A Comprehensive Review of Bioactive Glass Coatings: State of the Art, Challenges and Future Perspectives




Abstract
:1. Introduction
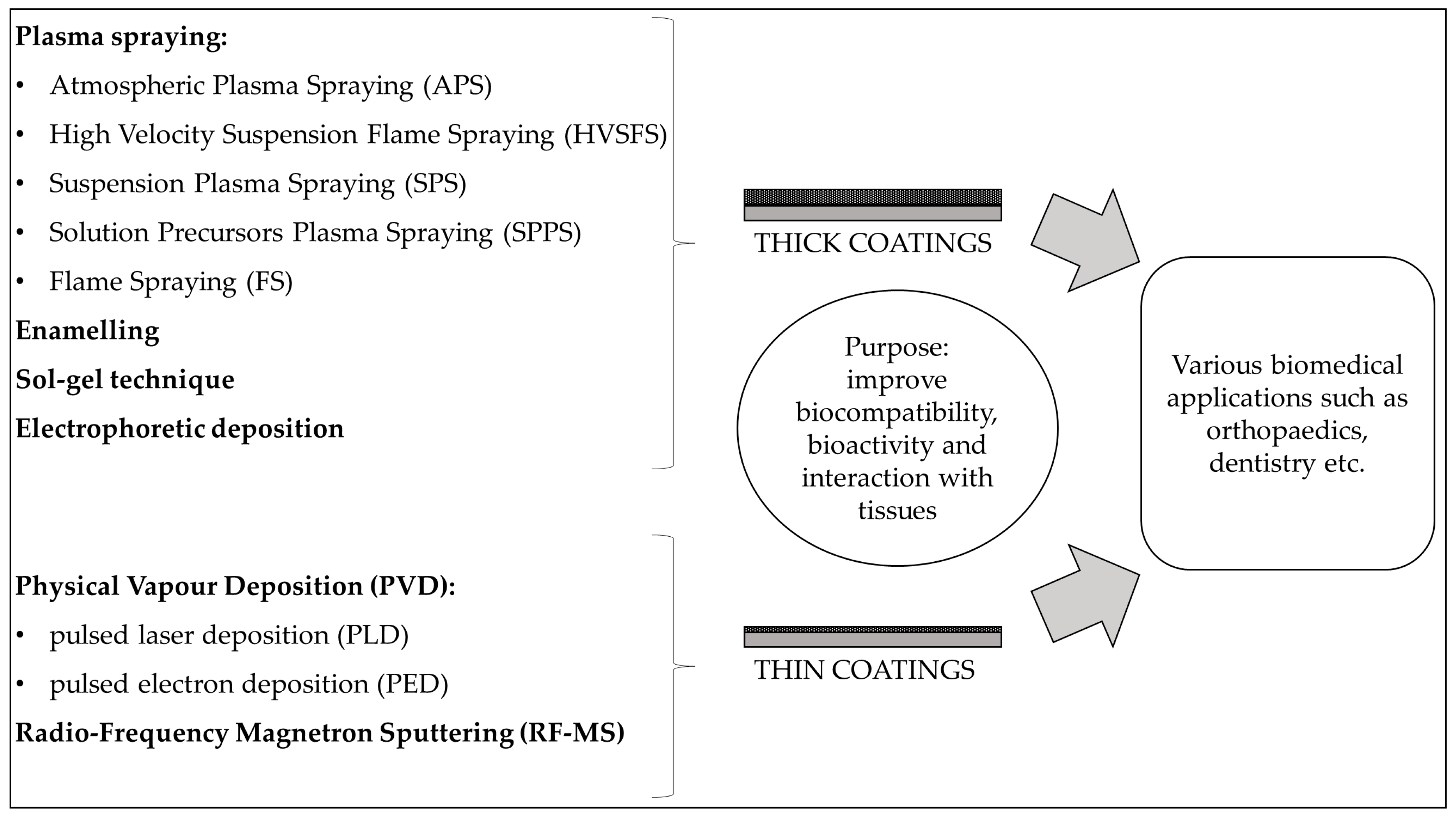
2. Coatings Deposition Techniques
2.1. Thermal Spraying
2.2. Enamelling
2.3. Sol-Gel
2.4. Electrophoretic Deposition
2.5. Laser Cladding
2.6. Other Techniques
3. Conclusions, Challenges and Future Perspectives
Author Contributions
Funding
Conflicts of Interest
References
- Saini, M. Implant biomaterials: A comprehensive review. World J. Clin. Cases 2015, 3, 52. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M. Metals for Biomedical Devices; Woodhead Publishing Limited: Cambridge, UK, 2010; pp. 1–405. [Google Scholar]
- Liu, X.; Chu, P.K.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. R 2005, 47, 49–121. [Google Scholar] [CrossRef] [Green Version]
- Henao, J.; Poblano-salas, C.; Monsalve, M.; Corona-Castuera, J. Bio-active glass coatings manufactured by thermal spray: A status report. Integr. Med. Res. 2019, 8, 4965–4984. [Google Scholar] [CrossRef]
- Ratner, B.; Hoffman, A.; Schoen, F.; Lemons, J. Biomaterials Science an Introduction to Materials in Medicine, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004; pp. 1–851. [Google Scholar]
- García, C.; Ceré, S.; Durán, A. Bioactive coatings prepared by sol-gel on stainless steel 316L. J. Non-Cryst. Solids 2004, 348, 218–224. [Google Scholar] [CrossRef]
- Pourhashem, S.; Afshar, A. Double layer bioglass-silica coatings on 316L stainless steel by sol-gel method. Ceram. Int. 2014, 40, 993–1000. [Google Scholar] [CrossRef]
- Fathi, M.H.; Doostmohammadi, A. Bioactive glass nanopowder and bioglass coating for biocompatibility improvement of metallic implant. J. Mater. Process. Technol. 2009, 209, 1385–1391. [Google Scholar] [CrossRef]
- Blackwood, D.J. Biomaterials: Past successes and future problems. Corros. Rev. 2003, 21, 97–124. [Google Scholar] [CrossRef]
- Hanawa, T. Metal ion release from metal implants. Mater. Sci. Eng. C 2004, 24, 745–752. [Google Scholar] [CrossRef]
- Rojaee, R.; Fathi, M.; Raeissi, K.; Taherian, M. Electrophoretic deposition of bioactive glass nanopowders on magnesium based alloy for biomedical applications. Ceram. Int. 2014, 40, 7879–7888. [Google Scholar] [CrossRef]
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R. Degradable biomaterials based on magnesium corrosion. Curr. Opin. Solid State Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Jones, J.; Clare, A. Bio-Glasses an Introduction; John Wiley and Sons Ltd.: Cambridge, UK, 2012; pp. 1–235. [Google Scholar]
- Fathi, M.H.; Doost Mohammadi, A. Preparation and characterization of sol-gel bioactive glass coating for improvement of biocompatibility of human body implant. Mater. Sci. Eng. A 2008, 474, 128–133. [Google Scholar] [CrossRef]
- Galliano, P.; De Damborenea, J.J.; Pascual, M.J.; Durán, A. Sol-Gel coatings on 316L steel for clinical applications. J. Sol-Gel Sci. Technol. 1998, 13, 723–727. [Google Scholar] [CrossRef]
- Moskalewicz, T.; Seuss, S.; Boccaccini, A.R. Microstructure and properties of composite polyetheretherketone/Bioglass® coatings deposited on Ti-6Al-7Nb alloy for medical applications. Appl. Surf. Sci. 2013, 273, 62–67. [Google Scholar] [CrossRef]
- Niu, S.; Cai, S.; Liu, T.; Zhao, H.; Wang, X.; Ren, M. 45S5 bioactive glass-ceramic coated magnesium alloy with strong interfacial bonding strength by “superplasticity diffusion bonding”. Mater. Lett. 2015, 141, 96–99. [Google Scholar] [CrossRef]
- Teghil, R.; D’Alessio, L.; Ferro, D.; Barinov, S.M. Hardness of bioactive glass film deposited on titanium alloy by pulsed laser ablation. J. Mater. Sci. Lett. 2002, 21, 379–382. [Google Scholar] [CrossRef]
- Cannillo, V.; Colmenares-Angulo, J.; Lusvarghi, L.; Pierli, F.; Sampath, S. In vitro characterisation of plasma-sprayed apatite/wollastonite glass—Ceramic biocoatings on titanium alloys. J. Eur. Ceram. Soc. 2009, 29, 1665–1677. [Google Scholar] [CrossRef]
- Sun, L.; Berndt, C.C.; Gross, K.A.; Kucuk, A. Material fundamentals and clinical performance of plasma- sprayed hydroxyapatite coatings: A review. Keynes Post-Keynes. Polit. Econ. 1999, 58, 570–592. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Asri, R.I.M.; Alias, J.; Zulkifli, F.H.; Kadirgama, K.; Ghani, S.A.C. A comprehensive review of hydroxyapatite-based coatings adhesion on metallic biomaterials. Ceram. Int. 2018, 44, 1250–1268. [Google Scholar] [CrossRef]
- Nagano, M.; Nakamura, T.; Kokubo, T.; Tanahashi, M.; Ogawas, M. Differences of bone bonding ability and degradation behaviour in vivo between amorphous calcium phosphate and highly crystalline hydroxyapatite coating. Biomaterials 1996, 17, 1771–1777. [Google Scholar] [CrossRef]
- Lin, D.; Wang, X. A novel method to synthesize hydroxyapatite coating with hierarchical structure. Colloids Surf. B Biointerfaces 2011, 82, 637–640. [Google Scholar] [CrossRef]
- Haider, A.; Haider, S.; Han, S.S.; Kang, I.K. Recent advances in the synthesis, functionalization and biomedical applications of hydroxyapatite: A review. RSC Adv. 2017, 7, 7442–7458. [Google Scholar] [CrossRef] [Green Version]
- Kweh, S.W.K.; Khor, K.A.; Cheang, P. An in vitro investigation of plasma sprayed hydroxyapatite (HA) coatings produced with flame-spheroidized feedstock. Biomaterials 2002, 23, 775–785. [Google Scholar] [CrossRef]
- Cattini, A.; Bellucci, D.; Sola, A.; Paw, L.; Cannillo, V. Suspension plasma spraying of optimised functionally graded coatings of bioactive glass/hydroxyapatite. Surf. Coat. Technol. 2013, 236, 118–126. [Google Scholar] [CrossRef]
- Brunello, G.; Elsayed, H.; Biasetto, L. Bioactive glass and silicate-based ceramic coatings on metallic implants: Open challenge or outdated topic? Materials 2019, 12, 2929. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Elsayed, H.; Brunello, G.; Gardin, C.; Ferroni, L.; Badocco, D.; Pastore, P. Bioactive sphene-based ceramic coatings on cpTi substrates for dental implants: An in vitro study. Materials 2018, 11, 2234. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cannillo, V.; Lusvarghi, L.; Sola, A. Production and characterization of plasma-sprayed TiO2–hydroxyapatite functionally graded coatings. J. Eur. Ceram. Soc. 2008, 28, 2161–2169. [Google Scholar] [CrossRef]
- Cannillo, V.; Manfredini, T.; Montorsi, M.; Siligardi, C.; Sola, A. Microstructure-based modelling and experimental investigation of crack propagation in glass-alumina functionally graded materials. J. Eur. Ceram. Soc. 2006, 26, 3067–3073. [Google Scholar] [CrossRef]
- Ylänen, H. Bioactive Glasses Materials, Properties and Applications, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2018; pp. 1–407. [Google Scholar]
- Jones, J.R. Reprint of: Review of bioactive glass: From hench to hybrids. Acta Biomater. 2015, 23, S53–S82. [Google Scholar] [CrossRef]
- Wen, L.; Rüssel, C.; Day, D.E.; Völksch, G. Bioactive comparison of a borate, phosphate and silicate glass. J. Mater. Res. 2006, 21, 125–131. [Google Scholar]
- Cañas, E.; Vicent, M.; Bannier, E.; Carpio, P.; Orts, M.J.; Sánchez, E. Effect of particle size on processing of bioactive glass powder for atmospheric plasma spraying. J. Eur. Ceram. Soc. 2016, 36, 837–845. [Google Scholar] [CrossRef]
- Balamurugan, A.; Balossier, G.; Michel, J.; Ferreira, J.M.F. Electrochemical and structural evaluation of functionally graded bioglass-apatite composites electrophoretically deposited onto Ti6Al4V alloy. Electrochim. Acta 2009, 54, 1192–1198. [Google Scholar] [CrossRef]
- Sola, A.; Bellucci, D.; Cannillo, V.; Cattini, A. Bioactive glass coatings: A review. Surf. Eng. 2011, 27, 560–572. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings; John Wiley & Sons Inc.: New York, NY, USA, 2008; pp. 1–597. [Google Scholar]
- Dorfman, M.R. Thermal Spray Coatings. In Handbook of Environmental Degradation of Materials, 2nd ed.; Elsevier Inc.: Philadelphia, PA, USA, 2012; pp. 569–596. [Google Scholar]
- Gabbi, C.; Cacchioli, A. Bioactive glass coating: Physicochemical aspects and biological findings. Biomaterials 1995, 16, 515–520. [Google Scholar] [CrossRef]
- Lee, T.M.; Chang, E.; Wang, B.C.; Yang, C.Y. Characteristics of plasma-sprayed bioactive glass coatings on Ti-6A1-4V alloy: An in vitro study. Surf. Coat. Technol. 1996, 79, 170–177. [Google Scholar] [CrossRef]
- Sun, L. Thermal spray coatings on orthopedic devices: When and how the fda reviews your coatings. J. Therm. Spray Technol. 2018, 27, 1280–1290. [Google Scholar] [CrossRef] [Green Version]
- Lindgren, V.; Vp, G.; Nebergall, A.; Me, G.; Rolfson, O.; Malchau, H. Radiographic and clinical outcomes of porous titanium-coated and plasma-sprayed acetabular shells. J. Bone Jt. Surg. 2018, 100, 1673–1681. [Google Scholar] [CrossRef]
- Herman, H.; Sampath, S.; Mccune, R. Thermal spray: Current status and future trends. MRS Bull. 2000, 25, 17–25. [Google Scholar] [CrossRef]
- Verné, E.; Bretcanu, O.; Balagna, C. Early stage reactivity and in vitro behavior of silica-based bioactive glasses and glass-ceramics. J. Mater. Sci. Mater. Med. 2009, 20, 75–87. [Google Scholar] [CrossRef] [Green Version]
- El-ghannam, A.; Hamazawy, E.; Yehia, A. Effect of thermal treatment on bioactive glass microstructure, corrosion behavior, ζ potential, and protein adsorption. J. Biomed. Mater. Res. 2001, 55, 387–395. [Google Scholar] [CrossRef]
- Marghussian, V.K.; Sheikh-Mehdi Mesgar, A. Effects of composition on crystallization behaviour and mechanical properties of bioactive glass-ceramics in the MgO-CaO-SiO2-P2O5 system. Ceram. Int. 2000, 26, 415–420. [Google Scholar] [CrossRef]
- Boccaccini, A.R.; Brauer, D.S.; Hupa, L. Bioactive Glasses Fundamentals, Technology and Applications; Aldo, R., Delia, S., Brauer, L.H., Eds.; Royal Society of Chemistry: London, UK, 2017; pp. 1–530. [Google Scholar]
- Lopez-esteban, S.; Saiz, E.; Fujino, S.; Oku, T.; Suganuma, K.; Tomsia, A.P. Bioactive glass coatings for orthopedic metallic implants. J. Eur. Ceram. Soc. 2003, 23, 2921–2930. [Google Scholar] [CrossRef] [Green Version]
- Vanderstraeten, J.; Schrooten, J.; Timmermans, G.; Braun, E. Glasses and bioglasses: Synthesis and coatings. J. Eur. Ceram. Soc. 1997, 17, 147–152. [Google Scholar]
- Mauer, G.; Vaen, R.; Stöver, D. Plasma and particle temperature measurements in thermal spray: Approaches and applications. J. Therm. Spray Technol. 2011, 20, 391–406. [Google Scholar] [CrossRef] [Green Version]
- Monsalve, M.; Ageorges, H.; Lopez, E.; Vargas, F.; Bolivar, F. Bioactivity and mechanical properties of plasma-sprayed coatings of bioglass powders. Surf. Coat. Technol. 2013, 220, 60–66. [Google Scholar] [CrossRef]
- Fauchais, L.P.; Heberlein, V.R.J.; Boulos, I.M. Thermal Spray Fundamentals from Powder to Part. Metallurgical Transactions B; Springer: New York, NY, USA, 2014; Volume 15, pp. 1–1545. [Google Scholar]
- Goller, G. The effect of bond coat on mechanical properties of plasma sprayed bioglass-titanium coatings. Ceram. Int. 2004, 30, 351–355. [Google Scholar] [CrossRef]
- Peitl, O.; Federal, U.; Peitl, O. Effect of crystallization on apatite-layer formation of bioactive glass 45S5. J. Biomed. Mater. Res. 1996, 30, 509–514. [Google Scholar]
- Jallot, E.; Benhayoune, H.; Kilian, L.; Irigaray, J.L.; Barbotteau, Y.; Balossier, G. Dissolution kinetics, selective leaching, and interfacial reactions of a bioglass coating enriched in alumina. J. Colloid Interface Sci. 2001, 233, 83–90. [Google Scholar] [CrossRef]
- Popa, A.C.; Marques, V.M.F.; Stan, G.E.; Husanu, M.A.; Galca, A.C.; Ghica, C. Nanomechanical characterization of bioglass films synthesized by magnetron sputtering. Thin Solid Films 2014, 553, 166–172. [Google Scholar] [CrossRef]
- Kristensen, H.G. Particle agglomeration. Adv. Pharm. Sci. 1995, 7, 221–272. [Google Scholar]
- Calvo, V.; Cabedo, M.; Bannier, E.; Recacha, E.; Boccaccini, A.; Aria, L. 45S5 bioactive glass coatings by atmospheric plasma spraying obtained from feedstocks prepared by different routes. J. Mater. Sci. 2014, 49, 7933–7942. [Google Scholar] [CrossRef] [Green Version]
- Vicent, M.; Sánchez, E.; Mallol, G.; Moreno, R. Study of colloidal behaviour and rheology of Al2O 3-TiO2 nanosuspensions to obtain free-flowing spray-dried granules for atmospheric plasma spraying. Ceram. Int. 2013, 39, 8103–8111. [Google Scholar] [CrossRef] [Green Version]
- Poirier, T.; Planche, M.P.; Landemarre, O.; Coddet, C. Particles spreading phenomena in the case of glass thermal spraying. J. Therm. Spray Technol. 2008, 17, 564–573. [Google Scholar] [CrossRef]
- Cattini, A.; Łatka, L.; Bellucci, D.; Bolelli, G.; Sola, A.; Lusvarghi, L. Suspension plasma sprayed bioactive glass coatings: Effects of processing on microstructure, mechanical properties and in-vitro behaviour. Surf. Coat. Technol. 2013, 220, 52–59. [Google Scholar] [CrossRef]
- Hench, L.L.; Polak, J.M. Third-generation biomedical materials. Science 2002, 295, 1014–1017. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Carvalho, F.L.S.; Borges, C.S.; Branco, J.R.T.; Pereira, M.M. Structural analysis of hydroxyapatite/bioactive glass composite coatings obtained by plasma spray processing. J. Non-Cryst. Solids 1999, 247, 64–68. [Google Scholar] [CrossRef]
- Chern Lin, J.H.; Lin, H.J.; Ding, S.J.; Ju, C.P. Characterization of immersed hydroxyapatite-bioactive glass coatings in Hank’s solution. Mater. Chem. Phys. 2000, 64, 229–240. [Google Scholar] [CrossRef]
- Andersson, H.; Kangasniemi, I. Calcium phosphate formation at the surface of bioactive glass in vitro. J. Biomed. Mater. Res. 1991, 25, 1019–1030. [Google Scholar] [CrossRef]
- Newman, S.D.; Lotfibakhshaiesh, N.; Donnell, M.O.; Walboomers, X.F.; Horwood, N.; Jansen, J.A. Enhanced osseous implant fixation with strontium-substituted bioactive glass coating. Tissue Eng. Part A 2014, 20, 1850–1857. [Google Scholar] [CrossRef]
- Pawlowski, L. Suspension and solution thermal spray coatings. Surf. Coat. Technol. 2009, 203, 2807–2829. [Google Scholar] [CrossRef]
- Cañas, E.; Vicent, M.; Orts, M.J.; Moreno, R.; Sánchez, E. Bioactive glass suspensions preparation for suspension plasma spraying. J. Eur. Ceram. Soc. 2016, 36, 4281–4290. [Google Scholar] [CrossRef]
- Otterstedt, J.-E.; Brandreth, D.A. Small Particles and Technology; Springer Science + Business Media LLC: New York, NY, USA, 1998; pp. 1–519. [Google Scholar]
- Goodwin, J. Colloids and Interfaces with Surfractants and Polymers an Introduction; John Wiley & Sons Ltd.: London, UK, 2004; pp. 1–281. [Google Scholar]
- Killinger, A.; Kuhn, M.; Gadow, R. High-velocity suspension flame spraying (HVSFS), a new approach for spraying nanoparticles with hypersonic speed. Surf. Coat. Technol. 2006, 201, 1922–1929. [Google Scholar] [CrossRef]
- Bolelli, G.; Stiegler, N.; Bellucci, D.; Cannillo, V.; Gadow, R.; Killinger, A. Deposition mechanisms in high velocity suspension spraying: Case study for two bioactive materials. Surf. Coat. Technol. 2012, 210, 28–45. [Google Scholar] [CrossRef]
- Bolelli, G.; Rauch, J.; Cannillo, V.; Killinger, A.; Lusvarghi, L.; Gadow, R. Investigation of high-velocity suspension flame sprayed (HVSFS) glass coatings. Mater. Lett. 2008, 62, 2772–2775. [Google Scholar] [CrossRef]
- Altomare, L.; Bellucci, D.; Bolelli, G.; Bonferroni, B.; Cannillo, V.; De Nardo, L. Microstructure and in vitro behaviour of 45S5 bioglass coatings deposited by high velocity suspension flame spraying (HVSFS). J. Mater. Sci. Mater. Med. 2011, 22, 1303–1319. [Google Scholar] [CrossRef]
- Kaßner, H.; Vaßen, R.; Stöver, D. Study on instant droplet and particle stages during suspension plasma spraying (SPS). Surf. Coat. Technol. 2008, 202, 4355–4361. [Google Scholar]
- Bolelli, G.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Rauch, J. Effect of the suspension composition on the microstructural properties of high velocity suspension flame sprayed (HVSFS) Al2O3 coatings. Surf. Coat. Technol. 2010, 204, 1163–1179. [Google Scholar] [CrossRef]
- Dongmo, E.; Wenzelburger, M.; Gadow, R. Analysis and optimization of the HVOF process by combined experimental and numerical approaches. Surf. Coat. Technol. 2008, 202, 4470–4478. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Sola, A. Microstructure and in-vitro behaviour of a novel high velocity suspension flame sprayed (HVSFS) bioactive glass coating. Surf. Coat. Technol. 2010, 205, 1145–1149. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Rauch, J. Microstructural and in vitro characterisation of high-velocity suspension flame sprayed (HVSFS) bioactive glass coatings. J. Eur. Ceram. Soc. 2009, 29, 2249–2257. [Google Scholar] [CrossRef]
- Bellucci, D.; Bolelli, G.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L. High velocity suspension flame sprayed (HVSFS) potassium-based bioactive glass coatings with and without TiO2 bond coat. Surf. Coat. Technol. 2012, 206, 3857–3868. [Google Scholar] [CrossRef]
- Bellucci, D.; Cannillo, V.; Ciardelli, G.; Gentile, P.; Sola, A. Potassium based bioactive glass for bone tissue engineering. Ceram. Int. 2010, 36, 2449–2453. [Google Scholar] [CrossRef]
- Bellucci, D.; Cannillo, V.; Sola, A. A new potassium-based bioactive glass: Sintering behaviour and possible applications for bioceramic scaffolds. Ceram. Int. 2011, 37, 145–157. [Google Scholar] [CrossRef]
- Díaz, L.A.; Cabal, B.; Prado, C.; Moya, J.S.; Torrecillas, R.; Fernández, A. High-velocity suspension flame sprayed (HVSFS) soda-lime glass coating on titanium substrate: Its bactericidal behaviour. J. Eur. Ceram. Soc. 2016, 36, 2653–2658. [Google Scholar] [CrossRef]
- Bolelli, G.; Bellucci, D.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L. Comparison between suspension plasma sprayed and high velocity suspension flame sprayed bioactive coatings. Surf. Coat. Technol. 2015, 280, 232–249. [Google Scholar] [CrossRef]
- Zhang, S.L.; Li, C.X.; Li, C.J. Chemical compatibility and properties of suspension plasma-sprayed SrTiO3-based anodes for intermediate-temperature solid oxide fuel cells. J. Power Sources 2014, 264, 195–205. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Markocsan, N.; Nylén, P.; Toma, F.L. Comparative study of suspension plasma sprayed and suspension high velocity oxy-fuel sprayed YSZ thermal barrier coatings. Surf. Coat. Technol. 2015, 268, 70–76. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, M.; Vardelle, A.; Goutier, S. What Do We Know, What are the current limitations of suspension plasma spraying? J. Therm. Spray Technol. 2015, 24, 1120–1129. [Google Scholar] [CrossRef]
- Moreno, R.; Bannier, E. Feedstock Suspensions and Solutions Future Development of Thermal Spray Coatings: Types, Designs, Manufacture and Applications; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; pp. 51–80. [Google Scholar]
- Cañas, E.; Vicent, M.; Orts, M.J.; Sánchez, E. Bioactive glass coatings by suspension plasma spraying from glycolether-based solvent feedstock. Surf. Coat. Technol. 2017, 318, 190–197. [Google Scholar] [CrossRef]
- Cattini, A.; Bellucci, D.; Sola, A.; Pawlowski, L.; Cannillo, V. Functional bioactive glass topcoats on hydroxyapatite coatings: Analysis of microstructure and in-vitro bioactivity. Surf. Coat. Technol. 2014, 240, 110–117. [Google Scholar] [CrossRef] [Green Version]
- Cattini, A.; Bellucci, D.; Sola, A.; Pawłowski, L.; Cannillo, V. Microstructural design of functionally graded coatings composed of suspension plasma sprayed hydroxyapatite and bioactive glass. J. Biomed. Mater. Res. Part B 2013, 102, 551–560. [Google Scholar] [CrossRef] [Green Version]
- Killinger, A.; Gadow, R.; Mauer, G.; Guignard, A.; Vaßen, R.; Stover, D. Review of new developments in suspension and solution precursor thermal spray processes. ASM Int. 2011, 20, 677–695. [Google Scholar] [CrossRef]
- Cañas, E.; Orts, M.J.; Boccaccini, A.R.; Sánchez, E. Solution precursor plasma spraying (SPPS): A novel and simple process to obtain bioactive glass coatings. Mater. Lett. 2018, 223, 198–202. [Google Scholar] [CrossRef]
- Candidato, R.T.; Sokołowski, P.; Pawłowski, L.; Lecomte-Nana, G.; Constantinescu, C.; Denoirjean, A. Development of hydroxyapatite coatings by solution precursor plasma spray process and their microstructural characterization. Surf. Coat. Technol. 2017, 318, 39–49. [Google Scholar] [CrossRef]
- Gell, M.; Jordan, E.H.; Teicholz, M.; Cetegen, B.M.; Padture, N.P.; Xie, L. Thermal barrier coatings made by the solution precursor plasma spray process. ASM Int. 2008, 17, 124–135. [Google Scholar] [CrossRef]
- Yu, Z.; Moussa, H.; Liu, M.; Schneider, R.; Moliere, M.; Liao, H. Solution precursor plasma spray process as an alternative rapid one-step route for the development of hierarchical ZnO fi lms for improved photocatalytic degradation. Ceram. Int. 2018, 44, 2085–2092. [Google Scholar] [CrossRef]
- Cañas, E.; Orts, M.J.; Boccaccini, A.R.; Sánchez, E. Microstructural and in vitro characterization of 45S5 bioactive glass coatings deposited by solution precursor plasma spraying (SPPS). Surf. Coat. Technol. 2019, 371, 151–160. [Google Scholar] [CrossRef]
- Monsalve, M.; Lopez, E.; Ageorges, H.; Vargas, F. Bioactivity and mechanical properties of bioactive glass coatings fabricated by flame spraying. Surf. Coat. Technol. 2015, 268, 142–146. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Grigoriev, S.; Okunkova, A.; Sova, A.; Bertrand, P.; Smurov, I. Cold spraying: From process fundamentals towards advanced applications. Surf. Coat. Technol. 2015, 268, 77–84. [Google Scholar] [CrossRef]
- Vilardell, A.M.; Cinca, N.; Concustell, A.; Dosta, S.; Cano, I.G.; Guilemany, J.M. Cold spray as an emerging technology for biocompatible and antibacterial coatings: State of art. J. Mater. Sci. 2015, 50, 4441–4462. [Google Scholar] [CrossRef]
- Cannillo, V.; Sola, A. Different approaches to produce coatings with bioactive glasses: Enamelling vs plasma spraying. J. Eur. Ceram. Soc. 2010, 30, 2031–2039. [Google Scholar] [CrossRef]
- Ferraris, M.; Verné, E.; Appendino, P.; Moisescu, C.; Krajewski, A.; Ravaglioli, A. Coatings on zirconia for medical applications. Biomaterials 2000, 21, 765–773. [Google Scholar] [CrossRef]
- Bosetti, M.; Vernè, E.; Ferraris, M.; Ravaglioli, A.; Cannas, M. In vitro characterisation of zirconia coated by bioactive glass. Biomaterials 2001, 22, 987–994. [Google Scholar] [CrossRef]
- Kim, C.Y.; Jee, S.S. Hydroxyapatite formation on bioactive-glazed alumina. J. Eur. Ceram. Soc. 2003, 23, 1803–1811. [Google Scholar] [CrossRef]
- Martorana, S.; Fedele, A.; Mazzocchi, M.; Bellosi, A. Surface coatings of bioactive glasses on high strength ceramic composites. Appl. Surf. Sci. 2009, 255, 6679–6685. [Google Scholar] [CrossRef]
- Vitale-Brovarone, C.; Verné, E. SiO2-CaO-K2O coatings on alumina and Ti6Al4V substrates for biomedical applications. J. Mater. Sci. Mater. Med. 2005, 16, 863–871. [Google Scholar] [CrossRef] [PubMed]
- Bellucci, D.; Sola, A.; Salvatori, R.; Anesi, A.; Chiarini, L.; Cannillo, V. Sol-gel derived bioactive glasses with low tendency to crystallize: Synthesis, post-sintering bioactivity and possible application for the production of porous scaffolds. Mater. Sci. Eng. C 2014, 43, 573–586. [Google Scholar] [CrossRef] [Green Version]
- Bellucci, D.; Sola, A.; Cannillo, V. Low temperature sintering of innovative bioactive glasses. J. Am. Ceram. Soc. 2012, 95, 1313–1319. [Google Scholar] [CrossRef]
- Bellucci, D.; Sola, A.; Salvatori, R.; Anesi, A.; Chiarini, L.; Cannillo, V. Role of magnesium oxide and strontium oxide as modifiers in silicate-based bioactive glasses: Effects on thermal behaviour, mechanical properties and in-vitro bioactivity. Mater. Sci. Eng. C 2017, 72, 566–575. [Google Scholar] [CrossRef]
- Matinmanesh, A.; Li, Y.; Nouhi, A.; Zalzal, P.; Schemitsch, E.H.; Towler, M.R. Evaluating the critical strain energy release rate of bioactive glass coatings on Ti6Al4V substrates after degradation. J. Mech. Behav. Biomed. Mater. 2018, 78, 273–281. [Google Scholar] [CrossRef]
- Sola, A.; Bellucci, D.; Cannillo, V. Enamelled coatings produced with low-alkaline bioactive glasses. Surf. Coat. Technol. 2014, 248, 1–8. [Google Scholar] [CrossRef]
- Hench, L.L.; Paschall, H.A. Direct chemical bond of bioactive glass-ceramic materials to bone and muscle. J. Biomed. Mater. Res. 1973, 7, 25–42. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.Y.; Li, C.J.; Ohmori, A. Influence of substrate roughness on the bonding mechanisms of high velocity oxy-fuel sprayed coatings. Thin Solid Films 2005, 485, 141–147. [Google Scholar] [CrossRef]
- Gomez-Vega, J.M.; Saiz, E.; Tomsia, A.P.; Marshall, G.W.; Marshall, S.J. Bioactive glass coatings with hydroxyapatite and Bioglass® particles on Ti-based implants. 1. Processing. Biomaterials 2000, 21, 105–111. [Google Scholar] [CrossRef]
- Cannillo, V.; Montorsi, M.; Siligardi, C.; Sola, A.; de Portu, G.; Micele, L. Microscale computational simulation and experimental measurement of thermal residual stresses in glass-alumina functionally graded materials. J. Eur. Ceram. Soc. 2006, 26, 1411–1419. [Google Scholar] [CrossRef]
- Kim, C.Y.; Jung, W.L. Surface bio-modification of titanium implants by an enamel process. J. Ceram. Process. Res. 2005, 6, 338–344. [Google Scholar]
- Fujino, S.; Tokunaga, H.; Hata, S.; Saiz, E.; Tomsia, A.P. Graded glass coatings for Co-Cr implant alloys. J Mater. Sci. 2005, 40, 2499–2503. [Google Scholar] [CrossRef]
- Li, Y.; Matinmanesh, A.; Curran, D.J.; Schemitsch, E.H.; Zalzal, P.; Papini, M. Characterization and fracture property of different strontium-containing borate-based glass coatings for Ti6Al4V substrates. J. Non-Cryst. Solids 2017, 458, 69–75. [Google Scholar] [CrossRef]
- Rodriguez, O.; Matinmanesh, A.; Phull, S.; Schemitsch, E.; Zalzal, P.; Clarkin, O. Silica-based and borate-based, titania-containing bioactive coatings characterization: Critical strain energy release rate, residual stresses, hardness, and thermal expansion. J. Funct. Biomater. 2016, 7, 32. [Google Scholar] [CrossRef]
- Nychka, J.A.; Mazur, S.L.R.; Kashyap, S.; Li, D.; Yang, F. Dissolution of bioactive glasses: The effects of crystallinity coupled with stress. JOM 2009, 61, 45–51. [Google Scholar] [CrossRef]
- Tang, C.Y.; Tsui, C.P.; Janackovic, D.J.; Uskokovic, P.S. Nanomechanical properties evaluation of bioactive glass coatings on titanium alloy substrate. J. Optoelectron Adv. Mater. 2006, 8, 1194–1199. [Google Scholar]
- Matinmanesh, A.; Rodriguez, O.; Towler, M.R.; Zalzal, P.; Schemitsch, E.H.; Papini, M. Quantitative evaluation of the adhesion of bioactive glasses onto Ti6Al4V substrates. Mater. Des. 2016, 97, 213–221. [Google Scholar] [CrossRef]
- Foppiano, S.; Marshall, S.J.; Marshall, G.W.; Saiz, E.; Tomsia, A.P. Bioactive glass coatings affect the behavior of osteoblast-like cells. Acta Biomater. 2007, 3, 765–771. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Foppiano, S.; Marshall, S.J.; Saiz, E.; Tomsia, A.P.; Marshall, G.W. Functionally graded bioactive coatings: Reproducibility and stability of the coating under cell culture conditions. Acta Biomater. 2006, 2, 133–142. [Google Scholar] [CrossRef] [PubMed]
- Almeida, R.M.; Gama, A.; Vueva, Y. Bioactive sol-gel scaffolds with dual porosity for tissue engineering. J. Sol-Gel Sci. Technol. 2011, 57, 336–342. [Google Scholar] [CrossRef]
- Furkó, M.; Balázsi, K.; Balázsi, C. Comparative study on preparation and characterization of bioactive coatings for biomedical applications—A review on recent patents and literature. Rev. Adv. Mater. Sci. 2017, 48, 25–51. [Google Scholar]
- Durán, A.; Conde, A.; Gómez Coedo, A.; Dorado, T.; García, C.; Ceré, S. Sol-gel coatings for protection and bioactivation of metals used in orthopaedic devices. J. Mater. Chem. 2004, 14, 2282–2290. [Google Scholar] [CrossRef] [Green Version]
- Metikoš-Huković, M.; Kwokal, A.; Piljac, J. The influence of niobium and vanadium on passivity of titanium-based implants in physiological solution. Biomaterials 2003, 24, 3765–3775. [Google Scholar] [CrossRef]
- Singh, R.; Dahotre, N.B. Corrosion degradation and prevention by surface modification of biometallic materials. J. Mater. Sci. Mater. Med. 2007, 18, 725–751. [Google Scholar] [CrossRef]
- Balamurugan, A.; Rajeswari, S.; Balossier, G.; Rebelo, A.H.S.; Ferreira, J.M.F. Corrosion aspects of metallic implants—An overview. Mater. Corros. 2008, 59, 855–869. [Google Scholar] [CrossRef]
- Omar, S.; Repp, F.; Desimone, P.M.; Weinkamer, R.; Wagermaier, W.; Ceré, S. Sol-gel hybrid coatings with strontium-doped 45S5 glass particles for enhancing the performance of stainless steel implants: Electrochemical, bioactive and in vivo response. J. Non-Cryst. Solids 2015, 425, 1–10. [Google Scholar] [CrossRef]
- Huang, K.; Cai, S.; Xu, G.; Ye, X.; Dou, Y.; Ren, M. Preparation and characterization of mesoporous 45S5 bioactive glass-ceramic coatings on magnesium alloy for corrosion protection. J. Alloys Compd. 2013, 580, 290–297. [Google Scholar] [CrossRef]
- Chen, C.C.; Huang, T.H.; Kao, C.T.; Ding, S.J. Electrochemical study of the in vitro degradation of plasma-sprayed hydroxyapatite/bioactive glass composite coatings after heat treatment. Electrochim. Acta 2004, 50, 1023–1029. [Google Scholar] [CrossRef]
- Dou, Y.; Cai, S.; Ye, X.; Xu, G.; Huang, K.; Wang, X. 45S5 bioactive glass-ceramic coated AZ31 magnesium alloy with improved corrosion resistance. Surf. Coat. Technol. 2013, 228, 154–161. [Google Scholar] [CrossRef]
- Catauro, M.; Papale, F.; Bollino, F. Coatings of titanium substrates with xCaO(1−x)SiO2 sol-gel materials: Characterization, bioactivity and biocompatibility evaluation. Mater. Sci. Eng. C 2016, 58, 846–851. [Google Scholar] [CrossRef] [PubMed]
- Gallardo, J.; Galliano, P.; Durán, A. Bioactive and protective sol-gel coatings on metals for orthopaedic prostheses. J. Sol-Gel Sci. Technol. 2001, 21, 65–74. [Google Scholar] [CrossRef]
- Hench, L.L.; Hench, L. Bioceramics: From concept to clinic. J. Am. Ceram. Soc. 1991, 74, 1487–1510. [Google Scholar] [CrossRef]
- Shahrabi, S.; Hesaraki, S.; Moemeni, S.; Khorami, M. Structural discrepancies and in vitro nanoapatite formation ability of sol-gel derived glasses doped with different bone stimulator ions. Ceram. Int. 2011, 37, 2737–2746. [Google Scholar] [CrossRef]
- Rabiee, S.M.; Nazparvar, N.; Azizian, M.; Vashaee, D.; Tayebi, L. Effect of ion substitution on properties of bioactive glasses: A review. Ceram. Int. 2015, 41, 7241–7251. [Google Scholar] [CrossRef]
- Pouraghaei, S.; Moztarzadeh, F.; Nezafati, N.; Rahmanian, F. Synthesis and characterization of silver-containing sol-gel derived bioactive glass coating. Prot. Met. Phys. Chem. Surf. J. 2016, 52, 285–290. [Google Scholar] [CrossRef]
- Catauro, M.; Bollino, F.; Papale, F.; Ciprioti, S.V. Investigation on bioactivity, biocompatibility, thermal behavior and antibacterial properties of calcium silicate glass coatings containing Ag. J. Non-Cryst. Solids 2015, 422, 16–22. [Google Scholar] [CrossRef]
- Besra, L.; Liu, M. A review on fundamentals and applications of electrophoretic deposition (EPD). Prog. Mater. Sci. 2007, 52, 1–61. [Google Scholar] [CrossRef]
- Boccaccini, A.R.; Keim, S.; Ma, R.; Li, Y.; Zhitomirsky, I. Electrophoretic deposition of biomaterials. J. R. Soc. Interface 2010, 7, S581–S613. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Corni, I.; Ryan, M.P.; Boccaccini, A.R. Electrophoretic deposition: From traditional ceramics to nanotechnology. J. Eur. Ceram. Soc. 2008, 28, 1353–1367. [Google Scholar] [CrossRef]
- Hench, L.L. Prosthetic Implant Materials; Academic Press: New York, NY, USA, 1975. [Google Scholar]
- Luis, J.; Manrique, E. Processing and characterisation of bioglass® coating on Ti6Al4V substrates. Supl. Rev. Latinoam. Metal. Mater. 2009, S1, 77–90. [Google Scholar]
- Farag, M.M.; Ghany, N.A.A.; Ibrahim, A.M.; Abdel-fattah, W.I. Aqueous electrophoretic deposition and corrosion protection of borate glass coatings on 316L stainless steel for hard tissue fixation. Surf. Interfaces 2017, 7, 125–133. [Google Scholar]
- Abdeltawab, A.A.; Shoeib, M.A.; Mohamed, S.G. Electrophoretic deposition of hydroxyapatite coatings on titanium from dimethylformamide suspensions. Surf. Coat. Technol. 2011, 206, 43–50. [Google Scholar] [CrossRef]
- Boccaccini, A.R.; Peters, C.; Roether, J.A.; Eifler, D.; Misra, S.K.; Minay, E.J. Electrophoretic deposition of polyetheretherketone (PEEK) and PEEK/Bioglass® coatings on NiTi shape memory alloy wires. J. Mater. Sci. 2006, 41, 8152–8159. [Google Scholar] [CrossRef]
- Kawaguchi, K.; Iijima, M.; Endo, K.; Mizoguchi, I. Electrophoretic deposition as a new bioactive glass coating process for orthodontic stainless steel. Coatings 2017, 7, 199. [Google Scholar] [CrossRef] [Green Version]
- Esan, A.; Olusile, A.; Akeredolu, P. Factors Influencing tooth shade selection for completely edentulous patients. J. Contemp. Dent Pract. 2006, 7, 5–11. [Google Scholar] [CrossRef]
- Burrow, S.J. Friction and resistance to sliding in orthodontics: A critical review. Am. J. Orthod. Dentofac. Orthop. 2009, 135, 442–447. [Google Scholar] [CrossRef] [PubMed]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Val, J.; López-cancelos, R.; Riveiro, A.; Badaoui, A.; Lusquiños, F.; Quintero, F. On the fabrication of bioactive glass implants for bone regeneration by laser assisted rapid prototyping based on laser cladding. Ceram. Int. 2016, 42, 2021–2035. [Google Scholar] [CrossRef]
- Comesa, R.; Val, J.; Malot, T.; López-álvarez, M.; Riveiro, A.; Quintero, F. Calcium phosphate grafts produced by rapid prototyping based on laser cladding. J. Eur. Ceram. Soc. 2011, 31, 29–41. [Google Scholar] [CrossRef]
- Pou, J.; Boutinguiza, M.; Quintero, F.; Pe, M.; Soto, R.; Leo, B. Main characteristics of calcium phosphate coatings obtained by laser cladding. Appl. Surf. Sci. 2005, 247, 486–492. [Google Scholar]
- Krzyzanowski, M.; Bajda, S.; Liu, Y.; Triantaphyllou, A.; Rainforth, W.M.; Glendenning, M. 3D analysis of thermal and stress evolution during laser cladding of bioactive glass coatings. J. Mech. Behav. Biomed. Mater. 2016, 59, 404–417. [Google Scholar] [CrossRef]
- Baino, F.; Montealegre, M.A.; Orlygsson, G.; Novajra, G.; Vitale-Brovarone, C. Bioactive glass coatings fabricated by laser cladding on ceramic acetabular cups: A proof-of-concept study. J. Mater. Sci. 2017, 52, 9115–9128. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef]
- Bloyer, D.R.; McNaney, J.M.; Cannon, R.M.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Stress-corrosion crack growth of Si-Na-K-Mg-Ca-P-O bioactive glasses in simulated human physiological environment. Biomaterials 2007, 28, 4901–4911. [Google Scholar] [CrossRef] [Green Version]
- Saiz, E.; Goldman, M.; Gomez-Vega, J.M.; Tomsia, A.P.; Marshall, G.W.; Marshall, S.J. In vitro behavior of silicate glass coatings on Ti6Al4V. Biomaterials 2002, 23, 3749–3756. [Google Scholar] [CrossRef]
- Dorozhkin, S.V. Calcium orthophosphate coatings, films and layers. Prog. Biomater. 2012, 1, 1. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Floroian, L.; Savu, B.; Stanciu, G.; Popescu, A.C.; Sima, F.; Mihailescu, I.N. Nanostructured bioglass thin films synthesized by pulsed laser deposition: CSLM, FTIR investigations and in vitro biotests. Appl. Surf. Sci. 2008, 255, 3056–3062. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, M.; Chen, C.; Liu, J. The role of the pressure in pulsed laser deposition of bioactive glass films. J. Non-Cryst. Solids 2008, 354, 4000–4004. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, M.; Chen, C.; Liu, J. Effects of the substrate temperature on the bioglass films deposited by pulsed laser. Appl. Surf. Sci. 2008, 254, 6897–6901. [Google Scholar] [CrossRef]
- Ma, J.; Wang, C.Z.; Ban, C.L.; Chen, C.Z.; Zhang, H.M. Pulsed laser deposition of magnesium-containing bioactive glass film on porous Ti-6Al-4V substrate pretreated by micro-arc oxidation. Vacuum 2016, 125, 48–55. [Google Scholar] [CrossRef]
- Gyorgy, E.; Grigorescu, S.; Socol, G.; Mihailescu, I.N.; Janackovic, D.; Dindune, A. Bioactive glass and hydroxyapatite thin films obtained by pulsed laser deposition. Appl. Surf. Sci. 2007, 253, 7981–7986. [Google Scholar] [CrossRef]
- Berbecaru, C.; Alexandru, H.V.; Ianculescu, A.; Popescu, A.; Socol, G.; Sima, F. Bioglass thin films for biomimetic implants. Appl. Surf. Sci. 2009, 255, 5476–5479. [Google Scholar] [CrossRef]
- Popescu, A.C.; Sima, F.; Duta, L.; Popescu, C.; Mihailescu, I.N.; Capitanu, D. Biocompatible and bioactive nanostructured glass coatings synthesized by pulsed laser deposition: In vitro biological tests. Appl. Surf. Sci. 2009, 255, 5486–5490. [Google Scholar] [CrossRef]
- Wan, R.; Yang, M.; Zhou, Q.; Zhang, Q. Transparent conductive indium zinc oxide films prepared by pulsed plasma deposition. J. Vac. Sci. Technol. A Vac. Surf. Film 2012, 30, 061508. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, Q.; Xi, J.; Ji, Z. Transparent conductive p-type lithium-doped nickel oxide thin films deposited by pulsed plasma deposition. Appl. Surf. Sci. 2012, 258, 7435–7439. [Google Scholar] [CrossRef]
- Yang, M.; Pu, H.; Zhou, Q.; Zhang, Q. Transparent p-type conducting K-doped NiO films deposited by pulsed plasma deposition. Thin Solid Films 2012, 520, 5884–5888. [Google Scholar] [CrossRef]
- Liguori, A.; Gualandi, C.; Focarete, M.L.; Biscarini, F.; Bianchi, M. The pulsed electron deposition technique for biomedical applications: A review. Coatings 2020, 10, 16. [Google Scholar] [CrossRef] [Green Version]
- Bellucci, D.; Bianchi, M.; Graziani, G.; Gambardella, A.; Berni, M.; Cannillo, V. Pulsed electron deposition of nanostructured bioactive glass coatings for biomedical applications. Ceram. Int. 2017, 43, 15862–15867. [Google Scholar] [CrossRef]
- Li, P.H.; Chu, P.K. Thin film deposition technologies and processing of biomaterials. In Thin Film Coatings for Biomaterials and Biomedical Applications; Woodhead Publishing Limited: Cambridge, UK, 2016; pp. 3–28. [Google Scholar]
- Stuart, B.; Gimeno-Fabra, M.; Segal, J.; Ahmed, I.; Grant, D.M. Preferential sputtering in phosphate glass systems for the processing of bioactive coatings. Thin Solid Films 2015, 589, 534–542. [Google Scholar] [CrossRef]
- Berbecaru, C.; Stan, G.E.; Pina, S.; Tulyaganov, D.U.; Ferreira, J.M.F. The bioactivity mechanism of magnetron sputtered bioglass thin films. Appl. Surf. Sci. 2012, 258, 9840–9848. [Google Scholar] [CrossRef]
- Stan, G.E.; Pina, S.; Tulyaganov, D.U.; Ferreira, J.M.F.; Pasuk, I.; Morosanu, C.O. Biomineralization capability of adherent bio-glass films prepared by magnetron sputtering. J. Mater. Sci. Mater. Med. 2010, 21, 1047–1055. [Google Scholar] [CrossRef]
- Stan, G.E.; Marcov, D.A.; Pasuk, I.; Miculescu, F.; Pina, S.; Tulyaganov, D.U. Bioactive glass thin films deposited by magnetron sputtering technique: The role of working pressure. Appl. Surf. Sci. 2010, 256, 7102–7110. [Google Scholar] [CrossRef]
- Stan, G.E.; Morosanu, C.O.; Marcov, D.A.; Pasuk, I.; Miculescu, F.; Reumont, G. Effect of annealing upon the structure and adhesion properties of sputtered bio-glass/titanium coatings. Appl. Surf. Sci. 2009, 255, 9132–9138. [Google Scholar] [CrossRef]
- Pasteris, J.D.; Wopenka, B.; Freeman, J.J.; Rogers, K.; Valsami-Jones, E.; Van Der Houwen, J.A.M. Lack of OH in nanocrystalline apatite as a function of degree of atomic order: Implications for bone and biomaterials. Biomaterials 2004, 25, 229–238. [Google Scholar] [CrossRef]
- Valerio, P.; Pereira, M.M.; Goes, A.M.; Leite, M.F. The effect of ionic products from bioactive glass dissolution on osteoblast proliferation and collagen production. Biomaterials 2004, 25, 2941–2948. [Google Scholar] [CrossRef]
- Stevens, G.J.M.M. Gene activation by bioactive glasses. J. Mater. Sci. Mater. Med. 2006, 17, 997–1002. [Google Scholar]
- Van Oirschot, B.; Meijer, G.J.; Bronkhorst, E.M.; Närhi, T.; Jansen, J.A.; van den Beucken, J.J.J.P. Comparison of different surface modifications for titanium implants installed into the goat iliac crest. Clin. Oral. Implants Res. 2016, 27, e57–e67. [Google Scholar] [CrossRef] [PubMed]
- Van Oirschot, B.; Alghamdi, H.S.; Närhi, T.O.; Anil, S.; Al Farraj Aldosari, A.; Van den Beucken, J.J.J.P. In vivo evaluation of bioactive glass-based coatings on dental implants in a dog implantation model. Clin. Oral. Implants Res. 2014, 25, 21–28. [Google Scholar] [CrossRef] [PubMed]
- Stuart, B.W.; Gimeno-Fabra, M.; Segal, J.; Ahmed, I.; Grant, D.M. Degradation and characterization of resorbable phosphate-based glass thin-film coatings applied by radio-frequency magnetron sputtering. ACS Appl. Mater. Interfaces 2015, 7, 27362–27372. [Google Scholar] [CrossRef] [PubMed]
- Bellucci, D.; Cannillo, V. A novel bioactive glass containing strontium and magnesium with ultra-high crystallization temperature. Mater. Lett. 2018, 213, 67–70. [Google Scholar] [CrossRef]
- Bellucci, D.; Salvatori, R.; Anesi, A.; Chiarini, L.; Cannillo, V. SBF assays, direct and indirect cell culture tests to evaluate the biological performance of bioglasses and bioglass-based composites: Three paradigmatic cases. Mater. Sci. Eng. C 2019, 96, 757–764. [Google Scholar] [CrossRef]
- Sergi, R.; Bellucci, D.; Salvatori, R.; Maisetta, G.; Batoni, G.; Cannillo, V. Zinc containing bioactive glasses with ultra-high crystallization temperature, good biological performance and antibacterial effects. Mater. Sci. Eng. C 2019, 104, 109910. [Google Scholar] [CrossRef]
- Bellucci, D.; Salvatori, R.; Giannatiempo, J.; Anesi, A.; Bortolini, S.; Cannillo, V. A New bioactive glass/collagen hybrid composite for applications in dentistry. Materials 2019, 12, 2097. [Google Scholar] [CrossRef] [Green Version]
- Elsayed, H.; Romero, A.R.; Bellucci, D.; Cannillo, V.; Bernardo, E. Advanced open-celled structures from low-temperature sintering of a crystallization-resistant bioactive glass. Materials 2019, 12, 3653. [Google Scholar] [CrossRef] [Green Version]
- Bellucci, D.; Veronesi, E.; Strusi, V.; Petrachi, T.; Murgia, A.; Mastrolia, I. Human mesenchymal stem cell combined with a new strontium-enriched bioactive glass: An ex-vivo model for bone regeneration. Materials 2019, 12, 3633. [Google Scholar] [CrossRef] [Green Version]
- Bellucci, D.; Veronesi, E.; Dominici, M.; Cannillo, V. On the in vitro biocompatibility testing of bioactive glasses. Materials 2020, 13, 1816. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bellucci, D.; Cannillo, V.; Sola, A. Calcium and potassium addition to facilitate the sintering of bioactive glasses. Mater. Lett. 2011, 65, 1825–1827. [Google Scholar] [CrossRef]
- Sergi, R.; Bellucci, D.; Salvatori, R.; Cannillo, V. Chitosan—Based bioactive glass gauze: Microstructural properties, in vitro bioactivity, and biological tests. Materials 2020, 13, 2819. [Google Scholar] [CrossRef] [PubMed]
- Bonnelye, E.; Chabadel, A.; Saltel, F.; Jurdic, P. Dual effect of strontium ranelate: Stimulation of osteoblast differentiation and inhibition of osteoclast formation and resorption in vitro. Bone 2008, 42, 129–138. [Google Scholar] [CrossRef] [PubMed]
- Aydin, H. Magnesium supplementation and bone. Magnes. Hum. Heal. Dis. 2013, 57, 149–157. [Google Scholar]
- Gorustovich, A.A.; Roether, J.A.; Boccaccini, A.R. Effect of bioactive glasses on angiogenesis: A review of in vitro and in vivo evidences. Tissue Eng. Part B Rev. 2010, 16, 199–207. [Google Scholar] [CrossRef]
- Baino, F.; Novajra, G.; Miguez-pacheco, V.; Boccaccini, A.R.; Vitale-brovarone, C. Bioactive glasses: Special applications outside the skeletal system. J. Non-Cryst. Solids 2016, 432, 15–30. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
| Coating Material | Substrate | Technique | Coatings’ Characteristics | Ref. |
|---|---|---|---|---|
| 45S5 | AISI 304 | Atmospheric plasma spraying (APS) | Typical splat-like microstructure with peak and valley surface | [34] |
| Biovetro® | Ti6Al4V | APS | Surface with wide superficial area of microcavities with round grains | [39] |
| 46.1SiO2-24.4Na2O-26.9CaO- 2.6P2O5 (mol%) | Ti6Al4V | APS | Surface completely molten, cross-section continuous and uniform deposited | [40] |
| P1, P2 | AISI 316L | APS | Microhardness of the coating 4.7–5.2 GPa; thickness of M1 389.8 ± 5.4 μm, M2 91.2 ± 8.2 μm, M3 262.6 ± 5.4 μm, and M4 80.8 ± 6.5 μm; adhesion strength of M1 2.7 ± 0.5 MPa, M2 3.7 ± 0.2 MPa, M3 3 ± 0.007 MPa, M4 4.4 ± 0.1 MPa | [51] |
| 45S5 | Pure Titanium | APS | Bonding strength of BG + bond coat average 27.18 ± 2.24 MPa, and of BG average 8.56 ± 0.57 MPa. | [53] |
| 50SiO2-20Na2O-16CaO-6P2O5- 5K2O-0.2Al2O3-1MgO (wt.%) | Ti6Al4V | APS | Thickness 50–100 μm | [55] |
| 45S5 | AISI 304 | APS | Roughness of coatings and contact angle H-RD125-63 16 ± 4μm, 24° ± 5°; L-DR125-63 16 ± 5 μm, 31° ±10°; HWR 23 ± 5 μm, 20° ± 10°; LWR 25 ± 4 μm, 20° ± 10°; LDR63 8 ± 2 μm. 74° ± 6°. | [58] |
| Soda lime silicate, Cerfav Z5M, Escol ARB342B, Schott G017-209, Cerfav T1 | AISI 316L | APS | The predicted trends about splat formation. Typical morphological aspects of splats: unmolten core, peripheral thin film and post-splat coalescence | [60] |
| Bioglass® | Ti6Al4V | APS | BG amorphous, whereas two different phases in BG/HA | [63] |
| BG | Ti6Al4V | APS | Thickness HA 115–145 μm; HA/BG 100–130 μm. Bond strength 50–60 MPa | [64] |
| SrBG | Ti6Al4V | APS | Maximal shear strength after implantation: 6 weeks 4 MPa; 12 weeks 5 MPa and 24 weeks 6 MPa | [66] |
| 45S5, Bio K | Titanium | APS | Thickness 45S5 150 μm; thickness BioK 220 μm | [102] |
| Bio-K | Titanium | High velocity suspension flame spraying (HVSFS) | The glass structure was maintained; thickness 10–15 μm, deposition efficiency 30% | [72] |
| 45S5 | Grade 2 Titanium | HVSFS | The coatings are entirely glassy. The thickness 41–83 μm; nano hardness 3–5 GPa; the elastic modulus 40–57 GPa | [74] |
| Bio-K | Grade 2 Titanium | HVSFS | The sprayed coatings are amorphous, and the first layer deposited is thinner than the subsequent | [78] |
| 33.30SiO2-13.30P2O5- 48.20CaO-0.03CaF2-1.90Al2O3-1.92MgO (wt.%) | Titanium | HVSFS | Coatings with limited porosity and good cohesion; microhardness 2.42 ± 0.29 GPa | [79] |
| Bio-K | Titanium | HVSFS | Coatings are entirely glassy. Tensile adhesion strength without bond coat: BioK-1 7 N/mm2, BioK-2 3.8 N/mm2, BioK-3 5 N/mm2, BioK-4 9.8 N/mm2 BioK-5 8 N/mm2. With bond coat BioK-1 4 N/mm2, BioK-2 5 N/mm2, BioK-3 3 N/mm2, BioK-4 9.8 N/mm2 BioK-5 16 N/mm2 | [80] |
| 37.6SiO2, 21.9Na2O, 15.2CaO, 7.44Al2O3, 12.8B2O3, 0.54MgO, 1.11K2O, 0.14Fe2O3, 0.11TiO2, 0.075P2O5 (wt.%) | Grade 2 Titanium | HVSFS | Roughness average 1.235 ± 0.19 μm; thickness 25 ± 0.3 μm | [83] |
| BG-Ca/Mix | Grade 2 Titanium | HVSFS and suspension plasma spraying (SPS) | HVSFS coating very dense and thin. Hardness 396–516 HV; elastic modulus 61-95 GPa. Thickness 20–50 μm. SPS coatings thickness 50 μm | [84] |
| BG_Ca/HA | 316L Stainless Stell | SPS | Coatings compact and with continuous thickness with limited presence of pore | [26] |
| BG_Ca glass | Ti6Al4V | SPS | Coatings continuous and homogeneous thickness 31–40 μm; hardness 34–98 HV; elastic modulus 16–23 GPa and critical load 18–21N | [61] |
| 47.6SiO2-5.3P2O5, 23.1CaO-24.0Na2O (wt.%) | AISI 304 | SPS | Amorphous coatings with porous microstructure. Thickness 20 μm and thickness with bond coat 60 μm. Surface roughness 10.9 ± 0.8 μm and with bond coat 12 ± 0.4 μm | [68] |
| 47.6 SiO2–5.3 P2O5–23.1 CaO–24.0 Na2O (wt.%) | AISI 304 | SPS | All coatings exhibited similar porous microstructure and analogous thickness | [89] |
| BG_Ca/HA | 316L Stainless Steel | SPS | Glass topcoat with high roughness and porosity. Thickness 20 μm | [90] |
| BG_Ca/HA | 316L Stainless Steel | SPS | Critical load composite 27.1 ± 0.8 N and duplex 21.2 ± 1.7 N | [91] |
| 45S5 | AISI 304 | Solution precursor plasma spraying (SPPS) | Uniform coating average thickness 35 μm | [93] |
| 45S5 | AISI 304 | SPPS | Uniform coating surface. Critical load 5 N and scratch hardness 1.27 GPa | [97] |
| P0, P2 | AISI 316L & Ti6Al4V | Flame spraying (FS) | Microstructure consists of melted particles, pores and both vertical and parallel cracks. Thickness 126–275 μm; fracture toughness 5–7 MPa/m1/2; Vickers hardness 4–5 HV | [98] |
| Coating Material | Substrate | Coatings’ Characteristics | Ref. |
|---|---|---|---|
| 45S5, Bio K | Alumina | Bio K completely amorphous, 45S5 some crystalline phases; both compact coatings. Vickers hardness 157 ± 39 HV, 146 ± 28 HV 45S5 | [102] |
| RKKP, AP40 | Zirconia | Well adherent coatings, thickness 350 μm; shear strength 80 ± 3 MPa | [103] |
| RKKP, AP40 | Zirconia | Coatings with good mechanical properties and improved biocompatibility. ALP activity 1d 3.91 ± 1.15 μM AP40, 4.69 ± 2.10 μM RKKP. 9.98 ± 0.80 μM AP40 and 9.94 ± 2.90 μM RKKP at 5 and 10 days | [104] |
| Ground coat glass, bioactive cover glass | Alumina | Homogeneous coating with high in vitro bioactivity | [105] |
| 65.52SiO2-11.23Al2O3- 5.61ZrO2- 1.87B2O3-3.74Na2O- 7.75P2O5- 25.83CaO (mol.%) | ZTA, AZT | Coating perfectly adherent to substrate. Density 2.4 g/cm3, hardness 8.3 ± 0.2 GPa, toughness 1.3 ± 0.3 MPam1/2, Young modulus 90.1 ± 2.1 GPa | [106] |
| SCK | Full density medical grade α-alumina | Good adhesion. Coating without pores or bubbles at the interface. Thickness 70–100 μm | [107] |
| Ly-B0, Ly-B3, Ly-B5 | Ti6Al4V | Thickness 95–105 μm | [111] |
| BG_Ca, BG_Ca/Mix BG_Ca_K | Ti6Al4V | Uniform and well distributed coatings. Thickness BG_Ca 108 μm, BG_Ca/Mix 113 μm, BG_Ca_K 121 μm; Vickers hardness BG_Ca 232.1 ± 76.8 HV, BG_Ca/Mix 329.0 ± 81.0 HV, BG_Ca_K 317.9 ± 48.8 HV | [112] |
| BG, 6P57, 6P68, HA | Ti6Al4V | Good adhesion with cracks propagation along the glass without interface delamination | [115] |
| Ground Coat, Bio-Enamel | Medical grade of titanium (ASTM grade 2) | Homogeneous and reactive coatings. Faster HCA formation | [117] |
| Bioglass®, 6p44-a, 6p44-b, 6p44-c, 6p50, 6p53-a, 6p55, 6p57, 6p61, 6p64, 6p68 | Vitallium®, Co-Cr-alloy | Thickness 25–60 μm. Crack propagation in the glass not along interface | [118] |
| LY-B0, LY-B1, LY-B2, LY-B3, LY-B4, LY-B5 | Ti6Al4V | Thickness 90-100 μm; critical strain energy release 6.56-14.61 J/m2 | [119] |
| SRT0, SRT1, SRT3, BRT0, BRT1, BRT3 | Ti6Al4V | Critical strain energy release SRT0, SRT1, SRT3 12.08 ± 1.72 J/m2, BRT0, BRT1, BRT3 18.50 ± 1.60 J/m2. | [120] |
| 56.6SiO2-15CaO-11Na2O- 8.5MgO- 6P2O5-3K2O (wt.%) | Ti6Al4V | Absence of porosities and good adhesion. Hardness 0.59–1.014 GPa; modulus 0.87–4.459 GPa depending on load (μN). Coefficient of friction 0.209–0.285 | [122] |
| SRT0 | Ti6Al4V | Thickness 84–408 μm; residual stresses 5–18 MPa | [123] |
| 6P61, 6P55 | Ti6Al4V | No modification in the structure of coating after preconditioning treatment | [124] |
| 6P61, 6P55 | Ti6Al4V | Some small pores. Thickness 86.0 ± 11.5 μm | [125] |
| Coating Material | Substrate | Coatings’ Characteristics | Ref. |
|---|---|---|---|
| 57.44CaO-35.42SiO2-7.15P2O5 (mol.%) | 316L stainless steel | Homogeneous and crack free coating. Thickness 1.5–2 μm | [6] |
| 45S5, SiO2 | 316L stainless steel | Amorphous coatings; adhesion strength 0.5–5 MPa | [7] |
| 57.44CaO-35.42SiO2-7.15P2O5 (mol.%) | 316L stainless steel | Crack free and homogeneous coatings spread properly. Thickness 10–20 μm | [14] |
| Bioglass©, 6P44-a, 6P44-b, 6P44-c, 6P53-a, 6P53-b, 6P55, 6P57, 6P61, 6P68 | Titanium, Ti6Al4V, Vitallium ©, Co-Cr alloy | Coatings without cracks or delamination. Hardness 5.3–6.3 GPa; density 2.5–2.7 g/cm3 | [48] |
| 57.44CaO-35.42SiO2-7.15P2O5 (mol.%) | CrCoMo alloy, Ti6Al4V, AISI 316L | Glassy matrix with some defects and cracks. Thickness 1.5–3 μm | [128] |
| BG, BGSr | AISI 316L | Homogeneous coatings without the presence of flaws. Thickness 2.1 ± 0.4 μm | [132] |
| 45S5 BCG | AZ31 magnesium alloy | Integrated coatings with some asperities. Thickness 1.1 μm | [133] |
| 45S5 | AZ31 magnesium alloy | Relative smooth and uniform coatings with small cracks. Thickness 1 μm | [135] |
| xCaO(1 − x)SiO2 x = 0, 0.3, 0.4, 0.5, 0.6 | Ti-4 substrate | Homogeneous and crack free coatings | [136] |
| 57.44Cao-35.42SiO2-7.15P2O5 | AISI 316L | Coatings without cracks and homogeneous. Thickness 2–4 μm | [137] |
| Ag-BG | Titanium | Homogeneous and without macro and micro cracks | [141] |
| 70S30CxA | Titanium grade 4 | Homogeneous coating with antibacterial properties | [142] |
| Coating Material | Substrate | Coatings’ Characteristics | Ref. |
|---|---|---|---|
| 46.1SiO2-51.3CaO-2.6P2O5 (mol%) | Biomedical Grade AZ91 Mg alloy | Corrosion potential −1.28–(−1.32) V; corrosion current density 0.02–0.6 μA/cm2 | [11] |
| 55SiO2-26CaO-13MgO-6P2O5 (mol.%) HA | Ti6Al4V | Homogeneous coatings. Thickness 15 μm; adhesive strength 50 ± 1 MPa; corrosion potential BG 0.380 ± 0.5 V, HA 0.325 ± 0.5 V and BG/HA 0.475 ± 0.5 V; corrosion current density 0.22 ± 0.5 (A/cm2) | [35] |
| 45S5 | Ti6Al4V | Coatings with good adhesion without cracks. Rough surface in which the initial powder particles are still visible. Thickness 50–250 μm | [147] |
| 60B2O3-10CaO-20Na2O-10MgO (mol%) | 316L Stainless Steel | Homogeneous, compact and crack free coatings. Thickness 60 μm; contact angle 60°; corrosion rate 2.963 mpy in DMEM and 4.533 mpy in SBF | [148] |
| Bioglass® | NiTi Alloy | Homogeneous microstructure without cracks or pores with uniform topography. Thickness 5–15 μm | [150] |
| 45S5 | SUS316 | Amorphous structure. Hardness 0.10–2 GPa; elastic modulus 84–193 GPa | [151] |
| Coating Material | Substrate | Technique | Coatings’ Characteristics | Ref. |
|---|---|---|---|---|
| 45S5 | Ti6Al4V | PLD | Coatings uniform without microcracks and pores. Thickness 1 μm; surface roughness 6 nm | [165] |
| 45S5 | Ti6Al4V | PLD | Coatings with smooth surface. Thickness 1 μm; critical load 17.5 N at 20 °C, 22.3 N at 200 °C and 18.9 N at 500 °C | [166] |
| 28CaO-10MgO- 4P2O5-58SiO2 | Ti6Al4V | PLD | High roughness surface and uniform porous structure. corrosion potential −0.100–0.420 V; corrosion current density 1–9 A/cm2 | [167] |
| 57SiO2-15CaO-11Na2O- 8.5MgO-6P2O5- 3K2O (wt.%) | Titanium | PLD | Amorphous coating with granular structure | [168] |
| 6P57, 6P61 | Titanium grade 4 etched | PLD | Coatings with rough surface. Studies on in vitro bioactivity in SBF | [169] |
| 6P57, 6P61 | Titanium | PLD | Uniform coatings. Studies on cell viability | [170] |
| 45S5, CaK | Ti6Al4V | PED/IJD | Surface roughness 300–390 nm; mean grain size 170–350 nm; contact angle 10°–46° | [175] |
| T1, T2, T3, T4, T5, T6 | Titanium | RF-MS | Amorphous coatings with some crystalline phases. Thickness 1.8–2.4 μm | [177] |
| 40.08SiO2-29.1CaO-4.59Na2O- 6.32P2O5-8.96MgO- 5.79CaF2-5.61B2O3 | Silicon wafer | RF-MS | Amorphous coatings without microcracks or delamination. Thickness 3.5 μm | [178] |
| BG | Titanium | RF-MS | Coatings without microcracks or delamination. Thickness BG2 510 nm, BG4 380 nm; BG5 330 nm; average adhesion value 75 MPa | [179] |
| BG1, BG2, BG3 | Silicon | RF-MS | Coatings without microcracks or delamination. Smooth surface with some spherical shaped agglomerates. Thickness BG1 646 nm, BG2 510 nm and BG3 480 nm | [180] |
| 55SiO2-15CaO-10P2O5- 10K2O-5MgO-5Na2O | Ti6Al7Nb | RF-MS | Coatings with homogeneous and defect free surface. Thickness 750–980 nm | [181] |
| HABG, HA | Titanium Biocomp® | RF-MS | Thickness 2 μm; roughness 1.2–1.5 μm | [185] |
| BGS53P4, HA | Titanium Biocomp® | RF-MS | Thickness 0.6–3 μm; surface roughness 1.5–2.1 μm | [186] |
| T1 | Ti6Al4V | RF-MS | Amorphous coatings. thickness 1.7–3 μm | [187] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sergi, R.; Bellucci, D.; Cannillo, V. A Comprehensive Review of Bioactive Glass Coatings: State of the Art, Challenges and Future Perspectives. Coatings 2020, 10, 757. https://doi.org/10.3390/coatings10080757
Sergi R, Bellucci D, Cannillo V. A Comprehensive Review of Bioactive Glass Coatings: State of the Art, Challenges and Future Perspectives. Coatings. 2020; 10(8):757. https://doi.org/10.3390/coatings10080757
Chicago/Turabian StyleSergi, Rachele, Devis Bellucci, and Valeria Cannillo. 2020. "A Comprehensive Review of Bioactive Glass Coatings: State of the Art, Challenges and Future Perspectives" Coatings 10, no. 8: 757. https://doi.org/10.3390/coatings10080757
APA StyleSergi, R., Bellucci, D., & Cannillo, V. (2020). A Comprehensive Review of Bioactive Glass Coatings: State of the Art, Challenges and Future Perspectives. Coatings, 10(8), 757. https://doi.org/10.3390/coatings10080757