1. Introduction
The technologies and the methods for the production and spread of traditional bituminous mixtures, classified as hot mix asphalt (HMA), have experienced a remarkable development over the years, passing from manual to modern high-level automated equipment.
During this time, in these production processes, the temperature control is a crucial factor to reach high performances. In fact, the choice of temperature can affect the coating of aggregates by bitumen, the stability of the mixture, the compaction of layers and, finally, can ensure good performance of the long-term pavement road.
For the traditional bituminous mixtures, the control of the temperature, normally in the range 140–170 °C, involves various phases, from the production to the compaction. In case of surpassing the correct temperature, the mixture can overheat and accelerate the binder ageing process; high temperature can also affect long-term performance and determine an increase in fuel and energy consumption, emissions, and harmful fumes, both at the production plant and at the site of interest. On the contrary, low temperatures applied on traditional bituminous mixtures, even if they reduce oxidative hardening which should reduce susceptibility to cracking by improving pavement flexibility and longevity, can produce low compaction reducing pavement life.
Researchers have carried out studies to reduce the mixing/compaction temperature in the mixtures since the 1970s [
1] by utilizing moisture in the aggregate, foaming the binder, and, of course, using emulsified asphalts.
The technology of warm mix asphalt (WMA) and its potential benefits initiated significant interest in the last two decades both in Europe [
2] and in other countries interested in economical, environmentally friendly paving materials [
3,
4,
5].
The benefits deriving from the use of WMA are many, starting from the reduction in energy consumption due to lower temperatures. Considering energy save during mix production, Hasan et al. [
6] observed that savings between 23% and 29% can be obtained by using WMA rather than HMA.
HMA, on the other hand, requires heating the binder to high temperatures to ensure that it is fluid enough to be able to completely coat the aggregates, to allow easy workability of the mixture during laying and compaction, and for durability of the road pavement over the years [
7]. WMA technologies allow the reduction in manufacturing and compaction temperatures. With the use of WMA, it is therefore possible to reduce emissions, harmful fumes resulting in a lower risk to workers’ health. However, reduced manufacturing temperatures can affect the drying process of the aggregates before mixing, and proper aggregates–bitumen adhesion/coating, and consequently it is a WMA issue. Numerous studies have addressed it by quantifying water sensitivity, some use mixture properties [
8,
9,
10,
11], while others use aggregates–bitumen interface properties [
12,
13,
14]. There are different methods that can be used to reduce the viscosity of the bitumen at lower temperatures [
15]: foamed methods, organic additives and waxes, and chemical additives, and consequently water sensitivity depends on it [
16]. In addition, it is important to evaluate the ageing effect on it [
17]. In foamed methods, additional additives (such as antistripping agents) are sometimes used to improve coating [
18]. The other two methods usually do not require those antistripping agents [
16].
In the search for more sustainable pavements, many studies have been developed regarding WMA technologies. For instance, Mallick et al. [
19] studied the use of reclaimed asphalt pavement (RAP) in WMA to avoid deterioration of the aged binder. It is known that RAP should not be exposed to relatively high temperatures, so the WMA solution seemed to be a good opportunity. Furthermore, Guo et al. [
20] investigated the performance of WMA containing RAP mixtures. The use of other particular components in the mixes has led many researchers to experiment with the application of WMA technology: Ameri et al. [
21] proposed the possibility of using electric arc furnace (EAF) steel slag (SS) as a substitution for natural limestone (LS) aggregates. Cheng et al. [
22] investigated the size effect of hydrated lime on the moisture susceptibility of WMA mixtures with selected additives. Capitão et al. [
23] summarized the main aspects involved in WMA technology, including constituent materials, mix design, and mechanical performance issues, as well as technological specificities. Other research [
24] highlighted the reduction of susceptibility to thermal cracking regardless of the WMA additive or process used. The behavior of WMA mixtures with respect to permanent deformations resulting from load repetitions highlights some controversial aspects [
25,
26]: some studies revealed a quite controversial rutting behavior which cannot be explained considering only the laboratory data [
27]. The contribution of ageing regarding the behavior of the mixtures to permanent deformation cannot be neglected. In some research, most aged WMA pavements showed increased “rutting”, but in other results lower rut depths could be found in WMA mixtures. As opposed to these results, fatigue and stiffness of aged WMA mixtures samples compared to unaged samples improved significantly. Some attempts to address this behavior regarding the permanent deformation of WMA mixtures were conducted. For example, the use of additives can decrease their susceptibility to rutting [
28] or lower the production temperatures of WMA [
29].
While many studies have been conducted to demonstrate that some component can be added without significantly affecting the mechanical properties of WMA, many questions and concerns regarding the environmental benefits they offer have yet to be addressed. Alloza et al. [
30] conducted a comprehensive hybrid life cycle assessment of WMA production in order to accurately evaluate and quantify the potential benefits of WMA technology by assessing the environmental impacts of its production associated with energy consumption and greenhouse gas (GHG) emissions.
The main objective of this article is to evaluate the performance of a WMA produced using a warm-mix fabrication bitumen (compacted at 120 °C) and compare it with the results of a HMA tested in parallel (compacted at 160 °C). As temperature reduction might influence aggregates–bitumen adhesion/coating, water sensitivity was quantified as well as other pavement performance properties (stiffness, fatigue resistance, and permanent deformation resistance) considering aged and aged specimens. This research aims to contribute to the understanding of the complex issue of the mixture ageing and water sensitivity by addressing the evaluation of pavement performance.
3. Results and Discussion
3.1. Water Sensitivity (ITSR Test)
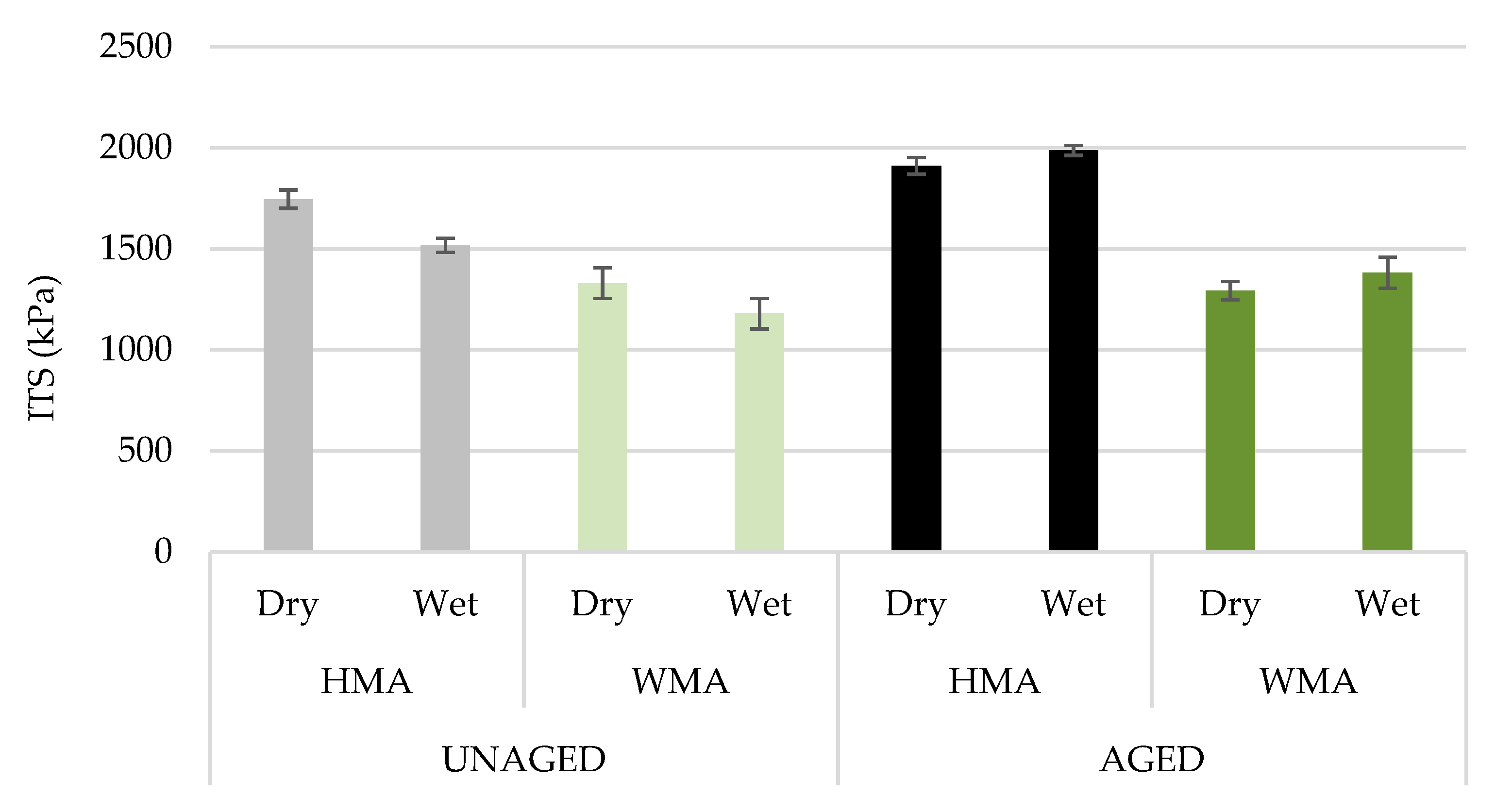
Figure 6 presents the indirect tensile strength (ITS) results for both unconditioned (dry) and conditioned (wet) specimens, and unaged and aged specimens.
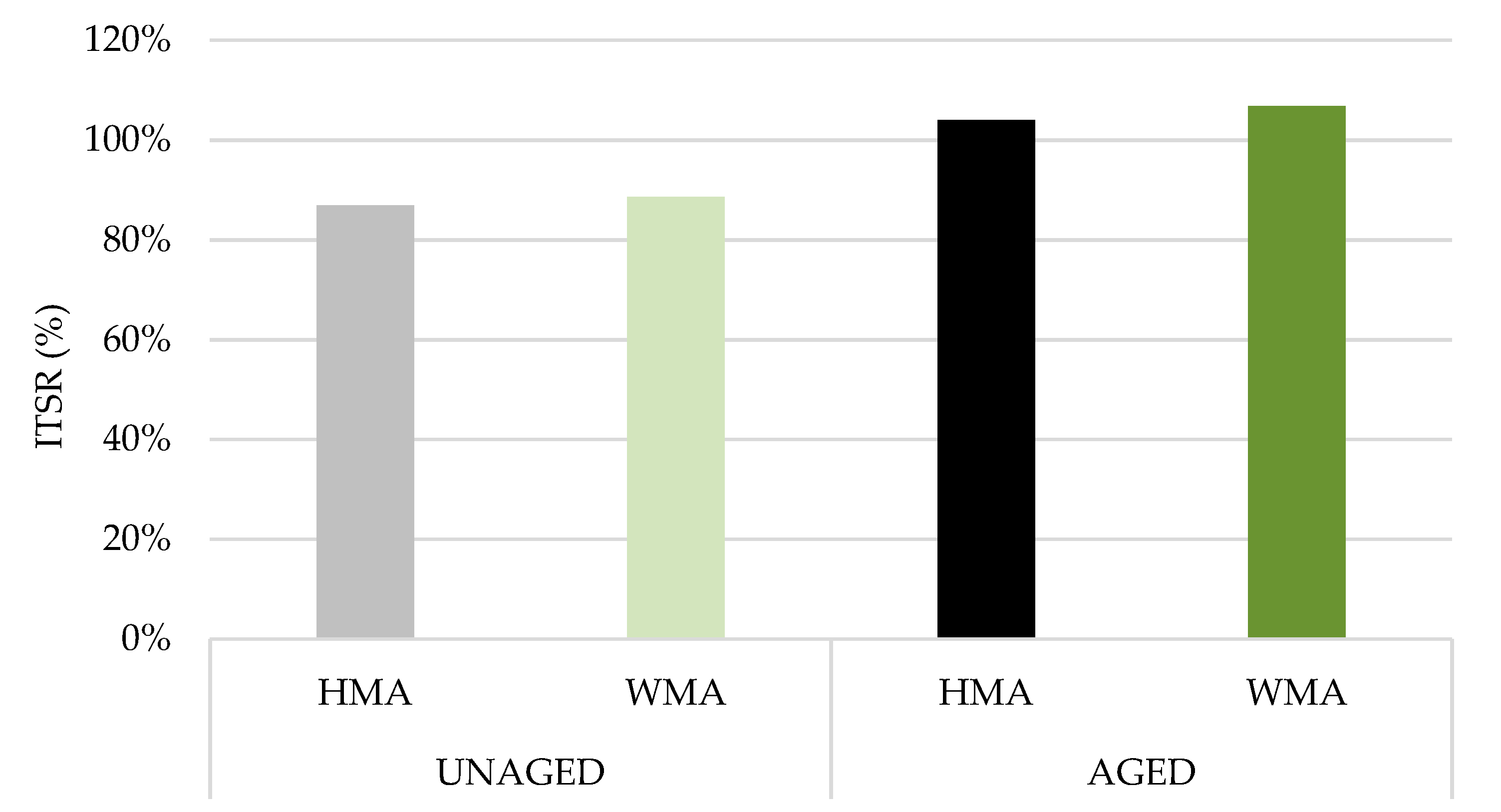
Figure 7 depicts the indirect tensile strength ratio (ITSR).
Figure 6 shows that the WMA presents lower ITS values than the HMA in both dry and wet specimens. Saturation and accelerated water conditioning decreased ITS values of unaged specimens (ITSR values higher than 100%) and contrarily increased ITS values of aged specimens (ITSR values higher than 100%). The values for both mixes were higher than 85%. Thus, it is likely that the reduced manufacturing temperature did not compromise the aggregates-bitumen adhesion/coating. It is noted that the used warm-mix fabrication bitumen was developed to provide cohesion while reducing production temperature.
3.2. Permanent Deformation (WTT)
Aside from low-temperature and fatigue cracking, permanent deformation is another major distress of asphalt pavements.
Figure 8 presents the evolution of rut depth against the number of loading cycles and
Table 5 summarizes the results of all the parameters calculated.
The resistance to permanent deformation (wheel tracking test) of the WMA slabs was not as good as the HMA slabs. The WMA aged slabs show better behavior than the unaged. Nevertheless, the values of the WMA slabs were not so bad (rut depth lower than 15 mm), as the tests did not stop before 10,000 cycles, even at 60 °C. The results highlight the benefits of ageing. When the asphalt is aged, it gets stronger because aggregates and bitumen increase their bond, due to bitumen hardening.
3.3. Stiffness (4PB Test)
Stiffness modulus established with samples prepared in the laboratory and by 4PB tests are usually used as a reference for behavior/quality control analysis of the samples coming from the construction site.
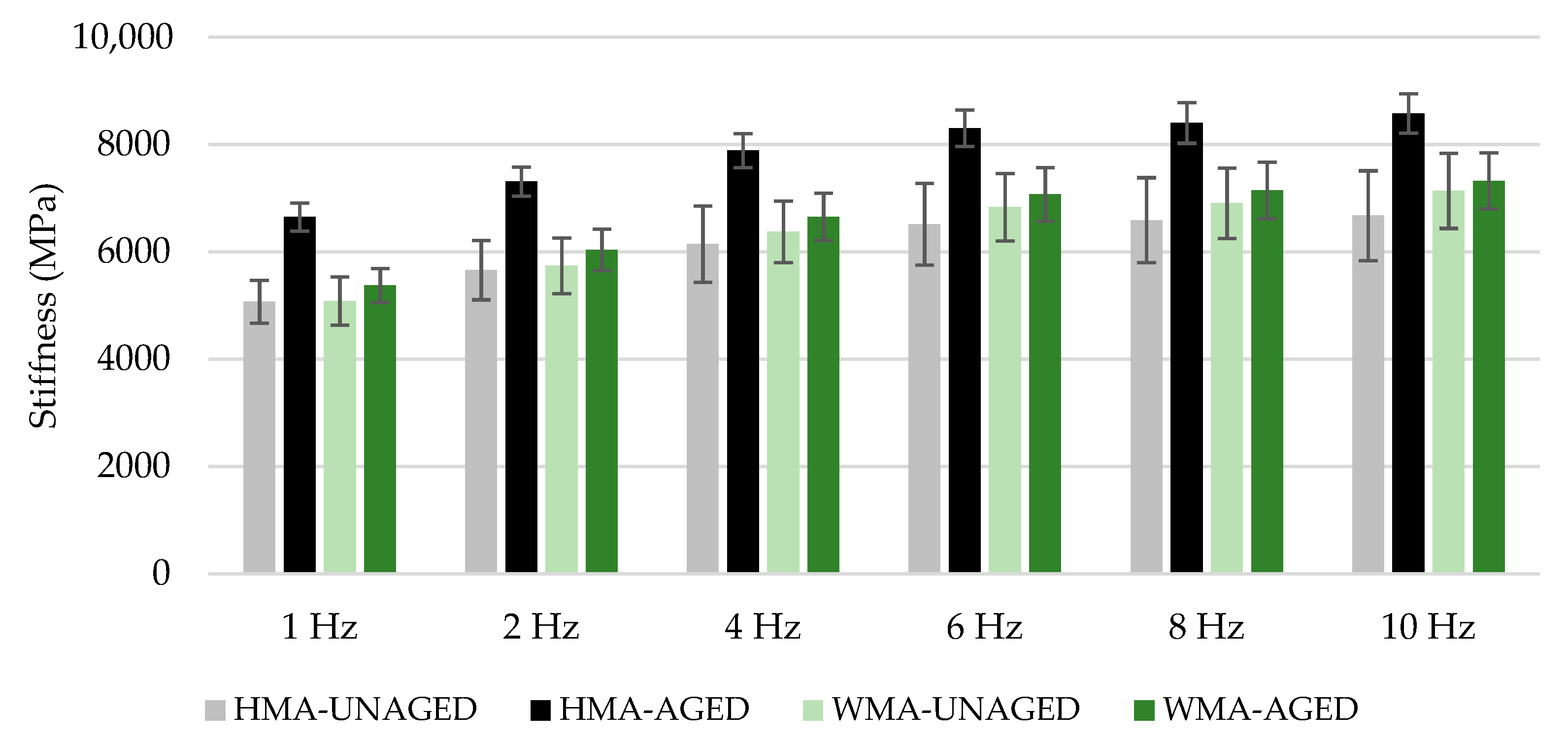
Figure 9 presents the variation of stiffness with frequency.
From
Figure 9, it is possible to conclude that for the unaged beams, stiffness is almost the same for low load frequency, and it does not differ a lot for higher frequencies. The aged beams presented a higher stiffness compared to the unaged ones, because of bitumen hardening. In addition, in this case, the performance of WMA, although smaller, was comparable to those of HMA. All the values were higher than 5000 MPa, which is a reasonable value for low-to-high volume roads.
3.4. Fatigue Resistance (4PB Test)
To complete the characterization of the mechanical performance of the mixtures studied, the four-point fatigue bending beam (4PB) test method was conducted at 20 °C using a loading frequency of 10 Hz, according to EN 12697-24 [
59].
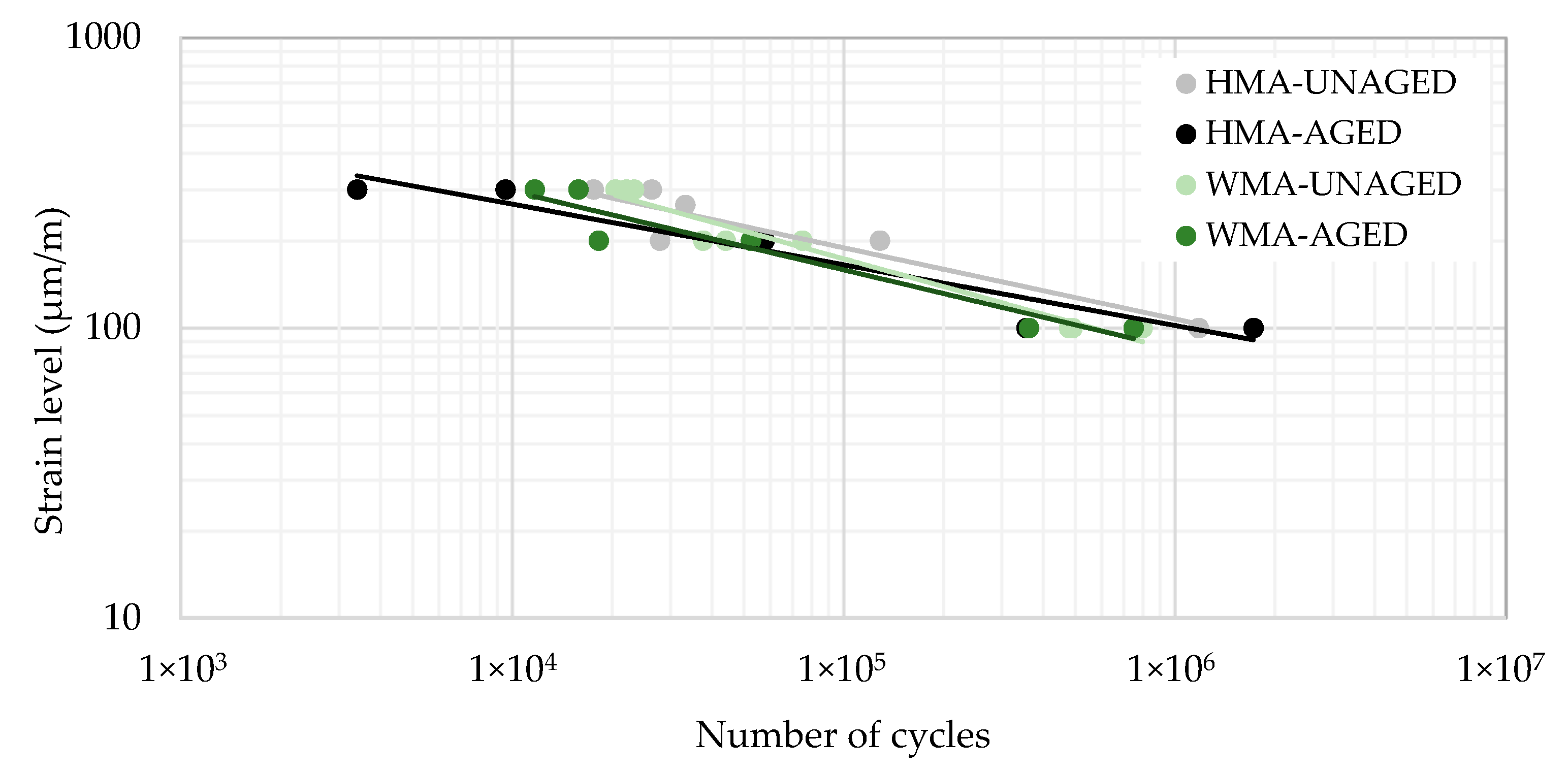
Figure 10 presents the 4PB test results and the corresponding fitting fatigue laws (in a bi-logarithmic scale), whose parameters of Equation (4) are presented in
Table 6.
Thus, it can be seen in
Figure 10 that, for the strain–fatigue levels tested, all the mixes showed not comparable fatigue slopes, suggesting that they did not have an equivalent sensitivity to strain in terms of fatigue life. In detail, it is possible to see, for great strain level (300 µm/m), comparable values of cycles both WMA and HMA, and higher values of the unaged beams compared to the aged (differences unaged/aged less than 10,000 cycles). For small strain level (100 µm/m), HMA presented higher values of cycles than WMA. This means that the slope of the fatigue lines for WMA were higher than HMA, which suggests that the mixtures with warm-mix fabrication bitumen are more sensitive to change of strain level. Through the equations of each curve, it is possible to obtain the strain level at which the asphalt reaches 50% of the resistance after 1 million cycles.
Table 7 presents the classical strain level value, ε
6, which indicates the strain failure at one million cycles.
Table 7 highlights how, for HMA, the levels of strain deformation were higher than WMA. The ageing procedure brought improvements for WMA beams in terms of fatigue despite HMA traditional asphalt.
Further investigation of the results can be made by considering, for the two mixtures (HMA and WMA), the differences between the number of cycles in the unaged and aged conditions.
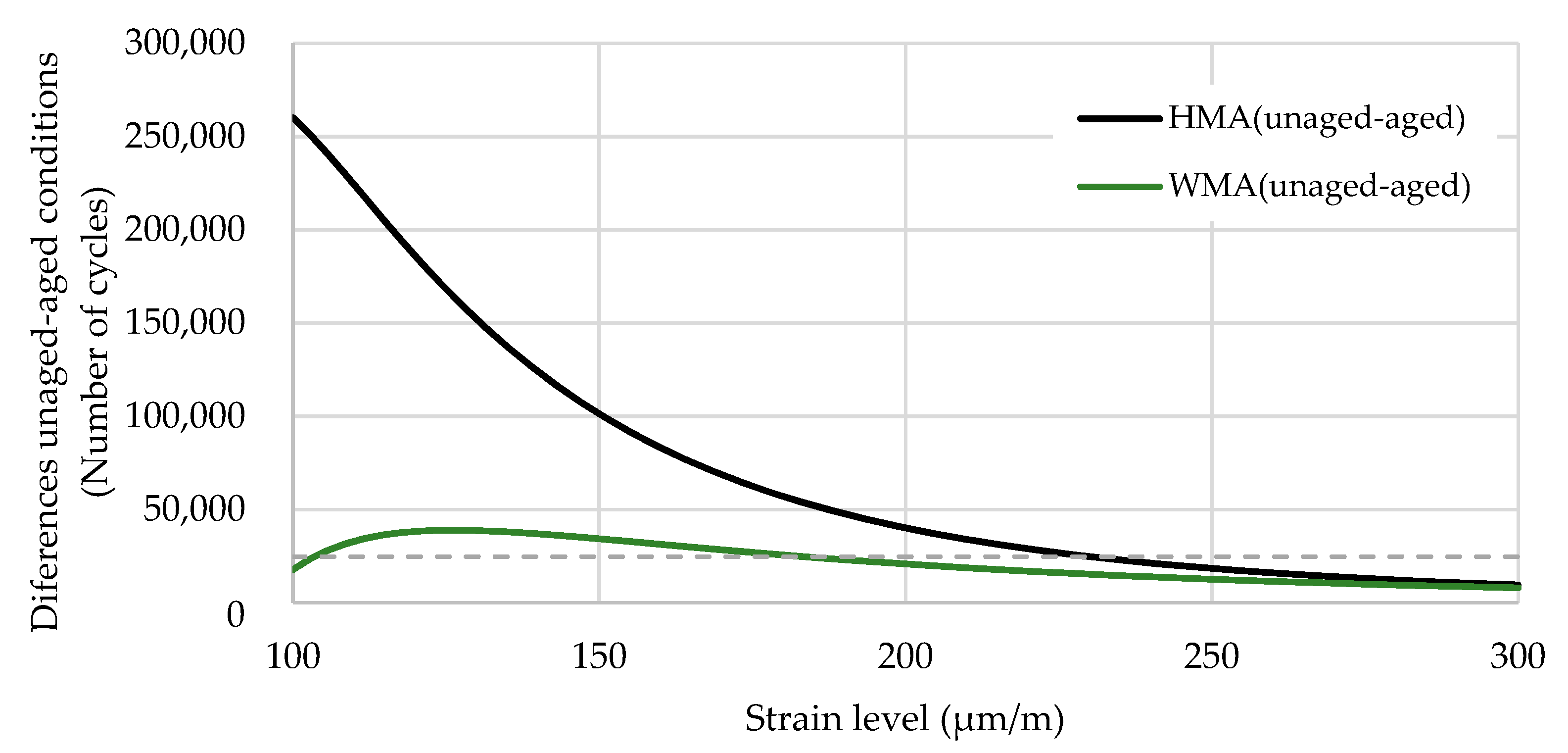
In
Figure 11, the differences in the number of cycles between unaged and aged conditions are plotted in the range of strain-level considered. For 300 µm/m, these differences were comparable for HMA and WMA. In the range considered, the unaged-aged WMA difference was quite constant with respect to the analogous curve calculated for HMA, which increased from 300 to 100 µm/m. In consequence, for a 100 µm/m strain level, the HMA difference was about 15 times higher than the WMA difference. From these results, it seems that WMA, despite having lower fatigue resistance than HMA, was less affected by ageing conditions.
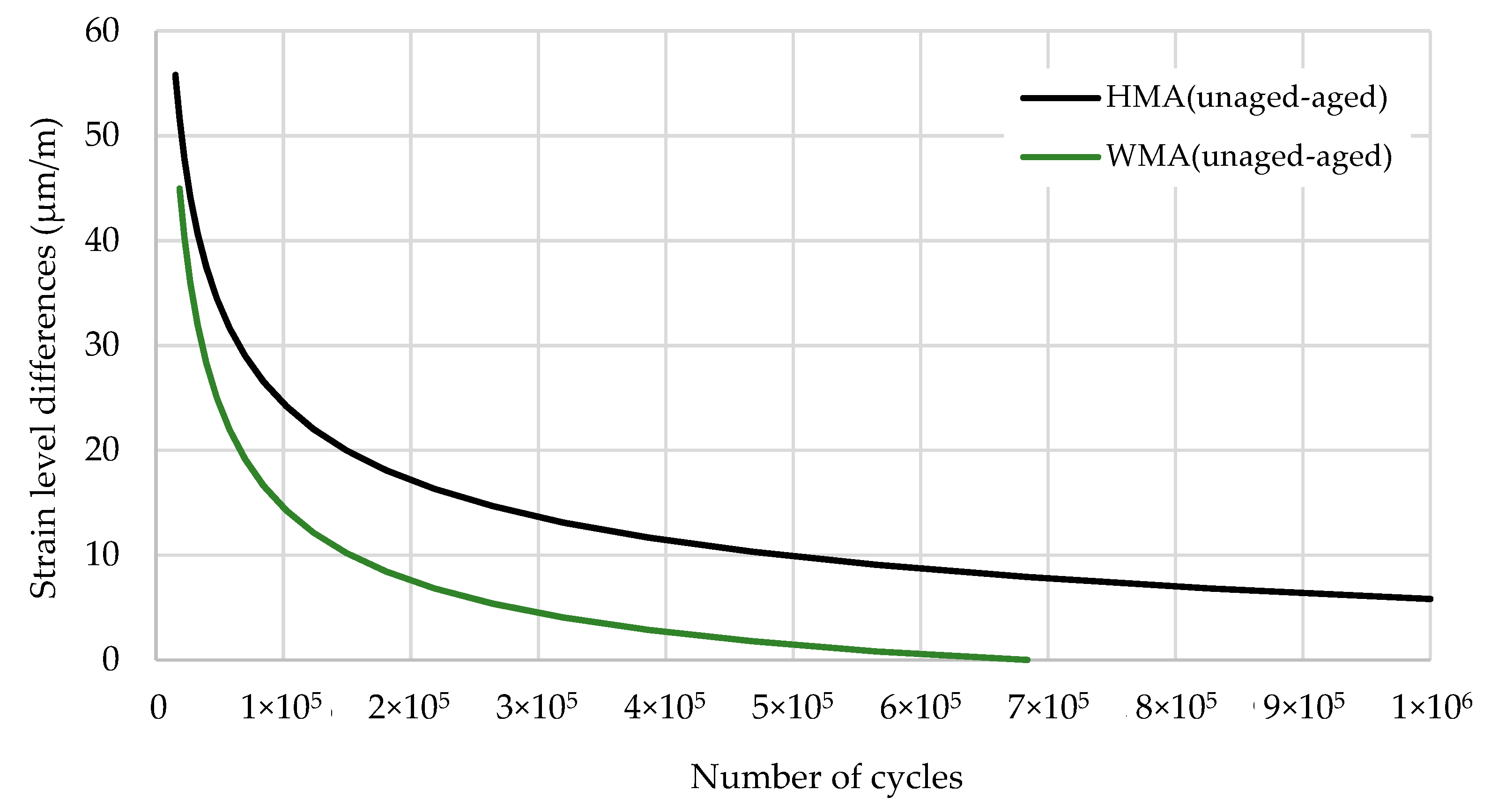
Another interesting result can be highlighted considering the differences in terms of strain level between the HMA and WMA (unaged-aged).
Figure 12 shows these differences after varying numbers of cycles.
It can be noted that ageing produces a different effect on HMA and WMA resulting in a greater unaged-aged difference for HMA compared to WMA. This could lead to the conclusion that, in addition to the evidently known better behavior with respect to fatigue of HMA, the WMA tends to have a lower performance in terms of fatigue, but also a confirmed lower sensitivity by ageing.
Beyond 70,000 cycles, the WMA differences (unaged-aged) assumed values very close to 0. This result would show that for WMA, beyond a certain value of load cycles, there are no differences in behavior between unaged and aged specimens in terms of strain level.
To complete the comparisons in terms of fatigue laws,
Figure 13 shows the differences in terms of strain level between (HMA-WMA) in unaged and aged conditions.
It was observed that the difference in terms of fatigue between a HMA and a WMA always determines better performance for HMAs with a trend that shows, for low numbers of load cycles, a smaller difference in terms of strain (HMA-WMA). This difference stands at a constant-asymptotic value over a certain number of cycles (over 500,000 cycles for unaged conditions).
Similar behavior is also found for aged specimens with minor differences compared to the unaged situation.
4. Conclusions
In the present study, the performance of WMA and HMA were compared in terms of water sensitivity, permanent deformation, stiffness, fatigue, and ageing effects. WMA showed lower indirect tensile strength values than HMA but similar water sensitivity. Ageing resulted in higher ITS values and these ITS increases were higher in the water conditioned specimens, which resulted in ITSR values higher than 100%. It could lead to the conclusion that the reduced manufacturing temperature did not compromise the aggregates-bitumen adhesion/coating.
In what concerns the other evaluated pavement performance characteristics, ageing also increased dynamic modulus, but this is not an improvement as both WMA and HMA aged mixtures showed lower fatigue resistance than unaged ones. From the comparisons between the fatigue laws, it emerged that WMA, despite having lower performance than HMA, was less affected by ageing conditions; the strain level that caused the failure at 106 cycles for WMA unaged was similar to WMA aged, while it was 5.7% higher for unaged HMA than aged ones. HMA showed higher resistance to permanent deformation and more sensitivity to ageing than WMA.
Overall, these results suggest that WMA can be a valid alternative to HMA because it allows significant energy and environmental advantage, evaluated preliminarily by appropriate laboratory tests of the pavement performance regarding traffic, climatic condition, and service life.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}