3.2. Morphology Analysis of the Sample
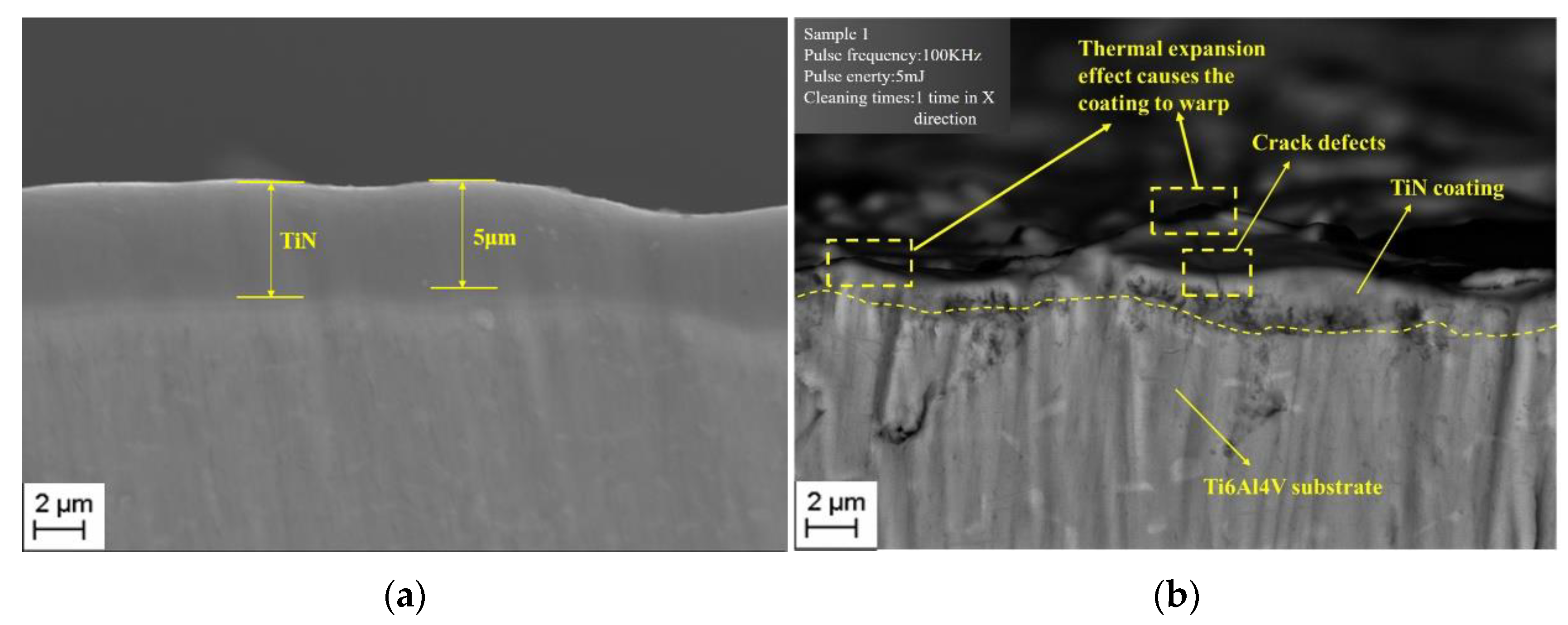
Figure 4 displays the cross-sectional view of the interface between the substrate and the coating of the sample.
Figure 4a is a cross-sectional view of the sample before laser cleaning. From
Figure 4a, the difference between the coating and the substrate at the cross section of the sample can be obviously seen, and the coating thickness can also be measured to be about 5 μm.
Figure 4b is the cross-sectional view of sample 1 after laser cleaning. It can be observed from the figure that at the junction of the coating and the substrate, many gaps are generated between the coating and the substrate and accompanied by the warpage of the coating, and cracks appear on the surface of the coating. After cleaning, the coating thickness becomes smaller (about 3 μm) and the coating surface becomes rougher than before cleaning. This is due to the difference between the thermal expansion properties of the coating and the substrate, when the coating and the substrate are heated by the laser under the action of a low pulse frequency laser, which causes the two to expand differently and the coating warps, resulting in the coating separated from the substrate.
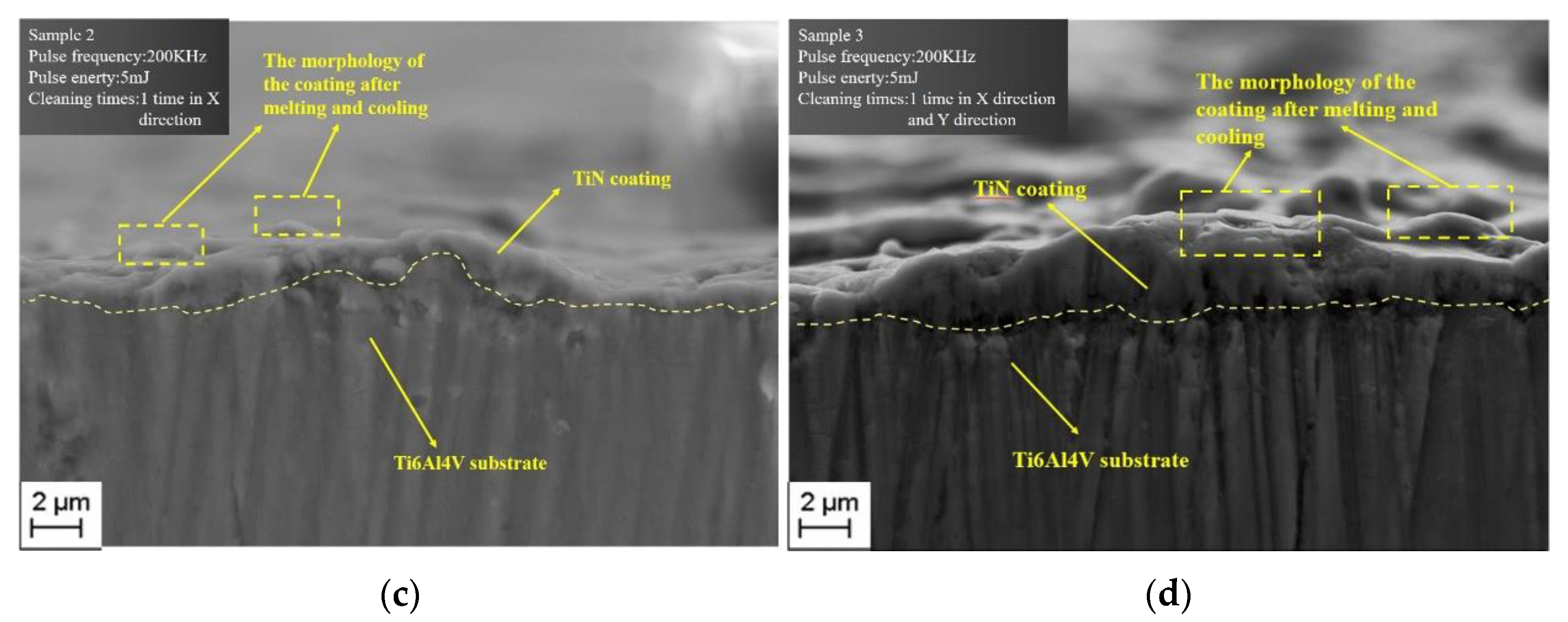
Figure 4c shows the cross-sectional view of sample 2 after laser cleaning. In the figure, the surface of the sample becomes rougher and there are some spherical convex parts on the surface of the sample. Compared with sample 1, the coating thickness of sample 2 is significantly reduced (the thicker area is 2–3 μm, the thinner area is only 1–2 μm).Compared with
Figure 4a, in the part where the substrate is separated from the coating in
Figure 4c, the morphology of the substrate is very irregular, with protrusions and pits. The reason for this phenomenon is that after the separation between the coating and the substrate due to thermal expansion, the laser pulse frequency increased from 100 to 200 KHz, and the sample received more heat transferred by the laser at the same time. At this time, since the melting point of Ti6Al4V is lower than TiN, the substrate melts before the coating. After cleaning and cooling, the substrate returns from the molten state to a solid state, but due to the thermal expansion of the coating, the distribution of the substrate under the coating is irregular.
Figure 4d is a cross-sectional view of sample 3 after laser cleaning. When the laser cleans the sample from the
X and
Y directions, the sample receives more heat transferred by the laser. It can be seen from the figure that the roughness of the coating surface and the spherical convex part further is increased. In addition, at the interface between the coating and the substrate, the separation of the coating and the substrate is more obvious. The thickness of the coating is also highly uneven (some areas are only about 1 μm, while the thicker areas can reach up to 3 μm). When the sample receives more heat, both the coating and the substrate melt. Owing to the thermal expansion effect, the coating thickness distribution after cooling is uneven.
Through the electron microscope, we can observe the surface morphology of the sample after laser cleaning as shown in
Figure 5.
Figure 5a is the surface morphology of sample 1 after magnification of 500 times. It can be seen from the figure that the sample surface still maintains a relatively intact and flat morphology, but there is a faintly visible light spot profile left after laser cleaning, and it is accompanied by certain pit defects. By zooming in on the selected area in
Figure 5a, we get a picture of the surface morphology after a magnification of 2000 times, as shown in
Figure 5b. In
Figure 5b, the pit defects on the surface of the sample are more obvious, and its size is about 5~10 μm. At the same time, crack defects appeared on the surface of the sample, but the size of the crack was small, and the outline of the spot left by the laser scanning surface was also clearer.
Figure 5c is the surface morphology of sample 2 after magnification of 500 times. The outline of the light spot in the figure is more obvious, and it can be clearly seen that the material composition distributed along the outline of the light spot is inconsistent with the inside of the light spot. At the same time, the surface of sample 2 also has pit defects.
Figure 5d is the surface morphology of sample 2 after magnification of 2000 times. By comparing with
Figure 5b, we can see that the scale of the cracks on the surface of sample 2 becomes larger, and the pit defects are also more obvious, and the number is also increased. In addition, on the surface of sample 2, the traces left by the laser spot scanning are also more obvious and regularly distributed.
Figure 5e shows the surface morphology of sample 3 after magnification of 500 times. It can be seen from the figure that the surface of the sample still retains a more obvious spot profile. However, the distribution of these traces is messier and irregular compared with the traces in
Figure 5c, and the edges of the tracks have the distribution of spattered branches. The selected part in
Figure 5e is magnified by 2000 times to obtain
Figure 5f. As can be seen from
Figure 5f, compared with
Figure 5b,d, the sample crack defects on the surface are reduced, and pit defects are also significantly reduced. However, the sputter-like branches of the spot profile are more obvious, and the distribution is extremely irregular. Since sample 3 was cleaned in the
X and
Y directions, the distance between the spot profiles on the surface of sample 2 is smaller than that of sample 2’s surface.
3.3. Analysis of Sample Surface Composition after Laser Cleaning
To explore the difference between the material composition distributed along the edge of the spot outline in
Figure 5 and the material composition inside the spot, the content and distribution of the surface elements of the sample were measured using an energy spectrometer. Because the sample adopts the structure with Ti6Al4V as the matrix and TiN as the coating, it is only necessary to observe the content and distribution of N element when exploring the cleaning status of the coating.
Figure 6 shows the distribution of N elements in a selected area of the sample surface. As shown in
Figure 6a, a large amount of N elements is still distributed on the surface of sample 1, and there are no voids in the distribution. In
Figure 6b, although a large amount of N elements is distributed on the surface of the sample, some voids appear in the figure, and the shape and distribution of these voids are generally consistent with the outline of the light spot. In
Figure 6c, the area and number of such voids increased, and their distribution is no longer consistent with the spot contour tracks.
Table 6 is the proportion of the surface N element content of the sample after laser cleaning, and
Figure 7 is the Energy spectrogram of the surface element of the sample. From
Table 6 and
Figure 7, it can be seen that from sample 1 to sample 3, the N element content is gradually decreasing. Combining the surface morphology of the sample in
Figure 5, and the distribution of N elements on the sample surface in
Figure 6, it can be concluded that the material inside the outline of the light spot in
Figure 5 is the residual TiN coating, and the material distributed along the outline of the light spot is the Ti6Al4V matrix.
3.5. Laser Cleaning Mechanism of TiN Coating
To observe the morphology of the surface of the sample after cleaning more clearly, and to determine the difference between the substance distributed along the outline of the spot and the substance inside the spot, the surface morphology of the sample is now observed under the light microscope.
Figure 9 shows the surface morphology of the three samples under the light microscope.
Figure 9a is the surface morphology of the surface of sample 1 magnified 560 times. It can be seen that the surface of the sample is covered with golden yellow material, and the flatness of the sample surface is poor with obvious cracks and pit defects.
Figure 9b is the surface morphology of sample 2’s surface magnified 560 times. From this figure, it can be clearly observed that the black material surrounded by the golden material appears on the surface of the sample, and the cracks and pit defects are more obvious [
34].
Figure 9c is the surface morphology of sample 3 magnified 560 times. It can be seen from the figure that a large amount of black material is exposed on the surface of the sample, and the flatness of the surface is extremely poor, while the golden material is distributed in the depressions between the black materials.
With reference to
Figure 6 and
Table 6, it can be possible to conclude that the golden substance on the surface of the sample in
Figure 9 is TiN, and the black substance is the Ti6Al4V matrix. It can be seen from
Figure 4b and
Figure 9a that the coating has not been removed, only a large area of cracks and a few pit defects were generated on the surface of the coating, and no Ti6Al4V was exposed. However, as the laser energy increases, as can be seen in
Figure 4d and
Figure 9b, the cracks and pit defects of the coating increased, and a small amount of Ti6Al4V was exposed, but most of the coating is still not washed away. In addition, in
Figure 9b, while Ti6Al4V is exposed, it loses its original flat morphology and assumes a point-like convex shape. This is explained by the fact that sample 1 was cleaned with a lower energy laser, and the coating and the substrate only experienced thermal expansion. The thermal expansion caused the coating to crack and a small amount of TiN was peeled off on the surface of the sample pit defects are generated [
34]. After the laser energy increases, the melting point of TiN is higher than that of Ti6Al4V, so the substrate melts before the coating [
31,
35]. At the same time, the cracks on the surface of the coating also gradually increased, and the size of the pits gradually increased. The molten Ti6Al4V oozed out of the pits and cracks, and after cooling, the morphology shown in
Figure 9 was formed.
It can be seen from
Figure 4f that irregularly distributed substances appear on the surface of the sample. Combining
Figures 4c and
Figure 9c, it can be concluded that these irregularly distributed substances are the matrix Ti6Al4V. Comparing
Figure 9b,c, it can be seen that the golden yellow TiN morphology is destroyed, and TiN is distributed in the depressions and cracks between Ti6Al4V. The reason for the appearance as shown in
Figure 9c is that when sample 3 is subjected to laser cleaning, the same laser parameters as sample 2 are used for cleaning, but the cleaning is performed from both
X and
Y directions. Although the energy of a single laser is not different, the increase in the number of cleanings causes the laser to transfer more heat to the sample surface. At this time, TiN and Ti6Al4V will melt. When the heat transferred by the laser is low, the sample first thermally expands, and at this time, the coating surface has cracks and depressions [
33,
34,
35]. Subsequently, the laser transmission energy increases, and the underlying Ti6Al4V melts first, but this time the TiN coating continues to expand, and cracks and pits gradually increase [
22]. Under the force of thermal expansion, a small amount of molten Ti6Al4V overflowed from the cracks and pits, and the coating also peeled off. When the laser energy is increased again, both the coating and the substrate are melted, and more Ti6Al4V is exposed. After cleaning, TiN and Ti6Al4V cooled to form the morphology shown in
Figure 9c.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}