Optimization of Synthesis Conditions of Carbon Nanotubes via Ultrasonic-Assisted Floating Catalyst Deposition Using Response Surface Methodology


_Dionysiou.jpg)
Abstract
:
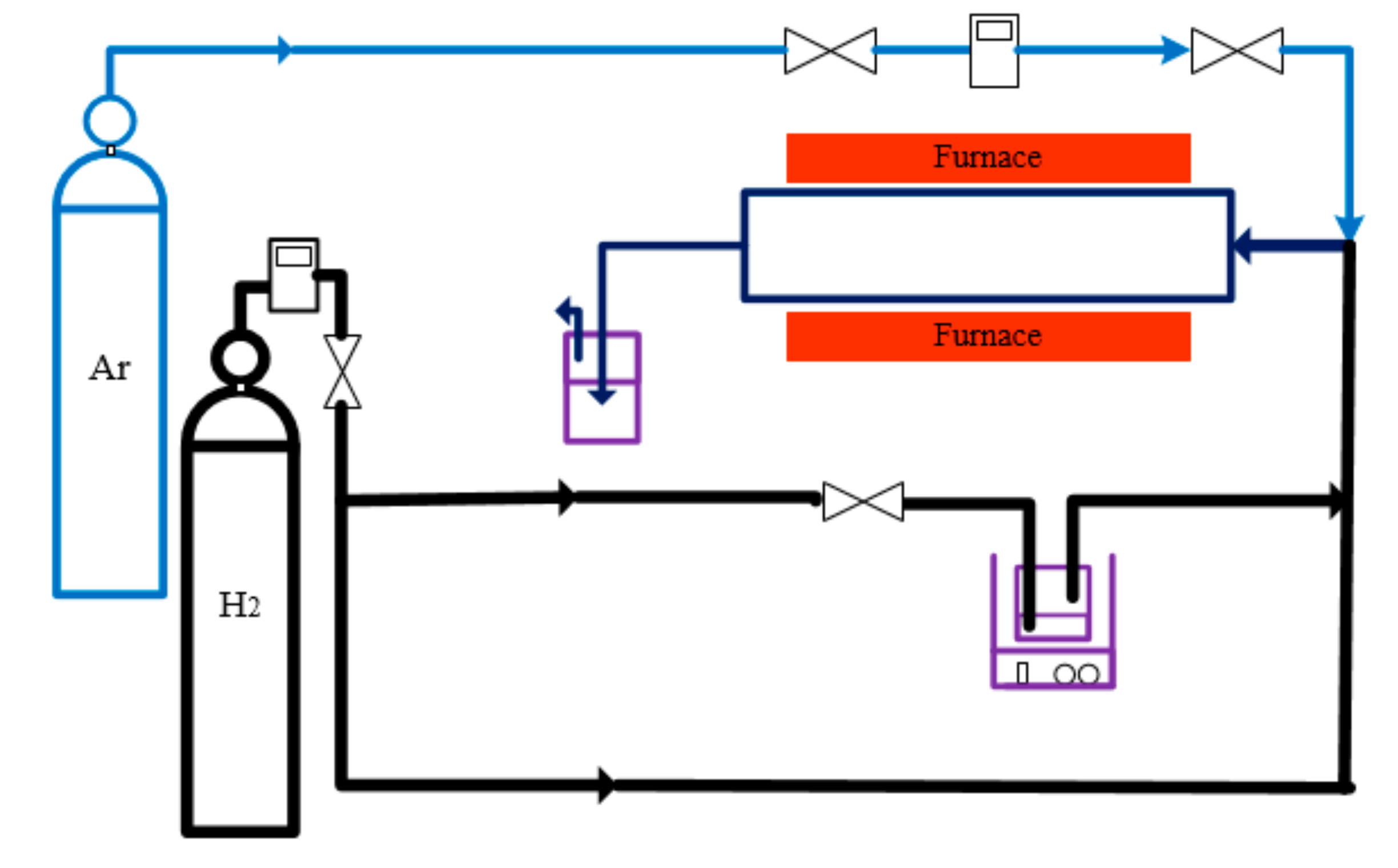
- Floating catalyst (FC) chemical vapor deposition (CVD) method was used to synthesize carbon nanotubes.
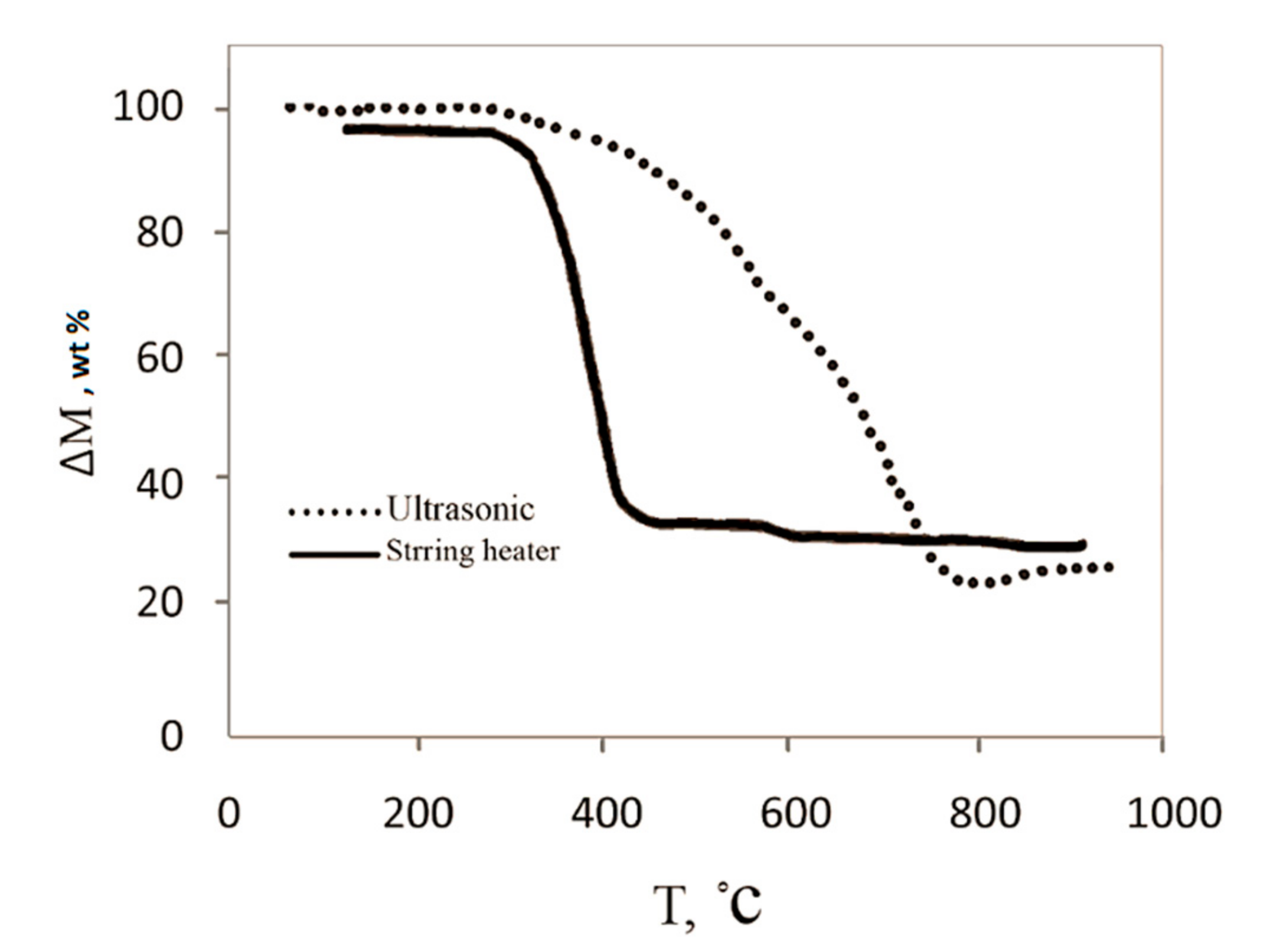
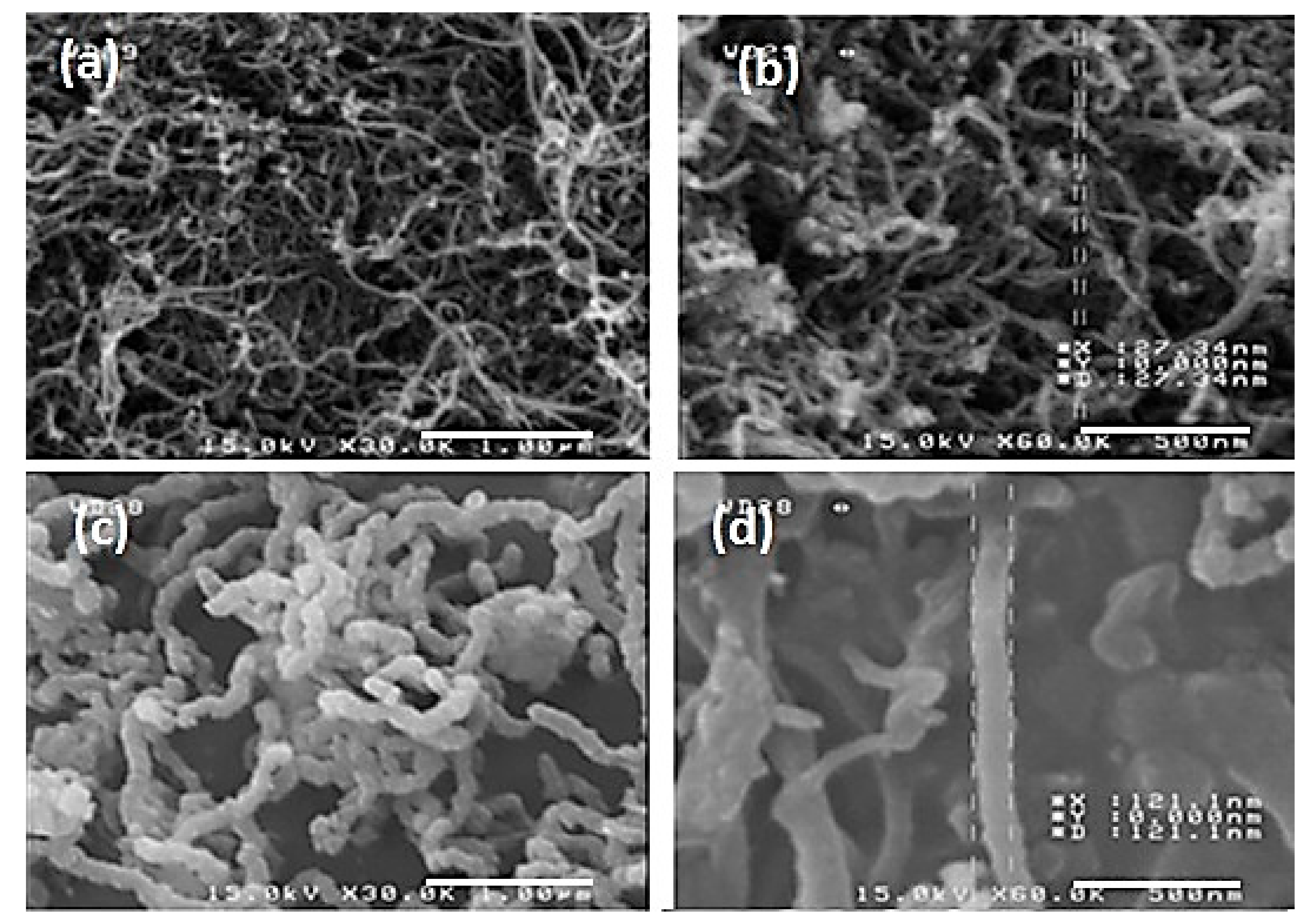
- Ultrasonic bath was used in the FC method. It helped to control the cluster size, decrease the produced amorphous carbon, and improve the quality of produced carbon nanotubes (CNTs).
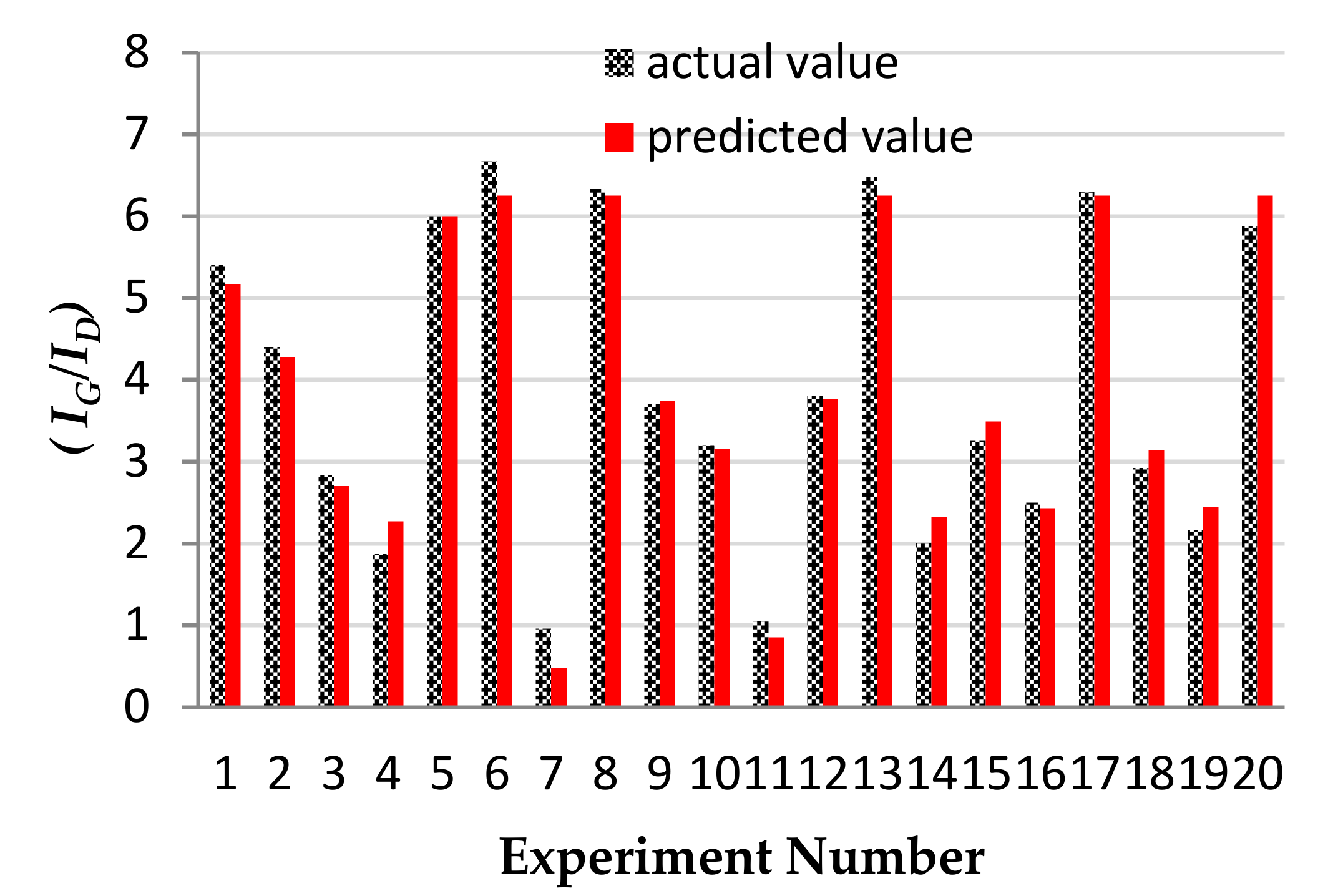
- Response surface methodology (RSM) was utilized as the basis of designing experiments to optimize the operating conditions of the method, which was newly used to synthesize CNTs.
- According to the analysis results, hydrogen flow rate and temperature are more effective parameters than catalyst concentration in this method.
1. Introduction
2. Experimental Procedures
2.1. Dispersing Catalyst in Carbon Precursor
2.2. Experimental Design and Data Analysis

3. Results and Discussion
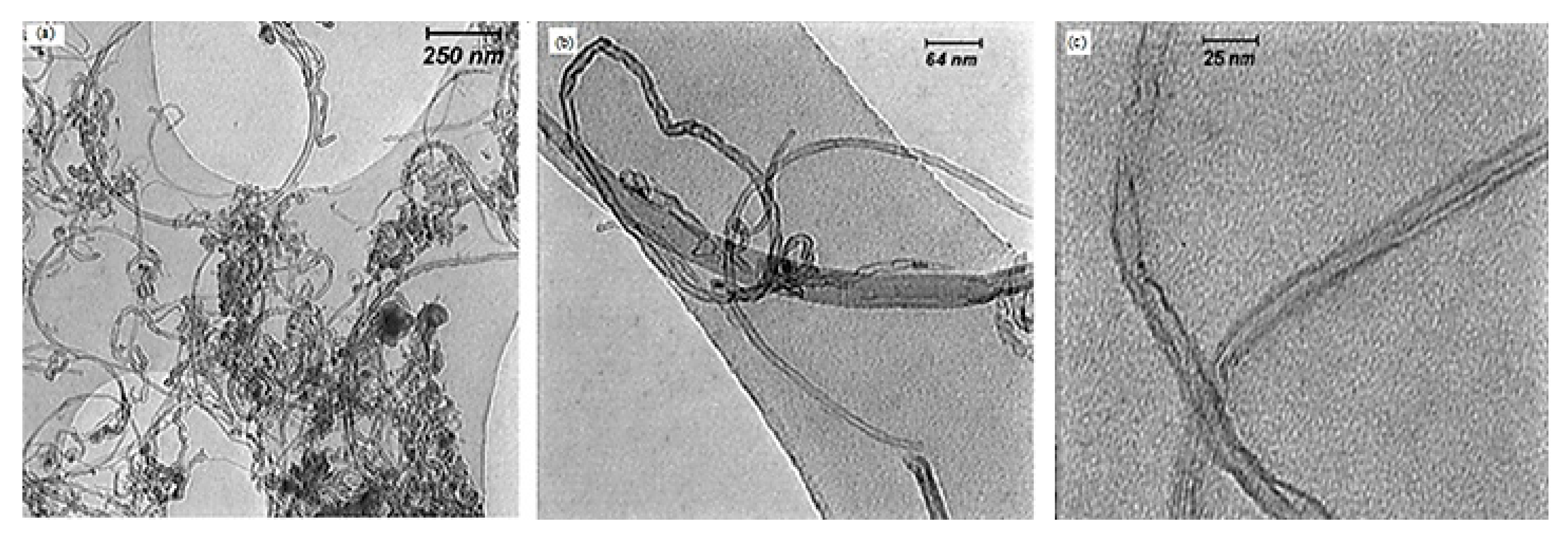
3.1. Suitable Dispersion Method
3.2. Central Composite Design and Fitted Regression Model
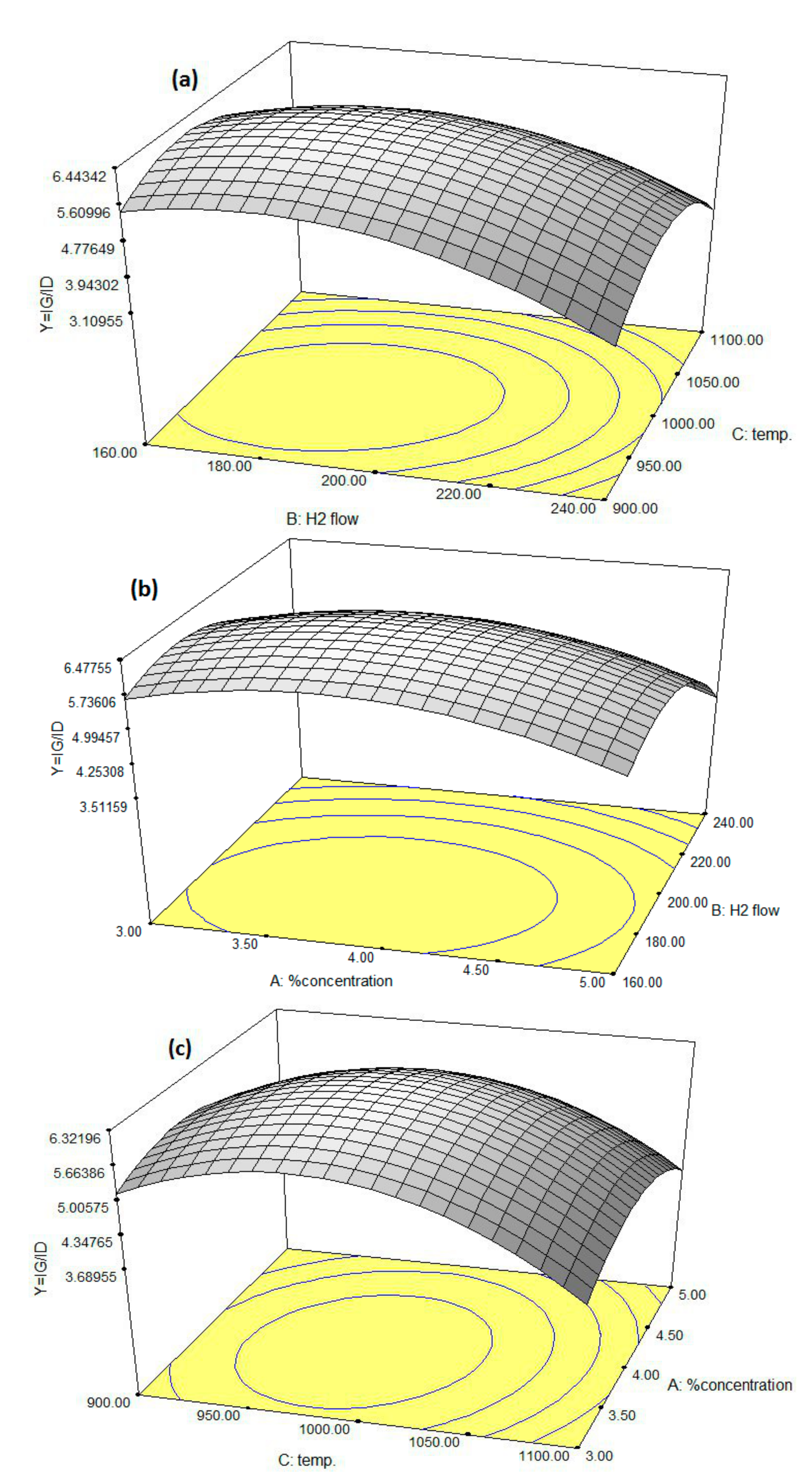
3.3. Effect of Operating Conditions on CNTs
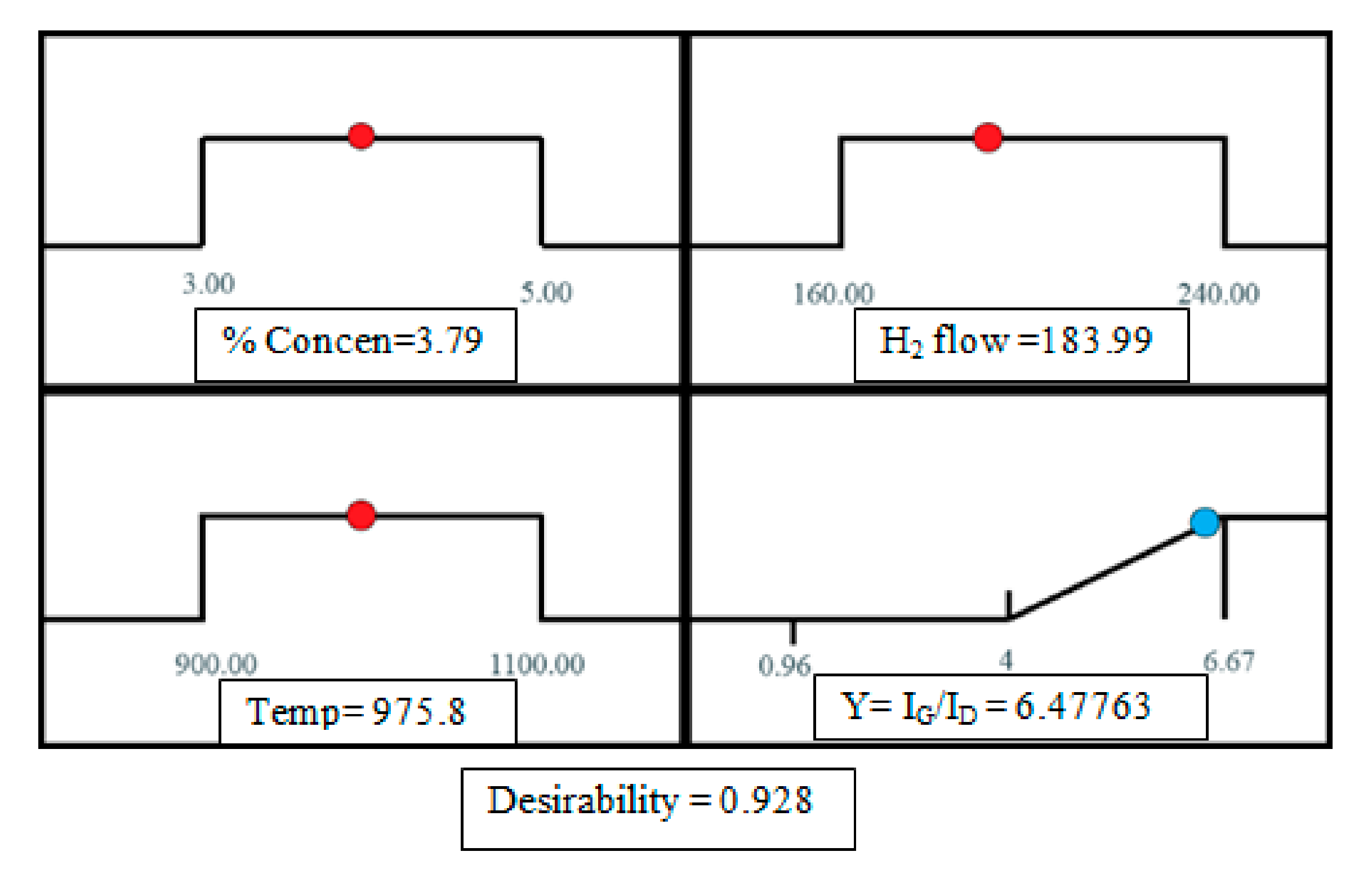
3.4. Optimization Using the Desirability Functions
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Gibson, C.T.; Carnally, S.; Roberts, C.J. Attachment of carbon nanotubes to atomic force microscope probes. Ultramicroscopy 2007, 107, 1118–1122. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Rani, R.; Dilbaghi, N.; Tankeshwar, K.; Kim, K.-H. Carbon nanotubes: A novel material for multifaceted applications in human healthcare. Chem. Soc. Rev. 2017, 46, 158–196. [Google Scholar] [CrossRef] [PubMed]
- Grace, T.; Yu, L.; Gibson, C.; Tune, D.; Alturaif, H.; Al Othman, Z.; Shapter, J. Investigating the effect of carbon nanotube diameter and wall number in carbon nanotube/silicon heterojunction solar cells. Nanomaterials 2016, 6, 52. [Google Scholar] [CrossRef] [PubMed]
- Bai, S.; Li, F.; Yang, Q.; Cheng, H.-M.; Bai, J. Influence of ferrocene/benzene mole ratio on the synthesis of carbon nanostructures. Chem. Phys. Lett. 2003, 376, 83–89. [Google Scholar] [CrossRef]
- Liu, Z.; Robinson, J.T.; Tabakman, S.M.; Yang, K.; Dai, H. Carbon materials for drug delivery & cancer therapy. Mater. Today 2011, 14, 316–323. [Google Scholar]
- Díaz-Flores, P.; Arcibar-Orozco, J.; Perez-Aguilar, N.; Rangel-Mendez, J.; Medina, V.O.; Alcalá-Jáuegui, J. Adsorption of organic compounds onto multiwall and nitrogen-doped carbon nanotubes: Insights into the adsorption mechanisms. Water Air Soil Pollut. 2017, 228, 133. [Google Scholar] [CrossRef]
- Ahn, C.H.; Baek, Y.; Lee, C.; Kim, S.O.; Kim, S.; Lee, S.; Kim, S.-H.; Bae, S.S.; Park, J.; Yoon, J. Carbon nanotube-based membranes: Fabrication and application to desalination. J. Ind. Eng. Chem. 2012, 18, 1551–1559. [Google Scholar] [CrossRef]
- Moisala, A.; Nasibulin, A.G.; Kauppinen, E.I. The role of metal nanoparticles in the catalytic production of single-walled carbon nanotubes—A review. J. Phys. Condens. Matter 2003, 15, S3011. [Google Scholar] [CrossRef]
- Fan, Y.-Y.; Kaufmann, A.; Mukasyan, A.; Varma, A. Single-and multi-wall carbon nanotubes produced using the floating catalyst method: Synthesis, purification and hydrogen up-take. Carbon 2006, 44, 2160–2170. [Google Scholar] [CrossRef]
- José-Yacamán, M.; Miki-Yoshida, M.; Rendon, L.; Santiesteban, J. Catalytic growth of carbon microtubules with fullerene structure. Appl. Phys. Lett. 1993, 62, 657–659. [Google Scholar] [CrossRef]
- Nikoo, M.K.; Saeidi, S.; Lohi, A. A comparative thermodynamic analysis and experimental studies on hydrogen synthesis by supercritical water gasification of glucose. Clean Technol. Environ. Policy 2015, 17, 2267–2288. [Google Scholar] [CrossRef]
- Saeidi, S.; Fazlollahi, F.; Najari, S.; Iranshahi, D.; Klemeš, J.J.; Baxter, L.L. Hydrogen production: Perspectives, separation with special emphasis on kinetics of WGS reaction: A state-of-the-art review. J. Ind. Eng. Chem. 2017, 49, 1–25. [Google Scholar] [CrossRef]
- Saeidi, S.; Amin, N.A.S.; Rahimpour, M.R. Hydrogenation of CO2 to value-added products—A review and potential future developments. J. CO2 Util. 2014, 5, 66–81. [Google Scholar] [CrossRef]
- Saeidi, S.; Najari, S.; Fazlollahi, F.; Nikoo, M.K.; Sefidkon, F.; Klemeš, J.J.; Baxter, L.L. Mechanisms and kinetics of CO2 hydrogenation to value-added products: A detailed review on current status and future trends. Renew. Sustain. Energy Rev. 2017, 80, 1292–1311. [Google Scholar] [CrossRef]
- McKee, G.S.; Deck, C.P.; Vecchio, K.S. Dimensional control of multi-walled carbon nanotubes in floating-catalyst cvd synthesis. Carbon 2009, 47, 2085–2094. [Google Scholar] [CrossRef]
- Othman, R.N.; Kinloch, I.A.; Wilkinson, A.N. Synthesis and characterisation of silica-carbon nanotube hybrid microparticles and their effect on the electrical properties of poly (vinyl alcohol) composites. Carbon 2013, 60, 461–470. [Google Scholar] [CrossRef]
- Li, Q.; Yan, H.; Zhang, J.; Liu, Z. Effect of hydrocarbons precursors on the formation of carbon nanotubes in chemical vapor deposition. Carbon 2004, 42, 829–835. [Google Scholar] [CrossRef]
- Yamada, T.; Namai, T.; Hata, K.; Futaba, D.N.; Mizuno, K.; Fan, J.; Yudasaka, M.; Yumura, M.; Iijima, S. Size-selective growth of double-walled carbon nanotube forests from engineered iron catalysts. Nat. Nanotechnol. 2006, 1, 131–136. [Google Scholar] [CrossRef] [PubMed]
- Dang, F.; Enomoto, N.; Hojo, J.; Enpuku, K. Sonochemical coating of magnetite nanoparticles with silica. Ultrason. Sonochem. 2010, 17, 193–199. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.; Xu, Z.; Shi, L.; Ma, X.; Yang, S. Ultrasonic assisted fabrication of particle reinforced bonds joining aluminum metal matrix composites. Mater. Des. 2011, 32, 343–347. [Google Scholar] [CrossRef]
- Beltowska-Lehman, E.; Indyka, P.; Bigos, A.; Szczerba, M.J.; Kot, M. Ni-W/ZrO2 nanocomposites obtained by ultrasonic dc electrodeposition. Mater. Des. 2015, 80, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Versteeg, V.A.; Avedisian, C.T.; Raj, R. Method and Apparatus for CVD Using Liquid Delivery System with an Ultrasonic Nozzle. U.S. Patent, Patent No. 5451260, 19 September 1995. [Google Scholar]
- Saeidi, S.; Jouybanpour, P.; Mirvakilli, A.; Iranshahi, D.; Klemeš, J.J. A comparative study between modified data envelopment analysis and response surface methodology for optimisation of heterogeneous biodiesel production from waste cooking palm oil. J. Clean. Prod. 2016, 136, 23–30. [Google Scholar] [CrossRef]
- Chen, C.-M.; Dai, Y.-M.; Huang, J.G.; Jehng, J.-M. Intermetallic catalyst for carbon nanotubes (CNTs) growth by thermal chemical vapor deposition method. Carbon 2006, 44, 1808–1820. [Google Scholar] [CrossRef]
- Nariyan, E.; Sillanpää, M.; Wolkersdorfer, C. Uranium removal from pyhäsalmi/finland mine water by batch electrocoagulation and optimization with the response surface methodology. Sep. Purif. Technol. 2018, 193, 386–397. [Google Scholar] [CrossRef]
- Jiang, W.; Joens, J.A.; Dionysiou, D.D.; O’Shea, K.E. Optimization of photocatalytic performance of TiO2 coated glass microspheres using response surface methodology and the application for degradation of dimethyl phthalate. J. Photochem. Photobiol. A Chem. 2013, 262, 7–13. [Google Scholar] [CrossRef]
- Bai, Y.; Saren, G.; Huo, W. Response surface methodology (RSM) in evaluation of the vitamin C concentrations in microwave treated milk. J. Food Sci. Technol. 2015, 52, 4647–4651. [Google Scholar] [CrossRef] [PubMed]
- Dhawane, S.H.; Kumar, T.; Halder, G. Central composite design approach towards optimization of flamboyant pods derived steam activated carbon for its use as heterogeneous catalyst in transesterification of hevea brasiliensis oil. Energy Convers. Manag. 2015, 100, 277–287. [Google Scholar] [CrossRef]
- Habibi, R.; Rashidi, A.M.; Daryan, J.T. Study of the rod-like and spherical nano-ZnO morphology on H2S removal from natural gas. Appl. Surf. Sci. 2010, 257, 434–439. [Google Scholar] [CrossRef]
- Živković, J.; Šavikin, K.; Janković, T.; Ćujić, N.; Menković, N. Optimization of ultrasound-assisted extraction of polyphenolic compounds from pomegranate peel using response surface methodology. Sep. Purif. Technol. 2018, 194, 40–47. [Google Scholar] [CrossRef]
- Li, J.; Liu, Q.; qing Ji, Q.; Lai, B. Degradation of p-nitrophenol (PNP) in aqueous solution by Fe0-PM-PS system through response surface methodology (RSM). Appl. Catal. B Environ. 2017, 200, 633–646. [Google Scholar] [CrossRef]
- Ghorbani, F.; Younesi, H.; Ghasempouri, S.M.; Zinatizadeh, A.A.; Amini, M.; Daneshi, A. Application of response surface methodology for optimization of cadmium biosorption in an aqueous solution by saccharomyces cerevisiae. Chem. Eng. J. 2008, 145, 267–275. [Google Scholar] [CrossRef]
- Lehman, J.H.; Terrones, M.; Mansfield, E.; Hurst, K.E.; Meunier, V. Evaluating the characteristics of multiwall carbon nanotubes. Carbon 2011, 49, 2581–2602. [Google Scholar] [CrossRef]
- Saito, R.; Hofmann, M.; Dresselhaus, G.; Jorio, A.; Dresselhaus, M. Raman spectroscopy of graphene and carbon nanotubes. Adv. Phys. 2011, 60, 413–550. [Google Scholar] [CrossRef]
- Dresselhaus, M.S.; Dresselhaus, G.; Saito, R.; Jorio, A. Raman spectroscopy of carbon nanotubes. Phys. Rep. 2005, 409, 47–99. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Range and Level | ||||
|---|---|---|---|---|---|
| −α | −1 | 0 | 1 | +α | |
| Catalyst concentration (wt %) (x1) | 2 | 3 | 4 | 5 | 6 |
| Reaction temperature (°C) (x2) | 800 | 900 | 1000 | 1100 | 1200 |
| Hydrogen flow (cm3/min) (x3) | 120 | 100 | 200 | 240 | 280 |
| Methods | Carbon Structure (wt %) | ||
|---|---|---|---|
| Amorphous Carbon | SWNT | MWNT | |
| Ultrasonic bath | 7 | 30 | 45 |
| Stirring heater | 65 | 7 | 8 |
| Run No. | Catalyst Concentration (wt %) | Hydrogen Flow Rate (cm3/min) | Temperature (°C) | Raman (IG/ID) |
|---|---|---|---|---|
| 1 | 3 | 160 | 900 | 5.4 |
| 2 | 5 | 160 | 900 | 4.4 |
| 3 | 6 | 200 | 1000 | 2.83 |
| 4 | 5 | 240 | 1100 | 1.87 |
| 5 | 4 | 200 | 1000 | 6 |
| 6 | 4 | 200 | 1000 | 6.67 |
| 7 | 4 | 200 | 1200 | 0.96 |
| 8 | 4 | 200 | 1000 | 6.33 |
| 9 | 4 | 120 | 1000 | 3.7 |
| 10 | 3 | 240 | 900 | 3.2 |
| 11 | 4 | 280 | 1000 | 1.05 |
| 12 | 2 | 200 | 1000 | 3.8 |
| 13 | 4 | 200 | 1000 | 6.48 |
| 14 | 4 | 200 | 800 | 2.00 |
| 15 | 3 | 160 | 1100 | 3.26 |
| 16 | 5 | 240 | 900 | 2.5 |
| 17 | 4 | 200 | 1000 | 6.3 |
| 18 | 5 | 160 | 1100 | 2.92 |
| 19 | 3 | 240 | 1100 | 2.16 |
| 20 | 4 | 200 | 1000 | 5.88 |
| Source | Sum of Square | DF | Mean Square | F-Value | p-Value | Remarks |
|---|---|---|---|---|---|---|
| Model | 68.11 | 9 | 7.57 | 60.71 | <0.0001 | significant |
| A | 1.14 | 1 | 1.14 | 9.14 | 0.0128 | |
| B | 8.34 | 1 | 8.34 | 66.89 | <0.0001 | |
| C | 3.39 | 1 | 3.39 | 27.23 | 0.0004 | |
| A2 | 14.29 | 1 | 14.29 | 114.63 | <0.0001 | |
| B2 | 24.59 | 1 | 24.59 | 197.23 | <0.0001 | |
| C2 | 36.97 | 1 | 36.97 | 296.59 | <0.0001 | |
| AB | 0.015 | 1 | 0.015 | 0.12 | 0.7332 | |
| BC | 0.48 | 1 | 0.48 | 3.81 | 0.0794 | |
| AC | 0.14 | 1 | 0.14 | 1.15 | 0.3091 | |
| Residual | 1.25 | 10 | 0.12 | |||
| Lack of fit | 0.81 | 5 | 0.16 | 1.88 | 0.2532 | not significant |
| Pure error | 0.43 | 5 | 0.087 | |||
| Cor total | 69.36 | 19 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammadian, N.; Ghoreishi, S.M.; Hafeziyeh, S.; Saeidi, S.; Dionysiou, D.D. Optimization of Synthesis Conditions of Carbon Nanotubes via Ultrasonic-Assisted Floating Catalyst Deposition Using Response Surface Methodology. Nanomaterials 2018, 8, 316. https://doi.org/10.3390/nano8050316
Mohammadian N, Ghoreishi SM, Hafeziyeh S, Saeidi S, Dionysiou DD. Optimization of Synthesis Conditions of Carbon Nanotubes via Ultrasonic-Assisted Floating Catalyst Deposition Using Response Surface Methodology. Nanomaterials. 2018; 8(5):316. https://doi.org/10.3390/nano8050316
Chicago/Turabian StyleMohammadian, Narges, Seyyed M. Ghoreishi, Samira Hafeziyeh, Samrand Saeidi, and Dionysios D. Dionysiou. 2018. "Optimization of Synthesis Conditions of Carbon Nanotubes via Ultrasonic-Assisted Floating Catalyst Deposition Using Response Surface Methodology" Nanomaterials 8, no. 5: 316. https://doi.org/10.3390/nano8050316
APA StyleMohammadian, N., Ghoreishi, S. M., Hafeziyeh, S., Saeidi, S., & Dionysiou, D. D. (2018). Optimization of Synthesis Conditions of Carbon Nanotubes via Ultrasonic-Assisted Floating Catalyst Deposition Using Response Surface Methodology. Nanomaterials, 8(5), 316. https://doi.org/10.3390/nano8050316