Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions

 ,
,  , , ,
, , , 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Anodizing Process
2.3. Electrochemical Techniques
2.4. Microstructural Characterization
3. Results and Discussion
3.1. Chemical Composition
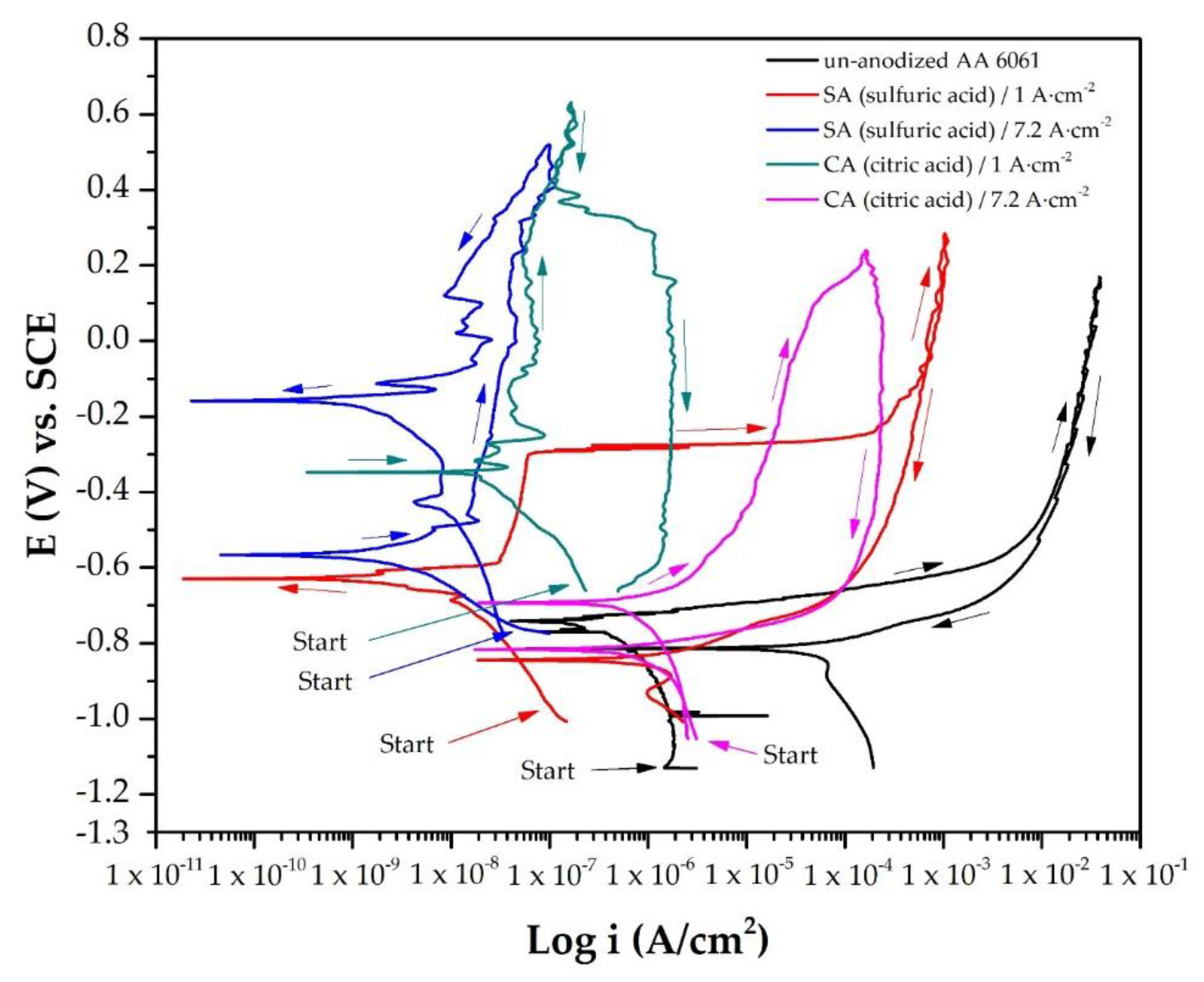
3.2. Cyclic Potentiodynamic Polarization (CPP)
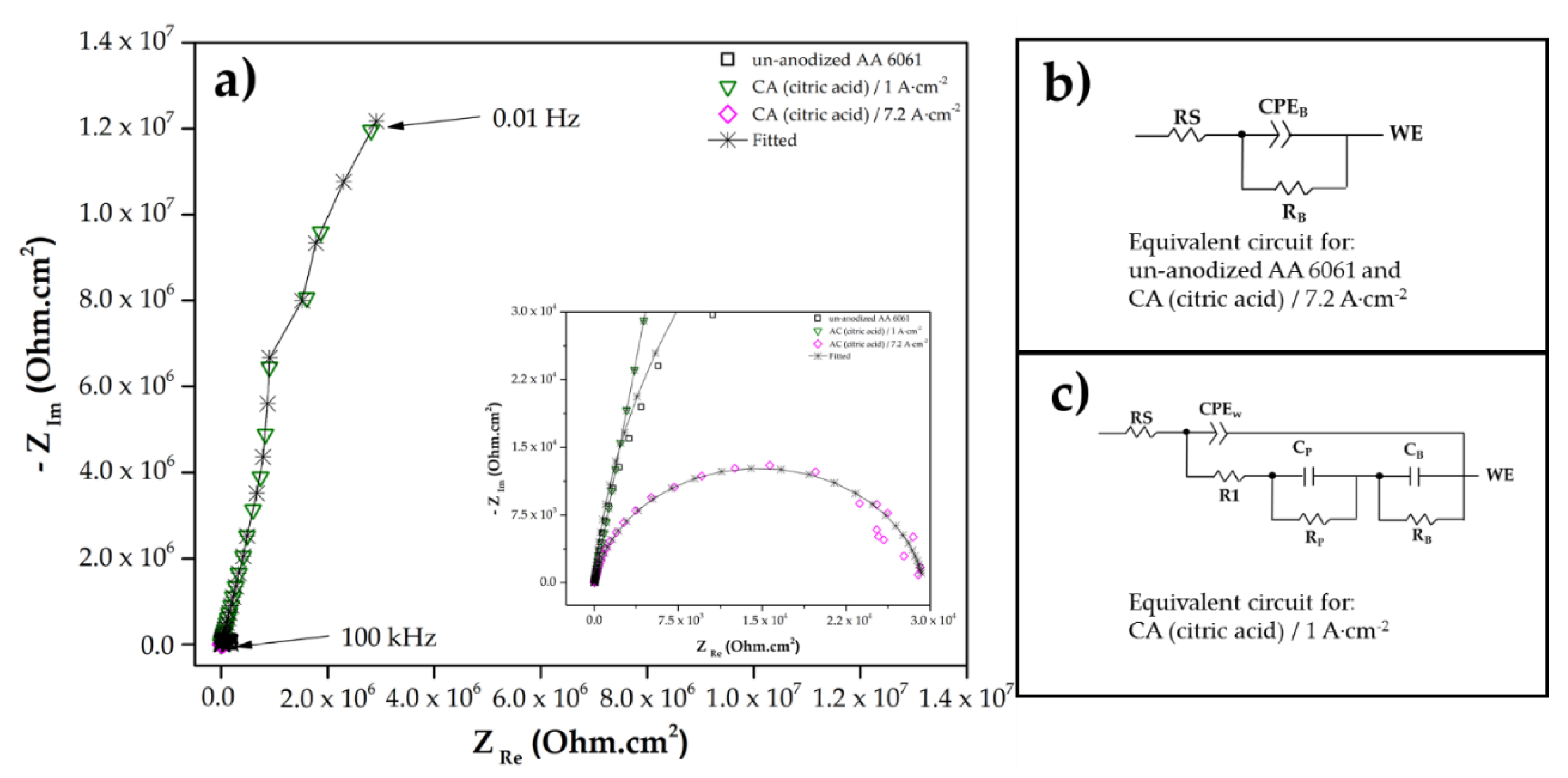
3.3. Electrochemical Impedance Spectroscopy (EIS)
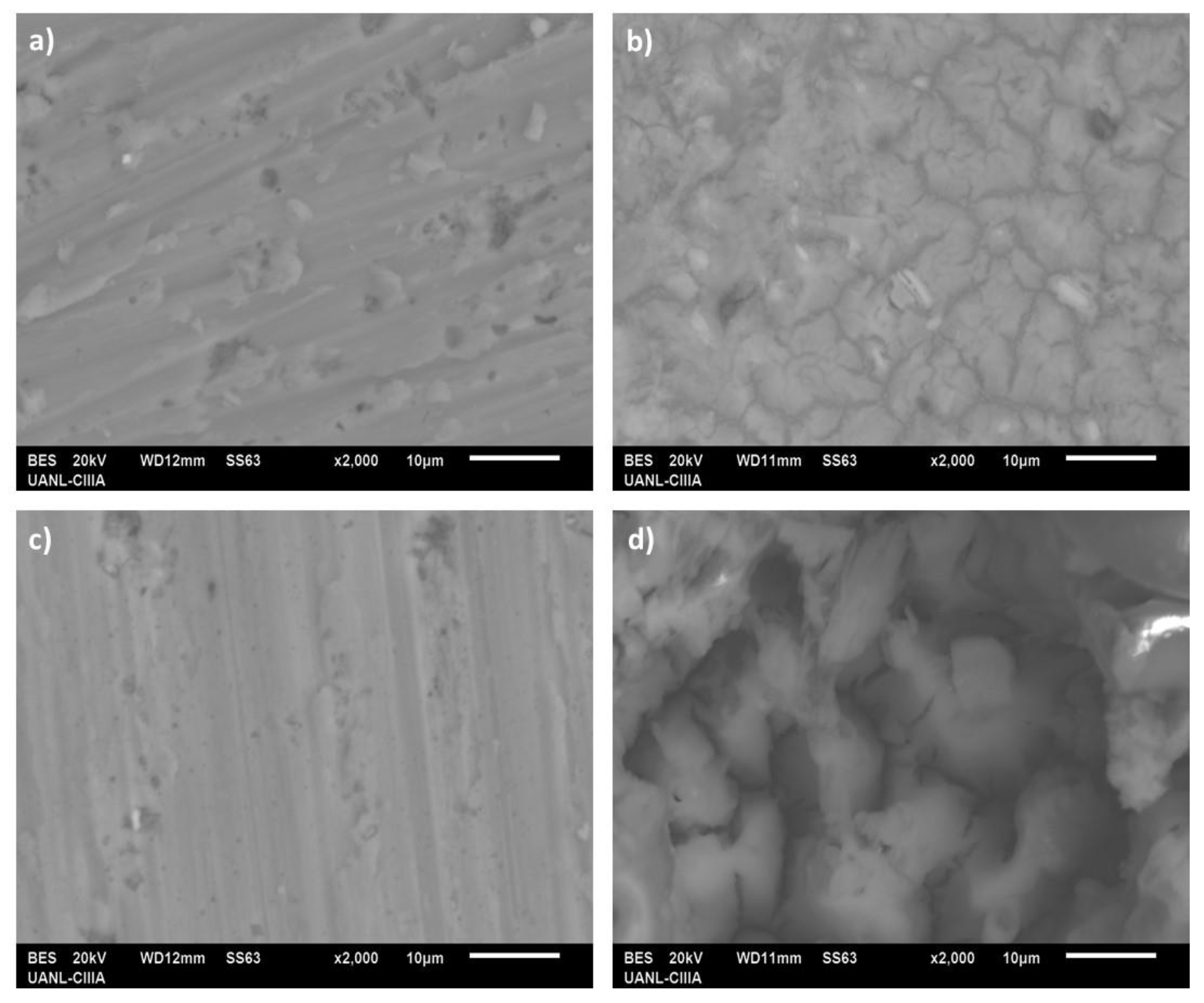
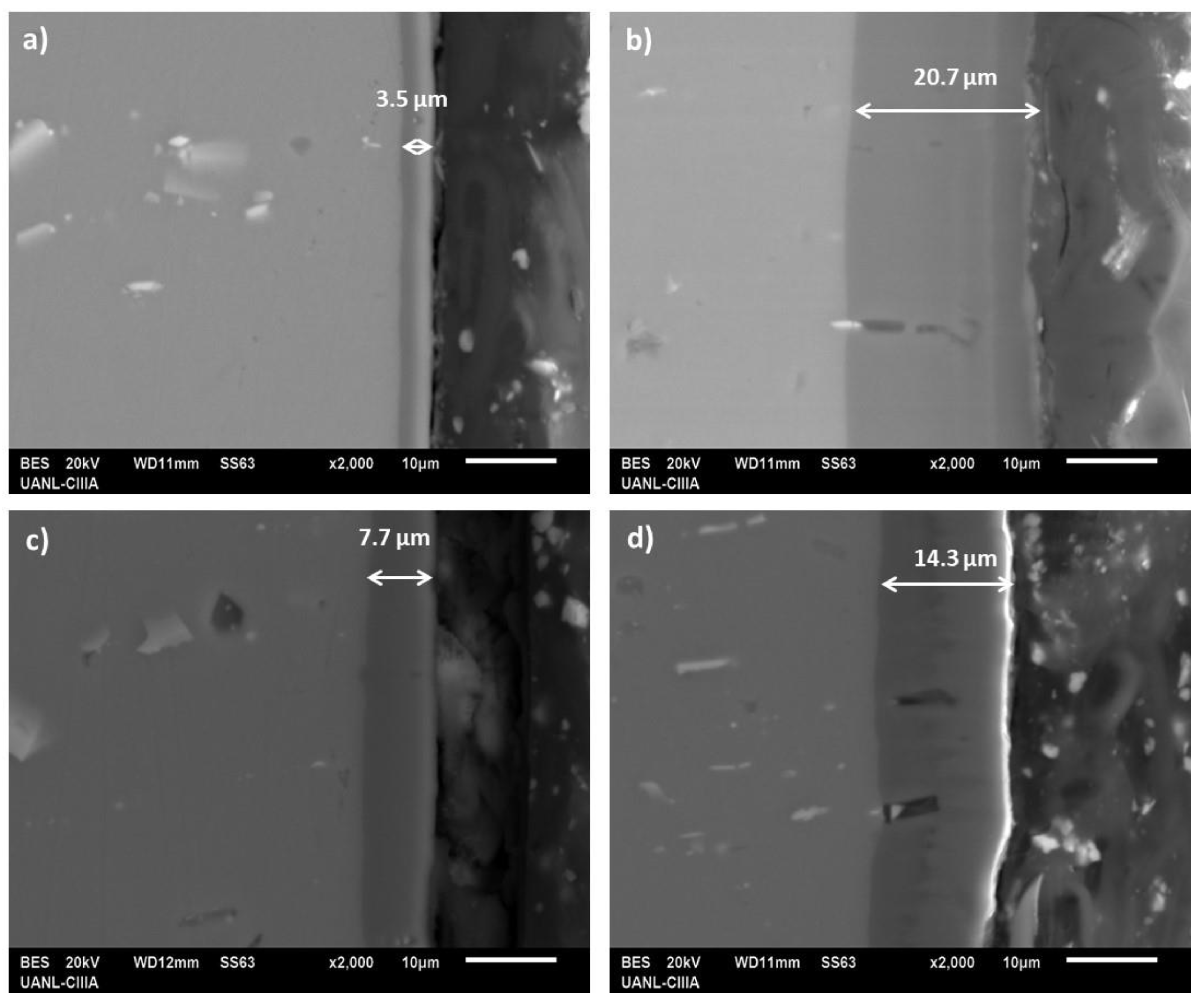
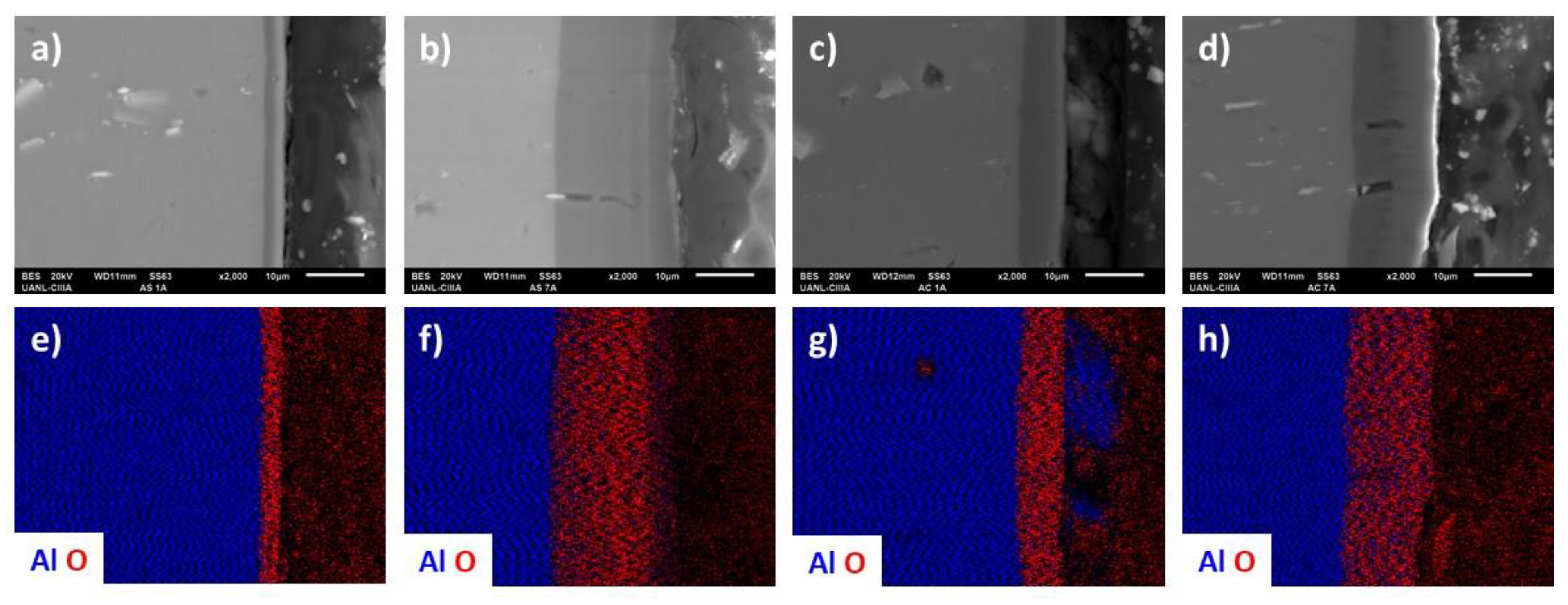
3.4. SEM Microstructural Analysis
4. Conclusions
- In this work, samples of AA 6061 were anodized in sulfuric acid and citric–sulfuric acid baths and exposed in a 3.5 wt.% NaCl solution. Their electrochemical behavior was studied by cyclic potentiodynamic polarization and electrochemical impedance spectroscopy.
- In general, cyclic potentiodynamic polarization results indicated that the sample anodized SA (sulfuric acid)/7.2 A·cm−2 presented negative hysteresis, mainly indicating generalized corrosion, while the rest of the samples presented positive hysteresis indicating a localized corrosion.
- EIS results show that there are two time constants: the first referring to the surface porous layer and the second related to a non-porous and protective barrier layer.
- For the samples anodized with a current density of 1 A·cm−2, the sample anodized in citric–sulfuric acid solution exhibited the best corrosion resistance, followed by the sample anodized in sulfuric acid solution. The worst performance was observed for the sample anodized in citric–sulfuric acid solution with a current density of 7.2 A·cm−2.
- SEM observations indicated that the morphology and thickness of the anodic films formed on AA 6061 aluminum in sulfuric acid solution and citric acid–sulfuric acid solution depend upon the current density used. At high-current densities (7.2 A·cm−2), there is a considerable increase in the thickness of the anodized layer, compared to anodized samples at low-current densities (1 A·cm−2). In the former case, the anodized film presented porosity and cracking, whereas for the latter case, the anodized film was homogeneous and compact.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Evertsson, J.; Bertram, F.; Zhang, F.; Rullik, L.; Merte, L.R.; Shipilin, M.; Soldemo, M.; Ahmadi, S.; Vinogradov, N.; Carlà, F.; et al. The thickness of native oxides on aluminum alloys and single crystals. Appl. Surf. Sci. 2015, 349, 826–832. [Google Scholar] [CrossRef]
- Nguyen, L.; Hashimoto, T.; Zakharov, D.N.; Stach, E.A.; Rooney, A.P.; Berkels, B.; Thompson, G.E.; Haigh, S.J.; Burnett, T.L. Atomic-scale insights into the oxidation of aluminum. ACS Appl. Mater. Interfaces 2018, 10, 2230–2235. [Google Scholar] [CrossRef] [PubMed]
- Dumas, P.; Dubarry-Barbe, J.P.; Riviere, D.; Levy, Y.; Corset, J. Growth of thin alumina film on aluminium at room temperature: A kinetic and spectroscopic study by surface plasmon excitation. J. Phys. Colloq. 1983, 44, C10-205. [Google Scholar] [CrossRef]
- Wu, Y.; Zhao, W.; Wang, W.; Wang, L.; Xue, Q. Novel anodic oxide film with self-sealing layer showing excellent corrosion resistance. Sci. Rep. 2017, 7, 1–9. [Google Scholar] [CrossRef]
- Kwolek, P. Hard anodic coatings on aluminum alloys. Adv. Manuf. Sci. Tech. 2017, 41, 35–46. [Google Scholar] [CrossRef]
- Ono, S.; Saito, M.; Asoh, H. Self-ordering of anodic porous alumina formed in organic acid electrolytes. Electrochim. Acta 2005, 51, 827–833. [Google Scholar] [CrossRef]
- Lee, W.; Ji, R.; Gosele, U.; Nielsch, K. Fast fabrication of long-range ordered porous alumina membranes by hard anodization. Nat. Mater. 2006, 5, 741–747. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Thompson, G.E.; Potts, G. Effects of chromic acid anodizing of aluminum on adhesion and durability of bonded joints. Trans. Inst. Met. Finish. 2000, 78, 210–214. [Google Scholar] [CrossRef]
- Curioni, M.; Skeldon, P.; Koroleva, E.; Thompson, G.E.; Ferguson, J. Role of tartaric acid on the anodizing and corrosion behavior of AA 2024 T3 aluminum alloy. J. Electrochem. Soc. 2009, 156, 147–153. [Google Scholar] [CrossRef]
- Wang, H.W.; Skeldon, P.; Thompson, G.E. Tribological enhancement of aluminum by porous anodic films containing solid lubricants of MoS2 Precursors©. Tribol. Trans. 1999, 42, 202–209. [Google Scholar] [CrossRef]
- Maejima, M.; Saruwatari, K.; Takaya, M. Friction behavior of anodic oxide film on aluminum impregnated with molybdenum sulfide compounds. Surf. Coat. Technol. 2000, 132, 105–110. [Google Scholar] [CrossRef]
- Jessensky, O.; Müller, F.; Gösele, U. Self-organized formation of hexagonal pore arrays in anodic alumina. Appl. Phys. Lett. 1998, 72, 1173–1175. [Google Scholar] [CrossRef] [Green Version]
- Ofoegbu, S.U.; Fábio, A.; Fernandes, F.A.O.; Pereira, A.B. The sealing step in aluminum anodizing: A focus on sustainable strategies for enhancing both energy efficiency and corrosion resistance. Coatings 2020, 10, 226. [Google Scholar] [CrossRef] [Green Version]
- Naoi, K.; Takeda, M.; Kanno, H.; Sakakura, M.; Shimada, A. Simultaneous electrochemical formation of Al2O3/polypyrrole layers (I): Effect of electrolyte anion in formation process. Electrochim. Acta 2000, 45, 3413–3421. [Google Scholar] [CrossRef]
- Shang, Y.; Wang, L.; Niu, D.; Liu, Z.; Wang, Y.; Liu, C. Effects of additive for anodizing electrolyte oma amodic film of high silicon aluminum alloy. Int. J. Electrochem. Sci. 2016, 11, 1549–1557. [Google Scholar]
- Darwish, S. Anodization of aluminum in phosphate and carbonate solutions. Corrosion 1971, 27, 266–269. [Google Scholar] [CrossRef]
- Kikuchi, T.; Nakajima, D.; Nishinaga, O.; Natsui, S.; Suzuki, R.O. Porous aluminum oxide formed by anodizing in various electrolyte species. Curr. Nanosci. 2015, 11, 560–571. [Google Scholar] [CrossRef]
- Lee, W.; Park, S.J. Porous anodic aluminum oxide: Anodization and templated synthesis of functional nanostructures. Chem. Rev. 2014, 114, 7487–7556. [Google Scholar] [CrossRef]
- Runge, J. The Metallurgy of Anodizing Aluminum, 2nd ed.; Springer International Publishing: Chicago, IL, USA, 2018; Volume 65, pp. 149–187. [Google Scholar]
- Gabe, D.R. Hard anodizing-what do we mean by hard? Met. Finish. 2002, 100, 52–58. [Google Scholar] [CrossRef]
- Barkey, D.A. Chemical Process Engineering View of Additives in Aluminum Anodizing; University of New Hampshire Department of Chemical Engineering: Durham, NH, USA, 2012. [Google Scholar]
- Patra, N.; Salerno, M.; Losso, R.; Cingolani, R. Use of unconventional organic acids ass Anodization electrolytes for fabrication of porous alumina. IEEE Nano 2009, 567–570. [Google Scholar]
- Kikuchi, T.; Nakajima, D.; Kawashima, J.; Natsui, S.; Suzuki, R.O. Fabrication of anodic porous alumina formed in malic acid solution. Appl. Suf. Sci. 2014, 313, 276–285. [Google Scholar] [CrossRef] [Green Version]
- MIL-A-8625F. Anodic Coatings for Aluminum and Aluminum Alloys; Departments and Agencies of the Department of Defense: The Pentagon Arlington, VA, USA, 10 September 1993; pp. 1–19.
- Wojciech, J.S.; Moneta, M.; Norek, M.; Michalska-Domańska, M.; Scarpellini, A.; Salerno, M. The influence of electrolyte composition on the growth of nanoporous anodic alumina. Electroch. Acta 2016, 211, 453–460. [Google Scholar] [CrossRef]
- Garcia-Vergara, S.J.; Skeldon, P.; Thompson, G.E.; Habazaki, H. A tracer investigation of chromic acid anodizing of aluminium. Surf. Interface Anal. 2007, 39, 860–864. [Google Scholar] [CrossRef]
- Stępniowski, W.J.; Michalska-Domańska, M.; Norek, M.; Czujko, T. Fast Fourier transform based arrangement analysis of poorly organized alumina nanopores formed via self-organized anodization in chromic acid. Mater. Lett. 2014, 117, 69–73. [Google Scholar] [CrossRef]
- Sulfuric Acid. Pubchem.ncbi.nlm.nih.gov. 2020; Retrieved 9 March 2020. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Sulfuric-acid#section=EPA-Safer-Chemical (accessed on 13 March 2020).
- Schaedel, F.C. Sulfuric/organic electrolytes and total quality improvement (TQI) for present/ future anodizing requirements. NASF Surf. Technol. 2017, 81, 1–17. [Google Scholar]
- Norek, M.; Lazewski, M. Manufacturing of highly ordered porous anodic alumina with conical pore shape and tunable interpore distance in the range of 550 nm to 650 nm. Mater. Sci. Pol. 2017, 35, 511–518. [Google Scholar] [CrossRef] [Green Version]
- Koczera, A.E. The Effects of Carboxylic Acids in Aluminum Anodizing. Ph.D. Thesis, Honors Theses and Capstones, University of New Hampshire, Durham, NH, USA, 2017. [Google Scholar]
- Citric Acid. Pubchem.ncbi.nlm.nih.gov. (2020). Retrieved 9 March 2020. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Citric-acid#section=EPA-Safer-Chemical (accessed on 9 January 2020).
- ASTM G5-11, Standard Reference Test Method for Making Potentiostatic and Potentiodynamic Anodic Polarization Measurements; ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM G106-15, Standard Practice for Verification of Algorithm and Equipment for Electrochemical Impedance Measurements; ASTM International: West Conshohocken, PA, USA, 2015.
- Renaud, A.; Paint, Y.; Lanzutti, A.; Bonnaud, L.; Fedrizzi, L.; Dubois, P.; Poorteman, M.; Olivier, m.G. Sealing Porous anodic layers on AA2024-T3 with a low viscosity benzoxazine resin for corrosion protection in aeronautical applications. RSC Adv. 2019, 9, 16819–16830. [Google Scholar] [CrossRef] [Green Version]
- Cabral, J.; Pedraza, G.K.; Gaona, C.; Zambrano, P.; Poblano, C.A.; Almeraya, F. Coatings characterization of Ni-based alloy applied by HVOF. Aircr. Eng. Aerosp. Tec. 2018, 90, 336–343. [Google Scholar] [CrossRef]
- Lara, M.; Gaona, C.; Zambrano, P.; Cabral, J.; Estupinán, F.; Baltazar, M.; Croche, R.; Vera, E.; Almeraya, F. Corrosion Behaviour of 304 Austenitic, 15–5PH and 17-4PH Passive Stainless Steels in acid solutions. Int. J. Electrochem. Sci. 2018, 13, 10314–10324. [Google Scholar] [CrossRef]
- Cabral, J.A.; Bastidas, D.M.; Baltazar, M.A.; Zambrano, P.; Bastidas, J.M.; Almeraya, F.; Gaona, C. Corrosion behavior of Zn-TiO2 and Zn-ZnO electrodeposited coatings in 3.5% NaCl solution. Int. J. Electrochem. Sci. 2019, 14, 4226–4239. [Google Scholar] [CrossRef]
- Esmailzadeha, S.; Aliofkhazraei, M.; Sarlak, H. Interpretation of cyclic potentiodynamic polarization test results for study of corrosion behavior of metals: A review. Prot. Met. Phys. Chem. Surf. 2018, 54, 976–989. [Google Scholar] [CrossRef]
- Wang, B.; Liu, J.; Yin, M.; Xiao, Y.; Wang, X.H.; He, J.X. Comparison of corrosion behavior of Al-Mn and Al-Mg alloys in chloride aqueous solution. Mater. Corros. 2016, 67, 51–59. [Google Scholar] [CrossRef]
- Zaid, B.; Saidi, D.; Hadji, S.; Benzaid, A. Effects of pH and chloride concentration on pitting corrosion of 6061 aluminium alloy. Corros. Sci. Eng. 2008, 50, 1841–1847. [Google Scholar] [CrossRef]
- Huang, Y.; Shih, H.; Huang, H.; Daugherty, J.; Wu, S.; Ramanathan, S.; Chang, C.; Mansfeld, F. Evaluation of the corrosion resistance of anodized aluminum 6061 using electrochemical impedance spectroscopy (EIS). Corros. Sci. 2008, 50, 3569–3575. [Google Scholar] [CrossRef]
- Hoar, T.P.; Wood, G.C. The sealing of porous anodic oxide films on aluminium. Electrochim. Acta 1962, 7, 333–353. [Google Scholar] [CrossRef]
- Hitzig, J.; Junttner, K.; Lorentz, W.J.; Paatsch, W. AC-impedance measurements on porous aluminium oxide films. Corros. Sci. 1984, 24, 945–952. [Google Scholar] [CrossRef]
- Kwolek, P.; Krupa, K.; Obłój, A.; Kocurek, P.; Wierzbinka, M.; Sieniawski, J. Tribological Properties of the Oxide Coatings Produced onto 6061-T6 Aluminum Alloy in the Hard Anodizing Process. J. Mater. Eng. Perform. 2018, 27, 3268–3275. [Google Scholar] [CrossRef] [Green Version]
- Sauy, J.J.; Gimenez, E.; Rodriguez, T.; Habbib, K.; Saura, J.J. Characterization of anodized and sealed aluminium by EIS. Corros. Sci. 2003, 45, 611–624. [Google Scholar] [CrossRef]
- Zhao, X.H.; Zuo, Y.; Zhao, J.M.; Xiong, J.P.; Tang, Y.M. A study on the self-sealing process of anodic films on aluminum by EIS. Surf. Coat. Technol. 2006, 200, 6846–6853. [Google Scholar] [CrossRef]
- Carangelo, A.; Curioni, M.; Acquesta, A.; Monetta, T.; Bellucci, F. Application of EIS to in situ characterization of hydrothermal sealing of anodized aluminum alloys: Comparison between hexavalent chromium-based sealing, hot water sealing and cerium-based sealing. J. Electrochem. Soc. 2016, 163, C619–C626. [Google Scholar] [CrossRef] [Green Version]
- Thompson, G.E. Porous anodic alumina: Fabrication, characterization and applications. Thin Solid Film. 1997, 297, 192–201. [Google Scholar] [CrossRef]
- López, V.; Otero, E.; Bautista, A.; González, J.A. Sealing of anodic films obtained in oxalic acid baths. Surf. Coat. Technol. 2000, 124, 76–84. [Google Scholar] [CrossRef]
- Bautista, A.; González, J.A.; López, V. Influence of triethanolamine additions on the sealing mechanism of anodised aluminium. Surf. Coat. Technol. 2002, 154, 49–54. [Google Scholar] [CrossRef]
- Zuo, Y.; Zhao, P.H.; Zhao, J.M. The influences of sealing methods on corrosion behavior of anodized aluminum alloys in NaCl solutions. Surf. Coat. Technol. 2003, 166, 237–242. [Google Scholar] [CrossRef]
- Snogan, F.; Blanc, C.; Mankowski, G.; Pebere, N. Characterisation of sealed anodic films on 7050 T74 and 2214 T6 aluminium alloys. Surf. Coat. Technol. 2002, 154, 94–103. [Google Scholar] [CrossRef]
- Dasquet, J.P.; Caillard, U.D.; Conforto, E.; Bonino, J.P.; Bes, R. Investigation of the anodic oxide layer on 1050 and 2024T3 aluminium alloys by electron microscopy and electrochemical impedance spectroscopy. Thin Solid Film. 2000, 371, 183–190. [Google Scholar] [CrossRef]
- Le Coz, F. Elaboration et Caractérisations de Films Anodiques Hautement Ordonnés, Obtenus à Partir de Substrats D’aluminium. Ph.D. Thesis, Université Toulouse III-Paul Sabatier, Toulouse, France, 2007. [Google Scholar]
- Tang, C.W. The Study of Anodic Treatment of Aluminum in Tertiary Mixed Acid after High Temperature Pre-Immersing. Ph.D. Thesis, Tatung University, Taipei, Taiwan, 2005. [Google Scholar]
- Gaona-Tiburcio, C.; Montoya, R.M.; Cabral, M.J.A.; Estupiñan, L.F.; Zambrano, R.P.; Orozco, C.R.; Chacon-Nava, J.G.; Baltazar, Z.M.A.; Almeraya-Calderon, F. Corrosion resistance of multilayer coatings deposited by PVD on inconel 718 using electrochemical impedance spectroscopy technique. Coatings 2020, 10, 521. [Google Scholar] [CrossRef]
- Van Der Linden, B.; Terryn, H.; Vereecken, J. Investigation of anodic aluminium oxide layers by electrochemical impedance spectroscopy. J. Appl. Electrochem. 1990, 20, 798–803. [Google Scholar] [CrossRef]
- Moutarlier, V.; Gigandet, M.P.; Ricq, L.; Pagetti, J. Electrochemical characterization of anodic oxidation films formed in presence of corrosion inhibitors. Appl. Surf. Sci. 2001, 183, 1–9. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Anodizing | Sealing | Nomenclature | ||
|---|---|---|---|---|---|
| Electrolyte | Current Density (A/cm2) | Time (min) | |||
| AA 6061 | H2SO4 | 1 | 30 | Deionized water at 95 °C for 30 min | SA: (sulfuric acid)/1 A·cm−2 |
| H2SO4 | 7.2 | 30 | SA: (sulfuric acid)/7.2 A·cm−2 | ||
| Citric acid + H2SO4 | 1 | 30 | CA: (citric acid)/1 A·cm−2 | ||
| Citric acid + H2SO4 | 7.2 | 30 | CA: (citric acid)/7.2 A·cm−2 | ||
| Elements | Al | Cu | Mg | Mn | Fe | Si | Zn | Cr | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Content | 95.15 | 0.08 | 2.14 | 0.03 | 0.11 | 2.14 | 0.15 | 0.12 | 0.08 |
| Sample | Ecorr (V vs. SCE) | EPit (V vs. SCE) | E (Anodic to Cathodic Transition) (V vs. SCE) | ipass (nA/cm2) | icorr (nA/cm2) |
|---|---|---|---|---|---|
| Un-anodized AA 6061 | −0.745 | −0.745 | −0.813 | - | 156 |
| SA (sulfuric acid)/1 A·cm−2 | −0.629 | −0.297 | −0.844 | 52.2 | 22.2 |
| SA (sulfuric acid)/7.2 A·cm−2 | −0.566 | - | −0.158 | 42.9 | 5.93 |
| CA (citric acid)/1 A·cm−2 | −0.343 | - | −0.659 | 65.2 | 17.0 |
| CA (citric acid/7.2 A·cm−2 | −0.693 | −0.693 | −0.816 | - | 2620 |
| Samples | Rsol (Ω m2) | CPEw (µF/cm2) | nW | R1 (Ω m2) | CP (µF/cm2) | Rp (Ω cm2) | CB (µF/cm2) | nB | RB (Ω cm2) | Error (%) | χ2 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Un-anodized AA 6061 | 21.58 | - | - | - | - | - | 6.66 | 0.94 | 181,720 | ˂2.58 | 3 × 10−2 |
| SA (sulfuric acid)/1 A·cm−2 | 18.18 | 0.34 | 0.80 | 44,223 | 1.19 | 3.72 × 109 | 0.55 | 1.0 | 25,487 | ˂2.57 | 6 × 10−4 |
| SA (sulfuric acid)/7.2 A·cm−2 | 17.41 | 0.45 | 0.71 | 43,337 | 1.49 | 1.00 × 109 | 2.16 | 1.0 | 9,199 | ˂2.57 | 7 × 10−4 |
| CA (citric acid)/1 A·cm−2 | 27.78 | 0.86 | 0.88 | 284,410 | 4.82 | 3.16 × 109 | 3.82 | 1.0 | 522,070 | ˂2.60 | 1 × 10−2 |
| CA (citric acid)/7.2 A·cm−2 | 21.81 | - | - | - | - | - | 15.66 | 0.90 | 29,399 | ˂2.57 | 3 × 10−2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabral-Miramontes, J.; Gaona-Tiburcio, C.; Estupinán-López, F.; Lara-Banda, M.; Zambrano-Robledo, P.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Chacón-Nava, J.; Almeraya-Calderón, F. Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions. Coatings 2020, 10, 601. https://doi.org/10.3390/coatings10060601
Cabral-Miramontes J, Gaona-Tiburcio C, Estupinán-López F, Lara-Banda M, Zambrano-Robledo P, Nieves-Mendoza D, Maldonado-Bandala E, Chacón-Nava J, Almeraya-Calderón F. Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions. Coatings. 2020; 10(6):601. https://doi.org/10.3390/coatings10060601
Chicago/Turabian StyleCabral-Miramontes, José, Citlalli Gaona-Tiburcio, Francisco Estupinán-López, María Lara-Banda, Patricia Zambrano-Robledo, Demetrio Nieves-Mendoza, Erick Maldonado-Bandala, José Chacón-Nava, and Facundo Almeraya-Calderón. 2020. "Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions" Coatings 10, no. 6: 601. https://doi.org/10.3390/coatings10060601
APA StyleCabral-Miramontes, J., Gaona-Tiburcio, C., Estupinán-López, F., Lara-Banda, M., Zambrano-Robledo, P., Nieves-Mendoza, D., Maldonado-Bandala, E., Chacón-Nava, J., & Almeraya-Calderón, F. (2020). Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions. Coatings, 10(6), 601. https://doi.org/10.3390/coatings10060601