

Direct Growth of Patterned Vertical Graphene Using Thermal Stress Mismatch between Barrier Layer and Substrate

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
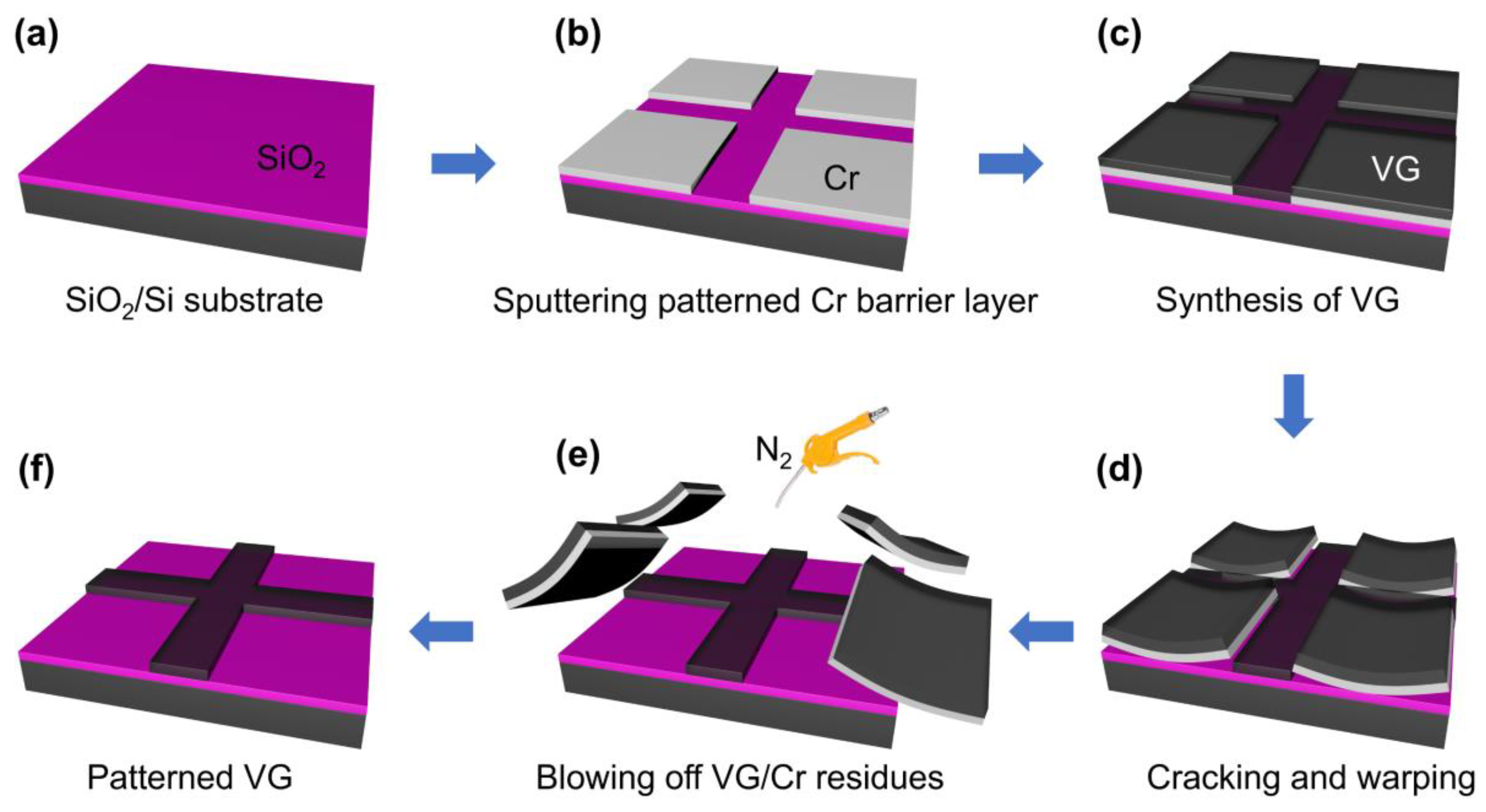
2.1. Growth of Patterned VG
2.2. Characterization of Patterned VG
2.3. Finite Element Simulation
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bo, Z.; Yang, Y.; Chen, J.; Yu, K.; Yan, J.; Cen, K. Plasma-enhanced chemical vapor deposition synthesis of vertically oriented graphene nanosheets. Nanoscale 2013, 5, 5180–5204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, J.; Rattanasawatesun, T.; Tang, P.; Bi, Z.; Pandit, S.; Lam, L.; Wasén, C.; Erlandsson, M.; Bokarewa, M.; Dong, J.; et al. Insights into the Mechanism for Vertical Graphene Growth by Plasma-Enhanced Chemical Vapor Deposition. ACS Appl. Mater. Interfaces 2022, 14, 7152–7160. [Google Scholar] [CrossRef] [PubMed]
- Malesevic, A.; Vitchev, R.; Schouteden, K.; Volodin, A.; Zhang, L.; Van Tendeloo, G.; Vanhulsel, A.; Van Haesendonck, C. Synthesis of few-layer graphene via microwave plasma-enhanced chemical vapour deposition. Nanotechnology 2008, 19, 305604. [Google Scholar] [CrossRef] [PubMed]
- Zhu, M.; Wang, J.; Holloway, B.C.; Outlaw, R.A.; Zhao, X.; Hou, K.; Shutthanandan, V.; Manos, D.M. A mechanism for carbon nanosheet formation. Carbon 2007, 45, 2229–2234. [Google Scholar] [CrossRef]
- Chen, Z.; Qi, Y.; Chen, X.; Zhang, Y.; Liu, Z. Direct CVD growth of graphene on traditional glass: Methods and mechanisms. Adv. Mater. 2019, 31, 1803639. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.; Qin, S.; Bai, S.; Yue, H.; Li, Y.; Chen, Q.; Li, J.; He, D. Vertical graphene nanosheets synthesized by thermal chemical vapor deposition and the field emission properties. J. Phys. D Appl. Phys. 2016, 49, 385301. [Google Scholar] [CrossRef]
- Itoh, T. Synthesis of carbon nanowalls by hot-wire chemical vapor deposition. Thin Solid Film. 2011, 519, 4589–4593. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, M.; Outlaw, R.A.; Zhao, X.; Manos, D.M.; Holloway, B.C. Synthesis of carbon nanosheets by inductively coupled radio-frequency plasma enhanced chemical vapor deposition. Carbon 2004, 42, 2867–2872. [Google Scholar] [CrossRef]
- Luo, S.; Zhou, X.; Tang, X.; Li, J.; Wei, D.; Tai, G.; Chen, Z.; Liao, T.; Fu, J.; Wei, D.; et al. Microconformal electrode-dielectric integration for flexible ultrasensitive robotic tactile sensing. Nano Energy 2021, 80, 105580. [Google Scholar] [CrossRef]
- Van Toan, N.; Tuoi, T.T.K.; Li, J.; Inomata, N.; Ono, T. Liquid and solid states on-chip micro-supercapacitors using silicon nanowire-graphene nanowall-pani electrode based on microfabrication technology. Mater. Res. Bull. 2020, 131, 110977. [Google Scholar] [CrossRef]
- Qian, F.; Deng, J.; Xiong, F.; Dong, Y.; Hu, L.; Pan, G.; Wang, Q.; Xie, Y.; Sun, J.; Xu, C. Direct growth of high quality graphene nanowalls on dielectric surfaces by plasma-enhanced chemical vapor deposition for photo detection. Opt. Mater. Express 2020, 10, 2909–2918. [Google Scholar] [CrossRef]
- Li, L.; Dong, Y.; Guo, W.; Qian, F.; Xiong, F.; Fu, Y.; Du, Z.; Xu, C.; Sun, J. High-responsivity photodetectors made of graphene nanowalls grown on Si. Appl. Phys. Lett. 2019, 115, 081101. [Google Scholar] [CrossRef]
- Zheng, W.; Zhao, X.; Fu, W. Review of vertical graphene and its applications. ACS Appl. Mater. Interfaces 2021, 13, 9561–9579. [Google Scholar] [CrossRef]
- Zhu, M.Y.; Outlaw, R.A.; Bagge-Hansen, M.; Chen, H.J.; Manos, D.M. Enhanced field emission of vertically oriented carbon nanosheets synthesized by C2H2/H2 plasma enhanced CVD. Carbon 2011, 49, 2526–2531. [Google Scholar] [CrossRef]
- Qi, J.L.; Wang, X.; Lin, J.H.; Zhang, F.; Feng, J.C.; Fei, W.-D. A high-performance supercapacitor of vertically-oriented few-layered graphene with high-density defects. Nanoscale 2015, 7, 3675–3682. [Google Scholar] [CrossRef] [PubMed]
- Shen, J.; Liu, X.; Song, X.; Li, X.; Wang, J.; Zhou, Q.; Luo, S.; Feng, W.; Wei, X.; Lu, S.; et al. High-performance Schottky heterojunction photodetector with directly grown graphene nanowalls as electrodes. Nanoscale 2017, 9, 6020–6025. [Google Scholar] [CrossRef]
- Liu, X.; Zhou, Q.; Luo, S.; Du, H.; Cao, Z.; Peng, X.; Feng, W.; Shen, J.; Wei, D. Infrared photodetector based on the photothermionic effect of graphene-nanowall/silicon heterojunction. ACS Appl. Mater. Interfaces 2019, 11, 17663–17669. [Google Scholar] [CrossRef] [PubMed]
- Choi, H.; Kwon, S.; Lee, S.; Kim, Y.; Kang, H.; Kim, J.H.; Choi, W. Innovative method using adhesive force for surface micromachining of carbon nanowall. Nanomaterials 2020, 10, 1978. [Google Scholar] [CrossRef]
- Yu, K.; Wang, P.; Lu, G.; Chen, K.; Bo, Z.; Chen, J. Patterning vertically oriented graphene sheets for nanodevice applications. J. Phys. Chem. Lett. 2011, 2, 537–542. [Google Scholar] [CrossRef]
- Ioroi, K.; Aono, Y.; Xu, X.; Omori, T.; Kainuma, R. Melting Point of Pure Cr and Phase Equilibria in the Cr-Si Binary System. J. Phase Equilib. Diffus. 2022, 43, 229–242. [Google Scholar] [CrossRef]
- Cai, M.; Outlaw, R.A.; Butler, S.M.; Miller, J.R. A high density of vertically-oriented graphenes for use in electric double layer capacitors. Carbon 2012, 50, 5481–5488. [Google Scholar] [CrossRef]
- Hiramatsu, M.; Shiji, K.; Amano, H.; Hori, M. Fabrication of vertically aligned carbon nanowalls using capacitively coupled plasma-enhanced chemical vapor deposition assisted by hydrogen radical injection. Appl. Phys. Lett. 2004, 84, 4708–4710. [Google Scholar] [CrossRef]
- Ci, H.; Ren, H.; Qi, Y.; Chen, X.; Chen, Z.; Zhang, J.; Zhang, Y.; Liu, Z. 6-inch uniform vertically-oriented graphene on soda-lime glass for photothermal applications. Nano Res. 2018, 11, 3106–3115. [Google Scholar] [CrossRef]
- Malard, L.M.; Pimenta, M.A.; Dresselhaus, G.; Dresselhaus, M.S. Raman spectroscopy in graphene. Phys. Rep. 2009, 473, 51–87. [Google Scholar] [CrossRef]
- Liu, J.; Sun, W.; Wei, D.; Song, X.; Jiao, T.; He, S.; Zhang, W.; Du, C. Direct growth of graphene nanowalls on the crystalline silicon for solar cells. Appl. Phys. Lett. 2015, 106, 043904. [Google Scholar] [CrossRef]
- Du, S.C.; Lu, W.; Ali, A.; Zhao, P.; Shehzad, K.; Guo, H.W.; Ma, L.L.; Liu, X.M.; Pi, X.D.; Wang, P.; et al. A broadband fluorographene photodetector. Adv. Mater. 2017, 29, 1700463. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cançado, L.G.; Jorio, A.; Ferreira, E.H.M.; Stavale, F.; Achete, C.A.; Capaz, R.B.; Moutinho, M.V.d.O.; Lombardo, A.; Kulmala, T.S.; Ferrari, A.C. Quantifying Defects in Graphene via Raman Spectroscopy at Different Excitation Energies. Nano Lett. 2011, 11, 3190–3196. [Google Scholar] [CrossRef] [Green Version]
- Cançado, L.G.; Takai, K.; Enoki, T.; Endo, M.; Kim, Y.A.; Mizusaki, H.; Jorio, A.; Coelho, L.N.; Magalhães-Paniago, R.; Pimenta, M.A. General equation for the determination of the crystallite size La of nanographite by Raman spectroscopy. Appl. Phys. Lett. 2006, 88, 163106. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Miraldo, P.; Zhu, M.; Outlaw, R.; Hou, K.; Zhao, X.; Holloway, B.C.; Manos, D.; Tyler, T.; et al. High field emission reproducibility and stability of carbon nanosheets and nanosheet-based backgated triode emission devices. Appl. Phys. Lett. 2006, 89, 183103. [Google Scholar] [CrossRef]
- Li, H.; Zhu, C.; Xu, G.; Luo, L. Experimental identification of thermal induced warpage in polymer–metal composite films. Microelectron. Reliab. 2016, 62, 141–147. [Google Scholar] [CrossRef]
- Noh, W.; Lee, J.-M.; Kim, D.-J.; Song, J.-H.; Lee, M.-G. Effects of the residual stress, interfacial roughness and scale thickness on the spallation of oxide scale grown on hot rolled steel sheet. Mater. Sci. Eng. A 2019, 739, 301–316. [Google Scholar] [CrossRef]
- Zimmerman, J.; Lindemann, Z.; Golański, D.; Chmielewski, T.; Włosiński, W. Modeling residual stresses generated in Ti coatings thermally sprayed on Al2O3 substrates. Bull. Pol. Acad. Sci. Tech. Sci. 2013, 61, 515–525. [Google Scholar] [CrossRef]
- Telyatnik, R.S.; Osipov, A.V.; Kukushkin, S.A. Pore- and delamination-induced mismatch strain relaxation and conditions for the formation of dislocations, cracks, and buckles in the epitaxial AlN(0001)/SiC/Si(111) heterostructure. Phys. Solid State 2015, 57, 162–172. [Google Scholar] [CrossRef]
- Steegen, A.; Maex, K. Silicide-induced stress in Si: Origin and consequences for MOS technologies. Mater. Sci. Eng. R Rep. 2002, 38, 1–53. [Google Scholar] [CrossRef]
- Coules, H.E. Contemporary approaches to reducing weld induced residual stress. Mater. Sci. Technol. 2013, 29, 4–18. [Google Scholar] [CrossRef] [Green Version]
- Sander, M.; Dietrich, S.; Pander, M.; Ebert, M.; Bagdahn, J. Systematic investigation of cracks in encapsulated solar cells after mechanical loading. Sol. Energy Mater. Sol. Cells 2013, 111, 82–89. [Google Scholar] [CrossRef]
- Ohnishi, K.; Kanoh, M.; Tanikawa, T.; Kuboya, S.; Mukai, T.; Matsuoka, T. Halide vapor phase epitaxy of thick GaN films on ScAlMgO4 substrates and their self-separation for fabricating freestanding wafers. Appl. Phys. Express 2017, 10, 101001. [Google Scholar] [CrossRef]
- Cheng, G.; Gai, W.; Xu, G.; Luo, L. Study of the wafer warpage evolution by cooling to extremely low temperatures. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, China, 16–19 August 2017; pp. 597–600. [Google Scholar] [CrossRef]
- Cheng, G.; Xu, G.; Gai, W.; Luo, L. Deep understanding the role of Cu in RDL to warpage by exploring the warpage evolution with microstructural changes. In Proceedings of the 2018 IEEE 68th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 29 May–1 June 2018; pp. 2416–2421. [Google Scholar] [CrossRef]
- Seah, C.-M.; Chai, S.-P.; Mohamed, A.R. Mechanisms of graphene growth by chemical vapour deposition on transition metals. Carbon 2014, 70, 1–21. [Google Scholar] [CrossRef]
- Lee, R.G.; Idesman, A.; Nyakiti, L.; Chaudhuri, J. Modeling of residual thermal stresses for aluminum nitride crystal growth by sublimation. J. Appl. Phys. 2007, 102, 063525. [Google Scholar] [CrossRef]
- Yamasue, E.; Susa, M.; Fukuyama, H.; Nagata, K. Thermal conductivities of silicon and germanium in solid and liquid states measured by non-stationary hot wire method with silica coated probe. J. Cryst. Growth 2002, 234, 121–131. [Google Scholar] [CrossRef]
- Zhang, W.; Yu, H.; Lei, S.; Huang, Q. Modeling of silicon thermal expansion using strained phonon spectra. J. Micromech. Mi-croeng. 2012, 22, 85007. [Google Scholar] [CrossRef]
- Jeung-hyun, J.; Sung-hoon, C.; Se-Ho, L.; Dongil, K. Evaluation of elastic properties and temperature effects in Si thin films using an electrostatic microresonator. J. Microelectromech. Syst. 2003, 12, 524–530. [Google Scholar] [CrossRef]
- Cho, C. Characterization of Young’s modulus of silicon versus temperature using a “beam deflection” method with a four-point bending fixture. Curr. Appl. Phys. 2009, 9, 538–545. [Google Scholar] [CrossRef]
- Yamane, T.; Nagai, N.; Katayama, S.; Todoki, M. Measurement of thermal conductivity of silicon dioxide thin films using a 3ω method. J. Appl. Phys. 2002, 91, 9772–9776. [Google Scholar] [CrossRef]
- Li, C.; Yang, M.; Quan, B.; Guan, W. Stress Simulation Analysis of Multilayer Film Deposition. Laser Optoelectron. Prog. 2018, 55, 043101. [Google Scholar]
- Soh, M.T.K.; Thurn, J.; Thomas, J.H.; Talghader, J.J. Thermally induced stress hysteresis and co-efficient of thermal expansion changes in nanoporous SiO2. J. Phys. D Appl. Phys. 2007, 40, 2176–2182. [Google Scholar] [CrossRef]
- Çetinörgü, E. A new method to experimentally determine the thermal expansion coefficient, Poisson’s ratio and Young’s modulus of thin films. J. Mater. Sci. 2009, 44, 2167–2170. [Google Scholar] [CrossRef]
- Moore, J.P.; Williams, R.K.; Graves, R.S. Thermal conductivity, electrical resistivity, and Seebeck coefficient of high-purity chromium from 280 to 1000 K. J. Appl. Phys. 1977, 48, 610–617. [Google Scholar] [CrossRef]
- White, G.K.; Roberts, R.B.; Fawcett, E. Thermal expansion of Cr and CrV alloys. I. Experiment. J. Phys. F Met. Phys. 1986, 16, 449–459. [Google Scholar] [CrossRef]
- Choi, I.; Brandl, C.; Schwaiger, R. Thermally activated dislocation plasticity in body-centered cubic chromium studied by high-temperature nanoindentation. Acta Mater. 2017, 140, 107–115. [Google Scholar] [CrossRef]
- Wu, D.; Nieh, T.G. Incipient plasticity and dislocation nucleation in body-centered cubic chromium. Mater. Sci. Eng. A 2014, 609, 110–115. [Google Scholar] [CrossRef]
- Prasher, R. Thermal boundary resistance and thermal conductivity of multiwalled carbon nanotubes. Phys. Rev. B 2008, 77, 75424. [Google Scholar] [CrossRef]
- Akikubo, K.; Kurahashi, T.; Kawaguchi, S.; Tachibana, M. Thermal expansion measurements of nano-graphite using high-tem-perature X-ray diffraction. Carbon 2020, 169, 307–311. [Google Scholar] [CrossRef]
- Maruyama, T.; Eto, M.; Oku, T. Elastic modulus and bend strength of a nuclear graphite at high temperature. Carbon 1987, 25, 723–726. [Google Scholar] [CrossRef]
- Blaksle, O.L.; Proctor, D.G.; Seldin, E.J.; Spence, G.B.; Weng, T. Elastic Constants of Compression-Annealed Pyrolytic Graph-ite. J. Appl. Phys. 1970, 41, 3373–3382. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, F.; Deng, J.; Ma, X.; Fu, G.; Xu, C. Direct Growth of Patterned Vertical Graphene Using Thermal Stress Mismatch between Barrier Layer and Substrate. Nanomaterials 2023, 13, 1242. https://doi.org/10.3390/nano13071242
Qian F, Deng J, Ma X, Fu G, Xu C. Direct Growth of Patterned Vertical Graphene Using Thermal Stress Mismatch between Barrier Layer and Substrate. Nanomaterials. 2023; 13(7):1242. https://doi.org/10.3390/nano13071242
Chicago/Turabian StyleQian, Fengsong, Jun Deng, Xiaochen Ma, Guosheng Fu, and Chen Xu. 2023. "Direct Growth of Patterned Vertical Graphene Using Thermal Stress Mismatch between Barrier Layer and Substrate" Nanomaterials 13, no. 7: 1242. https://doi.org/10.3390/nano13071242
APA StyleQian, F., Deng, J., Ma, X., Fu, G., & Xu, C. (2023). Direct Growth of Patterned Vertical Graphene Using Thermal Stress Mismatch between Barrier Layer and Substrate. Nanomaterials, 13(7), 1242. https://doi.org/10.3390/nano13071242