, G., Pitir, F., Salamci, M. U., & Mihailescu, I. N. (2022). Advances in Laser Additive Manufacturing of Cobalt–Chromium Alloy Multi-Layer Mesoscopic Analytical Modelling with Experimental Correlations: From Micro-Dendrite Grains to Bulk Objects. Nanomaterials, 12(5), 802. https://doi.org/10.3390/nano12050802