Control of the Mg-Treated Iron Casting Skin Formation by S-Diffusion Blocking at the Metal–Mould Interface

Abstract
:1. Introduction
2. Background
- (a)
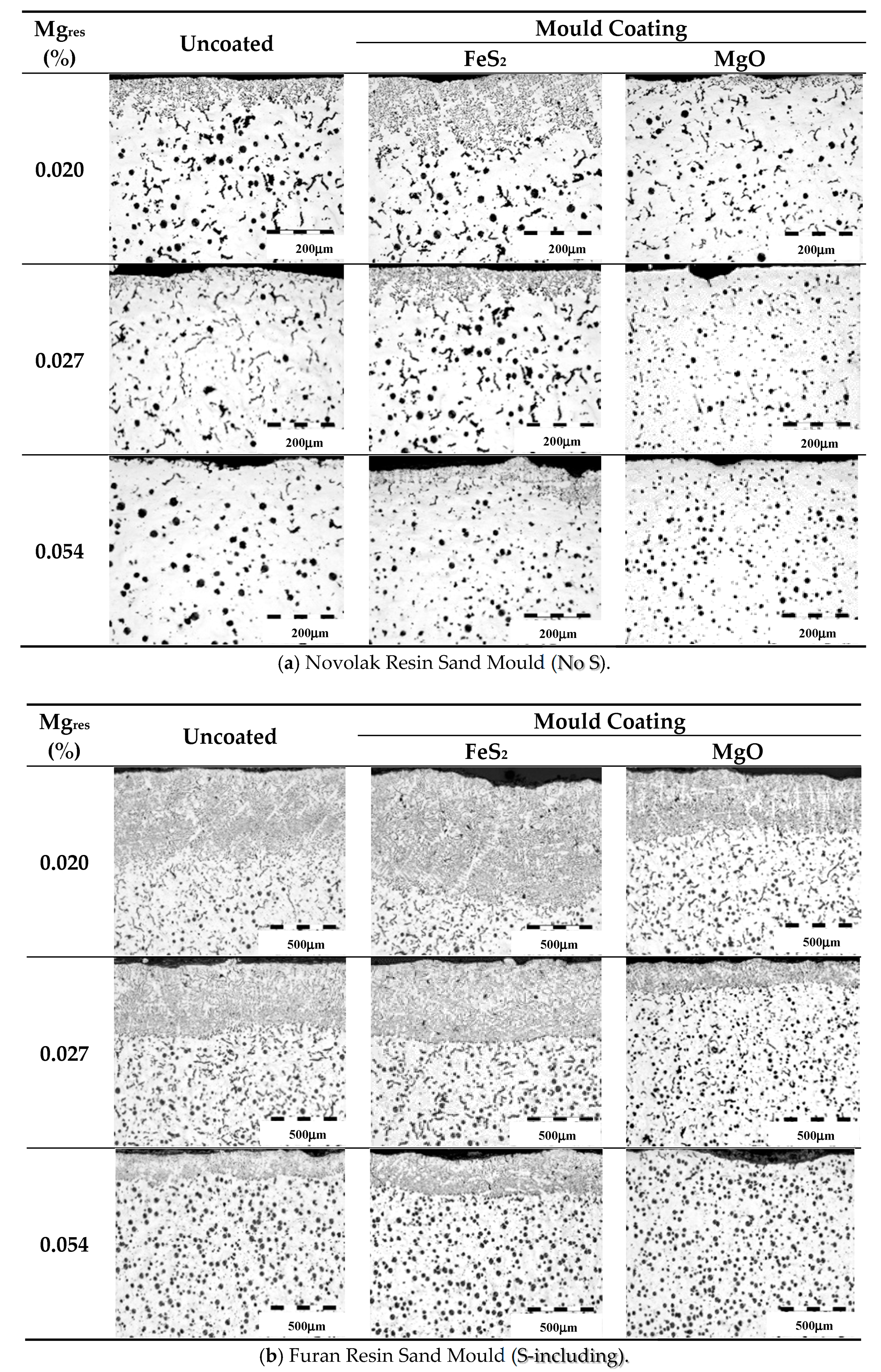
- Uncoated FRS-PTSA moulds with sulphur in the binder promoted degenerate graphite in the surface layer of the test castings, with the thickness of this layer increasing more than five times compared with NRS moulds (no mould sulphur), but also strongly depending on residual magnesium content.
- (b)
- With lower Mg content, more graphite degeneration is apparent in the cast surface layer, especially at less than 0.03% Mgres (typical Mg content for vermicular/compacted graphite cast irons) with increasing differences between FRS-PTSA and NRS moulds, and uncoated and coated moulds results.
- (c)
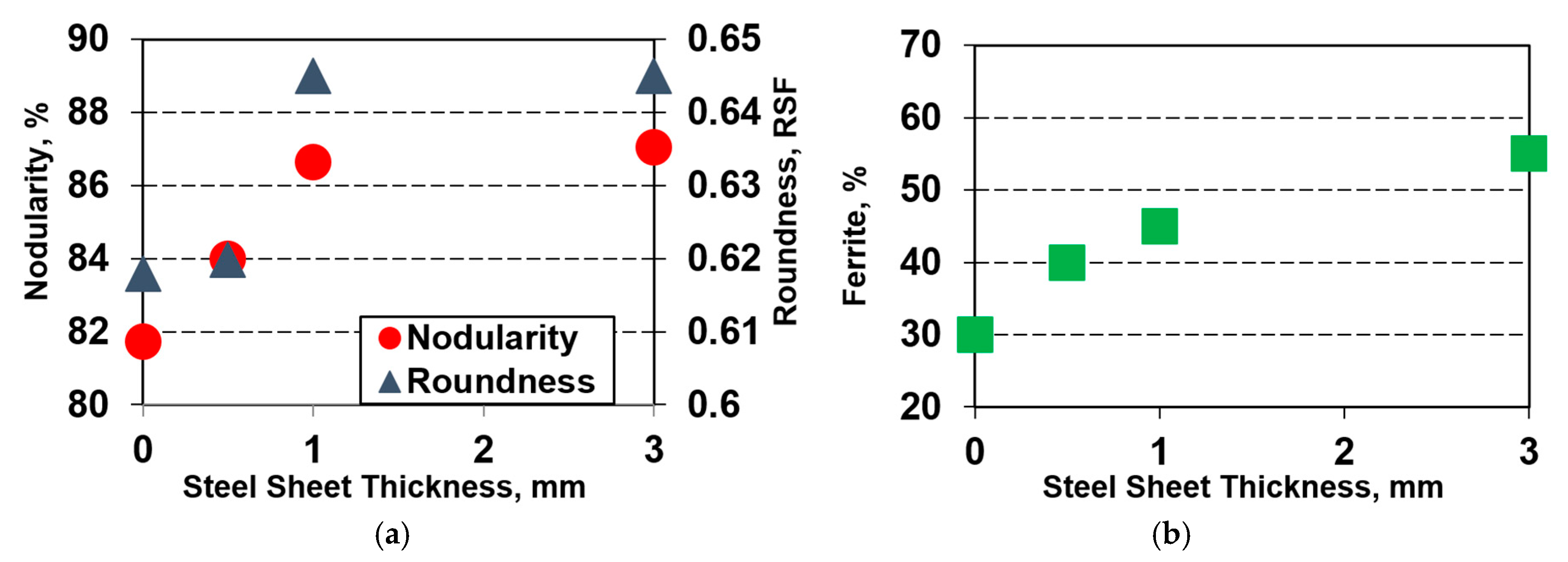
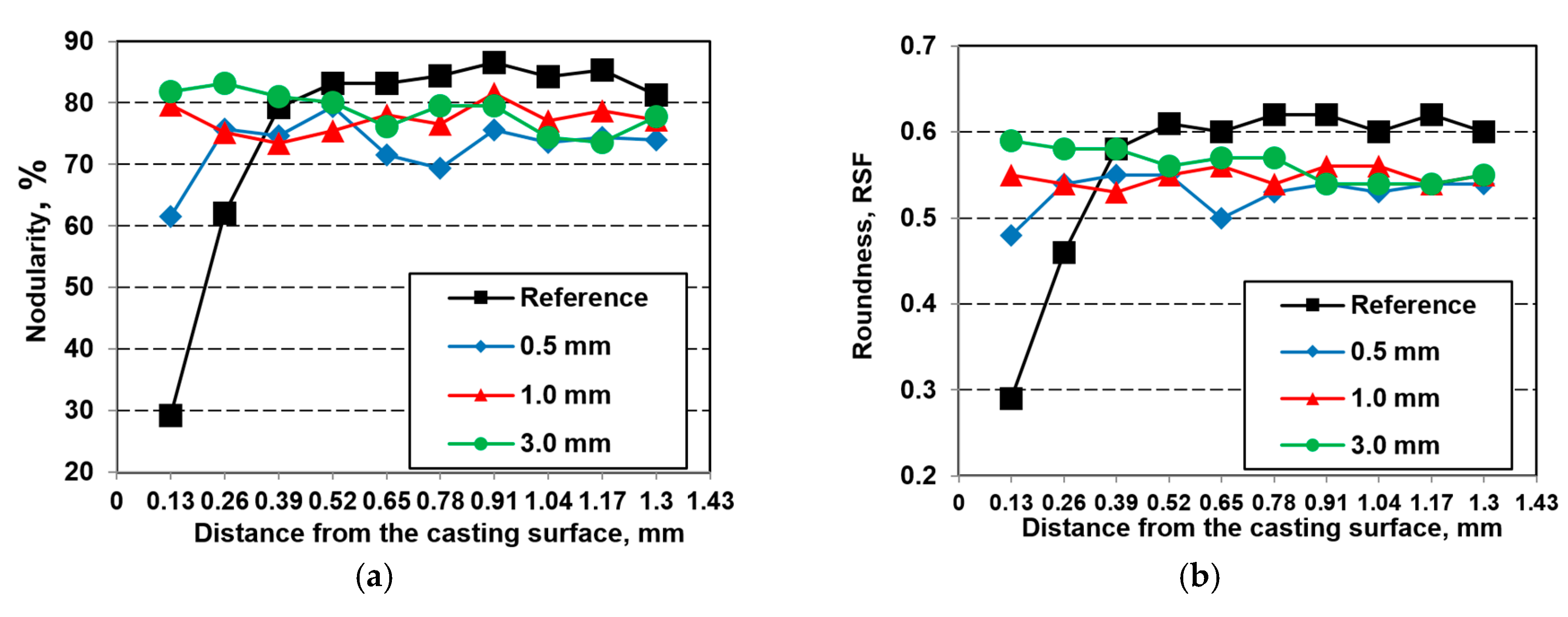
- The graphite characteristics (nodularity, shape factor, aspect ratio) in the centre of the analysed samples evolved in a clear relationship with the changes in the degenerate graphite surface layer, for the prevailing solidification conditions: higher surface layer thickness, lower is the graphite nodularity in the casting body.
- (d)
- Comparing the graphite morphologies in irons solidified against different mould coatings, it appears that application of the coatings mainly controlled the chemical interactions between S and Mg and rare earth elements (REE), rather than affecting heat transfer.
- (e)
- Sulphur bearing coatings increase the surface layer thickness by up to five times in NRS moulds and by 50% in FRS-PTSA moulds, by augmenting the sulphur already present in the FRS-PTSA moulds.
- (f)
- The coatings based on desulphurizer type materials, such as MgO, provide some protection at the metal–mould interface. It is assumed that this coating behaves as a desulphurizer locally and counters the negative effect of sulphur released by the mould.
- (g)
3. Materials and Methods
4. Results and Discussion
4.1. Chemical Composition
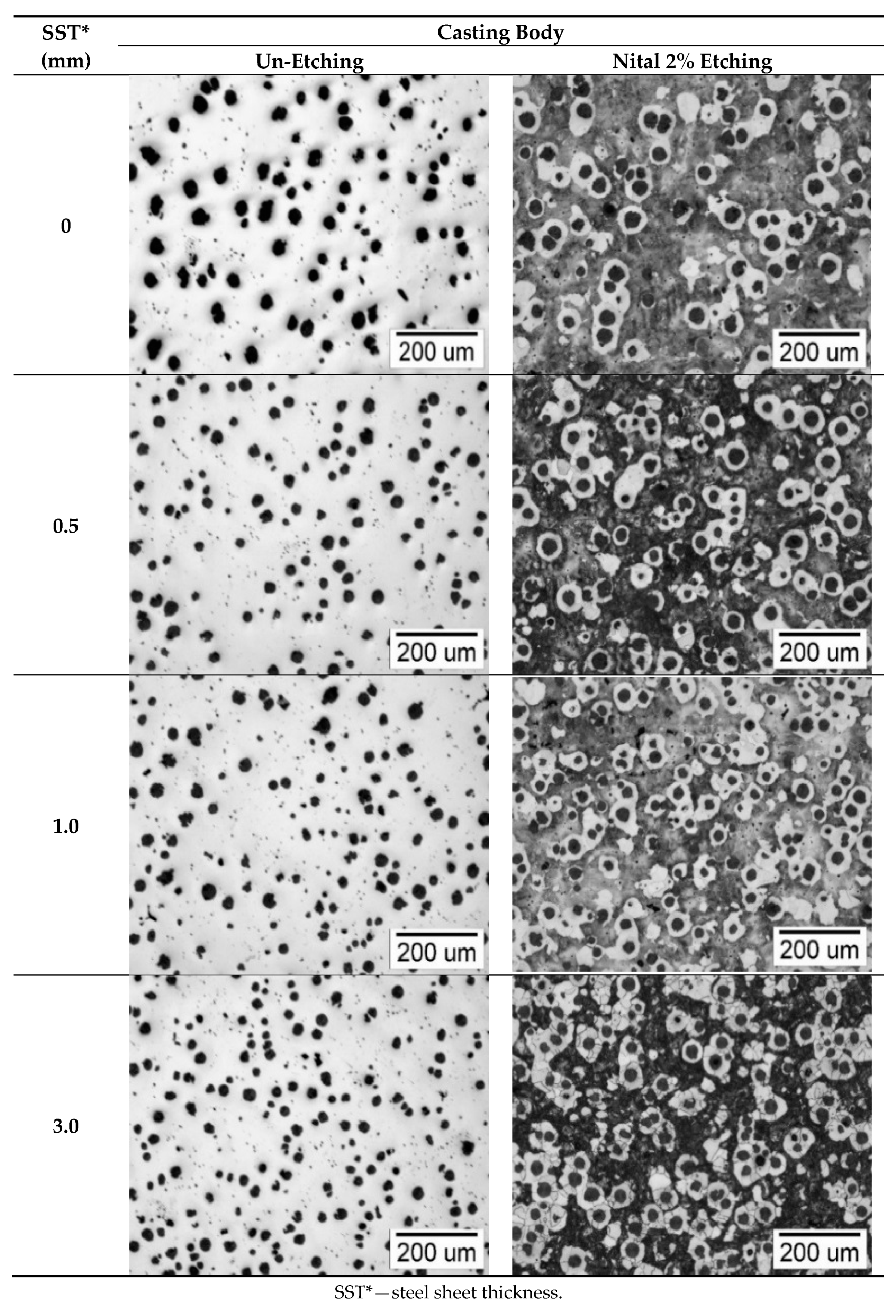
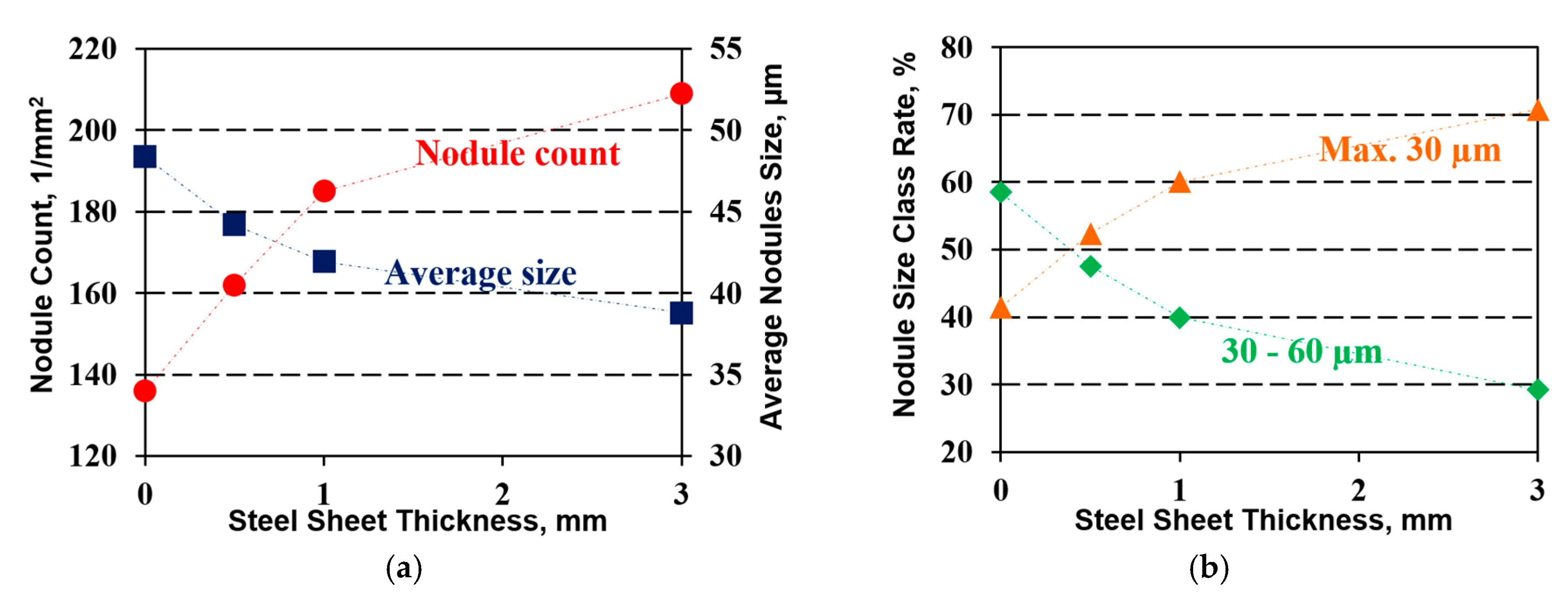
4.2. Structure Characteristics in the Casting Body
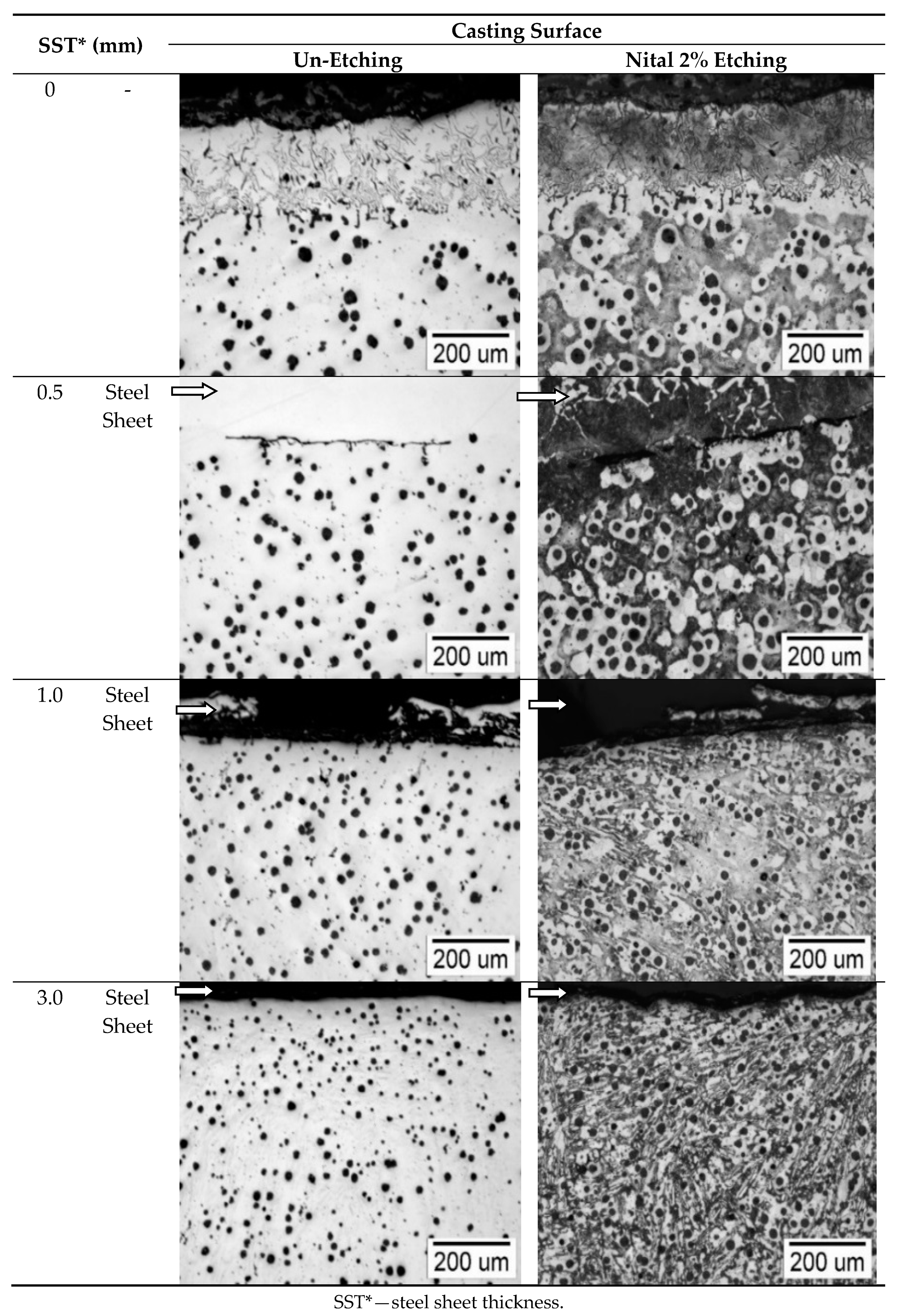
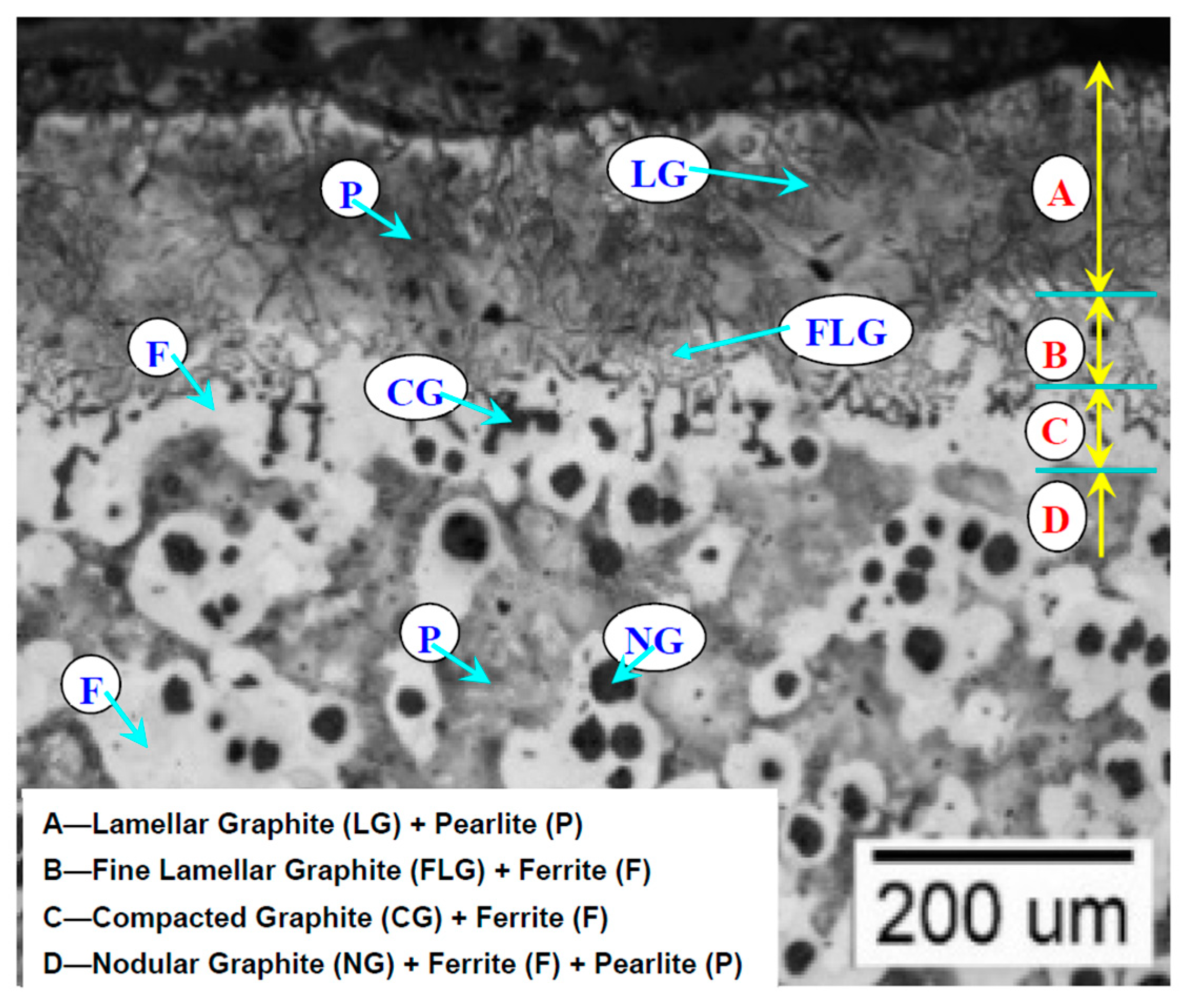
4.3. Structure Characteristics in the Casting Surface Layer
- (a)
- lamellar graphite (50–150 m size) and a pearlitic metal matrix at the surface;
- (b)
- followed by a very fine lamellar graphite (5–40 m size) sub-layer, in a ferritic matrix;
- (c)
- vermicular/compacted graphite sub-layer, in a ferritic matrix;
- (d)
- and, finally, a normal nodular (spheroidal) graphite morphology, in a dual metal matrix (ferrite and pearlite) structure, typically for the casting body.
5. Conclusions
- (1)
- The world foundry practice shows that rigid mould, furan resin, and P-toluol sulfonic acid (PTSA) bonded silica sand moulding system is attractive for ductile iron castings production, but it is an important supplier of sulphur for iron melt, before its solidification.
- (2)
- It is confirmed that, without protection, the supposed sulphur diffusion from the mould material through iron melt is an important contributor for graphite degeneration at the surface casting layer.
- (3)
- In the present experimental solidification, it is found that the free sulphur diffusion could also contribute to this phenomenon inside of the casting body, expressed by decreasing graphite nodularity and graphite compactness degree.
- (4)
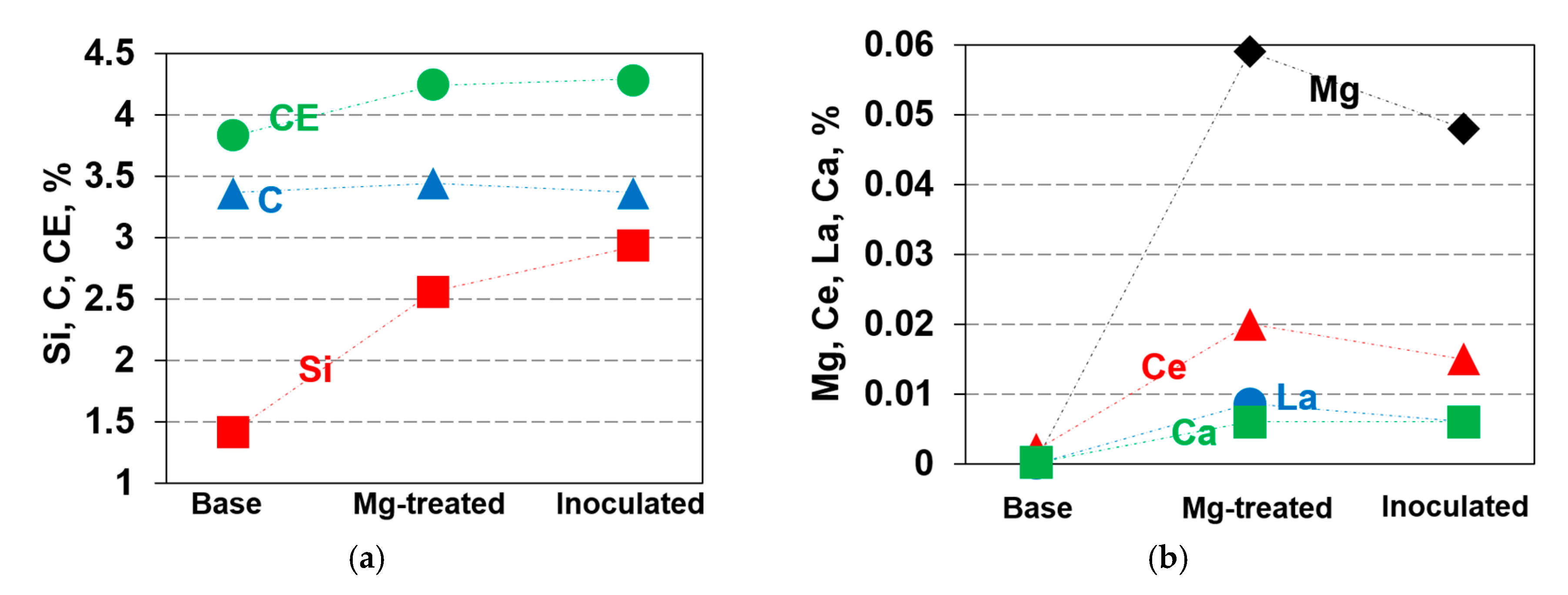
- A higher nodulizing (spheroidising) potential of Mg-treated cast iron, expressed by a high content of known nodulizing elements (0.048% Mgres, 0.015% Ceres, and 0.006% Lares), could decrease the occurrence of surface graphite degeneration, but it is not enough to avoid this phenomenon (200–400 μm skin thickness in the present experiments).
- (5)
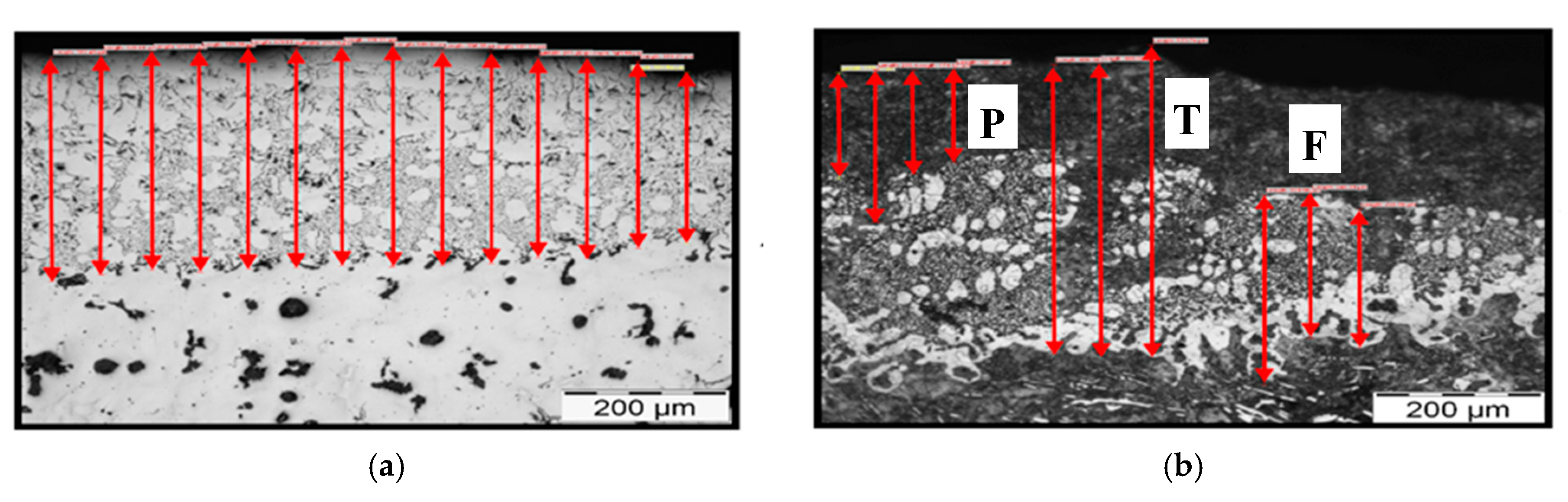
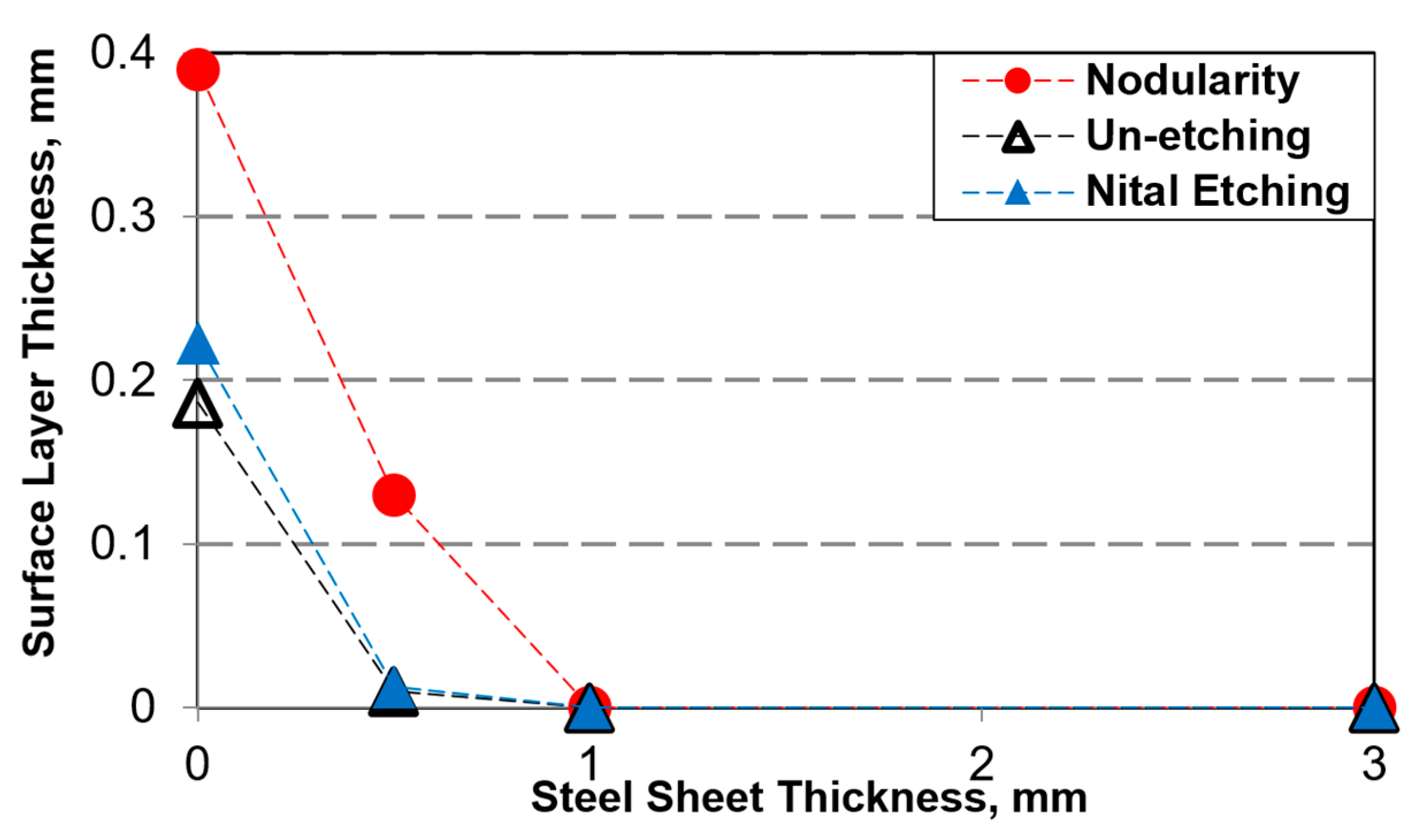
- The thickness of the surface graphite degenerated layer appears to have different values, depending on the evaluation technique; that is, it is thicker by measurement in the presence of metal matrix (Nital 2% etching), compared with the only graphite phase consideration (un-etching), with the highest values obtained using graphite parameters, such as nodularity and shape factors’ variation on the casting section.
- (6)
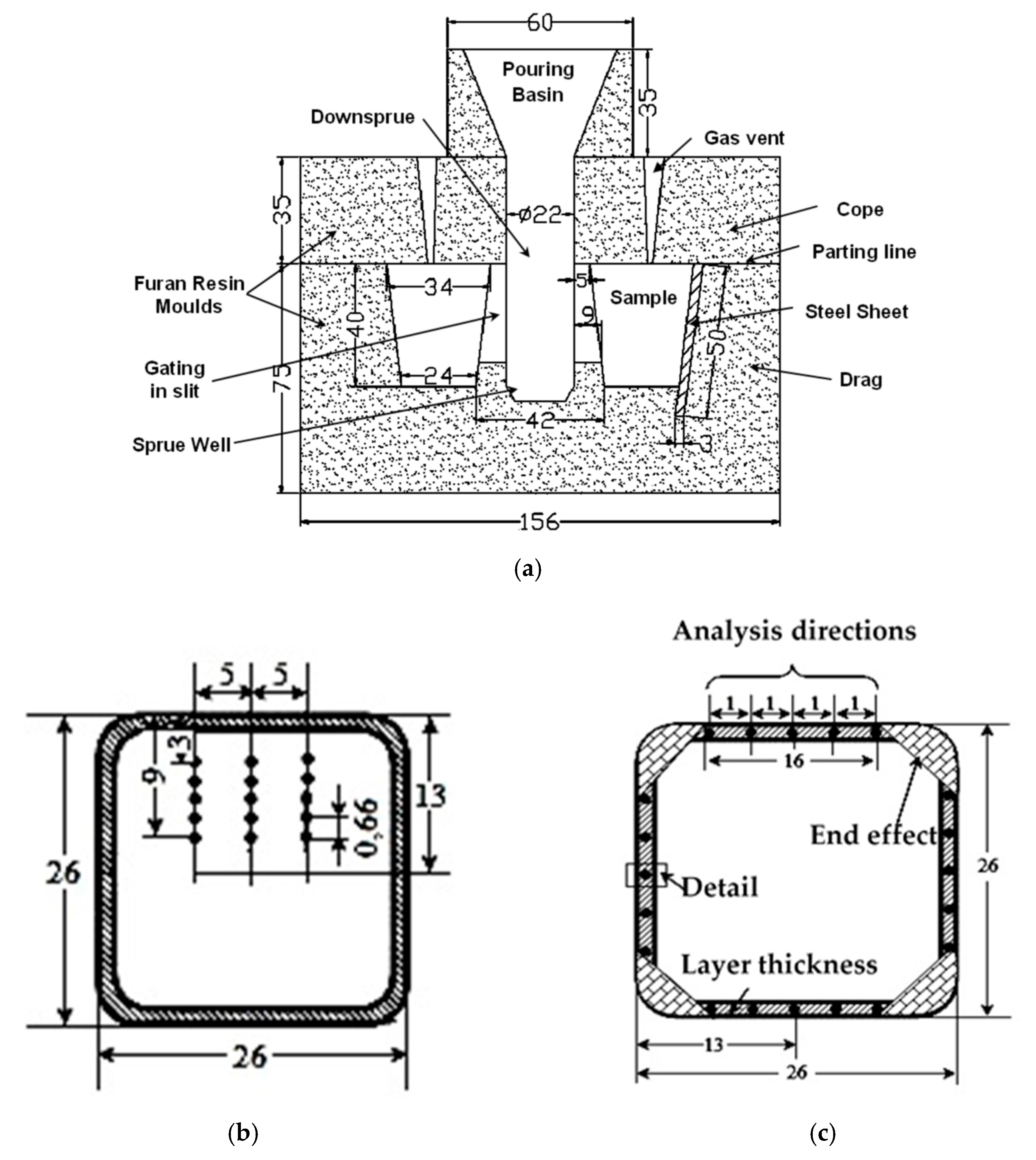
- In the presence of a thin steel sheet at the metal–mould interface, the thickness of the surface layer decreases or is just avoided. It is supposed that it acts as a barrier, blocking sulphur diffusion into the iron melt.
- (7)
- If the sulphur contribution of the mould is diminished, such as by blocking its transfer to the iron melt, the graphite degeneration in the casting surface layer could be avoided or, at least, diminished.
- (8)
- For industrial application, it is recommended to use such barriers on the mould surface, such as dense coatings or coatings with desulphurization capacity.
Author Contributions
Funding
Conflicts of Interest
References
- A Modern Casting Staff Report. Census of world casting production. Mod. Cast. 2019, 12, 23–25. [Google Scholar]
- Heinz-Jürgen Büchner. Forecast 2025 for the Global Foundry Industry. Available online: https://www.foundry-planet.com/fileadmin/redakteur/pdf-dateien/2019_GIFA_Foundry_Industry_2025_v2.pdf (accessed on 1 July 2020).
- The European Foundry Industry at a Glance. Available online: https://www.caef.eu/statistics/ (accessed on 1 July 2020).
- Dawson, S. Automotive powertrain trends and the market opportunity for cast iron. In Proceedings of the 2nd Carl Loper Cast Iron Symposium, Bilbao, Spain, 30 September–1 October 2019. [Google Scholar]
- Gorny, M. Solidification of thin wall ductile iron castings with hypereutectic composition. ISIJ Int. 2010, 50, 847–853. [Google Scholar] [CrossRef]
- Boonmee, S.; Stefanescu, D.M. Occurrence and effect of casting skin in compacted graphite iron. Int. J. Cast Met. Res. 2016, 29, 47–54. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Wills, S.; Massone, J.; Duncan, F. Quantification of casting skin in ductile and compacted graphite irons and its effect on tensile properties. Int. J. Met. 2008, 2, 7–28. [Google Scholar] [CrossRef]
- Boonmee, S.; Stefanescu, D.M. On the mechanism of casting skin formation in compacted graphite cast iron. In Proceedings of the “Carl Loper” Cast Iron Symposium, Madison, WI, USA, 27–29 May 2009; pp. 138–144. [Google Scholar]
- Boonmee, S.; Stefanescu, D.M. Casting skin of compacted graphite cast iron: Part. I evaluation and mechanism of formation and part II influence on tensile mechanical properties. In Proceedings of the 114th AFS Metalcasting Congress, Orlando, FL, USA, 20–23 March 2010; pp. 10-067–10-068. [Google Scholar]
- Labrecque, C.; Gagne, M.; Cabanne, P.; Francois, C.; Beret, C.; Hoffmann, F. Comparative study of fatigue endurance limit for 4 and 6 mm thin wall ductile iron castings. Int. J. Met. 2008, 2, 7–17. [Google Scholar] [CrossRef]
- Holtzer, M.; Górny, M.; Dańko, R. Microstructure and Properties of Ductile Iron and Compacted Graphite Iron Castings: The Effects of Mold Sand/Metal Interface Phenomena; Springer: Berlin, Germany, 2015. [Google Scholar]
- Dańko, R.; Górny, M.; Holtzer, M.; Żymankowska-Kumon, S. Effect of the quality of furan moulding sand on the skin layer of ductile iron castings. ISIJ Int. 2015, 54, 1288–1293. [Google Scholar] [CrossRef] [Green Version]
- Ivan, N.; Chisamera, M.; Riposan, I. Influence of magnesium content and coating type on graphite degeneration in surface layer of iron castings in resin sand-PTSA moulds. ISIJ Int. 2012, 52, 1848–1855. [Google Scholar] [CrossRef] [Green Version]
- Chisamera, M.; Ivan, N.; Riposan, I.; Stan, S. Iron casting skin management in no-bake mould—Effects of magnesium residual level and mould coating. China Foundry 2015, 12, 222–230. [Google Scholar]
- Ivan, N.; Chisamera, M.; Riposan, I.; Stan, S. Control of graphite degeneration in the surface layer of mg-treated iron castings in resin sand—P-toluol sulphonic acid (PTSA) molds. AFS Trans. 2013, 121, 379–390. [Google Scholar]
- Stan, S.; Chisamera, M.; Riposan, I.; Neacsu, L.; Cojocaru, A.M.; Stan, I. Integrated system of thermal/dimensional analysis for quality control of metallic melt and ductile iron casting solidification. J. Mater. Eng. Perform. 2018, 27, 5187–5196. [Google Scholar] [CrossRef]
- Anca, D.; Chisamera, M.; Stan, S.; Riposan, I. Graphite degeneration in high Si, Mg-treated iron castings: Sulfur and oxygen addition effects. Int. J. Met. 2020, 14, 663–671. [Google Scholar] [CrossRef]
- Ivan, N. Research on the Graphite Degeneration Phenomenon in the Superficial Layer of the Iron Castings with Compact Graphite Forms. Ph.D. Thesis, Politehnica University of Bucharest, Bucharest, Romania, July 2011. [Google Scholar]
- Ivan, N.; Chisamera, M.; Riposan, I. Mg-bearing coating of resin sand-PTSA moulds to control graphite degeneration in the surface layer of ductile iron castings. Mater. Sci. Technol. 2012, 28, 1246–1253. [Google Scholar] [CrossRef]
- Ivan, N.; Chisamera, M.; Riposan, I. Mold coatings to reduce graphite degeneration in the surface layer of ductile iron castings. Int. J. Met. 2012, 6, 61–69. [Google Scholar] [CrossRef]
- Xiaogan, H. Nodular iron surface deterioration due to PTSA in resin. AFS Trans. 1992, 100, 9–15. [Google Scholar]
- Riposan, I.; Firican, C.; Stan, S. Influence of inoculation on the abnormal surface layer characteristics in high nodularity, pearlitic-ferritic compacted graphite cast iron. In Proceedings of the II International Conference of Casting and Materials Engineering, ICCME 2019, Krakow, Poland, 8 November 2019. (CD-Proceedings). [Google Scholar]
- Thielemann, T. Zur Wirkung van Spurenelementen in Gusseisen mit Kugelgraphit. Giessereitechnik 1970, 16, 16–24. [Google Scholar]
- Anca, D.; Chisamera, M.; Stan, S.; Stan, I.; Riposan, I. Sulfur and oxygen effects on high-Si ductile iron casting skin formation. Coatings 2020, 10, 618. [Google Scholar] [CrossRef]
- Song, L.; Guo, E.; Wang, L.; Liu, D. Effects of silicon on mechanical properties and fracture toughness of heavy-section ductile cast iron. Metals 2015, 5, 150–161. [Google Scholar] [CrossRef] [Green Version]
- Shaha, S.K.; Dyuti, S.; Haque, M.M.; Maleque, M.A. Development of a new route for Fe-C-Al cast iron production. J. Appl. Sci. 2010, 10, 1196–1199. [Google Scholar] [CrossRef]
- Haque, M.M.; Young, J.M. Production of spheroidal graphite aluminium cast iron and the factors affecting it. J. Mater. Proc. Technol. 1995, 55, 186–192. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Role | Alloy | Si | Ca | Al | Mg | Ba | Ce | La | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Nodularization | FeSiCaMgRE | 43.5 | 0.98 | 0.47 | 6.25 | 0.035 | 0.84 | 0.56 | Balanced |
| Inoculation | FeSiCaBaAl | 75.0 | 1.0 | 1.1 | - | 1.0 | - | - | Balanced |
| Iron | C | Si | Mn | S | Mg | Ce | La | Ca | Al | Ti | CE ** |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Base | 3.37 | 1.42 | 0.54 | 0.021 | 0.0005 | 0.0021 | <0.0001 | <0.0002 | 0.006 | 0.005 | 3.83 |
| Mg-treated | 3.44 | 2.56 | 0.62 | 0.013 | 0.059 | 0.020 | 0.0086 | >0.006 | 0.012 | 0.006 | 4.24 |
| Inoculated | 3.37 | 2.93 | 0.62 | 0.015 | 0.048 | 0.015 | 0.006 | >0.006 | 0.012 | 0.006 | 4.29 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anca, D.; Stan, I.; Chisamera, M.; Riposan, I.; Stan, S. Control of the Mg-Treated Iron Casting Skin Formation by S-Diffusion Blocking at the Metal–Mould Interface. Coatings 2020, 10, 680. https://doi.org/10.3390/coatings10070680
Anca D, Stan I, Chisamera M, Riposan I, Stan S. Control of the Mg-Treated Iron Casting Skin Formation by S-Diffusion Blocking at the Metal–Mould Interface. Coatings. 2020; 10(7):680. https://doi.org/10.3390/coatings10070680
Chicago/Turabian StyleAnca, Denisa, Iuliana Stan, Mihai Chisamera, Iulian Riposan, and Stelian Stan. 2020. "Control of the Mg-Treated Iron Casting Skin Formation by S-Diffusion Blocking at the Metal–Mould Interface" Coatings 10, no. 7: 680. https://doi.org/10.3390/coatings10070680
APA StyleAnca, D., Stan, I., Chisamera, M., Riposan, I., & Stan, S. (2020). Control of the Mg-Treated Iron Casting Skin Formation by S-Diffusion Blocking at the Metal–Mould Interface. Coatings, 10(7), 680. https://doi.org/10.3390/coatings10070680