1. Introduction
Due to its impressive conjunction of optical, mechanical, and electrical properties, graphene is a strategic material in flexible film technology including, but not limited to, next-generation flexible electronics [
1,
2,
3,
4,
5], where high transparency and ultrasensitive responses properties could be insured by single-layer graphene films. Nevertheless, there are still several challenges to produce graphene of high enough quality to be commercially viable. To date, it is suggested that the formation of graphene is governed by the kinetics of nucleation and growth, but the nature of growth precursors is still unclear. Should we decompose the gaseous precursor, such as methane, by heating the gas in the volume? Or can the catalyst directly make this decomposition without being necessary to heat the overall surrounding gas? Thus, the activation of the system by thermal, plasma, or inductive heating has a direct impact on nucleation and growth kinetics. When heated close to its melting point of 1084 °C, copper ensures a low-energy pathway by forming intermediate carbon compounds from hydrogen and hydrocarbon precursors. Activated carbon formed from the adsorbed hydrocarbon induces graphene nucleation, which is the result of competition between the rates of nucleus growth by adatom capture, the surface diffusion of carbon species and desorption of carbon adatoms, and graphene growth by attachment of active carbon species onto the graphene edge. During the chemical vapor deposition (CVD) process, Vlassiouk et al. [
6] estimated the activation energy for graphene nucleation on copper at 4 eV at low pressure CVD of 5 Torr. Higher activation energy of 9 eV is needed at atmospheric pressure CVD. As the nucleation and growth of graphene are thermally activated processes, the surface temperature plays a predominant role. Indeed, temperature affects the nucleation density of graphene, thereby determining the graphene domain sizes that in turn will grow by adding precursors to their edges until covering the entire copper surface. Therefore, the final size of domains, together with interconnections between them, influences the final graphene properties [
7]. However, for defect-free large single-crystal graphene synthesis, it is necessary to carefully control the substrate temperature for quite a long time. In thermal CVD, heat energy is supplied to activate the required gas and gas–solid phase reactions through ovens in hot-wall reactors. For large-scale processing, as rate processes are scale-dependent, heating larger copper substrates necessitates larger ovens with huge volumes. Despite technological advances in multi-zone furnaces with multiple independently controlled zones, temperature gradient control becomes more difficult for a longer heating zone. The same reasoning could apply in the case of large-sized substrate processing by plasma activation, where scaling up would generate higher plasma power coupling for higher ionization efficiency in order to sustain stable plasma over a large volume. This makes thermal CVD and plasma-enhanced CVD (PECVD) less energy efficient as the system size is increased.
An alternative CVD method in which the growth is performed in a cold wall CVD system is the contactless heating method that combines electrical, magnetic, and thermal phenomena, where only the thin copper foil is heated. Due to its advantages regarding efficiency, fast heating, and accurate control, inductive heating has been commonly used in industry for metal treatment applications including surface hardening, melting and sealing. As compared to hot-wall CVD reactors, the advantages of the induction heating are that the metal may be directly heated, without the need to heat the surrounding gas and there is no contact between the heat source and the substrate. Therefore, in inductive heating, the reactor walls remain cool, limiting the thermal breakdown of reactant gases. Furthermore, the fact that heating is done without contact limits any contamination by pyrolytic carbon deposition from graphite resistor generally used in substrate holder for resistive heating.
The inductive heating CVD method has been used previously for growing graphene [
8,
9,
10] and carbon nanotubes [
11]. Sosnowchik et al. [
11] proposed an inductive heating method for the synthesis of carbon nanotubes (CNTs) in a room temperature environment. The complete synthesis time was less than 2 min, and the growth rate of CNTs was as high as 200 μm/min. Piner et al. [
8] used magnetic inductive heating for high-quality graphene films synthesis on 125 μm thick oxygen-free copper foil. The substrate was heated directly by the RF field, which allows rapid temperature ramp of typically 30 °C/s. The synthesized graphene was of quality comparable or higher than the other CVD methods. Seifert et al. [
9] demonstrated a time-effective CVD process for the growth of high-quality graphene layers on millimeter-thick Cu and Pt substrates via induction heating. Based on a detailed parametric study for the CVD growth, a two-step growth process was established and the resulting graphene domain size was approximately 90 μm. Wu et al. [
10] proposed a method based on electromagnetic induction heating for controlled formation of single-crystal graphene. Direct observation of the graphene growth was performed. They were able to observe the growth kinetics by rapidly terminating the graphene growth. Therefore, predicting eddy currents and temperature, as well as their spatial distribution in the copper foil, are the major parameters to be determined during graphene growth. In addition, understanding the physics of induction in the graphene growth context is quite crucial when designing a new reactor.
In this paper, we propose a detailed design of a reactor for graphene growth on RF-heated copper substrates. The reactor is composed of two concentric quartz tubes placed between RF induction coil in Helmholtz configuration fed by a power supply of high-frequency alternating current and cooled by a chiller. The inner quartz tube serves as a support for the copper foil. First, a simple model is used to estimate the total power requirements for the induction heating systems by solving the heat balance between the heat absorbed from the electromagnetic field and lost by radiation and convection in the (0D) spatial dimension. Then, a two-dimensional (2D) transient mathematical model for the induction heating process is proposed to design the reactor with the RF-heated copper foil. This approach allows investigating the effects of transient heating and cooling as well determining the temperature distribution within the copper foil. Finally, the reactor is used to grow graphene under specific conditions. The structural properties of the obtained graphene are investigated using Raman spectroscopy and corroborated by scanning electron microscope (SEM) to study the early graphene nucleation step. The obtained graphene from the RF-heated copper is of good quality, comparable to CVD graphene, with several advantages as reduced growth time and the absence of any contact between the substrate and the heating source, thereby limiting graphene contamination. In addition, the reactor concept, as well as the design methodology proposed in this paper, could be used for scale-up purpose and easily adapted to other catalysts, such as cobalt, nickel, or molybdenum, and other 2D materials.
2. Reactor Design
To generate a uniform electromagnetic field we used circular coils in the Helmholtz configuration. As compared to a solenoid coil, the variation in field strength between the center and the planes of the coils could be adjusted by an appropriate choice of the distance (H) between the coils and the copper substrate placed at the geometric center of the Helmholtz set-up. If this distance is equivalent to the radius of the circular loops (R), the difference in the magnetic field between the center and the planes of the coils is reduced, thereby improving the field’s uniformity in the region near the center of the substrate. Consequently, a more uniform temperature distribution on the substrate could be created, allowing the same graphene growth from the precursors across the sample. As the control of the temperature is a critical factor in scaling graphene growth for industrial applications, RF heating is a useful tool.
Figure 1a shows a representation of the Helmholtz coils specially designed for our inductive heating set and manufactured by Ambrell Ltd. The reversal of the tubes at the support allows the connection of the coils to the heat exchanger. This does not interfere with the current loops at the coils which could be represented simply by circular coils in the same plane as schematically shown in
Figure 1b,c. In the case of Helmholtz configuration, the magnetic field is perpendicular to the substrate and the electric field is in the substrate plane as shown in
Figure 1d.
The electromagnetic field generated by a circular wire loop carrying current will satisfy the Maxwell equations. For a coil comprising N circular turns of radius R excited with low-frequency current I, almost all the energy is stored in the magnetic field. Determining the uniformity of the magnetic field involves integral calculations. In the case of contiguous turns, the magnetic field generated by the coils on a radial position (x) shown in
Figure 1c is given by the following equation,
where R is the radius of the coils [m], H is the distance to the median plane of the coil and the substrate [m], B is the magnetic field at the median plane [T], θ is the angle between the median plane and the B field [rad], x is the radial position, N is the number of turns of each coil, and I is the current flowing through the turns. For non-contiguous loops centered at axial positions, Q, the magnetic field is derived from the Biot–Savart equation:
where
For N on the z axis, the magnetic field is parallel to the z axis and its magnitude reads
In the case where R = H, and assuming contiguous turns, an almost uniform field B is established, which is given by the following relation,
and the power Q
B (Watt) provided to the coil is
where μ
0 is the permeability of free space (4 π × 10
−7 H·m
−1) and ω = 2 π f is the angular frequency (Hz) with f being the frequency (Hz). Induction heating occurs due to electromagnetic force fields producing an electrical current in the copper substrate. The magnetic field exerts a force on the free electrons present in the copper, thus generating an electric current. The energy then dissipates inside the copper in the form of heat, depending on the electrical conductivity of the material and its skin depth. The skin depth δ [m] of a material determines, as a first approximation, the width of the material where ~86% of the power will be concentrated in the surface layer [
12]. As shown in Equation (6), by applying a high-frequency, alternating current through the induction coil, the skin depth δ can be small enough to allow effective Joule heating to occur in thin substrates, but if δ is larger than the thickness of the substrate, it may be difficult to heat inductively [
11].
where f is the frequency of the current [Hz], μ is the magnetic permeability [H/m], and σ is the electrical conductivity [S/m] obtained from the resistivity, noticed
ρ.
According to Bloch–Grüneisen model, electron–phonon resistivity depends on the temperature. For good electrical conductors as copper, the temperature dependence of the electrical resistivity
ρ(T) due to the scattering of electrons by acoustic phonons changes from a high-temperature regime, in which
ρ ∝ T, to a low-temperature regime, in which
ρ ∝ T
5. The transition between these two regimes occurs at the Debye temperature θ
D = 347 K for copper [
13]. Therefore, the temperature dependence of resistivity is represented by the empirical relationship
where
ρ0 is the resistivity at a reference temperature, usually room temperature, and α is the temperature coefficient. For annealed copper at room temperature,
ρ0 = 1.7241 × 10
−8 Ω·m, α = 0.0039 K
−1, and the magnetic permeability μ = 1.256629 × 10
−6 H/m [
14]. To maintain the RF coil current at a desired set point, the frequency must be automatically adjusted in the range of 200 to 250 kHz. Therefore, we calculated the copper skin depth in this frequency range at room temperature of 20 °C and at the average graphene growth temperature using Equations (6)–(8), i.e., 1035 °C.
Figure 2 shows the effect of temperature and frequency on copper skin depth. At higher frequencies and lower temperatures, the skin depth is smaller. The calculated average skin depth of copper is 204 μm at room temperature and 344 μm at 1035 °C. As the copper foil dissolves during the transfer of graphene, it is advisable to minimize its thickness to reduce the dissolution time. Nevertheless, as discussed by Piner et al., reducing copper foils down to 25 μm induces “hot-spots”, leading fatally to substrate melting. This makes the control of the power difficult to maintain the temperature at the desired value. Increasing foil thickness below the skin depth improves the RF coupling efficiency and ensures thermal stability and uniformity [
8]. Therefore, we found that 125 μm thickness is a good trade-off in choosing the copper foil.
Given the skin depth δ, the substrate radius r(m), and the frequency ω, the net absorbed power by the substrate Q
A(Watt) could be estimated from the magnetic field by
Using this simple model, we can easily estimate, in a preliminary way, the power of the generator necessary to heat a copper substrate to the average graphene growth temperature of ~1050 °C. For these calculations, we fixed the geometrical parameters N=2, the coil radius R = 1.81 × 10
−2 m, and the distance between the coils H = 1.81 × 10
−2 m. Then, the substrate radius was chosen at its maximum value r = 1.5 × 10
−2 m and the copper thickness at δ = 125 μm. The net absorbed power Q
A by the copper foil is evacuated by convection and radiation through the thin copper foil surface area of radius r. Assuming the actual temperature of the copper foil as T, the ambient temperature as T
0, the average convective heat transfer coefficient h (W.m
−2.K
−1), the Stefan–Boltzmann constant σ
SF = 5.67 × 10
−8 W m
−2K
−4, and the copper emissivity of ε:
Solving the algebraic fourth-order Equation (10) leads to the substrate temperature for a given current I. The convective heat transfer coefficient h could be estimated from the Nusselt number (Nu), given the thermal conductivity of the fluid λ and a characteristic length L of the copper foil,
In the steady flow regime, the Nusselt number is calculated for an isothermal flat plate in the free stream as a function of dimensionless Reynolds (Re) and Prandtl (Pr) numbers. Therefore, empirical correlations could be used to estimate Nu from fluid properties Re =
ρ v L/μ and Pr = c
p μ/λ, where v(m·s
−1) is the fluid velocity, and μ(N·s·m
−2), c
p(J·kg
−1K
−1),
ρ(kg·m
−3), and λ(W·m
−1K
−1) are the fluid dynamic viscosity, specific heat, density, and thermal conductivity, respectively [
15,
16].
For a given flowrate flowing in a reactor of 2.5 × 10
−2 m inner diameter, we can estimate the fluid velocity and properties at an average fluid temperature T
f = (T + T
0)/2.
Table 1 summarizes the data used for seven variants of the process. The first five conditions show the effect of the surrounding gas nature and flow rate on convective heat transfer, whereas conditions 6 and 7 represent the steps for copper reduction under Ar/H
2 and graphene nucleation and growth occurring under Ar/H
2/CH
4, respectively. For all these calculations, we fixed the total pressure at 150 mbar, substrate temperature T = 1308 K (1035 °C), ambient temperature T
0 = 300 K, and average fluid temperature T
f = 803 K.
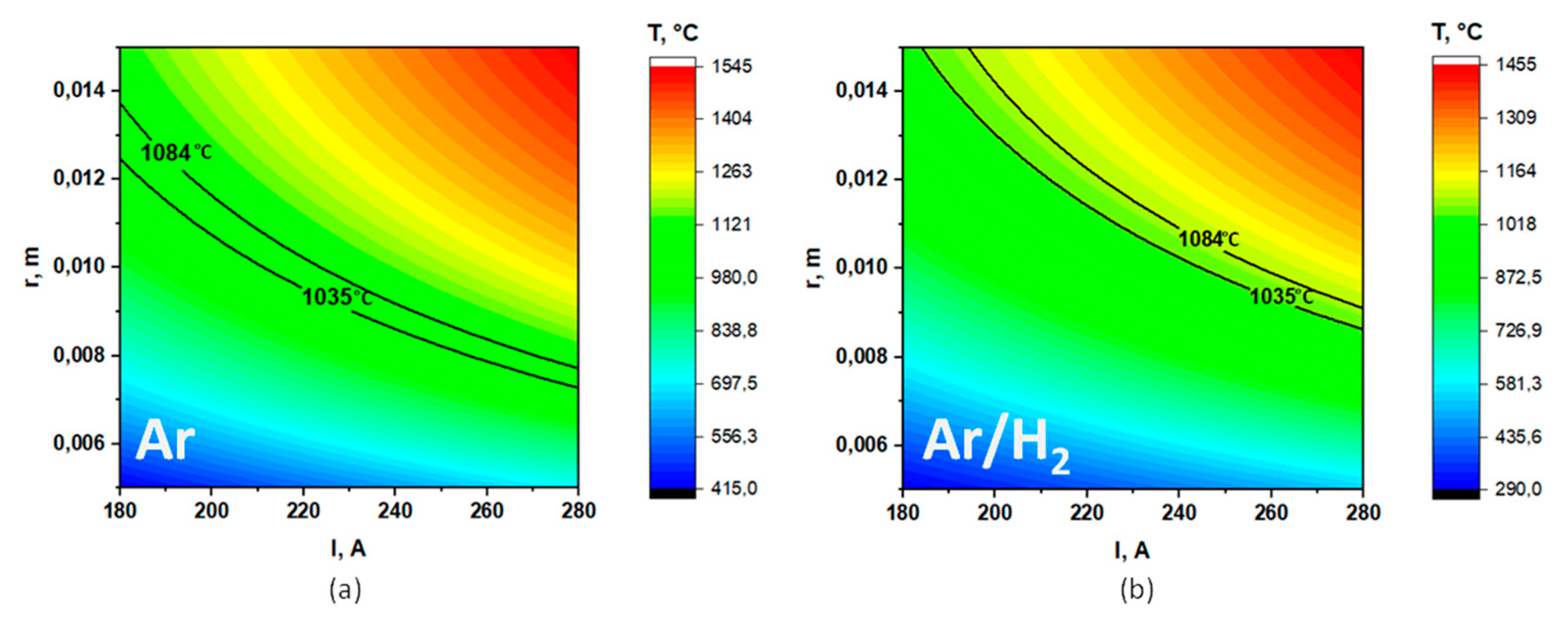
From the calculations of
Table 1, it is evident that the convective heat transfer coefficient depends on the surrounding gas. For the same flowrate of 500 sccm, convective heat transfer coefficients are in this order h
H2 > h
CH4 > h
Ar (conditions 1 to 3 in
Table 1). As depicted by
Figure 3, adding hydrogen and/or methane to the argon increases h. In these conditions, when changing the gases required for the thermal annealing and/or nucleation and growth of graphene, the current in the turns must be adjusted to maintain a given temperature on the substrate.
For an average frequency of ω = 220 kHz, we calculated the electrical current needed to maintain the substrate temperature at 1050 °C by solving Equation (10). Note that radiative heat losses depend on copper emissivity, which is sensitive to the surface state. Indeed, surface emissivity refers to the efficiency in which the surface emits thermal energy. For the polished copper foil, ε = 0.05 at ambient temperature and ε = 0.16 at 1077 °C. However, surface emissivity could be influenced by the graphene deposited on the top. To the best of the authors’ knowledge, no experimental data are available for graphene/copper emissivity. Recently, Zhao et al. measured infrared emissivity of ε = 0.41 to 0.57 from the surface of multilayer graphene on polished copper after ionic liquid intercalation [
17]. To scale-up the generator we assumed an emissivity of ε = 1 and we considered h = 7.1 × W m
−2 K
−1. In these conditions, a current of I = 77.4 A is necessary to maintain the substrate temperature at 1050 °C. The calculated magnetic field intensity is B = 38 Gauss, the net absorbed power by the substrate Q
A = 257 W and the power to be supplied to the 2N coils Q
B = 1674 W. As the generator must be able to generate a power of ~2 kW, we scaled it up to 2.4 kW. The low magnetic field suggests that it is not necessary to equip the device with a Faraday cage. In addition, since the generator controls the current by adjusting the frequency when injecting methane to the hydrogen/argon mixture, electrical current I is increased to maintain the desired substrate temperature. Finally, to derive the magnetic field at any position, we numerically calculate the integral of Equation (2). According to the Biot–Savart–Laplace law, the resulting field of the coils is equal to the vector sum of the fields generated by each coil.
Figure 4a,b shows the magnetic field distribution and its relative uniformity on the z-axis respectively. As uniform magnetic field is required for good heating uniformity, the magnetic field axial relative uniformity noticed δ
z, was estimated from the relation
where Bz(0,0) is the magnetic field at the geometric center of the Helmholtz coils [
18].
The magnetic field axial uniformity δ
z of 10 % can be obtained at a distance from the geometric center z ≤ 5.35 mm (shown by the broken line in
Figure 5b). By analogy,
Figure 5c,d shows the magnetic field distribution and its relative uniformity on the x-axis, respectively, and the magnetic field radial uniformity δ
x along the radial position of the copper foil as estimated from
The magnetic field radial uniformity δ
x of 10 % can be obtained at a distance from the geometric center x ≤ 8.0 mm.
To give a better insight of the uniformity of magnetic induction at any point in the volume inside the Helmholtz coils, we used a multidimensional model. Numerical modeling was performed in a two-dimensional 2D axisymmetric configuration using COMSOL Multiphysics 5.2 software. A mathematical model based on Finite Element Method was solved in order to predict heat intensity and temperature distribution through the copper foil as a function of geometrical factors, current frequency, and coil current or power. The chosen geometry of the reactor used in the simulation is depicted schematically in
Figure 6, with the appropriate geometrical parameters. It is composed of a copper foil substrate and a water-cooled coil in which the electrical power is applied. An unstructured, nonuniform mesh was generated inside the computational domain in an axisymmetric configuration. To obtain a more accurate description of the strong temperature variations, the grid used in the copper foil and coils was densified. In addition, a grid sensitivity study was performed prior to the final grid selection using normal and fine meshes. It was found that a domain consisting of 13,481 cells yielded a grid-independent solution. It should be mentioned here that hydrodynamic effects were not considered in this study, which allowed resolving of the problem within a reasonable CPU time.
For electromagnetic field calculating, we solve coupled electromagnetic Maxwell’s equations and thermal equation resulting from the Joule effect in the 2D domain.
A time-harmonic and quasi static assumption is used in the Ampere’s law to generate the induced current distribution in the model:
where
Je is the external current density, ω is the angular frequency of coil current [rad.s
−1], ε
0 is the vacuum permittivity, ε
r is the relative permittivity, μ
0 is the permeability of vacuum, μ
r is the relative permeability, and σ is the electrical conductivity [S.m
−1]. The magnetic flux density
B is defined as in terms of the magnetic vector potential
A as
The heat equation is given by
where
ρ is the density [kg m
−3],
Cp is the heat capacity [J kg
−1 K
−1],
T is the temperature [K],
k is the thermal conductivity [W m
−1 K
−1], and
Q is the power density [W m
−3].
The time average of the inductive heating over one period,
Qind, is given by
where E is electric field strength.
The temperature dependent electrical conductivity of copper, σ, as given by Equation (7) is considered.
Because the copper induction coil is created in the 2D axisymmetric space dimension, the model is simplified and the geometry of the coil is truly represented by four circular rings. Coil Group mode was selected to ensure that the current used to compute the global coil power is the sum of the currents of all the turns. As the coil is cooled by water flow in the internal cooling channel, a convective volume loss term
Qloss is added by considering the water mass flow rate
, the heat capacity of water
Cp, the inlet temperature of water
Tin, and the internal radius of the coil
rin:
The space around the induction system is a rectangular region (15 × 40 cm) in the xz-plane, considered as pure argon. The axisymmetric computational domain is bounded by the magnetic insulation boundary condition that sets the tangential component of the magnetic potential to zero at the boundary (
n ×
A = 0). This insulation is far enough away from the coils to guarantee that it does not affect the solution.
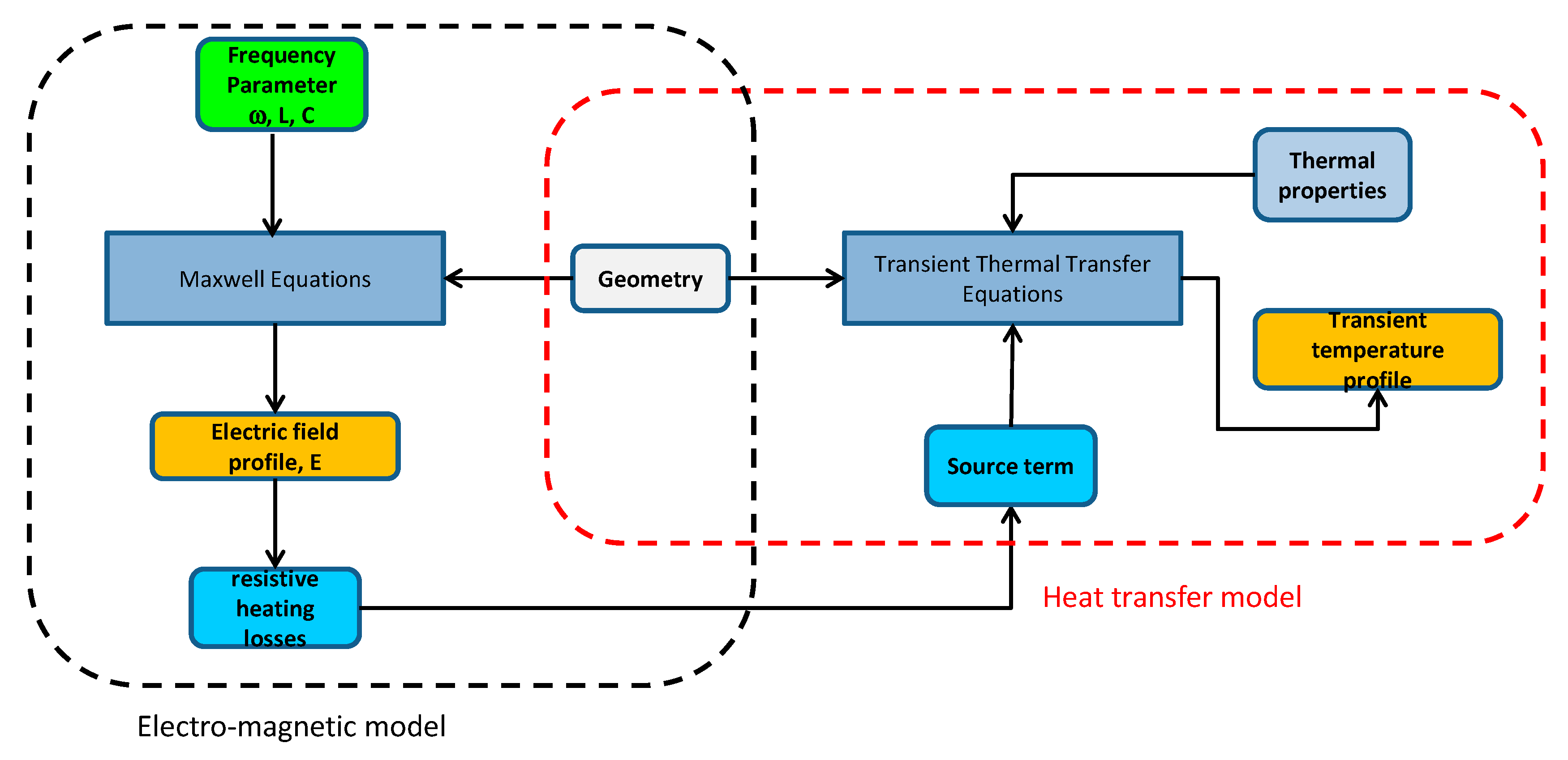
Strong coupling is ensured by applying the frequency-transient study. Ampere’s law is solved for each time step and then the thermal problem is solved for a transient state. As schematically shown in
Figure 6, the eddy current simulation is linked to the thermal simulation to provide a complete solution for induction heating problems. Solving Maxwell’s equations for a given frequency and current density in the copper coils provides magnetic and electric field distributions within the geometry. Resistive heat losses obtained from Maxwell’s equation consist of the source term in the transient thermal transfer equations. The heating time was set to 60 s and the simulation parameters are summarized in
Table 2.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}