Deformation Behavior of Foam Laser Targets Fabricated by Two-Photon Polymerization


Abstract
:1. Introduction
2. Experimental
2.1. Photo-Resins and Properties
2.2. 2PP Microfabrication
2.3. Structure Development, Drying, and Characterization
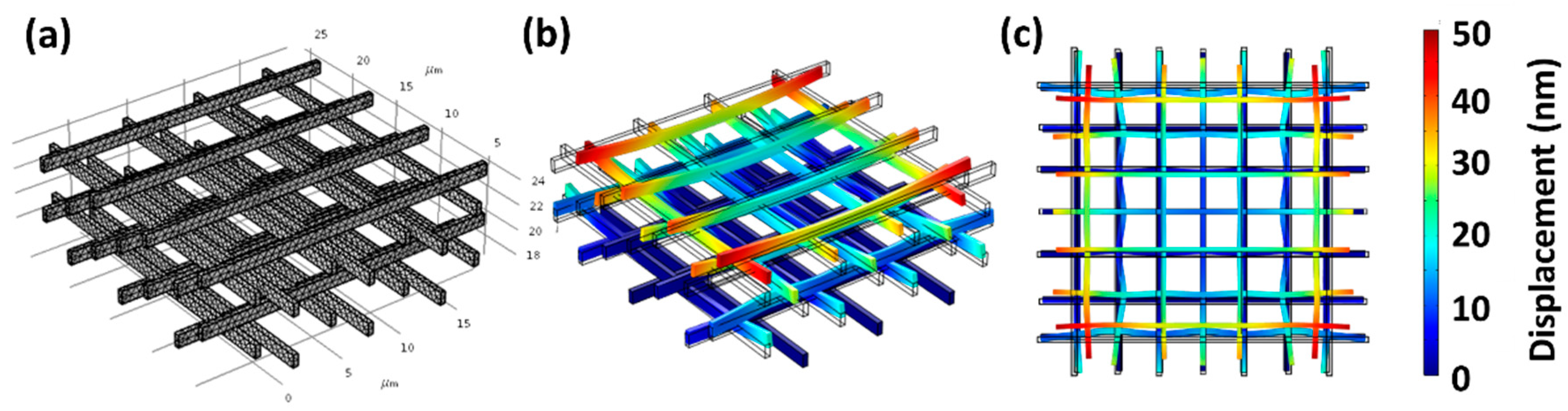
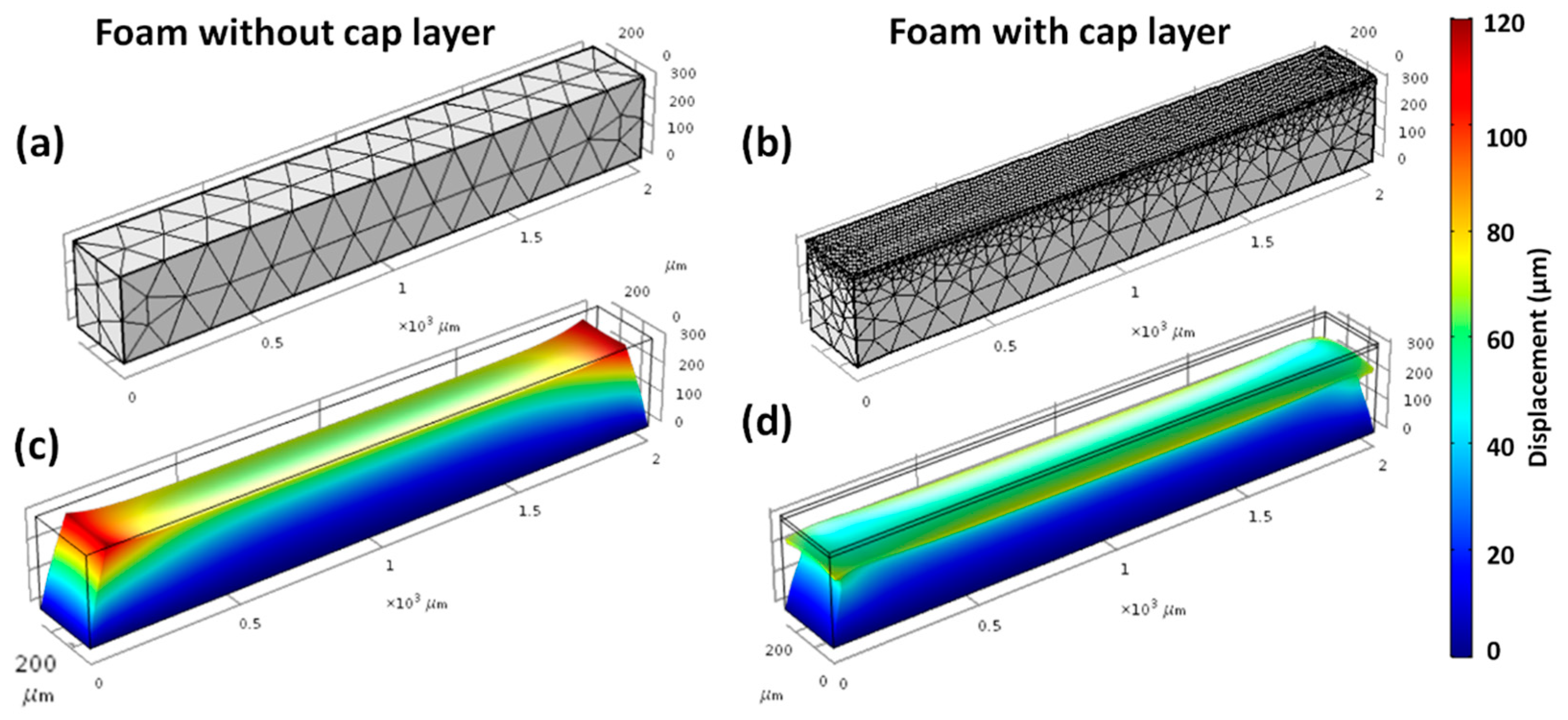
2.4. Finite Element Analysis
3. Results and Discussion
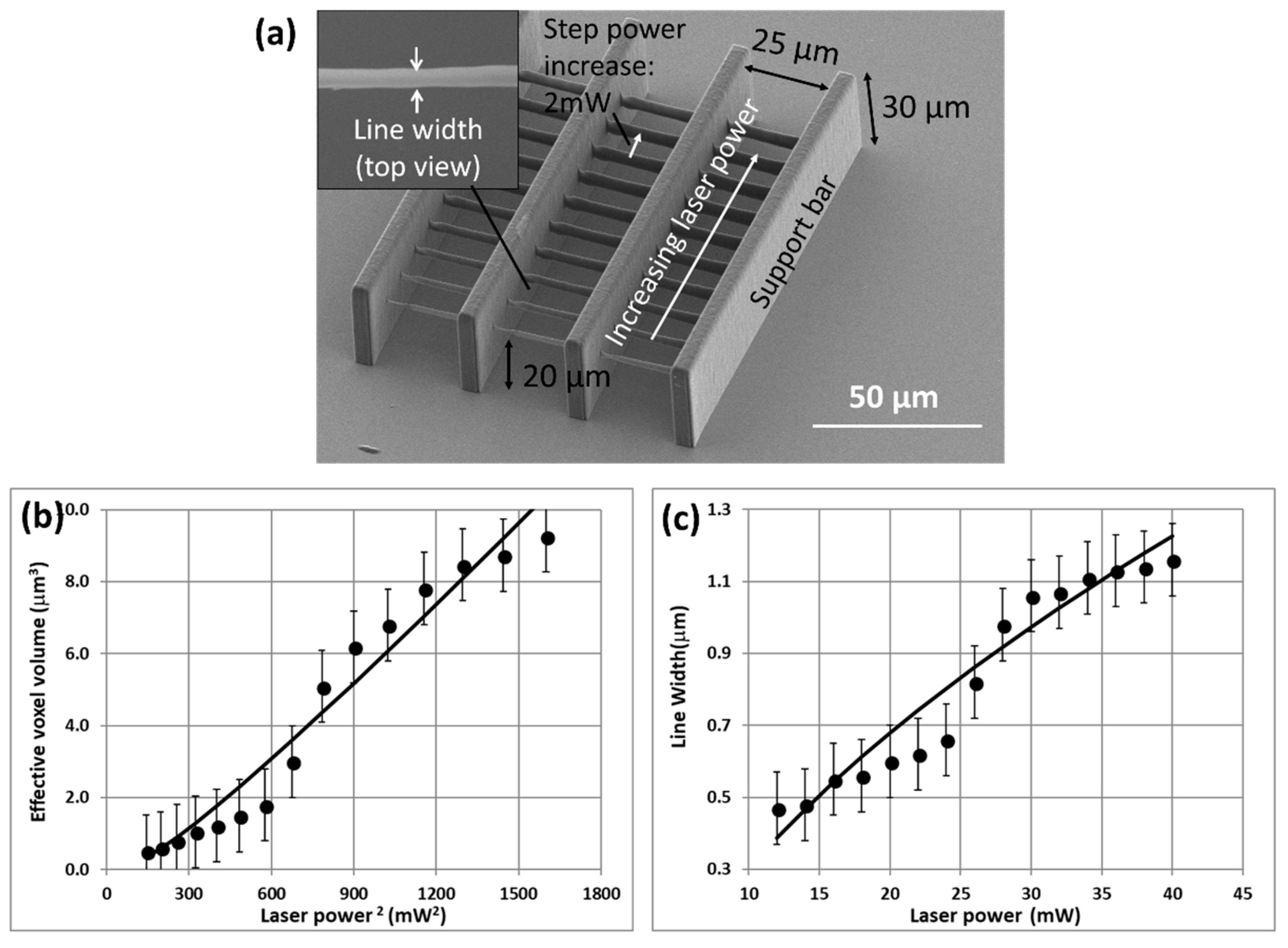
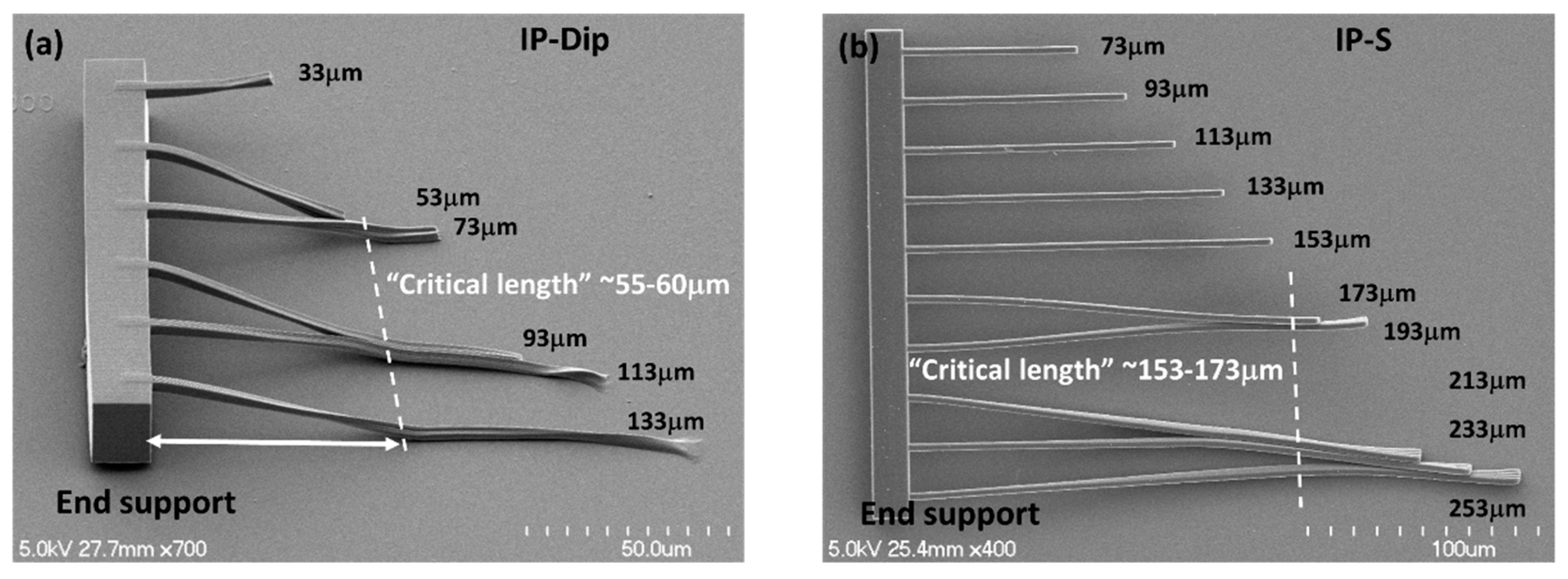
3.1. Structural Resolution of ID-Dip and IP-S Resin
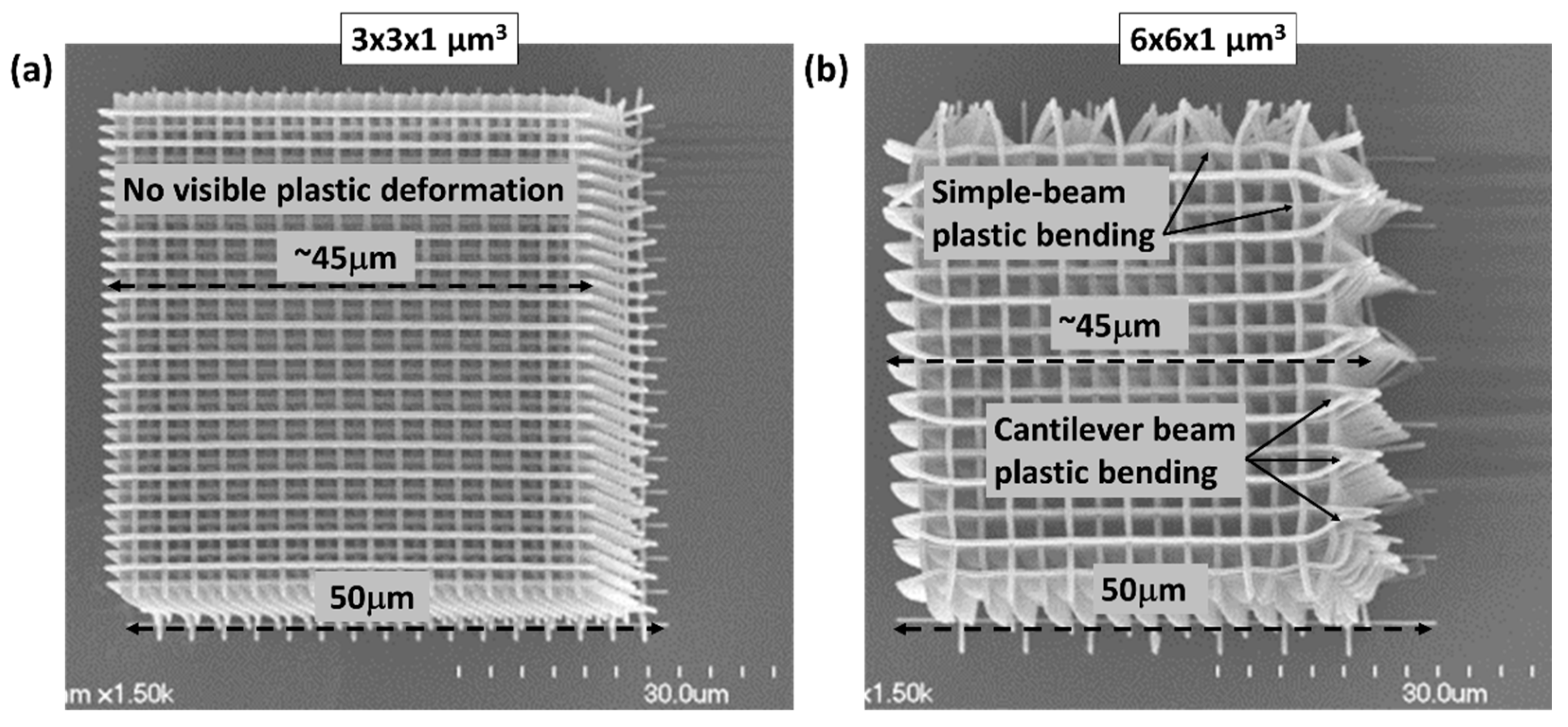
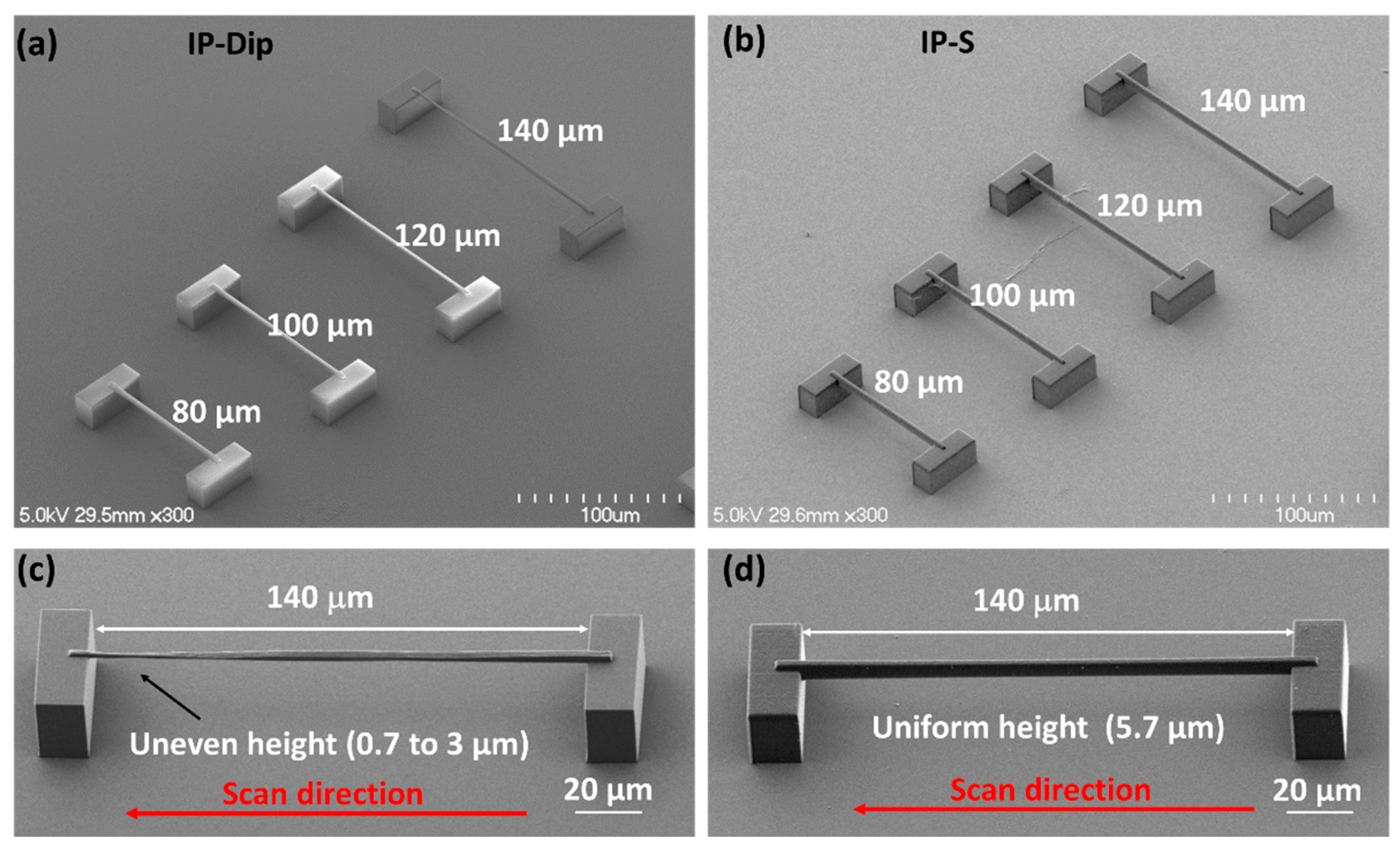
3.2. Plastic Strain in Simple Beam Structures Written in IP-Dip and IP-S Resins
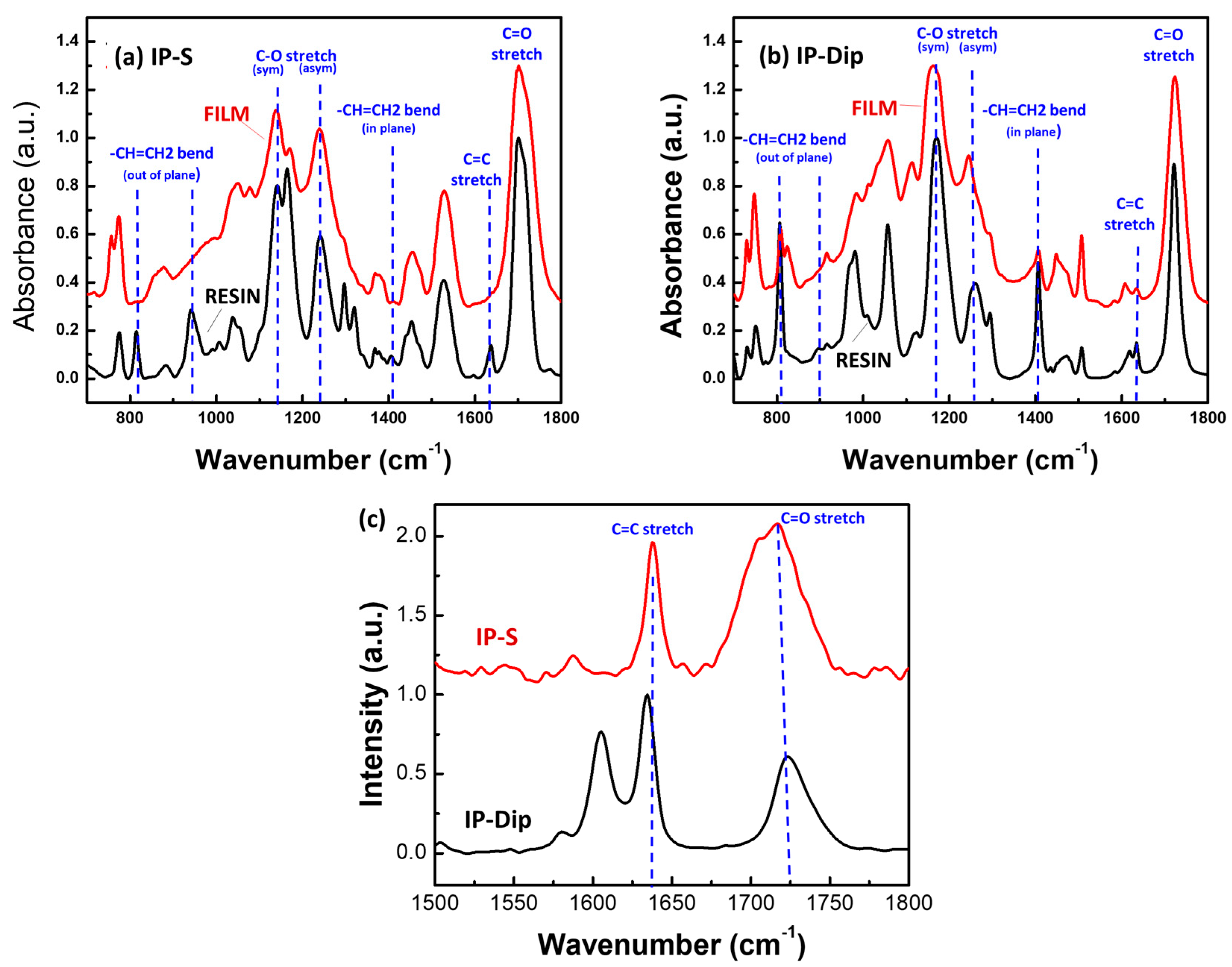
3.3. Fourier Transform Infrared and Micro-Raman Vibrational Spectroscopy of Resin Conversion
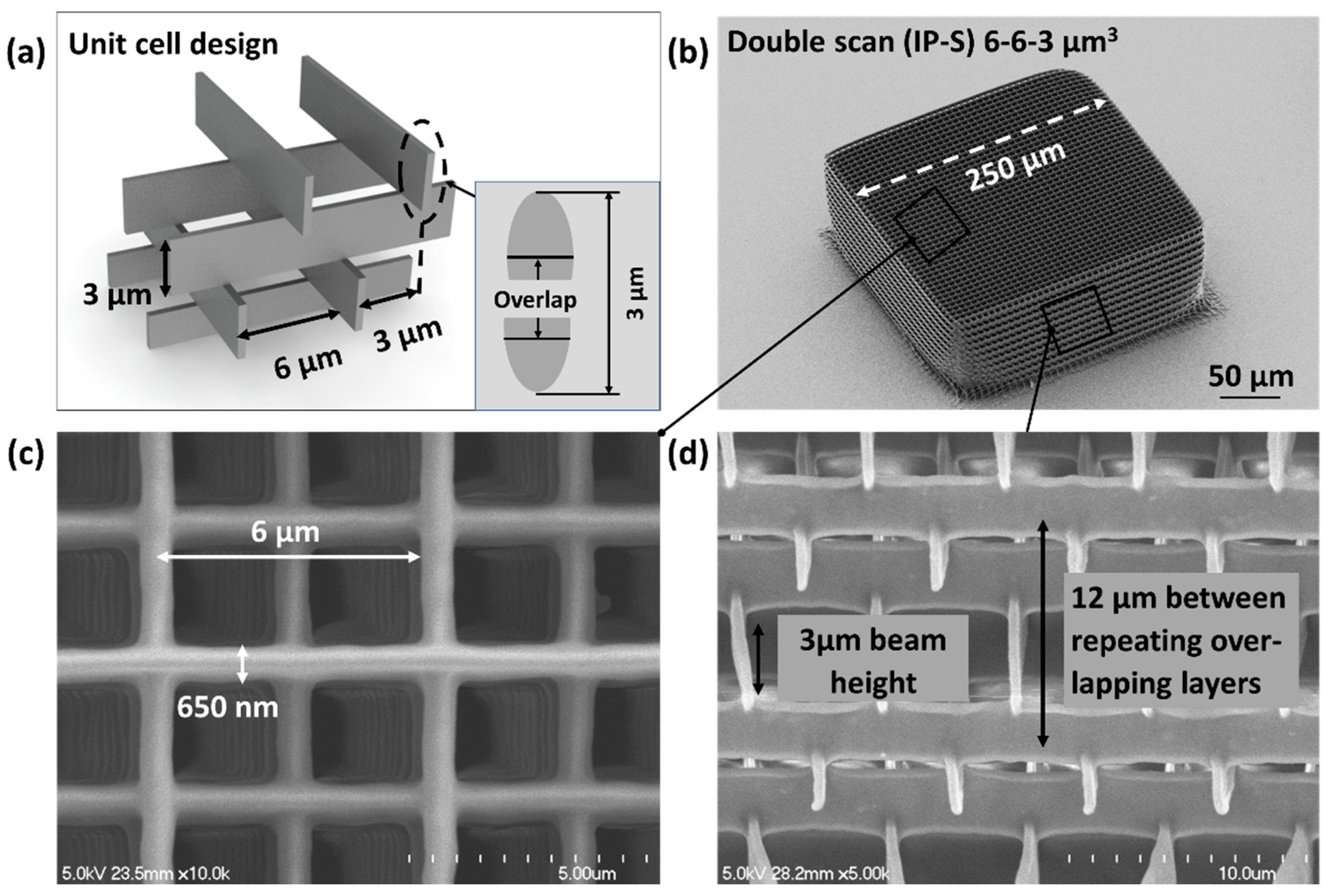
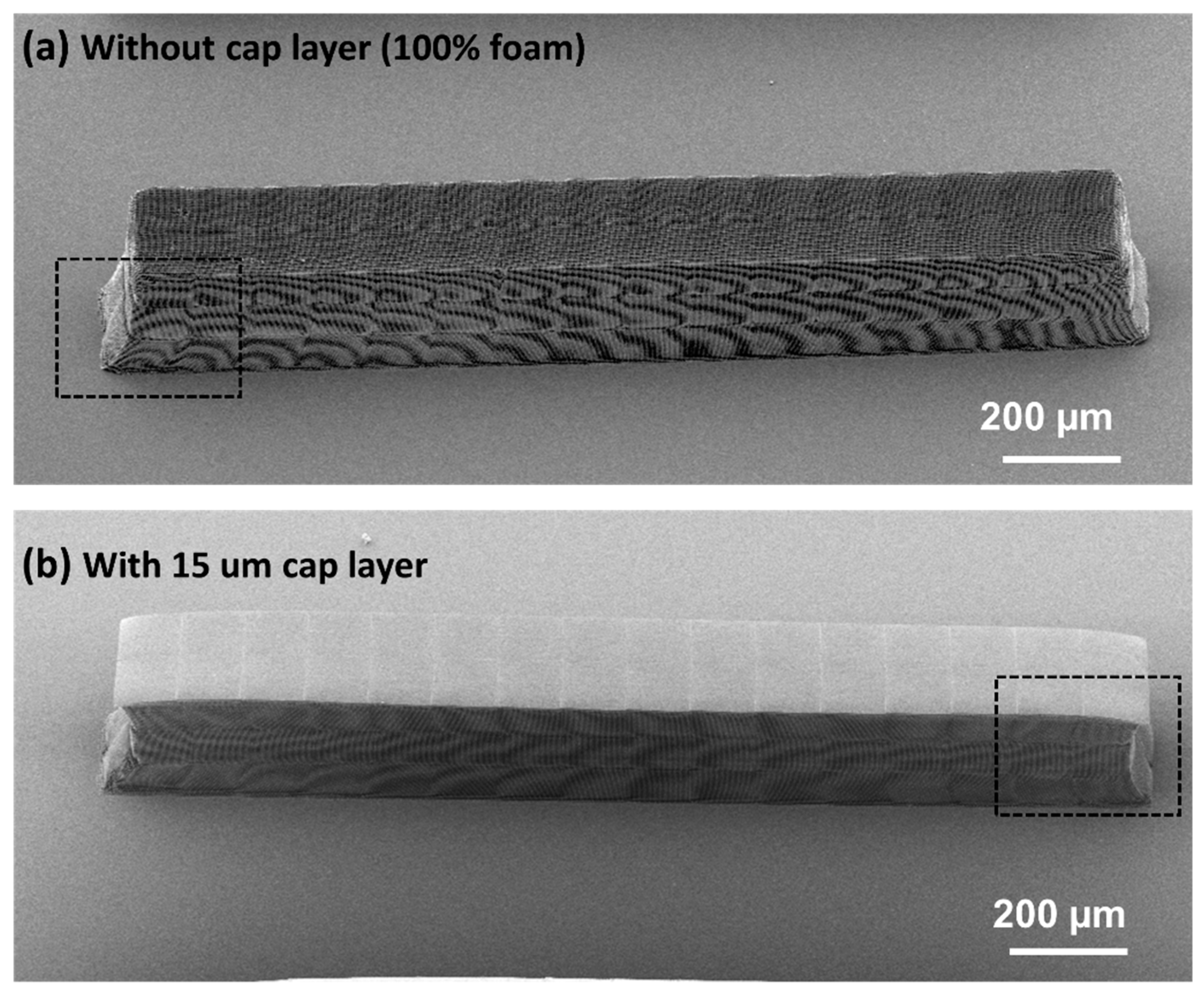
3.4. Fabrication of Foam Rods in IP-Dip and IP-S Resins
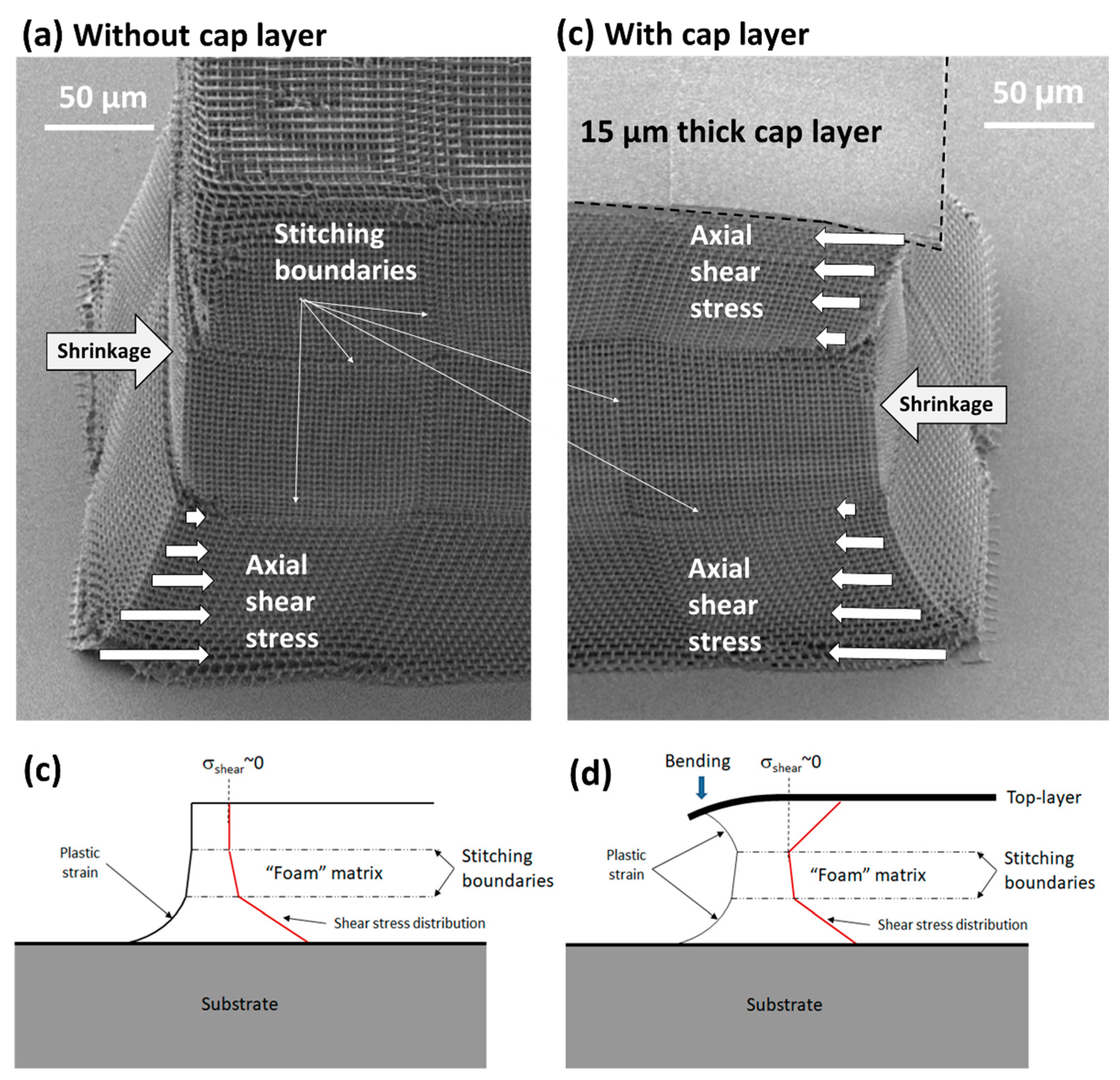
3.5. Analysis of Shrinkage and Deformation in IP-Dip Foam Rods
4. Summary and Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- National Research Council. Frontiers in High Energy Density Physics: The x-Games of Contemporary Science, 1st ed.; The National Academies Press: Washington, DC, USA, 2003. [Google Scholar]
- McCrory, R.; Meyerhofer, D.; Betti, R.; Craxton, R.; Delettrez, J.; Edgell, D.; Glebov, V.Y.; Goncharov, V.; Harding, D.; Jacobs-Perkins, D.; et al. Progress in direct-drive inertial confinement fusion. Phys. Plasmas 2008, 15, 055503. [Google Scholar] [CrossRef] [Green Version]
- Rambo, P.K.; Smith, I.C.; Porter, J.L.; Hurst, M.J.; Speas, C.S.; Adams, R.G.; Garcia, A.J.; Dawson, E.; Thurston, B.D.; Wakefield, C. Z-Beamlet: A multikilojoule, terawatt-class laser system. Appl. Opt. 2005, 44, 2421–2430. [Google Scholar] [CrossRef] [PubMed]
- Spaeth, M.L.; Manes, K.; Kalantar, D.; Miller, P.; Heebner, J.; Bliss, E.; Spec, D.; Parham, T.; Whitman, P.; Wegner, P. Description of the NIF laser. Fusion Sci. Technol. 2016, 69, 25–145. [Google Scholar] [CrossRef]
- Bernat, T.; Campbell, J.; Petta, N.; Sakellari, I.; Koo, S.; Yoo, J.-H.; Grigoropoulos, C. Fabrication of micron-scale cylindrical tubes by two-photon polymerization. Fusion Sci. Technol. 2016, 70, 310–315. [Google Scholar] [CrossRef]
- Jiang, L.; Campbell, J.; Lu, Y.; Bernat, T.; Petta, N. Direct writing target structures by two-photon polymerization. Fusion Sci. Technol. 2016, 70, 295–309. [Google Scholar] [CrossRef]
- Jiang, L.; Campbell, J.; Lu, Y.; Bernat, T.; Petta, N. Precision fabrication of laser targets: Development of 2-photon polymerization as a next-generation tool. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Atlanta, GA, USA, 18–22 October 2015. [Google Scholar]
- Jiang, L.J.; Maruo, S.; Osellame, R.; Xiong, W.; Campbell, J.H.; Lu, Y.F. Femtosecond laser direct writing in transparent materials based on nonlinear absorption. MRS Bull. 2016, 41, 975–983. [Google Scholar] [CrossRef]
- Stein, O.; Liu, Y.; Streit, J.; Campbell, J.; Lu, Y.; Aglitskiy, Y.; Petta, N. Fabrication of low-density shock-propagation targets using two-photon polymerization. Fusion Sci. Technol. 2018, 73, 153–165. [Google Scholar] [CrossRef]
- Oakdale, J.S.; Smith, R.F.; Forien, J.B.; Smith, W.L.; Ali, S.J.; Bayu Aji, L.B.; Willey, T.M.; Ye, J.; van Buuren, A.W.; Worthington, M.A. Direct laser writing of low-density interdigitated foams for plasma drive shaping. Adv. Funct. Mater. 2017, 27, 1702425. [Google Scholar] [CrossRef]
- Baldacchini, T. Three-Dimensional Microfabrication Using Two-Photon Polymerization: Fundamentals, Technology, and Applications, 1st ed.; William Andrew: Waltham, MA. USA, 2015. [Google Scholar]
- Lindl, J. Inertial confinement fusion: The quest for ignition and energy gain using indrect drive. Nucl. Fusion 1999, 39, 825. [Google Scholar]
- Mačiulaitis, J.; Deveikytė, M.; Rekštytė, S.; Bratchikov, M.; Darinskas, A.; Šimbelytė, A.; Daunoras, G.; Laurinavičienė, A.; Laurinavičius, A.; Gudas, R. Preclinical study of SZ2080 material 3D microstructured scaffolds for cartilage tissue engineering made by femtosecond direct laser writing lithography. Biofabrication 2015, 7, 015015. [Google Scholar] [CrossRef] [PubMed]
- Jiang, L.; Xiong, W.; Zhou, Y.; Liu, Y.; Huang, X.; Li, D.; Baldacchini, T.; Jiang, L.; Lu, Y. Performance comparison of acrylic and thiol-acrylic resins in two-photon polymerization. Opt. Express 2016, 24, 13687–13701. [Google Scholar] [CrossRef] [PubMed]
- Žukauskas, A.; Matulaitienė, I.; Paipulas, D.; Niaura, G.; Malinauskas, M.; Gadonas, R. Tuning the refractive index in 3D direct laser writing lithography: Towards grin microoptics. Laser Photonics Rev. 2015, 9, 706–712. [Google Scholar] [CrossRef]
- Lemma, E.D.; Rizzi, F.; Dattoma, T.; Spagnolo, B.; Sileo, L.; Qualtieri, A.; De Vittorio, M.; Pisanello, F. Mechanical properties tunability of three-dimensional polymeric structures in two-photon lithography. IEEE Trans. Nanotechnol. 2017, 16, 23–31. [Google Scholar] [CrossRef]
- König, K.; Uchugonova, A.; Straub, M.; Zhang, H.; Licht, M.; Afshar, M.; Feili, D.; Seidel, H. Sub-100 nm material processing and imaging with a sub-15 femtosecond laser scanning microscope. J. Laser Appl. 2012, 24, 042009. [Google Scholar] [CrossRef] [Green Version]
- Oakdale, J.S.; Ye, J.; Smith, W.L.; Biener, J. Post-print uv curing method for improving the mechanical properties of prototypes derived from two-photon lithography. Opt. Express 2016, 24, 27077–27086. [Google Scholar] [CrossRef] [PubMed]
- O’Brien, A.K.; Cramer, N.B.; Bowman, C.N. Oxygen inhibition in thiol-acrylate photopolymerizations. J. Polym. Sci. Pol. Chem. 2006, 44, 2007–2014. [Google Scholar] [CrossRef]
- Jiang, L.J.; Zhou, Y.S.; Xiong, W.; Gao, Y.; Huang, X.; Jiang, L.; Baldacchini, T.; Silvain, J.-F.; Lu, Y.F. Two-photon polymerization: Investigation of chemical and mechanical properties of resins using raman microspectroscopy. Opt. Lett. 2014, 39, 3034–3037. [Google Scholar] [CrossRef] [PubMed]
- Paz, V.F.; Emons, M.; Obata, K.; Ovsianikov, A.; Peterhänsel, S.; Frenner, K.; Reinhardt, C.; Chichkov, B.; Morgner, U.; Osten, W. Development of functional sub-100 nm structures with 3D two-photon polymerization technique and optical methods for characterization. J. Laser Appl. 2012, 24, 042004. [Google Scholar] [CrossRef] [Green Version]
- Greaves, G.N.; Greer, A.; Lakes, R.; Rouxel, T. Poisson’s ratio and modern materials. Nat. Mater. 2011, 10, 823. [Google Scholar] [CrossRef] [PubMed]
- Ashby, M. The properties of foams and lattices. Philos. Trans. R. Soc. Lond. A Math. Phys. Eng. Sci. 2006, 364, 15–30. [Google Scholar] [CrossRef] [PubMed]
- Hsu, W.-H.; Masim, F.C.P.; Balčytis, A.; Juodkazis, S.; Hatanaka, K. Dynamic position shifts of x-ray emission from a water film induced by a pair of time-delayed femtosecond laser pulses. Opt. Express 2017, 25, 24109–24118. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.S.; Yang, D.Y.; Park, S.H.; Kim, R.H. Recent developments in the use of two-photon polymerization in precise 2D and 3D microfabrications. Polym. Adv. Technol. 2006, 17, 72–82. [Google Scholar] [CrossRef]
- Serbin, J.; Egbert, A.; Ostendorf, A.; Chichkov, B.; Houbertz, R.; Domann, G.; Schulz, J.; Cronauer, C.; Fröhlich, L.; Popall, M. Femtosecond laser-induced two-photon polymerization of inorganic–organic hybrid materials for applications in photonics. Opt. Lett. 2003, 28, 301–303. [Google Scholar] [CrossRef] [PubMed]
- Leatherdale, C.A.; DeVoe, R.J. Two-photon microfabrication using two-component photoinitiation systems: Effect of photosensitizer and acceptor concentrations, In Nonlinear Optical Transmission and Multiphoton Processes in Organics. In Proceedings of the Optical Science and Technology, Spie’s 48th Annual Meeting, San Diego, CA, USA, 3–8 August 2003. [Google Scholar]
- Thiel, M.; Fischer, J.; von Freymann, G.; Wegener, M. Direct laser writing of three-dimensional submicron structures using a continuous-wave laser at 532 nm. Appl. Phys. Lett. 2010, 97, 221102. [Google Scholar] [CrossRef]
- Takada, K.; Kaneko, K.; Li, Y.-D.; Kawata, S.; Chen, Q.-D.; Sun, H.-B. Temperature effects on pinpoint photopolymerization and polymerized micronanostructures. Appl. Phys. Lett. 2008, 92, 041902. [Google Scholar] [CrossRef]
- Rekštytė, S.; Jonavičius, T.; Gailevičius, D.; Malinauskas, M.; Mizeikis, V.; Gamaly, E.G.; Juodkazis, S. Nanoscale precision of 3D polymerization via polarization control. Adv. Opt. Mater 2016, 4, 1209–1214. [Google Scholar] [CrossRef]
- Mueller, J.B.; Fischer, J.; Mange, Y.J.; Nann, T.; Wegener, M. In-situ local temperature measurement during three-dimensional direct laser writing. Appl. Phys. Lett. 2013, 103, 123107. [Google Scholar] [CrossRef]
- Juodkazis, S.; Mizeikis, V.; Seet, K.K.; Misawa, H.; Wegst, U.G. Mechanical properties and tuning of three-dimensional polymeric photonic crystals. Appl. Phys. Lett. 2007, 91, 241904. [Google Scholar] [CrossRef]
- Liu, J.-L.; Feng, X.-Q.; Xia, R.; Zhao, H.-P. Hierarchical capillary adhesion of microcantilevers or hairs. J. Phys. D: Appl. Phys. 2007, 40, 5564. [Google Scholar] [CrossRef]
- Yoshimoto, K.; Stoykovich, M.P.; Cao, H.; de Pablo, J.J.; Nealey, P.F.; Drugan, W.J. A two-dimensional model of the deformation of photoresist structures using elastoplastic polymer properties. J. Appl. Phys. 2004, 96, 1857–1865. [Google Scholar] [CrossRef]
- Mastrangelo, C.; Hsu, C. Mechanical stability and adhesion of microstructures under capillary forces. Ii. Experiments. J. Microelectromech. Syst. 1993, 2, 44–55. [Google Scholar] [CrossRef]
- Mastrangelo, C. Adhesion-related failure mechanisms in micromechanical devices. Tribol. Lett. 1997, 3, 223–238. [Google Scholar] [CrossRef]
- Guney, M.; Fedder, G. Estimation of line dimensions in 3D direct laser writing lithography. J. Micromech. Microeng. 2016, 26, 105011. [Google Scholar] [CrossRef] [Green Version]
- Shukla, A.K.; Palani, I.; Manivannan, A. Laser-assisted dry, wet texturing and phase transformation of flexible polyethylene terephthalate substrate revealed by raman and ultraviolet-visible spectroscopic studies. J. Laser Appl. 2018, 30, 022008. [Google Scholar] [CrossRef]
- Suzuki, T.; Morikawa, J.; Hashimoto, T.; Buividas, R.; Gervinskas, G.; Paipulas, D.; Malinauskas, M.; Mizeikis, V.; Juodkazis, S. Thermal and optical properties of sol-gel and su-8 resists. In Advanced Fabrication Technol. Micro/Nano Optics Photonics V, 82490K; International Society for Optics and Photonics: Bellingham, WA, USA, 2012. [Google Scholar]
- Harris, D.C.; Bertolucci, M.D. Symmetry and Spectroscopy: An Introduction to Vibrational and Electronic Spectroscopy; Chapter 3; Dover Publication: New York, NY, USA, 1989. [Google Scholar]
- Colthup, N.B.; Daly, L.H.; Wiberley, S.E. Introduction Infrared Raman Spectroscopy; Elsevier, Academic Press: San Diego, CA, USA, 2012. [Google Scholar]
- Smith, B.C. Infrared Spectral Interpretation: A Systematic Approach; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Socrates, G. Infrared and Raman Characteristic Group Frequencies: Tables and Charts; John Wiley & Sons: Chichester, UK, 2001. [Google Scholar]
- Ovsianikov, A.; Shizhou, X.; Farsari, M.; Vamvakaki, M.; Fotakis, C.; Chichkov, B.N. Shrinkage of microstructures produced by two-photon polymerization of Zr-based hybrid photosensitive materials. Opt. Express 2009, 17, 2143–2148. [Google Scholar] [CrossRef] [PubMed]
- LaFratta, C.N.; Baldacchini, T. Two-photon polymerization metrology: Characterization methods of mechanisms and microstructures. Micromachines 2017, 8, 101. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Viertl, J.; Chichkov, B.; Oubaha, M.; MacCraith, B.; Sakellari, I.; Giakoumaki, A.; Gray, D.; Vamvakaki, M.; Farsari, M.; et al. Ultra-low shrinkage hybrid photosensitive material for two-photon polymerization microfabrication. ACS Nano 2008, 2, 2257–2262. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Analysis of Resins | ||||||
| Resin | Carbon (at.%) | Hydrogen (at.%) | Nitrogen (at.%) | Oxygen (at.%) | Empirical Formula | |
| IP-Dip | 40.2 | 46 | 0.04 | 13.7 | CH2N0.001O0.34 | |
| IP-S | 31.5 | 54.1 | 5.8 | 11.8 | CH1.72N0.086O0.37 | |
| Physical and Mechanical Properties | ||||||
| Resin | Density (liq) (g/cm3) | Density (s)(g/cm3) * | Young’s Modulus (GPa) | Hardness (MPa) | Poisson’s Ratio *** | Refractive Index |
| IP-Dip | 1.14–1.19 | 1.2 | 0.75–2.5 **, 4.5 | 152 | 0.35 | 1.52 |
| IP-S | 1.16–1.19 | 1.2 | 4.6 | 160 | 0.35 | 1.48 |
| Parameter | Units | IP-DIP | IP-S |
|---|---|---|---|
| Final focusing power | 63X | 25X | |
| Numerical aperture (NA) | 1.4 | 0.8 | |
| Refractive index | 1.52 | 1.48 | |
| Wavelength | µm | 0.78 | 0.78 |
| Beam waist (calculated) | µm | 0.27 | 0.46 |
| Focal spot area (calculated) | µm2 | 0.23 | 0.66 |
| Pulse energy | nJ | 0.19 | 0.21 |
| Pulse length | fs | 100 | 100 |
| Pulse peak power | kW | 1.9 | 2.1 |
| Peak irradiance | kW/µm2 | 8.2 | 3.2 |
| Pulse repetition rate | MHz | 80 | 80 |
| Average power | mW | 15 | 17 |
| Scan speed | µm/s | 10,000 | 10,000 |
| Line width (at 1cm/s scan) | µm | 0.4 | 0.65 |
| Shots/micron scanned | ~8000 | ~8000 |
| Band (cm−1) | Group and Mode | IP-S: Peak Intensity | IP-Dip: Peak Intensity | ||||
|---|---|---|---|---|---|---|---|
| Resin | UV-Cured Film | DC | Resin | UV-Cured Film | DC | ||
| ~1635 | C=C stretch | 0.06 | 0 | 100 | 0.07 | 0.02 | 71.43 |
| ~1405 | C=C bend | 0.03 | 0 | 100 | 0.34 | 0.08 | 76.47 |
| ~940 | C=C bend | 0.11 | 0 | 100 | N.D. | N.D. | N.D. |
| ~810 | C=C bend | 0.1 | 0 | 100 | 0.41 | 0.07 | 82.93 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Campbell, J.H.; Stein, O.; Jiang, L.; Hund, J.; Lu, Y. Deformation Behavior of Foam Laser Targets Fabricated by Two-Photon Polymerization. Nanomaterials 2018, 8, 498. https://doi.org/10.3390/nano8070498
Liu Y, Campbell JH, Stein O, Jiang L, Hund J, Lu Y. Deformation Behavior of Foam Laser Targets Fabricated by Two-Photon Polymerization. Nanomaterials. 2018; 8(7):498. https://doi.org/10.3390/nano8070498
Chicago/Turabian StyleLiu, Ying, John H. Campbell, Ori Stein, Lijia Jiang, Jared Hund, and Yongfeng Lu. 2018. "Deformation Behavior of Foam Laser Targets Fabricated by Two-Photon Polymerization" Nanomaterials 8, no. 7: 498. https://doi.org/10.3390/nano8070498
APA StyleLiu, Y., Campbell, J. H., Stein, O., Jiang, L., Hund, J., & Lu, Y. (2018). Deformation Behavior of Foam Laser Targets Fabricated by Two-Photon Polymerization. Nanomaterials, 8(7), 498. https://doi.org/10.3390/nano8070498