3.1. Laser Structuring
In
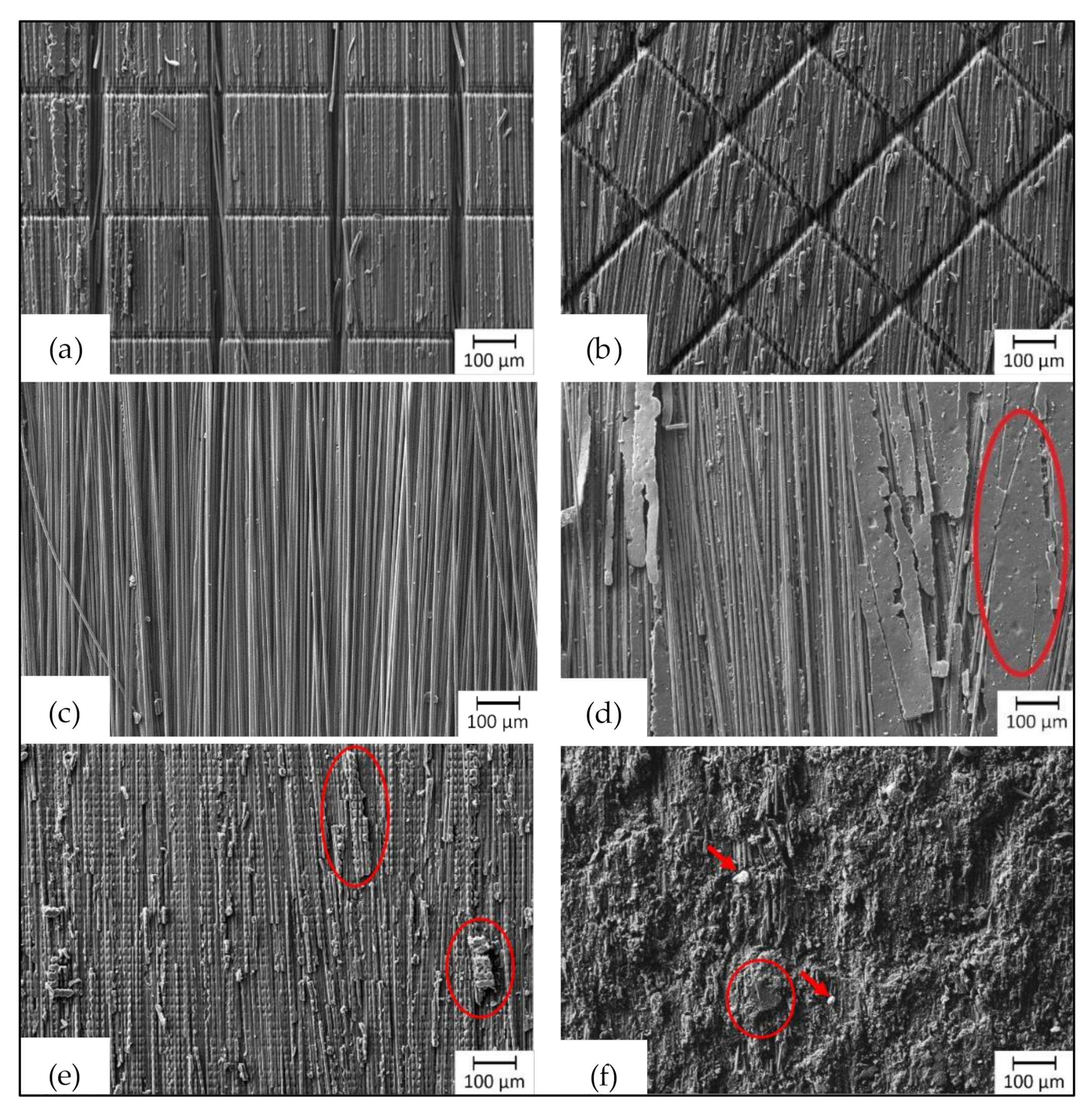
Figure 3, SEM images of the pre-treated CFRP surfaces are shown.
Figure 3a,b shows the combination of laser roughening and grid structure. The grid structures have a trench distance of 300 µm and a depth of 70 µm with a trench orientation (with respect to the fiber direction) of 0°/90° (
Figure 3a) and ±45° (
Figure 3b). As shown by Gebauer et al. in [
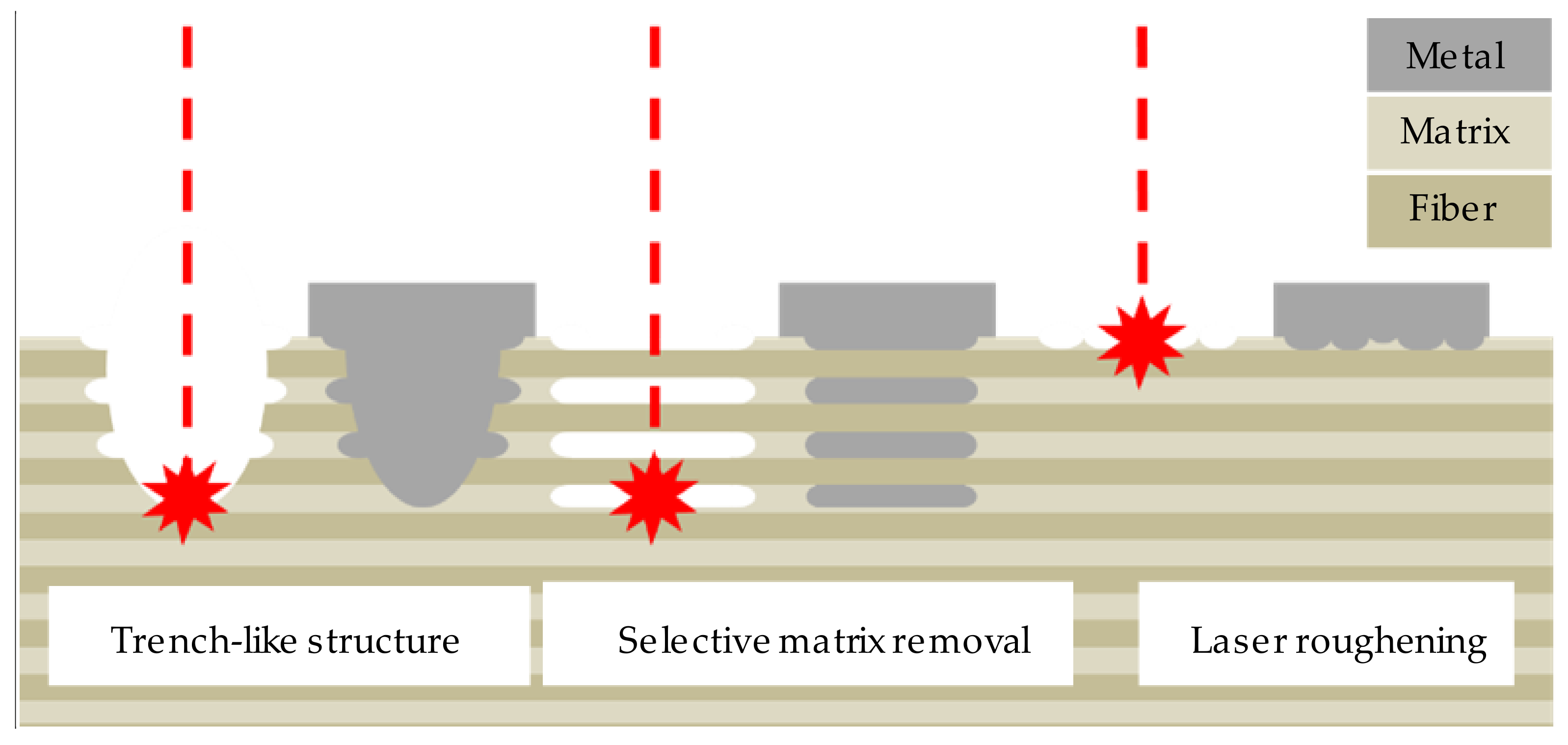
21], before applying the trench-like structure (with 355 nm wavelength and 30 ns pulse duration), a laser roughening is necessary to avoid smooth, untreated surfaces near material between the trenches. Otherwise, areas with untreated epoxy matrix avoid wetting of the metal during the coating process. A less reproducible bonding strength of the metal-plastic hybrid might be the consequence [
17].
The selective matrix removal produced with SP-IR-C laser (
Figure 3c) and USP-IR-A laser (
Figure 3d) differ in terms of their homogeneity. While the SP-IR-C laser achieved a very uniform exposure of the reinforcing fibers, the surface processed with the USP-IR-A laser partly shows unaffected matrix residues (red marking in
Figure 3d). Furthermore, the carbon fibers are exposed up to a higher degree with the SP-IR-C laser. The laser-roughened and grit-blasted surfaces (in
Figure 3e,f, respectively) indicate a highly irregular surface. Both surfaces show a small amount of remaining matrix material, highlighted by the red ellipses. While the matrix residues in
Figure 3e show single laser ablation spots, the remaining matrix on the grit-blasted sample is untreated (
Figure 3f). Laser roughening removes matrix material superficially, but without deep fiber exposure. In contrast, with grit blasting no fiber exposure was achieved and the surface appears considerably more fissured and uneven. In addition, corundum particles (red arrows in
Figure 3f) have been embedded in the soft plastic during mechanical blasting.
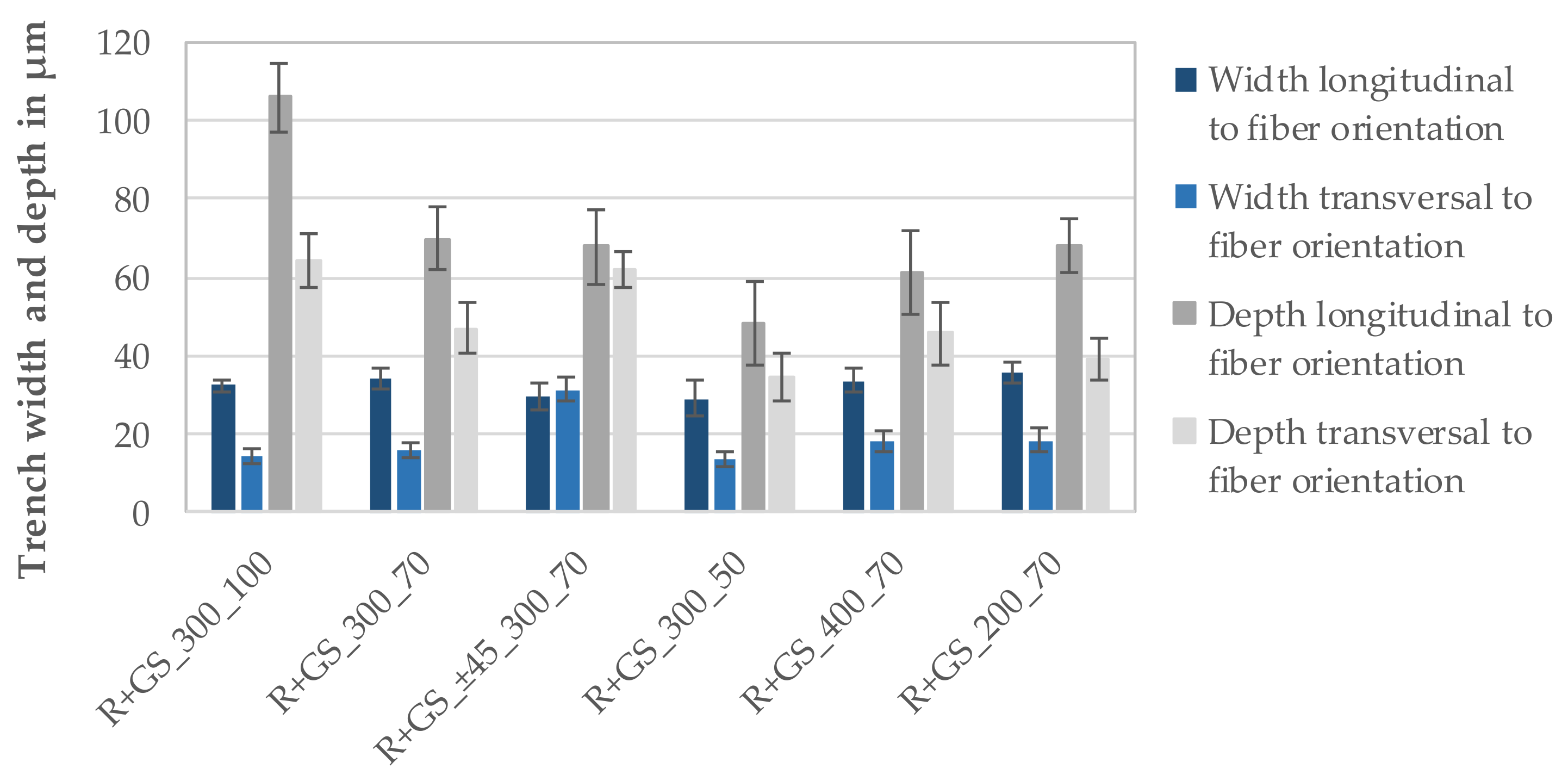
Figure 4 shows the average width and depth of the trenches measured for all grid structures. Measurements at 10 samples were performed. The width of the trenches perpendicular to the fiber orientation (13.5–18.4 µm, transversal direction) is about half of the width of the trenches parallel to the fiber orientation (29.0–35.8 µm, longitudinal direction). The depth of the trenches in transversal direction (34.8–64.1 µm) is approximately 25% to 42% less compared to the depth of the trenches in fiber direction (48.2–106.1 µm). This effect is based on superimposition of the fiber orientation and the direction of the laser structuring process. The significantly higher thermal conductivity of the fibers in fiber direction leads to heat accumulation and thus resulting in a higher ablation rate in fiber direction [
19]. At the same time, the high thermal conductivity of carbon fibers in the longitudinal direction reduces the material removal in transversal direction. In addition, whole fiber filaments were ejected from the trenches in fiber direction. As a result, deeper and wider trenches are formed parallel to the fiber orientation compared to perpendicular direction. Using a trench orientation of ±45° with respect to the scan direction, an approximation of trench depths, same as for the trench widths, was achieved, as shown in
Figure 4. Reasoned by the heterogeneity of the CFRP, the trench geometry shows a moderate variability, indicated by the standard deviation of approximately ±10 µm for the trench depth. This can be attributed to the heterogeneous distribution of carbon fibers in the epoxy matrix [
19,
29]. Hence, the damage threshold of the epoxy matrix is lower than from the carbon fibers [
19,
30,
31]. The amount of affected matrix or carbon fibers influences the amount of ablated material and consequently the trench depth.
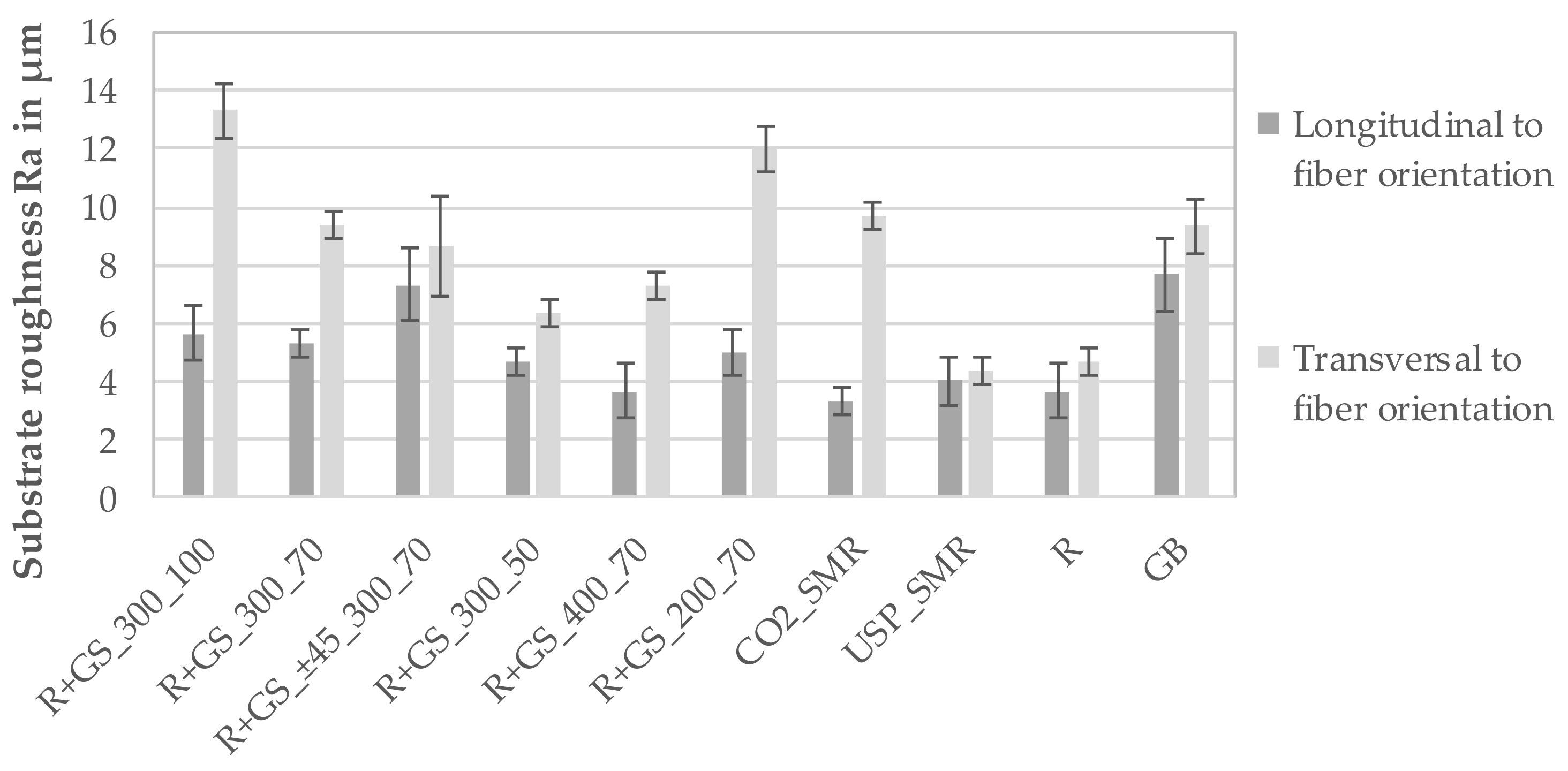
The substrate roughness Ra of each surface structure with respect to the fiber orientation is shown in
Figure 5. Except for the selective matrix removal with USP-IR-A laser, all structures show a significant dependence of the substrate roughness on the fiber direction. All structures show a higher substrate roughness in transversal direction because of the regular height difference between (partially) exposed carbon fibers and matrix. Considering the same trench distance of 300 µm, the substrate roughness Ra rises with increasing trench depth from 50 µm to 100 µm (from 4.67 µm to 5.67 µm longitudinal and from 6.33 µm to 13.33 µm transversal to the fiber orientation). For a constant trench depth of 70 µm, the substrate roughness value Ra increases with decreasing trench distance (from 3.67 µm to 5.00 µm longitudinal and from 7.33 µm to 12.00 µm transversal to the fiber orientation) since there are more trenches per area. The deeper removed matrix material of the selective matrix removal CO2_SMR reasons a much higher substrate roughness in transversal direction (9.67 µm) compared to USP_SMR (4.33 µm). Both structures USP_SMR and laser roughening exhibit the lowest substrate roughness (between 3.67 µm and 4.67 µm). The grit-blasted samples show Ra values (from 7.33 µm to 9.33 µm) in the same range of the rotated grid structure (from 7.33 µm to 8.67 µm). The lower substrate roughness of laser roughening compared to roughening by grit blasting confirms the observation (on
Figure 3e,f) about a clearly fissured surface produced by grit blasting. This is due to the matrix agglomerates as well as the damaged and consequently removed carbon fibers on the blasted surface.
3.2. Coating-Substrate Interface
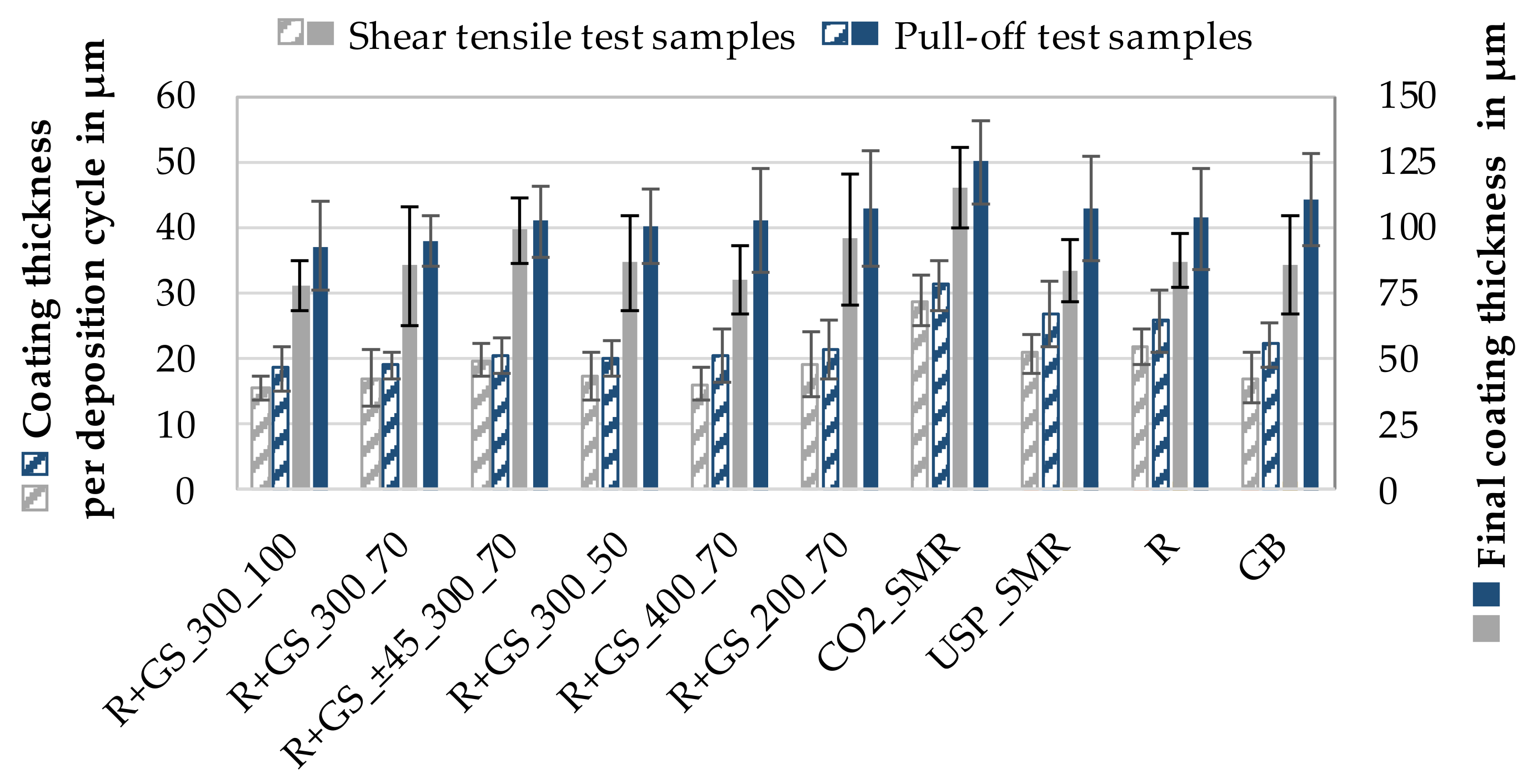
The coating thickness of the samples was determined from metallographic sections.
Figure 6 shows the average coating thickness per deposition cycle, which corresponds to the deposition rate of the copper-coated CFRP samples for the shear tensile and pull-off test samples. The average coating thickness for each deposition cycle of the shear tensile test samples of the grid-structured samples is 16.0 µm to 19.7 µm, for the selective matrix removed und laser-roughened samples 20.9 µm to 28.8 µm, and for the grit-blasted samples 17.1 µm. In case of the round pull-off test samples, a slightly higher average coating thickness for each deposition cycle was determined. One reason for this may be the clamping and thus the fiber orientation of the samples in the coating process, which was parallel for the pull-off samples and perpendicular for the shear tensile samples in relation to the movement of the coating gun. As a result, the deeper and wider trenches parallel to the fiber orientation of the pull-off samples coincide with the movement of the coating gun and therefore got filled continuously with the coating material for each pass. This leads to a faster filling of the trenches compared to the shear tensile samples resulting in a higher coating thickness after the same number of deposition cycles. The average coating thickness per deposition cycle of the grid-structured samples is in a range between 18.6 and 21.5 µm, for the selective matrix removed and roughened samples from 25.8 µm to 31.2 µm and about 22.2 µm for the grit-blasted samples. The rotation by ±45° of the grid structure (300 µm trench distance and 70 µm trench depth) results in a slightly higher coating thickness per deposition cycle and a lower standard deviation. By shifting the trench orientation, the trenches are both oriented ±45° in relation to the movement of the coating gun. This reduces the shadow effect, which is assumed to occur in samples with trenches oriented perpendicular in relation to the coating direction. This shadow effect results in a lower probability of particles filling out undercuts on the substrate surface, leading to inferior adhesion and/or a delay in the coating build-up in these trenches. Furthermore, the width of the trenches is more homogeneous and on the same level as the higher trench width with of 0°/90° trench orientation, which increases the probability of particle penetration into the trenches, and thus the trenches got penetrated by more particles per deposition cycle. Consequently, it can be assumed that the rotation of the trenches that leads to a more homogeneous trench geometry (
Figure 4) also favors a uniform coating application.
The coating thickness of the grid-structured samples shows a correlation with the substrate roughness regarding the trench distance. The substrate roughness increases by increasing trench depth or decreasing trench distance. The coating thickness, on the other hand, is higher for samples with less deep trenches and smaller trench spacing. Deeper trenches result in higher trench volumes, which requires more coating material to fill these trenches. Thus, a lower coating thickness after the same number of deposition cycles was achieved. A smaller trench spacing also leads to a higher trench volume per area, but the higher number of trenches offers the particles more opportunities to penetrate and adhere. As a result, fewer particles bounce back from the substrate surface. In addition, the smaller areas between the trenches will be closed with coating material more quickly after the trenches are filled.
For the selective matrix removed samples by SP-IR-C laser, the highest coating thickness per deposition cycle was achieved, which is up to 38% for the shear tensile and up to 16% for the pull-off samples thicker compared to the samples treated by USP-IR-A laser. The substrate roughness Ra longitudinal to the fiber orientation for SP-IR-C and USP-IR-A laser is nearly the same (3.33 µm and 4.00 µm respectively). However, the substrate roughness transversal to the fiber orientation is almost double (9.33 µm) compared to the USP-IR-A laser treated samples (4.33 µm). This significantly higher average substrate roughness explains the higher coating thickness. The laser-roughened samples have substrate roughness values similar to the USP-IR-A laser treated samples and also similar coating thicknesses per deposition cycle of approximately 21 µm for the shear tensile and 26 µm for the pull-off samples. Although the grit-blasted samples achieved comparably high substrate roughness values between 7.67 µm and 9.33 µm, the coating thickness per transition is the lowest with 17 µm for the shear tensile and 22.1 µm for the pull-off samples. It can be deduced from this that a high substrate roughness favors the wetting process. However, a high coating thickness is only achieved if the surface also has undercuts, such as exposed fibers enclosed during the coating process.
Due to the trenches, the grid-structured CFRP required a higher number of coating deposition cycles to achieve a similar coating thickness compared to the selective matrix removed, laser-roughened, and grit-blasted samples. The additional volume of the trenches requires more coating material. Furthermore, the fissured and uneven surface produced by grit blasting requires additional coating volume compared to the laser-roughened samples. In order to achieve a comparable coating thickness between 90 µm and 100 µm, the selective matrix removed and laser-roughened samples were coated with four deposition cycles and the grid-structured as well as the grit-blasted samples with five deposition cycles. The final coating thickness of the samples is also shown in
Figure 6.
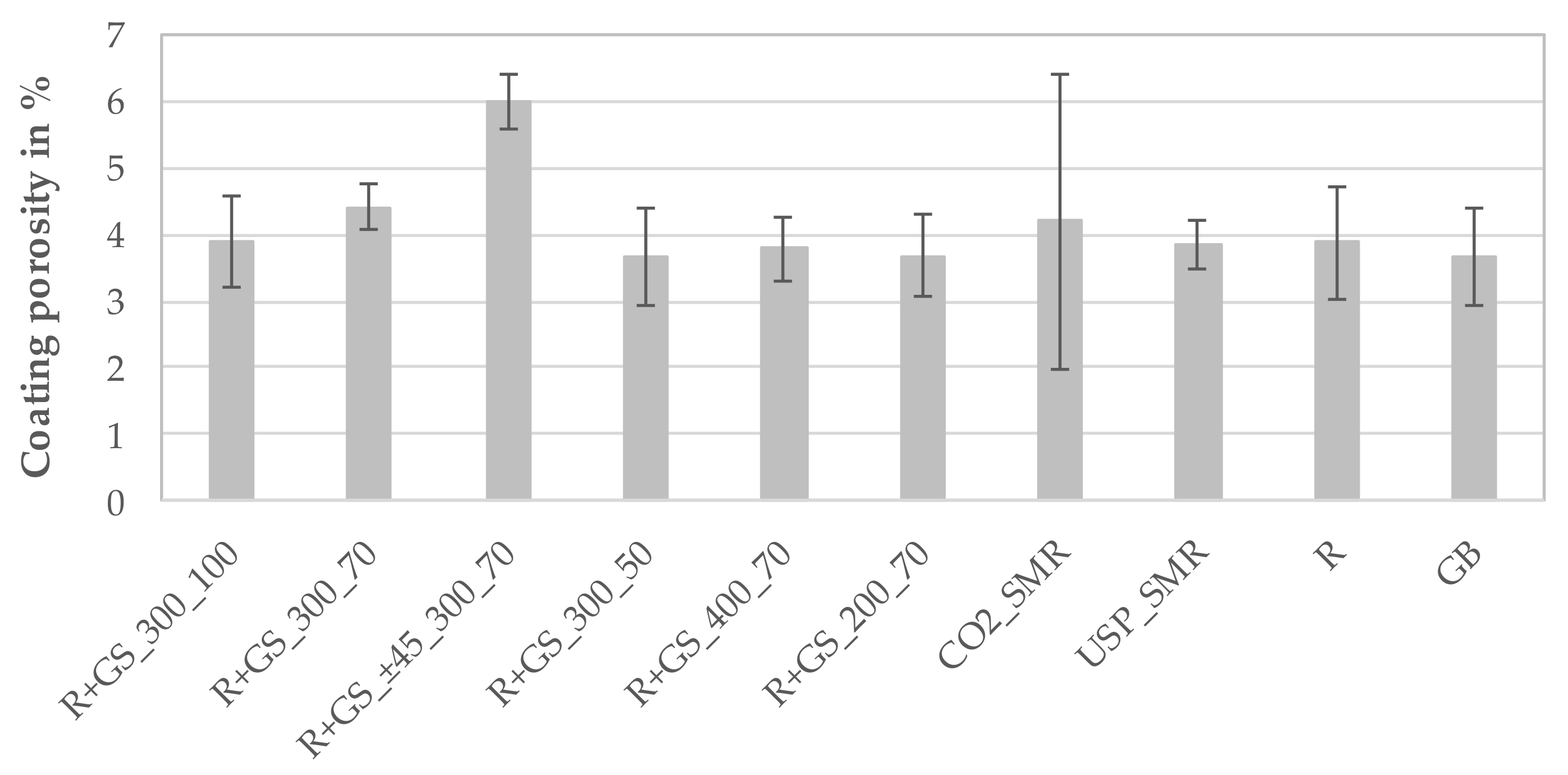
The porosity of the wire arc sprayed coatings is shown in
Figure 7. There are no significant differences between the coatings regarding the surface structure. The porosity of the coatings is in a typical range for the process. The high standard deviation for selective matrix removal with the SP-IR-C laser (CO2_SMR) is striking. This is possibly due to the high degree of fiber flexibility, which could promote the entrapment of air during the impact of the spray particles.
The chemical composition of the wire arc sprayed coatings is shown in
Table 5. The coatings show no significant differences depending on the surface structure. Due to the use of nitrogen as a process gas, oxidation of the coating material is greatly reduced.
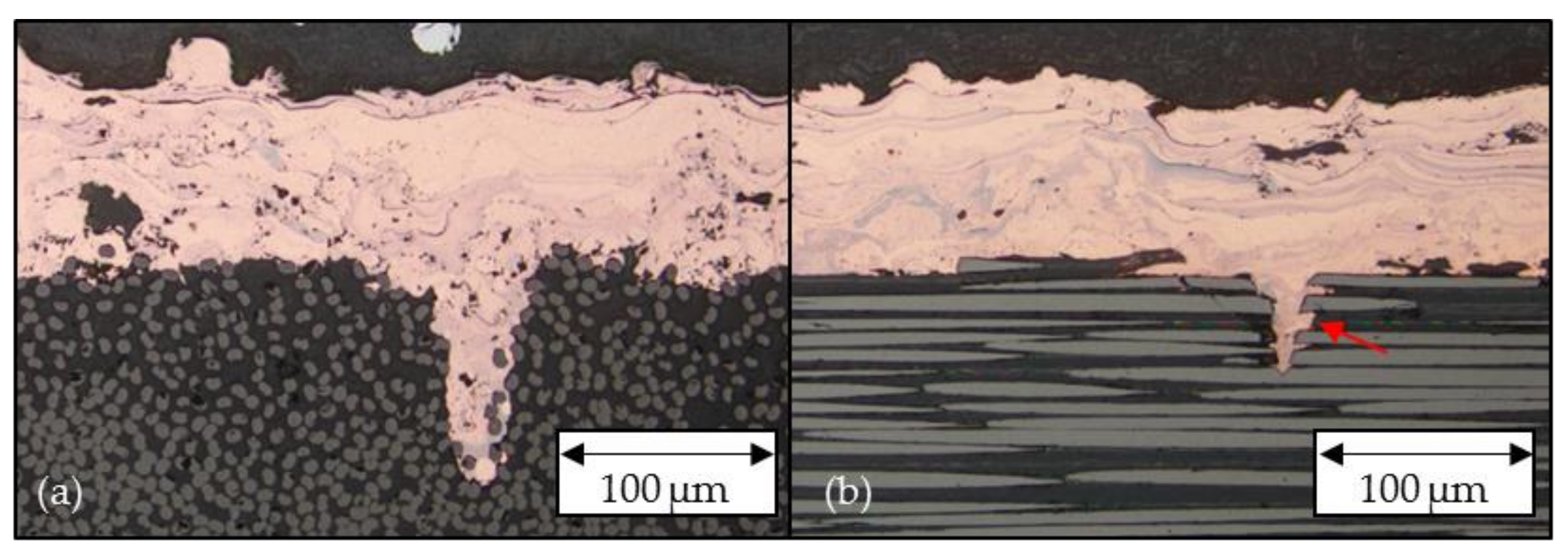
In order to achieve the highest adhesion between the wire arc sprayed coating and the CFRP, the coating must penetrate into the generated structures.
Figure 8 representatively shows cross-sections parallel and perpendicular to the fiber orientation of a wire arc copper coated CFRP substrate, which was previously laser-roughened and grid-structured. The molten copper particles filled up the trenches completely even into the fine undercuts in the trenches (indicated in
Figure 8b with a red arrow). These formed interlocks are expected to have a positive influence on the adhesion strength of the coating by counteracting the shrinking of the coating during its cooling process on the one side and to transfer forces from the surface of the hybrid into the substrate. In the cross-section perpendicular to the fiber direction, the undercut is represented by individual completely enclosed fibers, as shown in
Figure 8a.
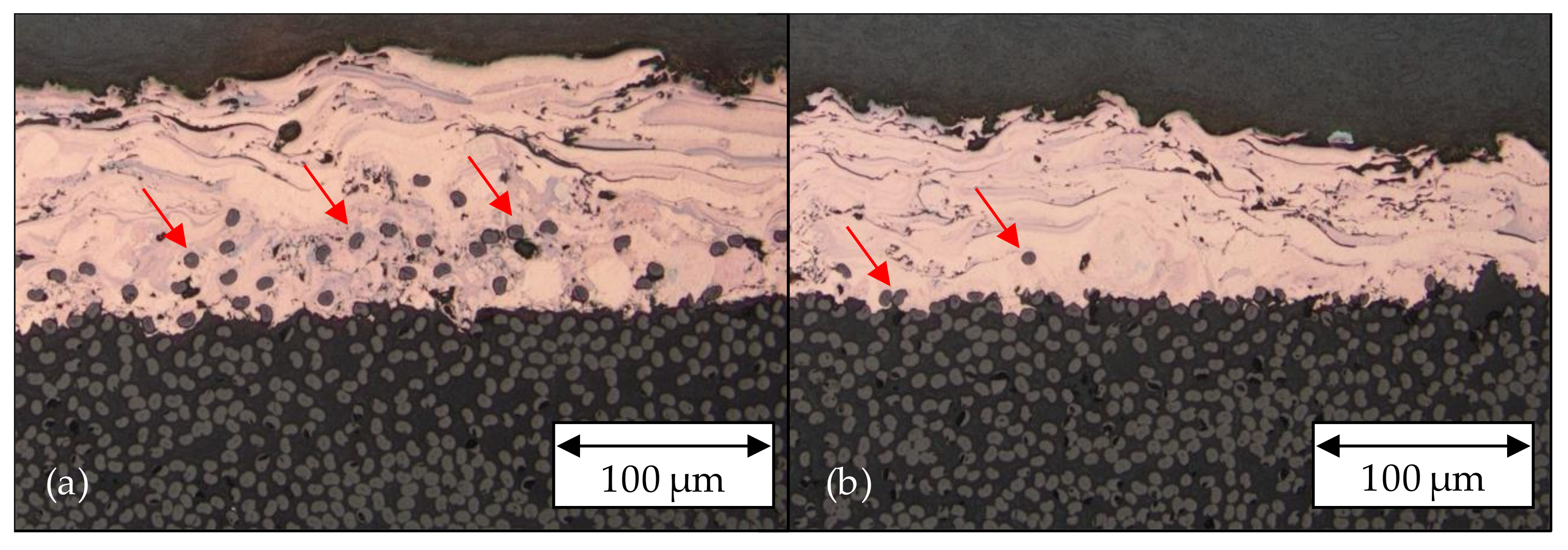
The two selective matrix removal pre-treatments lead to different coating-substrate interfaces, as shown in
Figure 9. The high degree of fiber exposure, using the SP-IR-C laser, leads to a large number of reinforcing fibers completely enclosed by copper. As a result, the reinforcing fibers became integrated up to a coating thickness of ~50 µm. As already observed in
Figure 3d,
Figure 9b shows a lower degree of fiber exposure respectively fiber enclose by copper for the selective matrix removal with USP-IR-A laser. For the most part, the fibers are only superficially exposed, reasoning the lower substrate roughness of this structure compared to the SP-IR-C laser structure. The coated samples show only a few fibers embedded into the coating material near the interface. Representatively, some of the embedded fibers are highlighted in
Figure 9 by red arrows.
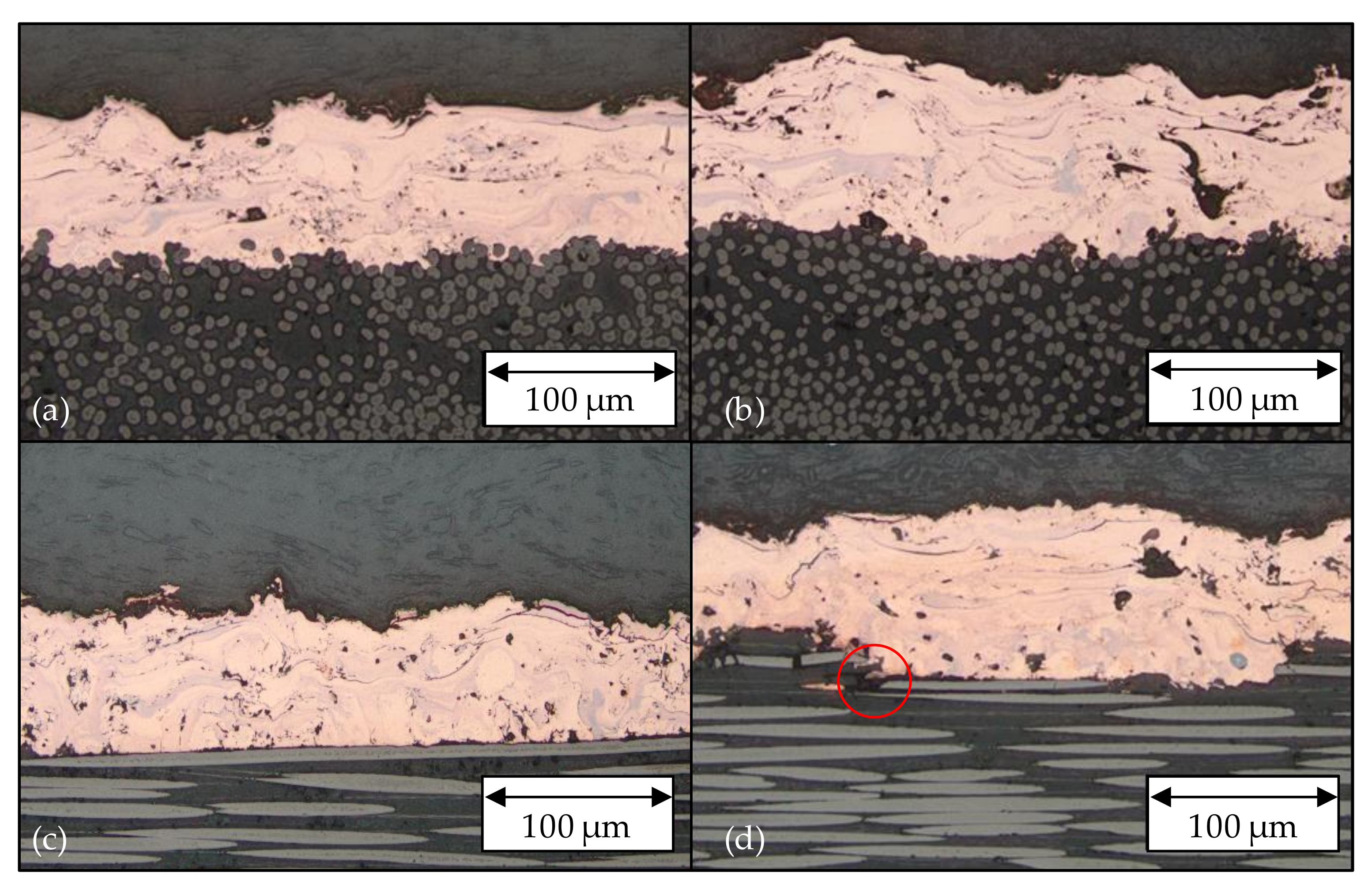
The cross-sections of the two pre-treatments laser roughening and grit blasting are presented in
Figure 10. The grit-blasted surface leads to a gap between the coating and the substrate near a fractured carbon fiber shown in
Figure 10d. In contrast to the laser-roughened samples, the grit-blasted samples have a surface with greater differences in height. This correlates with the SEM image and the substrate roughness values of the grit-blasted samples (from 7.67 µm to 9.33 µm) which are almost twice as high as those of the laser-roughened samples (from 3.67 µm to 4.33 µm). In addition, in the cross-section parallel to the fiber direction near the surface of the grit-blasted samples, multiple severed fibers are visible. In between, the fibers must have been removed during the grit blasting process.
Overall, the cross-sections demonstrate homogenously wetted CFRP surfaces by the coating material. Only the grit-blasted surface shows very small air pockets in the interface (
Figure 10d).
3.3. Mechanical Testing of Metal-Plastic Hybrid
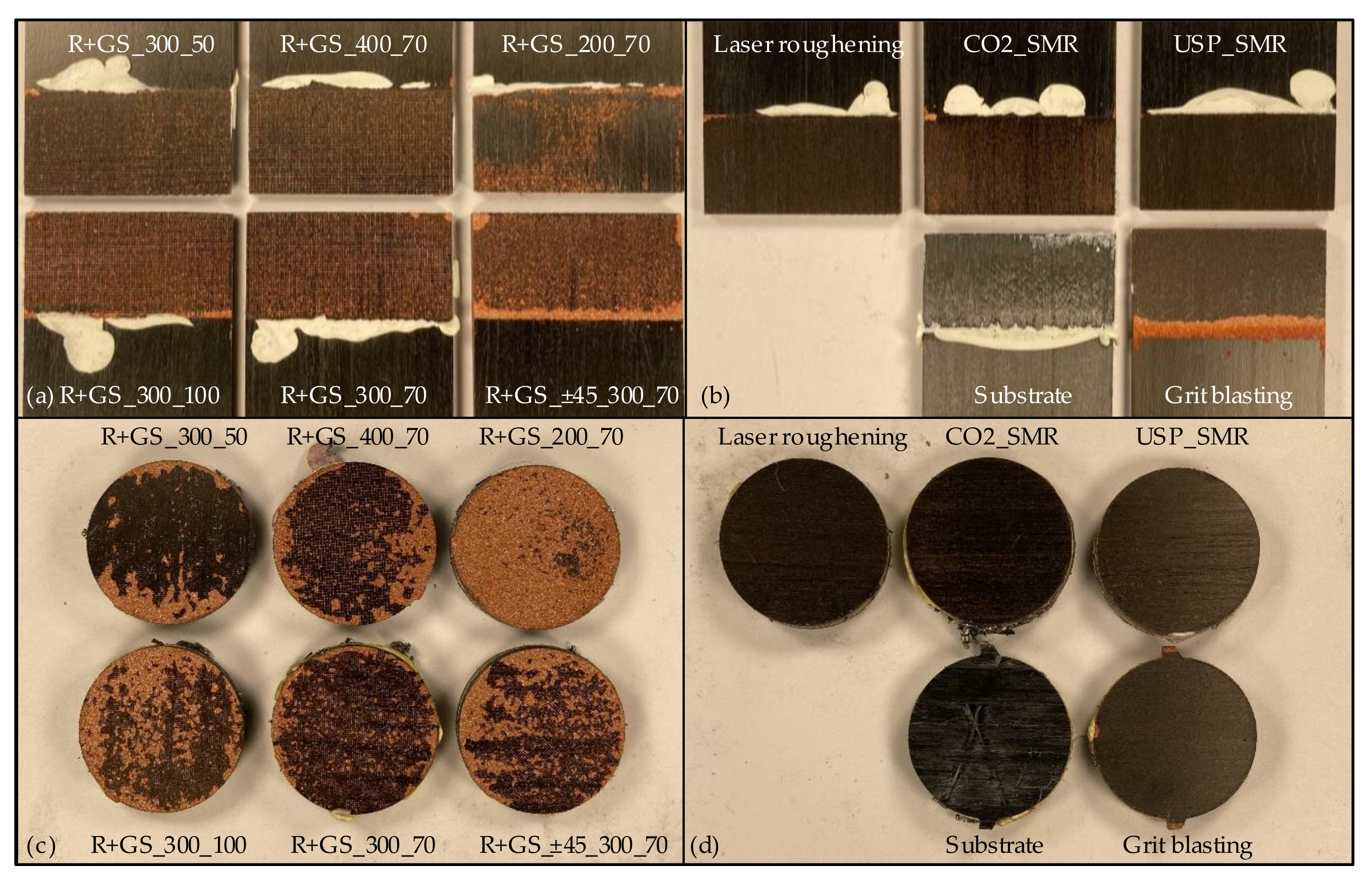
The fracture behavior of coated materials can be classified into adhesive, cohesive, and mixed failure.
Figure 11 shows the fracture surfaces after both the shear tensile and the pull-off test. The shear tensile testing of the grid-structured samples shows mainly adhesive interface failure between the coating and the substrate, with residues of coating material within the trenches. However, the smallest trench distance of 200 µm leads to a mixed failure. Besides adhesive failure in the interface, partly cohesive substrate failure also occurred (
Figure 11a). The fact that, compared to the other grid structures, cohesive failure occurs exclusively at the smallest trench distance indicates a lower mechanical resistance of the laser structure to shear tensile forces, due to the higher substrate damage caused by the high density of trenches. The selective matrix removed, laser-roughened and grit-blasted samples (
Figure 11b) showed mainly adhesive failure with less residues of copper compared to the grid-structured samples. When comparing the selectively matrix removed samples, it is noticeable that the deeper fiber exposure by the SP-IR-C laser also leaves more copper residues on the CFRP surface. Consequently, the undercuts filled in the coating process are still visible after shear tensile testing.
The pull-off test samples show different fracture behaviors than the shear tensile test samples. As shown in
Figure 11c, most of the grid-structured samples showed a mix of adhesive interface and cohesive coating failure. The grid-structured samples with a trench depth of 50 µm present the lowest proportion of remaining coating material within the trenches. This is a result of their low trench depth and width, producing a smaller undercut area. The samples with a trench distance of 200 µm exhibited a high amount of cohesive failure within the coating, which is in contrast to the shear tensile tests, where substrate failure occurred. Under pure tensile load, the smallest trench distance proves to be particularly suitable to achieve a good interface bonding. Its increased mechanical damage to the CFRP surface seems negligible under this load direction. Similar to the shear tensile tests, the selective matrix removed, laser-roughened and grit-blasted samples (
Figure 11d) show significantly less coating residues on the fracture surfaces, indicating clear adhesive failure in contrast to the grid-structured samples. The absence of copper residues suggests that the fibers enclosed by copper were also removed. The plain substrate samples failed in the composite for both tests. Consequently, a reference value for the strength of the CFRP substrate could be determined.
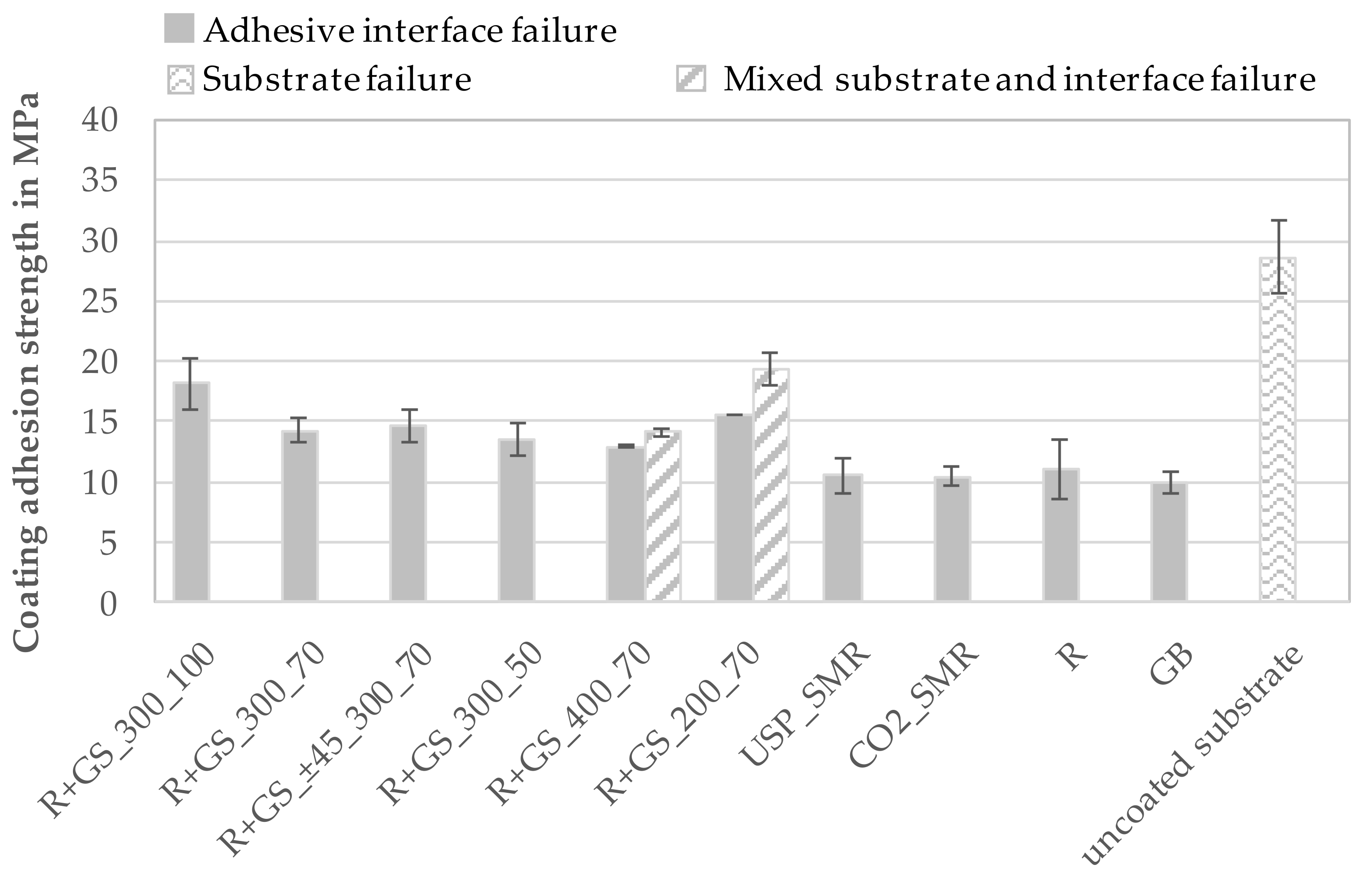
The results of the shear tensile and pull-off tests are presented in
Figure 12. Besides the strength values, the different fracture modes are highlighted by different coloring of the bars. In the shear tensile test, the grid-structured CFRPs display higher coating adhesion strengths compared to the selective matrix removed, laser-roughened, and grit-blasted CFRPs. The highest coating adhesion strength of 19.31 ± 1.36 MPa is achieved by the grid structure with a trench distance of 200 µm and a trench depth of 70 µm. Among all the grid-structured samples, only those with the smallest trench spacing of 200 µm show a high proportion of cohesive substrate failure. This implies that the substrate strength is not high enough to prevent a partial failure of the substrate blocks (area between trenches). Only one sample displayed interface failure with nearly no cohesive substrate failure and achieved the lowest strength of only 15.59 MPa for this surface pre-treatment. Due to this, the measured strength of this grid structure does not clearly represent the coating adhesion strength, but the strength of the laser-structured substrate. With a constant trench depth at 70 µm, an increase of the trench distance to 300 µm and 400 µm reduced the coating adhesion strength to 14.28 ± 0.96 MPa and 12.92 ± 0.1 MPa. However, some of the samples with the 400 µm trench spacing display small areas of substrate failure, too. Those samples achieved a higher adhesion strength of 14.15 ± 0.35 MPa. A comparison of the results with the substrate roughness values shows that an increase in substrate roughness due to the higher number of trenches also leads to an increase in the obtainable adhesion strength. However, all samples with a trench distance of 200 µm exhibited averagely higher adhesion strengths in comparison to the samples with 300 µm and 400 µm trench distances, leading to the conclusion that a small trench distance provides more undercuts per area for mechanical interlocking with the coating material, thus improving adhesion.
A similar tendency can be observed by the change of the trench depth. The grid-structured samples with a trench spacing of 300 µm and a trench depth of 100 µm display the highest substrate roughness value and achieve the highest coating adhesion strength of 18.20 ± 2.11 MPa. The samples with the lowest trench depth of 50 µm present the lowest substrate roughness value and the lowest adhesion strength of 13.57 ± 1.35 MPa. The order of the substrate roughness values of the different grid-structured samples relates to the order of their achieved coating adhesion strength. Despite the more homogeneous trench geometry and coating thickness, the rotation of the trench direction of ±45° leads just to a small increase of the coating adhesion strength of about 2.6%, which is negligible.
The selective matrix removed, laser-roughened and grit-blasted samples show the lowest coating adhesion strength for both test methods. Although the SP-IR-C laser treated samples display a much higher substrate roughness compared to the USP-IR-A laser treated samples, the adhesion strength is nearly the same of 10.5 ± 0.86 MPa (CO2_SMR) and 10.56 ± 1.4 MPa (USP_SMR) in shear tensile testing. Compared to this, the laser-roughened samples achieved a slightly higher adhesion strength of 11.09 ± 2.54 MPa and the grit-blasted samples a slightly lower adhesion strength of 10.01 ± 0.85 MPa.
The residual thermal stress within the coating can lead to a decreasing adhesion strength with increasing coating thickness [
32,
33,
34,
35]. The coating thickness of the USP-IR-A laser treated, laser-roughened, and grit-blasted samples was nearly the same between 83.5 µm and 87.3 µm. In contrast, the SP-IR-C laser treated samples display a much higher coating thickness of 115.1 µm. Fauchais et al. and Greving et al. have shown that the adhesion strength of coatings depends on the coatings’ thickness [
33,
36]. The resulting larger coating thickness could be the cause of the lower adhesion strength, as expected based on the samples’ high substrate roughness of 9.67 µm. A similar effect might also have occurred with the grit-blasted samples. This aspect/theory has to be investigated further. Due to the low deposition efficiency, they were coated with five instead of four deposition cycles. This additional deposition cycle leads to an additional thermal load of the coating, which could also result in higher thermal residual stresses. The grit-blasted uncoated substrate achieved a shear tensile strength of 28.62 ± 3.00 MPa and failed within the substrate. The highest shear tensile bonding strength of the hybrid was achieved by the combination of laser roughening and grid structure with a trench distance of 200 µm and 70 µm depth. This corresponds to 67.5% of the strength of the plain composite substrate.
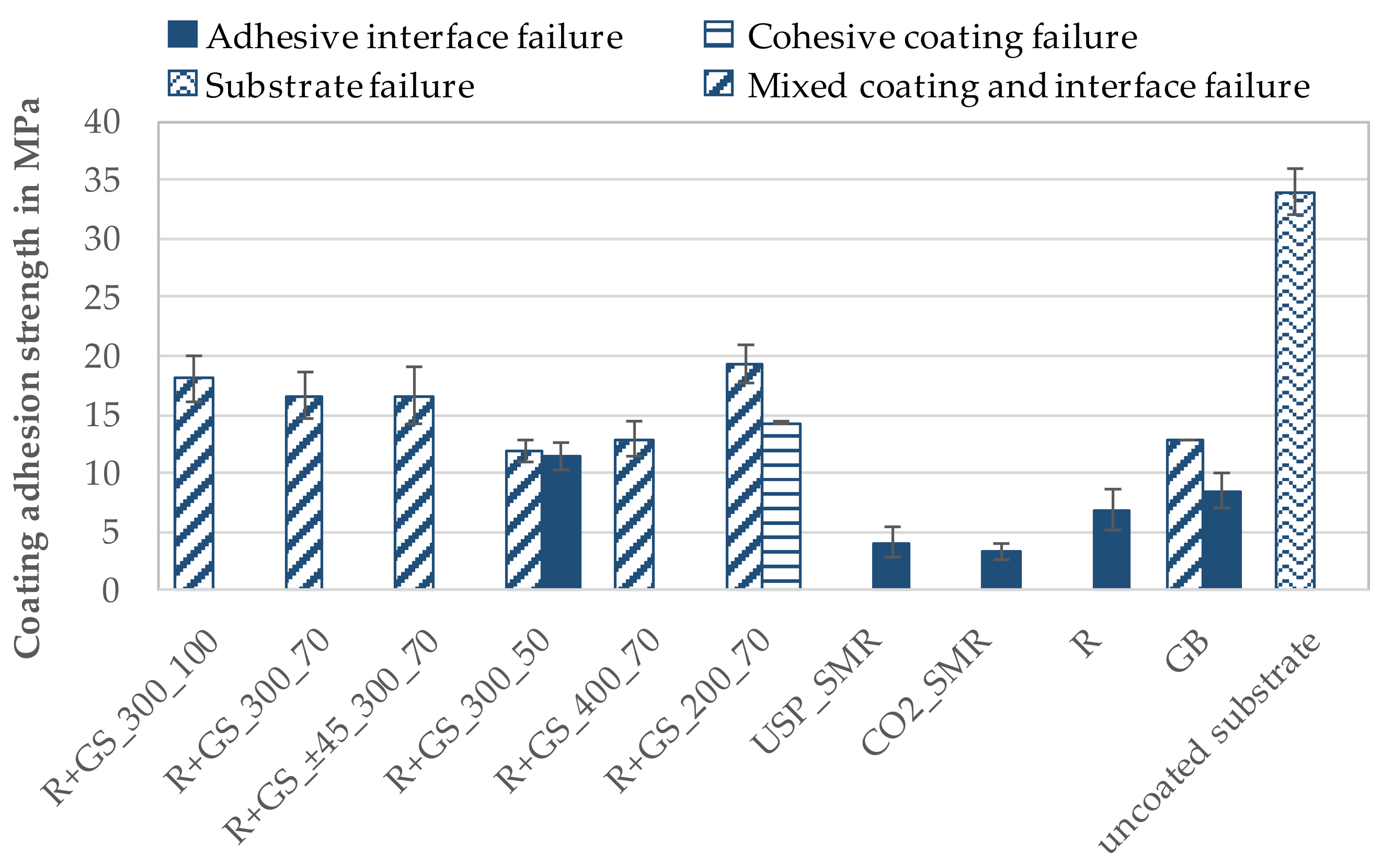
The results of the pull-off tests are presented in
Figure 13 and show similar behavior for the grid-structured samples. The samples with the smallest trench distance of 200 µm achieve the highest adhesion strength of 19.33 ± 1.62 MPa. Similar to the observations of the shear tensile samples, different types of failure occurred for this structure. Two of the eight samples failed completely within the coating and achieved a significantly lower adhesion strength of 14.31 ± 0.17 MPa. The other six samples showed a mixture consisting of cohesive coating and adhesive interface failure. For a trench depth of 70 µm, an increase of the trench distance to 300 µm and 400 µm results in a lower adhesion strength of 16.10 ± 2.21 MPa and 12.91 ± 1.53 MPa. As the substrate roughness increases with rising trench depth, as already mentioned for the shear tensile samples, it is likewise a good indicator for the pull-off samples to estimate how the adhesion strengths of structures with different trench spacing differ. The trench depth has a higher impact on the adhesion strength of the pull-off samples. The grid-structured samples with a trench distance of 300 µm and a trench depth of 100 µm achieved an adhesion strength of 18.06 ± 1.99 MPa. The samples with the lowest trench depth of 50 µm achieve only an adhesion strength of 11.82 ± 0.96 MPa. Moreover, some of the samples show nearly no residual coating material at the failed samples’ interface and therefore achieve a slightly lower adhesion strength of 11.31 ± 1.16 MPa. Compared to the other grid-structured samples, a lot less coating material remains within the trenches. Due to the smaller width and depth of the trenches, less undercuts are formed, which reduces the coating adhesion strength by providing less potential of mechanical interlocking between the coating and the substrate. The change of the trench orientation does not influence the adhesion strength of the pull-off samples either.
Similar to the investigations of Gebauer et al. [
17], it can be observed that selective matrix removed samples achieved less adhesion strength than grid-structured and grit-blasted samples in the pull-off tests. Taking into account the two test methods, the surface pre-treatments selective matrix removal and laser roughening are only suitable to a limited extent for loads perpendicular to the component surface. By changing the loading direction parallel to the sample surface, up to three times higher adhesion strengths are achieved. The grid structures, on the other hand, lead to similar adhesion strengths for both load directions. The substrate roughness can only be used for the grid structures in order to determine the ranking of the expected coating adhesion strengths of different structured surfaces. Additionally, the sample shape of shear tensile test method is more suitable to compare the influence of different surface structures because the fiber-reinforcement is still connected to the remaining CFRP in all cases.
Liu et al. [
6] observed a maximum shear tensile adhesion strength of about 10.45 MPa of wire arc sprayed zinc and 7.54 MPa of wire arc sprayed aluminum coatings on grit-blasted carbon fiber-reinforced polyimide. Wang et al. [
7] achieved a maximum shear tensile adhesion strength of 13.8 MPa of wire arc sprayed Zn-Al coating on grit-blasted carbon fiber-reinforced epoxy. Compared to these results, the wire arc sprayed copper coatings on the grit-blasted CFRP achieved a comparable shear tensile adhesion strength of 10.01 ± 0.85 MPa. The pull-off adhesion strength of wire arc sprayed copper coatings on grit-blasted CFRP of 8.45 ± 1.53 MPa is also comparable to the results of Gebauer et al. [
17], who achieved a pull-off adhesion strength of 8.8 MPa of a wire flame sprayed aluminum coating on a grit-blasted carbon fiber-reinforced epoxy.
Using a combination of a laser produced roughening and grid structure, a significant increase of the coating’s average shear tensile (up to 186%) and pull-off (up to 199%) adhesion strength compared to grit-blasted samples could be achieved. This is in agreement with the investigations of Gebauer et al. [
17], who observed a pull-off adhesion strength of 12.4 MPa of wire flame sprayed aluminum coatings on grid-structured CFRP, which is about 40% more compared to grit-blasted samples.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}