Recent Progress in Precision Machining and Surface Finishing of Tungsten Carbide Hard Composite Coatings



Abstract
:1. Introduction
2. Materials Synthesis
2.1. Electrodeposition
2.2. High-Power Impulse Magnetron Sputtering (HiPIMS)
2.3. Thermal Spraying
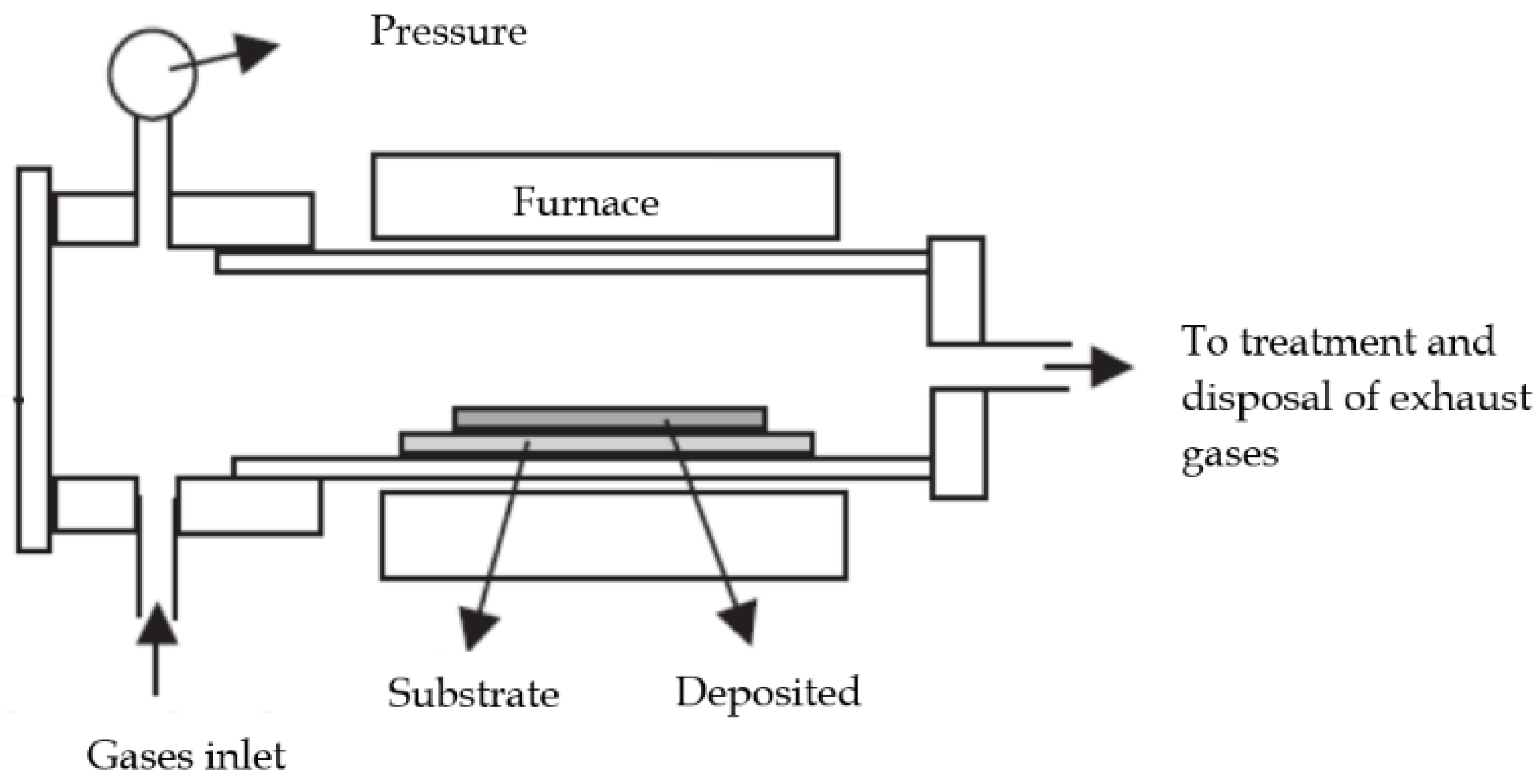
2.4. Chemical Vapour Deposition (CVD)
2.5. Selection of WC Deposition Techniques
3. Precision Machining Requirements
3.1. Surface Finish
3.2. Geometrical Tolerance
4. Contact Surface Finishing Techniques
4.1. Diamond Turning
4.1.1. Operational Parameters in Diamond Turning
4.1.2. Diamond Turning of WC
4.2. Precision Grinding
4.2.1. Precision Grinding of WC
4.2.2. Selection of Abrasives for Grinding of WC
4.3. Superfinishing
4.3.1. Variations and Mechanisms of Superfinishing Process
- —average depth of peetration
- —total number of stone surface cutting edges
- —number of active cutting edges
- —height of cutting edges
- —seperation distance
- —probabaility density function of cutting edge height
4.3.2. Superfinishing of WC
4.4. Vibratory Polishing
4.4.1. Mechanics of Vibratory Polishing
4.4.2. Vibratory Polishing of Hard Coatings
5. Non-Contact Surface Finishing Techniques
5.1. Electrical Discharge Machining
5.1.1. EDM Operating Principles
5.1.2. EDM of WC
5.1.3. EDM Machinability of Cemented WC Coatings
5.1.4. Heat Affected Zone and Oxidation
5.2. Electropolishing
Electropolishing of WC
6. Conclusions
Funding
Conflicts of Interest
References
- Hoornaert, T.; Hua, Z.K.; Zhang, J.H. Hard wear-resistant coatings: A review. Adv. Tribol. 2009, 774–779. [Google Scholar] [CrossRef]
- Donnet, C.; Erdemir, A. Historical developments and new trends in tribological and solid lubricant coatings. Surf. Coat. Technol. 2004, 180–181, 76–84. [Google Scholar] [CrossRef]
- Micallef, C.; Zhuk, Y.N.; Wood, R.J.K. Galling resistance of nanostructured CVD tungsten/tungsten carbide coatings. Surf. Topogr. Metrol. Prop. 2019, 7, 025004. [Google Scholar] [CrossRef]
- Alexey, S.K.; Aleksandr, I.G. Tungsten Carbides Structure, Properties and Application in Hardmetals; Hull, R., Chennupati, J., Richard, M.O., Jürgen Parisi, Z.M.W., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-33847-2. [Google Scholar]
- Sundgren, J.-E.; Hentzell, H.T.G. A review of the present state of art in hard coatings grown from the vapor phase. J. Vac. Sci. Technol. A Vacuum Surf. Film. 1986, 4, 2259–2279. [Google Scholar] [CrossRef]
- Jiang, X.; Philip, J.; Zhang, W.J.; Hess, P.; Matsumoto, S. Hardness and Young’s modulus of high-quality cubic boron nitride films grown by chemical vapor deposition. J. Appl. Phys. 2003, 93, 1515–1519. [Google Scholar] [CrossRef]
- Jia, K.; Fischer, T.E. Sliding wear of conventional and nanostructured cemented carbides. Wear 1997, 203–204, 310–318. [Google Scholar] [CrossRef]
- Ashby, M.F. The CES EduPack Resource Booklet 2: Material and Process Selection Charts; Granta Des. Limited: Cambridge, UK, 2009. [Google Scholar]
- Samuel, J.S.; Roy, W.R. The Science of Ceramic Machining and Surface Finishing; U.S. Department of Commerce: Springfield, MO, USA, 1972; ISBN 9788578110796.
- OHSA. Controlling Hexavalent Chromium Exposures during Electroplating; OHSA: Washington, DC, USA, 2013; pp. 1–3.
- ECHA Substances Restricted under REACH. Available online: https://echa.europa.eu/substances-restricted-under-reach (accessed on 23 July 2020).
- Wetton, B.A.G. A review of theories of metal removal in grinding. J. Mech. Eng. Sci. 1969, 11, 412–425. [Google Scholar] [CrossRef]
- Mao, C.; Liang, C.; Zhang, Y.; Zhang, M.; Hu, Y.; Bi, Z. Grinding characteristics of cBN-WC-10Co composites. Ceram. Int. 2017, 43, 16539–16547. [Google Scholar] [CrossRef]
- Lohrengel, M.M.; Rataj, K.P.; Schubert, N.; Schneider, M.; Höhn, S.; Michaelis, A.; Hackert-Oschätzchen, M.; Martin, A.; Schubert, A. Electrochemical machining of hard metals—WC/Co as example. Powder Metall. 2014, 57, 21–30. [Google Scholar] [CrossRef]
- Kim, M.J.; Lee, J.K.; Hwang, Y.; Cha, D.H.; Kim, H.J.; Kim, J.H. Experimental study of the diamond turning characteristics of tungsten carbide (Co 0.5%) when using a chamfered diamond bite. J. Korean Phys. Soc. 2012, 61, 1390–1394. [Google Scholar] [CrossRef]
- Zhang, Y.G.; Sun, W.C.; Ma, M.; Liu, X.J.; Dong, Y.R.; Zi, J.Y.; Zhou, Q.X. Electrodeposition, microstructure and property of Co-WC composite coatings. Mater. Res. Express 2019, 6. [Google Scholar] [CrossRef]
- Wänstrand, O.; Larsson, M.; Hedenqvist, P. Mechanical and tribological evaluation of PVD WC/C coatings. Surf. Coat. Technol. 1999, 111, 247–254. [Google Scholar] [CrossRef]
- Hegeman, J.B.J.W.; De Hosson, J.T.M.; De With, G. Grinding of WC—Co hardmetals. Wear 2001, 248, 187–196. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. High efficiency chemical assisted nanofinishing of HVOF sprayed WC-Co coating. Surf. Coat. Technol. 2018, 334, 204–214. [Google Scholar] [CrossRef]
- Kane, S.N.; Mishra, A.; Dutta, A.K. Preface: International conference on recent trends in physics (ICRTP 2016). J. Phys. Conf. Ser. 2016, 755. [Google Scholar] [CrossRef]
- Cruz, D.C.; Sordi, V.L.; Eiji, C.; Ventura, H. Surface analysis of WC-5 % Co cemented tungsten carbide cutting insert after plunge-face grinding. Int. J. Adv. Manuf. Technol. 2020, 108, 323–330. [Google Scholar] [CrossRef]
- Maiti, A.K.; Mukhopadhyay, N.; Raman, R. Improving the wear behavior of WC-CoCr-based HVOF coating by surface grinding. J. Mater. Eng. Perform. 2009, 18, 1060–1066. [Google Scholar] [CrossRef]
- Yang, J.; Odén, M.; Johansson-Jõesaar, M.P.; Llanes, L. Grinding effects on surface integrity and mechanical strength of WC-Co cemented carbides. Procedia CIRP 2014, 13, 257–263. [Google Scholar] [CrossRef] [Green Version]
- Mayrhofer, P.H.; Mitterer, C.; Hultman, L.; Clemens, H. Microstructural design of hard coatings. Prog. Mater. Sci. 2006, 51, 1032–1114. [Google Scholar] [CrossRef]
- Sobha Jayakrishnan, D. Electrodeposition: The versatile technique for nanomaterials. In Corrosion Protection and Control Using Nanomaterials; Woodhead Publishing Limited: Cambridge, UK, 2012; pp. 86–125. [Google Scholar]
- Mohajeri, S.; Dolati, A.; Rezagholibeiki, S. Electrodeposition of Ni/WC nano composite in sulfate solution. Mater. Chem. Phys. 2011, 129, 746–750. [Google Scholar] [CrossRef]
- Amadeh, A.; Ebadpour, R. Effect of cobalt content on wear and corrosion behaviors of electrodeposited Ni-Co/WC nano-composite coatings. J. Nanosci. Nanotechnol. 2013, 13, 1360–1363. [Google Scholar] [CrossRef] [PubMed]
- Surviliene, S.; Češuniene, A.; Jasulaitiene, V.; Bučinskiene, D. Influence of SiC+WC addition to Cr(VI) bath on corrosion behaviour of coatings in sulphate solution. Trans. Inst. Met. Finish. 2008, 86, 308–314. [Google Scholar] [CrossRef]
- Zhao, G.; Li, J.; Huang, Y.; Yang, L.; Ye, Y.; Walsh, F.C.; Chen, J.; Wang, S. Robust Ni/WC superhydrophobic surfaces by electrodeposition. RSC Adv. 2017, 7, 44896–44903. [Google Scholar] [CrossRef] [Green Version]
- Vanalakar, S.A.; Galal, A.; Singh, V.N.; Delhi, N.; Min, H.S. A review of nanostructured thin films for gas sensing and corrosion protection A review of nanostructured thin films for gas sensing and corrosion protection. Mediterr. J. Chem. 2018, 7, 433–451. [Google Scholar]
- Yuan, Y.; Yang, L.; Liu, Z.; Chen, Q. High power impulse magnetron sputtering and its applications. Plasma Sci. Technol. 2018, 20. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Cherng, J.S.; Chen, Q. Recent progress on high power impulse magnetron sputtering (HiPIMS): The challenges and applications in fabricating VO2 thin film. AIP Adv. 2019, 9. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Li, L.; Kuang, X. Effect of substrate bias on microstructure and mechanical properties of WC-DLC coatings deposited by HiPIMS. Surf. Coat. Technol. 2018, 352, 33–41. [Google Scholar] [CrossRef]
- Zhu, X.P.; Meng, Y.; Jiang, S.W.; Du, P.C.; Lei, M.K. Thermal Spray of Cemented Carbide Coatings in Off-Angle Spraying: Correlations Between Process, Coating Features/Characteristics and Performance. J. Therm. Spray Technol. 2018, 27, 1123–1142. [Google Scholar] [CrossRef]
- Tobergte, D.R.; Curtis, S. Handbook of Thermal Spray Technology, 1st ed.; ASM International: Novelty, OH, USA, 2004; Volume 53, ISBN 9788578110796. [Google Scholar]
- Ang, A.S.M.; Sanpo, N.; Sesso, M.L.; Kim, S.Y.; Berndt, C.C. Thermal spray maps: Material genomics of processing technologies. J. Therm. Spray Technol. 2013, 22, 1170–1183. [Google Scholar] [CrossRef]
- Vencl, A.; Mrdak, M.; Cvijović, I. Microstructures and tribological properties of ferrous coatings deposited by APS (Atmospheric Plasma Spraying) on Al-alloy substrate. FME Trans. 2006, 34, 151–157. [Google Scholar]
- Wang, H.; Webb, T.; Bitler, J.W. Study of thermal expansion and thermal conductivity of cemented WC-Co composite. Int. J. Refract. Met. Hard Mater. 2015, 49, 170–177. [Google Scholar] [CrossRef]
- Wood, L. Tungsten Carbide Market by Value & Volume, 2014–2019 & 2020–2024. Available online: https://www.globenewswire.com/news-release/2020/02/17/1985770/0/en/Tungsten-Carbide-Market-by-Value-Volume-2014-2019-2020-2024.html (accessed on 23 July 2020).
- Verdian, M.M. Finishing and Post-Treatment of Thermal Spray Coatings; Elsevier Ltd.: Najafabad, Iran, 2016; Volume 3. [Google Scholar]
- Pierson, H.O. Handbook of Chemical Vapor Deposition Principles, Technology and Applications; Noyes Publications/William Andrew Publishing: Norwich, NY, USA, 1992. [Google Scholar]
- Hassan, M. An Overview of Production and Development of Ceramic Membranes. Int. J. Appl. Eng. Res. 2016, 11, 7708–7721. [Google Scholar]
- Zhuk, Y.N. Thick nano-structured CVD coating HARDIDE as enabler for engineering systems in extreme wear and erosion conditions. Mater. Sci. Technol. 2007 Conf. Exhib. 2007, 3, 1970–1981. [Google Scholar]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. On coating techniques for surface protection: A review. J. Manuf. Mater. Process. 2019, 3, 28. [Google Scholar] [CrossRef] [Green Version]
- Murugan, K.; Ragupathy, A.; Balasubramanian, V.; Sridhar, K. Surface & Coatings Technology Optimizing HVOF spray process parameters to attain minimum porosity and maximum hardness in WC-10Co-4Cr coatings. Surf. Coat. Technol. 2014, 247, 90–102. [Google Scholar] [CrossRef]
- Aydın, Z.; Aldıç, G.; Çimenoğlu, H. An investigation on the mechanical properties of the hard chromium layer deposited by brush plating process on AISI H13 steel. Arch. Mater. Sci. Eng. 2015, 65, 87–92. [Google Scholar]
- Bianchi, L.; Grimaud, A.; Blein, F.; Lucch, P.; Fauchais, R. Comparison of plasma-sprayed alumina coatings by RF and DC plasma spraying. J. Thermal Spray Technol. 1995, 4, 59–66. [Google Scholar] [CrossRef]
- Nilsson, M.; Olsson, M. Tribological testing of some potential PVD and CVD coatings for steel wire drawing dies. Wear 2011, 273, 55–59. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, K.; Keunecke, M.; Bewilogua, K. Deposition of well adhering cBN films up to 2 μm thickness by B-C-N gradient layer system. Thin Solid Films 2000, 377–378, 331–339. [Google Scholar] [CrossRef]
- Aghaie-Khafri, M.; Daemi, N. Characterization of vanadium carbide coating deposited by borax salt bath process. Adv. Mater. Res. 2012, 1, 233–243. [Google Scholar] [CrossRef] [Green Version]
- Guruvenket, S.; Azzi, M.; Li, D.; Szpunar, J.A.; Martinu, L.; Klemberg-Sapieha, J.E. Structural, mechanical, tribological, and corrosion properties of a-SiC:H coatings prepared by PECVD. Surf. Coat. Technol. 2010, 204, 3358–3365. [Google Scholar] [CrossRef]
- Karamiş, M.B.; Sert, H. The role of PVD TiN coating in wear behaviour of aluminium extrusion die. Wear 1998, 217, 46–55. [Google Scholar] [CrossRef]
- Zhu, Z.; Jiang, Q. Research on precision and ultra-precision machining technology development. In Proceedings of the International Conference on Intelligent Systems Research and Mechatronics Engineering, Zhengzhou, China, 11–13 April 2015; pp. 2175–2178. [Google Scholar]
- Leach, R.K. The Measurement of Surface Texture Using Stylus Instruments.; National Physical Laboratory: Teddington, UK, 2001; ISBN 1368-6550. [Google Scholar]
- Smith, G.T. Industrial Metrology Surfaces and Roundness; Springer: Berlin, Germany, 2002. [Google Scholar]
- Simmons, C.H.; Maguire, D.E.; Phelps, N. Geometrical tolerancing and datums. Man. Eng. Draw. 2009, 159–167. [Google Scholar] [CrossRef]
- Kharlamov, Y.; Al-jawaheri, A.A.M. Dimensioning and tolerancing of coated parts. TEKA Comm. Mot. Energ. Agric. 2014, 14, 105–114. [Google Scholar]
- Weiss, P.R. A Discussion of Scientific Methods for Setting Manufacturing Tolerances; University of Wisconsin: Madison, WI, USA, 1993. [Google Scholar]
- Mohammad, A.E.K.; Wang, D. Electrochemical mechanical polishing technology: Recent developments and future research and industrial needs. Int. J. Adv. Manuf. Technol. 2016, 86, 1909–1924. [Google Scholar] [CrossRef]
- Yip, A. Factors Affecting Surface Topography in Diamond Turning. Ph.D. Thesis, McMaster University, Hamilton, ON, Canada, 2014. [Google Scholar]
- Yan, J.; Zhang, Z.; Kuriyagawa, T. Mechanism for material removal in diamond turning of reaction-bonded silicon carbide. Int. J. Mach. Tools Manuf. 2009, 49, 366–374. [Google Scholar] [CrossRef]
- Georgiev, K.; Katsarova, P.; Chopov, I. Experimental study of surface roughness on a processed detail of tungsten carbide by using a grinding device on a diamond turning machine. Int. J. Innov. Eng. Technol. 2018, 10, 82–87. [Google Scholar]
- Han, W.; Fang, F. Fundamental aspects and recent developments in electropolishing. Int. J. Mach. Tools Manuf. 2019, 139, 1–23. [Google Scholar] [CrossRef]
- Fähnle, O.W.; Doetz, M.; Dambon, O.; Klocke, F.; Vogt, C.; Rascher, R. Ductile mode single point diamond turning (SPDT) of binderless tungsten carbide molds. Int. Soc. Opt. Photonics 2018, 10742, 107420E. [Google Scholar] [CrossRef]
- Zhang, G.; Dai, Y.; To, S.; Wu, X.; Lou, Y. International Journal of Mechanical Sciences Tool interference at workpiece centre in single-point diamond turning. Int. J. Mech. Sci. 2019, 151, 2018. [Google Scholar] [CrossRef]
- Da Motta Gonçalves, A.; Duduch, J.G.; Jasinevicius, R.G.; Montanari, L.; Porto, A.J.V.; Chao, C.L. Single point diamond turning of tungsten carbide. In Proceedings of the 11th EuspenInternational Conference, Como, Italy, 23–27 May 2011; pp. 394–397. [Google Scholar]
- He, C.L.; Zong, W.J.; Zhang, J.J. Influencing factors and theoretical modeling methods of surface roughness in turning process: State-of-the-art. Int. J. Mach. Tools Manuf. 2018, 129, 15–26. [Google Scholar] [CrossRef]
- Yang, W.H.; Tarng, Y.S. Design optimization of cutting parameters for turning operations based on the Taguchi method. J. Mater. Process. Technol. 1998, 84, 1–3. [Google Scholar]
- Liu, K.; Melkote, S.N. Effect of plastic side flow on surface roughness in micro-turning process. Int. J. Mach. Tools Manuf. 2006, 46, 1778–1785. [Google Scholar] [CrossRef]
- He, C.; Zong, W. Influencing factors and theoretical models for the surface topography in diamond turning process: A review. Micromachines 2019, 10, 288. [Google Scholar] [CrossRef] [Green Version]
- Lauwers, B.; Liu, W.; Eeraerts, W. Influence of the composition of WC-based cermets on manufacturability by wire-EDM. J. Manuf. Process. 2006, 8, 83–89. [Google Scholar] [CrossRef]
- Balasubramaniam, R.; Sarepaka, R.V.; Subbiah, S. Diamond Turn Machining: Thoery and Practice, 1st ed.; CRC Press Taylor & Francis Froup: Kanpur, India, 2017. [Google Scholar]
- Li, Z.; Jin, G.; Fang, F.; Gong, H.; Jia, H. Ultrasonically assisted single point diamond turning of optical mold of tungsten carbide. Micromachines 2018, 9, 77. [Google Scholar] [CrossRef] [Green Version]
- Zou, L.; Huang, Y.; Zhou, M.; Xiao, G. Thermochemical wear of single crystal diamond catalyzed by ferrous materials at elevated temperature. Crystals 2017, 7, 116. [Google Scholar] [CrossRef] [Green Version]
- Rhorer, R.L.; Evans, C.J. Fabrication of optics by diamond turning. In Handbook of Optics; McGraw-Hill: Columbus, OH, USA, 2010. [Google Scholar]
- Paul, E.; Evans, C.J.; Mangamelli, A.; McGlauflin, M.L.; Polvani, R.S. Chemical aspects of tool wear in single point diamond turning. Precis. Eng. 1996, 18, 4–19. [Google Scholar] [CrossRef]
- Venkatachalam, S.; Li, X.; Liang, S.Y. Predictive modeling of transition undeformed chip thickness in ductile-regime micro-machining of single crystal brittle materials. J. Mater. Process. Technol. 2009, 209, 3306–3319. [Google Scholar] [CrossRef]
- Bulla, B.; Klocke, F.; Dambon, O. Analysis on ductile mode processing of binderless, nano crystalline tungsten carbide through ultra precision diamond turning. J. Mater. Process. Technol. 2012, 212, 1022–1029. [Google Scholar] [CrossRef]
- Suzuki, N.; Haritani, M.; Yang, J.; Hino, R.; Shamoto, E. Elliptical vibration cutting of tungsten alloy molds for optical glass parts. CIRP Ann. 2007, 1, 5–8. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. Manuf. Technol. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Kopac, J.; Krajnik, P. High-performance grinding—A review. J. Mater. Proc. Technol. 2006, 175, 278–284. [Google Scholar] [CrossRef]
- Shanshan, C.; Fai, C.C.; Feihu, Z.; Ting, H.L.; Chenyang, Z. Theoretical and experimental investigation of a tool path control strategy for uniform surface generation in ultra-precision grinding. Int. J. Adv. Manuf. Technol. 2019, 103, 4307–4315. [Google Scholar] [CrossRef]
- Ding, W.; Zhang, L.; Li, Z.; Zhu, Y.; Su, H. Review on grinding-induced residual stresses in metallic materials. Int. J. Adv. Manuf. Technol. 2017, 2939–2968. [Google Scholar] [CrossRef]
- Chen, X.; Rowe, W.B.; Mccormack, D.F. Analysis of the transitional temperature for tensile residual stress in grinding. J. Mater. Proc. Technol. 2000, 107, 216–221. [Google Scholar] [CrossRef]
- Venkastesh, V.C.; Sudin, I. Precision Engineering; Tata McGraw-Hill Publishing: New Dehli, India, 2007; Volume 1, ISBN 0071548289. [Google Scholar]
- Bianchi, E.C.; Aguiar, P.R.; de Monici, R.D.; Daré Neto, L.; Silva, L.R. Analysis of the performance of superabrasive and alumina grinding wheels with different bonds and machining conditions. Mater. Res. 2003, 6, 239–246. [Google Scholar] [CrossRef] [Green Version]
- Malkin, S.; Guo, C. Thermal Analysis of Grinding. CIRP Ann. Manuf. Technol. 2007, 56, 760–782. [Google Scholar] [CrossRef]
- Abang Kamaruddin, A.M.N.; Hosokawa, A.; Ueda, T.; Furumoto, T.; Koyano, T. Cutting performance of CBN and diamond tools in dry turning of cemented carbide. In Proceedings of the 8th International Conference on Leading Edge Manufacturing in 21st Century, LEM, Kyoto, Japan, 18–22 October 2015; Volume 3, pp. 1–9. [Google Scholar] [CrossRef] [Green Version]
- Rech, J.; Kermouche, G.; Grzesik, W.; García-Rosales, C.; Khellouki, A.; García-Navas, V. Characterization and modelling of the residual stresses induced by belt finishing on a AISI52100 hardened steel. J. Mater. Process. Technol. 2008, 208, 187–195. [Google Scholar] [CrossRef]
- Varghese, B.; Malkin, S. Experimental investigation of methods to enhance stock removal for superfinishing. Abrasives 2000, 47, 8–13. [Google Scholar] [CrossRef]
- Chang, S.H.; Balasubramhanya, S.; Chandrasekar, S.; Farris, T.N.; Hashimoto, F. Forces and specific energy in superfinishing of hardened steel. CIRP Ann. Manuf. Technol. 1997, 46, 257–260. [Google Scholar] [CrossRef]
- Keil, C. Aircraft engineering and aerospace technology: 75th anniversary. Aircr. Eng. Aerosp. Technol. 2004, 76, 76–79. [Google Scholar] [CrossRef]
- Errichello, R. Case Study Another Perspective: False Brinelling and Fretting Corrosion. Available online: https://www.stle.org/images/pdf/STLE_ORG/BOK/LS/Bearings/Another%20Prospective_False%20Brinelling%20and%20Fretting%20Corrosion_tlt%20article_April04.pdf (accessed on 29 June 2020).
- Chang, S.H.; Farris, T.N.; Chandrasekar, S. Contact mechanics of superfinishing. J. Tribol. 2000, 122, 388–393. [Google Scholar] [CrossRef]
- Lepadatescu, B.; Buzatu, C. Studies and researches regarding a mathematical model of superfinishing manufacturing process. Recent Adv. Mech. Eng. Autom. Control Stud. 2012, 151–157. [Google Scholar]
- Schmitt, R. CIRP Encyclopedia of production engineering. Int. Acad. Prod. Eng. 2014, 1085–1220. [Google Scholar]
- Uhlmann, E.; Spur, G.; Kleinschnitker, M. Honing and Superfinishing, 2nd ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2015; ISBN 9781455778584. [Google Scholar]
- Onchi, Y.; Matsumori, N.; Ikawa, N.; Shimada, S. Porous Fine CBN Stones for High Removal Rate Superfinishing. CIRP Ann. Manuf. Technol. 1995, 44, 291–294. [Google Scholar] [CrossRef]
- El-Hofy, H.A.-G. Fundamentals of Machining Processes: Conventional and Nonconventional Processes; CRC Press: Boca Raton, FL, USA, 2013; ISBN 9781466577039. [Google Scholar]
- Darmann Abrasive Products. The Art of Superfinishing, Darmann Abrasive Products; Darmann Abrasive Products Inc.: Clinton, MI, USA; pp. 1–10.
- 3M Superabrasives and Microfinishing Systems Division. Roll Grinding, Superfinishing and Microfinishing Systems. 3M Superabrasives and Microfinishing Systems Division; 3M: Saint Paul, MN, USA.
- Biermann, D.; Goeke, S.; Tillmann, W.; Nebel, J. Improvement of wear resistant thermally sprayed coatings by microfinishing. CIRP Ann. Manuf. Technol. 2013, 62, 559–562. [Google Scholar] [CrossRef]
- Nakayama, K.; Hashimoto, H. Experimental investigation of the superfinishing process. Wear 1995, 185, 173–182. [Google Scholar] [CrossRef]
- Jan, P. Finishing of Tungsten Carbide. U.S. Patent 6004189, 21 December 1999. [Google Scholar]
- SAE International. AMS2452: Superfinishing of HVOF Applied Tungsten Carbide Coatings; SAE International: Warrendale, PA, USA, 2011; pp. 1–13. [Google Scholar]
- Ciampini, D.; Papini, M.; Spelt, J.K. Impact velocity measurement of media in a vibratory finisher. J. Mater. Process. Technol. 2007, 183, 347–357. [Google Scholar] [CrossRef]
- Mediratta, R.; Ahluwalia, K.; Yeo, S.H. State-of-the-art on vibratory finishing in the aviation industry: An industrial and academic perspective. Int. J. Adv. Manuf. Technol. 2016, 85, 415–429. [Google Scholar] [CrossRef]
- Canals, L.; Badreddine, J.; McGillivray, B.; Miao, H.Y.; Levesque, M. Effect of vibratory peening on the sub-surface layer of aerospace materials Ti-6Al-4V and E-16NiCrMo13. J. Mater. Process. Technol. 2019, 264, 91–106. [Google Scholar] [CrossRef]
- Ahluwalia, K.; Mediratta, R.; Yeo, S.H. Experimental investigation of fixtured vibratory finishing of aluminium. Lect. Notes Eng. Comput. Sci. 2016, 2224, 714–718. [Google Scholar]
- Reed, B. Choosing Tumbling Media for Vibratory Deburring Machine. Available online: https://vibra.com/choosing-tumbling-media-for-vibratory-deburring-machines/ (accessed on 23 July 2020).
- Kumar, P.P. Experimental Investigation of Surface Modification Mechanism in Vibratory Finishing Process. Ph.D. Thesis, Nanyang Technology University, Singapore, 2015. [Google Scholar]
- Uhlmann Eckart & Eulitz Alexander Influence of ceramic media composition on material removal in vibratory finishing. CIRP Manuf. Syst. 2018, 1445–1450. [CrossRef]
- Ltd, P.V. Consumables, Finishing & Deburring Media. Available online: https://www.vibratoryfinishing.co.uk/Consumables/ (accessed on 23 July 2020).
- Prakasam, P.K.; Castagne, S.; Subbiah, S. Mechanism of Surface Evolution in Vibratory Media Finishing. Procedia Manuf. 2015, 1, 628–636. [Google Scholar] [CrossRef] [Green Version]
- Yabuki, A.; Baghbanan, M.R.; Spelt, J.K. Contact forces and mechanisms in a vibratory finisher. Wear 2002, 252, 635–643. [Google Scholar] [CrossRef]
- Kumar, P.P.; Sathyan, S. Simulation of 1D abrasive vibratory finishing process. Adv. Mater. Res. 2012, 565, 290–295. [Google Scholar] [CrossRef]
- Sofronas, A.; Taraman, S. Model development and optimization of vibratory finishing process. Int. J. Prod. Res. 1979, 17, 23–31. [Google Scholar] [CrossRef]
- Domblesky, J.; Evans, R.; Cariapa, V. Material removal model for vibratory finishing. Int. J. Prod. Res. 2004, 42, 1029–1041. [Google Scholar] [CrossRef]
- Uhlmann, E.; Dethlefs, A.; Eulitz, A. Investigation of material removal and surface topography formation in vibratory finishing. Procedia CIRP 2014, 14, 25–30. [Google Scholar] [CrossRef] [Green Version]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int. J. Mach. Tools Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Altan, T.; Lilly, B.; Yen, Y.C. Manufacturing of dies and molds. CIRP Ann. Manuf. Technol. 2001, 50, 404–422. [Google Scholar] [CrossRef]
- Jameson, E.C. Electrical Discharge Machining, 1st ed.; Society of Manufacturing Engineers: Michigan, IN, USA, 2001; ISBN 087263521X. [Google Scholar]
- Makenzi, M.M.; Ikua, B.W. A review of flushing techniques used in electrical discharge machining. Proc. Sustain. Res. Innov. Conf. 2012, 4, 162–165. [Google Scholar]
- Bhadauria, G.; Jha, S.K.; Roy, B.N.; Dhakry, N.S. Electrical-discharge machining of tungsten carbide (WC) and its composites (WC-Co)—A review. Mater. Today Proc. 2018, 5, 24760–24769. [Google Scholar] [CrossRef]
- Mahdavinejad, R.A.; Mahdavinejad, A. ED machining of WC-Co. J. Mater. Process. Technol. 2005, 162–163, 637–643. [Google Scholar] [CrossRef]
- Puertas, I.; Luis, C.J.; Álvarez, L. Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC-Co. J. Mater. Process. Technol. 2004, 153–154, 1026–1032. [Google Scholar] [CrossRef]
- Lin, Y.C.; Hwang, L.R.; Cheng, C.H.; Su, P.L. Effects of electrical discharge energy on machining performance and bending strength of cemented tungsten carbides. J. Mater. Process. Technol. 2008, 206, 491–499. [Google Scholar] [CrossRef]
- Lee, S.H.; Li, X. Study of the surface integrity of the machined workpiece in the EDM of tungsten carbide. J. Mater. Process. Technol. 2003, 139, 315–321. [Google Scholar] [CrossRef]
- Yoshida, M.; Ishii, Y.; Ueda, T. Study on electrical discharge machining for cemented carbide with non-flammable dielectric liquid: Influence of form of oxygen supplied to dielectric liquid on machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 568–577. [Google Scholar] [CrossRef]
- Abdullah, A.; Shabgard, M.R. Effect of ultrasonic vibration of tool on electrical discharge machining of cemented tungsten carbide (WC-Co). Int. J. Adv. Manuf. Technol. 2008, 38, 1137–1147. [Google Scholar] [CrossRef]
- Fukuzawa, Y.; Nagasawa, S. Electrical discharge machining of cemented carbide with combined ultrasonic complex vibration—Effects of the gap distance—First report. Int. J. Electr. Mach. 2010, 15, 25–32. [Google Scholar]
- Janmanee, P.; Muttamara, A. Optimization of electrical discharge machining of composite 90WC-10Co base on Taguchi approach. Eur. J. Sci. Res. 2015, 64, 426–436. [Google Scholar]
- Lee, S.H.; Li, X.P. Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide. J. Mater. Proce. Technol. 2001, 115, 344–358. [Google Scholar] [CrossRef]
- Klocke, F.; Hensgen, L.; Klink, A.; Ehle, L.; Schwedt, A. Structure and composition of the white layer in the wire-EDM process. Procedia CIRP 2016, 42, 673–678. [Google Scholar] [CrossRef]
- Bleys, B.P.; Kruth, J.; Lauwers, B.; Schacht, B.; Balasubramanian, V.; Froyen, L.; Humbeeck, J. Van Surface and Sub-Surface Quality of Steel after EDM. Adv. Eng. Mater. 2006, 8, 15–25. [Google Scholar] [CrossRef]
- Li, L.; Guo, Y.B.; Wei, X.T.; Li, W. Surface integrity characteristics in wire-EDM of Inconel 718 at different surface integrity characteristics in wire-EDM of Inconel 718 at different discharge energy. Procedia CIRP 2014, 6, 220–225. [Google Scholar] [CrossRef] [Green Version]
- Tamura, T.Y.U. Decomposition behavior of tungsten carbide in cemented carbide machined by EDM. J. Jpn. Soc. Electr. Mach. Eng. 2016, 50, 205–211. [Google Scholar] [CrossRef]
- Schubert, N.; Schneider, M.; Michaelis, A. Electrochemical machining of cemented carbides. Int. J. Refract. Met. Hard Mater. 2014, 47, 54–60. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Delstar Metal Finishing Electropolishing: A User’s Guide to Application, Quality Standards and The Standards of Quality, 9th ed.; Delstar: Houston, TX, USA, 2003.
- Hu, Y.N.; Zhou, H.; Liao, L.P.; Deng, H.B. Surface quality analysis of the electropolishing of cemented carbide. J. Mater. Process. Technol. 2003, 139, 253–256. [Google Scholar] [CrossRef]
- Kuppuswamy, R.; Mubita, K. Electro-polishing of tungsten carbide ball nose end mill to improve tool life. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2017, 231, 667–675. [Google Scholar] [CrossRef]
- Lin, C.C.; Hu, C.C. Electropolishing of 304 stainless steel: Surface roughness control using experimental design strategies and a summarized electropolishing model. Electrochim. Acta 2008, 53, 3356–3363. [Google Scholar] [CrossRef]
- Clerc, C.; Landolt, D. On the theory of anodic levelling: Behaviour of macroprofiles. Electrochim. Acta 1987, 32, 1435–1441. [Google Scholar] [CrossRef]
- Wu, Y. Investigating tungsten carbide micro-hole drilling characteristics by Desktop micro-ECM with NaOH solution. Micromachines 2018, 9, 512. [Google Scholar] [CrossRef] [PubMed] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Techniques | Strengths | Limitations |
|---|---|---|
| Electrodeposition |
|
|
| Magnetron sputtering |
|
|
| Thermal spray |
|
|
| CVD |
|
|
| Coatings | Deposition Method | Hardness (Hv) | Thickness (µm) | Porosity (%) | Ref |
|---|---|---|---|---|---|
| WC-Based Coatings | |||||
| WC/W | CVD | 800–1600 | 5–200 | <0.5 | [43] |
| WC/C | PVD | 1500–1800 | 2–4 | – | [17] |
| WC–10Co–4C | Thermal spray HVOF | 1279 | 180–200 | 3.5 | [45] |
| Ni/WC | Electrodeposition | 522 | 15 | – | [26] |
| WC-DLC | HiPIMS | 1886–4089 | 5.7–8 | – | [33] |
| Other Hard Coatings | |||||
| Hard Chrome | Electrodeposition | 600–1200 | 50–150 | <0.5 | [46] |
| Al2O3 | RF Plasma spray | 980–1110 | ~ 300 | <6 | [47] |
| CrC/C | Sputtering PVD | 1500 | 1.5–2 | – | [48] |
| cBN | Sputtering PVD | >6000 | 1.5–2 | – | [49] |
| VC | Thermo-Reactive Deposition (TRD) | 2430–2700 | 1–12 | – | [50] |
| a-SiC:H | PECVD | >2300 | 3 | – | [51] |
| TiN | PVD | <2090 | 8 | – | [52] |
| Techniques | Strengths | Limitations | |
|---|---|---|---|
| Contact Techniques | Diamond Turning |
|
|
| Precision Grinding |
|
| |
| Superfinishing |
|
| |
| Vibratory Polishing |
|
| |
| Non-contact Techniques | Electrical Discharge Machining |
|
|
| Electropolishing |
|
|
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Micallef, C.; Zhuk, Y.; Aria, A.I. Recent Progress in Precision Machining and Surface Finishing of Tungsten Carbide Hard Composite Coatings. Coatings 2020, 10, 731. https://doi.org/10.3390/coatings10080731
Micallef C, Zhuk Y, Aria AI. Recent Progress in Precision Machining and Surface Finishing of Tungsten Carbide Hard Composite Coatings. Coatings. 2020; 10(8):731. https://doi.org/10.3390/coatings10080731
Chicago/Turabian StyleMicallef, Christian, Yuri Zhuk, and Adrianus Indrat Aria. 2020. "Recent Progress in Precision Machining and Surface Finishing of Tungsten Carbide Hard Composite Coatings" Coatings 10, no. 8: 731. https://doi.org/10.3390/coatings10080731
APA StyleMicallef, C., Zhuk, Y., & Aria, A. I. (2020). Recent Progress in Precision Machining and Surface Finishing of Tungsten Carbide Hard Composite Coatings. Coatings, 10(8), 731. https://doi.org/10.3390/coatings10080731