2. Materials and Methods
The sputtering targets were produced by spark plasma sintering (SPS) in vacuum in an SPS KCE FCT-HP D 25-SI (FCT Systeme GmbH, Frankenblick, Germany) system. The sintering tool consists of two cylindrical pistons made of graphite, which are pressed against the powders from both sides inside a graphite mould. Graphite foils are used as a separator between the pistons and the powder. In this process, the powders were sintered to form discs with a diameter of and a thickness of . The pressure during sintering was kept constant at . After a heat-up time of , the sintering temperature of was maintained for . Two different types of targets were sintered in order to compare the properties of the targets as well as of the coatings. The first target discussed in this work (”Alloytarget”) was produced using an alloy powder of CoCrFeNi (Nanoval GmbH, Berlin, Germany) with a grain size of 20–50 μm, which was produced by gas atomisation. Inside this powder, the alloying elements are expected to be distributed uniformly on a microscopic scale. A second target (”Blendtarget”) was produced using a blend of pure element powders with purity and a particle size ranging between 20 and 74 μm, which were uniformed in a tumble mixer for prior to the sintering process. Due to this mixing process, a heterogeneous distribution of the pure elements on a microscopic scale was expected for the resulting macroscopically homogeneous target.
Both targets were used to prepare thin films of CoCrFeNi by DC magnetron sputtering on Si(100) and stainless-steel (type EN 1.4404) substrates. Before being mounted into the sputter chamber, the substrates were cleaned with isopropanol and acetone in an ultrasonic bath for
each and rinsed with deionised water afterwards. In each sputter process, one substrate of each type was coated simultaneously. The deposition was carried out in an
INOVAP CF503 system (INOVAP GmbH, Radeberg, Germany) with a base pressure of
. Prior to the depositions, the substrates were cleaned by radio-frequency (RF) etching in pure Ar atmosphere with a pressure of
and an Ar-flow rate of
for
. The targets were presputtered before each deposition for
in the same Ar atmosphere to remove contaminants from the target surface and to achieve a balance of the sputter rates for all elements. After that, the substrates were rotated towards the target and deposition took place for
with a distance of
between substrate and sputtering target. We discuss four samples prepared using different sputtering power. The deposition parameters are summarised in
Table 1. The thickness of the HEA thin films was measured using a
Dektak 8.35 Profiler (Bruker Corporation, Billerica, MA, USA).
In order to investigate the surface stoichiometry, the as-sintered targets used for deposition as well as the HEA coatings were investigated using X-ray photoelectron spectroscopy (XPS). All presented XPS measurements were carried out at a base pressure of
using Al
radiation (
) from a
Specs XR50M X-ray source monochromatised with a
Specs Focus 500 monochromator and a
Specs Phoibos 150 analyser (SPECS Surface Nano Analysis GmbH, Berlin, Germany). In order to reduce surface contamination, the samples were treated with Ar
bombardment for
(
,
,
). An angle of
with respect to the sample normal was used for the bombardment. Since XPS is only sensitive to the topmost few nm of a sample, X-ray fluorescence (XRF) measurements were conducted as well to get an insight into the bulk composition of all the specimens discussed. For the XRF measurements, a
FISCHERSCOPE XRAY XAN spectrometer (HELMUT FISCHER GmbH, Sindelfingen, Germany) with an anode voltage of
, Ni-filter, and
collimator was used. With the help of the
Fischer XAN-WinFTM 6.33 software, the elemental composition of the specimens was determined from spectra measured on six positions across the sample. To compare the phase composition of the HEA thin films and the used targets, X-ray diffraction (XRD) measurements were carried out with a
Rigaku SmartLab 9 kW instrument equipped with a
HyPix-3000 detector (Rigaku Corporation, Tokyo, Japan). All XRD data were obtained using Cu
radiation (
). The sputtering targets were measured in
Bragg–Brentano geometry. For the thin films, a parallel beam measurement was been conducted in
geometry, since it offers the potential to suppress the reflection of the Si substrate. The microscopic surface structure of the sputtered HEA thin films was investigated using a
Nova NanoSEM 200 system (FEI, Hillsboro, Oregon, USA) with a voltage of
. Information about the grain structure was obtained with WsxM 4.0 [
16]. The distribution of constituents in the sputtering targets was analysed by energy-dispersive X-ray spectroscopy (EDX) using an
Ametek Genesis MK2 detector (EDAX Inc., Mahwah, NJ, USA).
3. Results and Discussion
We begin with an analysis of the sputtering targets. XPS survey spectra of both targets are shown in
Figure 1. While all four of the expected HEA elements can be identified in the spectra of the pristine targets, it can be seen that the surface shows significant contamination with oxygen and carbon. Traces of nitrogen were detected in the case of the Alloytarget at
. The amount of oxygen indicates a high level of surface oxidation and explains the comparably small metal core level signals. A strong reduction of the oxygen signal due to the Ar
bombarding can be noted, and likewise, the carbon and nitrogen contaminations almost vanish. The remaining carbon signal can be attributed to residuals from the graphite foils used in the sintering process. Due to ion implantation, weak signals of Ar2s at
and Ar2p at
were detected after the bombardment step. Subsequent repetition of this process for up to
of total bombardment time did not lead to a further change of the oxygen signal. The stoichiometric ratio of the HEA elements remained unchanged even for higher bombardment times. The 2p core levels of the involved HEA elements Co, Cr, Fe and Ni were measured with higher resolution. The 2p
core level spectra of Cr, Fe and Ni, and the Co2p
line were fitted using an asymmetric Mahan peak shape for metallic components, and symmetric Voigt peaks for satellite features and multiplet split oxide components, as suggested by Biesinger et al. [
17,
18,
19]. The presence of Ni auger lines in the region of the Fe2p and Co2p lines was taken into account as well. From a pure Ni specimen, the ratio of the Ni L
M
M
(
P) and L
M
M
(
P) Auger lines relative to the Ni2p
signal was obtained. By applying this ratio to the fitted Ni signal of each of the discussed specimens, it was possible to subtract the influence of the Ni Auger signals from the Fe2p
region. Since the Co2p
region is not only overlapping with the Ni L
M
M
signal but also partially with the L
M
M
Auger peak of iron, the Co2p
signal was used for stoichiometric calculations instead. The integrated intensities
I of the HEA core level signals were corrected for their photoionisation cross sections
taken from Scoffield [
20] as well as the spectrometer transmission function
and the electron inelastic mean free path
. With these values the corrected intensity
can be calculated for element
X using Equation (
1).
Relating the corrected intensities of the different elements can be used to obtain the samples stoichiometric composition. The same procedure was applied to the sputtered HEA thin films listed in
Table 1. We note that the thickness of all sputtered films discussed here is
, and therefore the influence of the substrate during XPS measurements can be neglected.
In
Figure 2, the elemental composition measured by XPS and XRF is shown for both of the targets. The deviation of the XPS results from the expected equimolar stoichiometry is quite high, with values up to
difference. In the case of the Alloytarget, the XRF results are much closer to the expectation than the XPS data, and the standard deviation is below
for all elements, indicating a homogeneous equimolar bulk composition of the alloy target. Differences between both methods can partially be attributed to the influence of residual surface contaminations as well as a changed surface composition due to the Ar
bombardment step before XPS, which is known to have different yield for each element. While this is also true for the Blendtarget, both methods show a Ni content of circa
, while the Cr and Co percentage is below expectations. Cr content values obtained from XRF vary in a range of 15%–25% for different positions across the target, resulting in a standard deviation of
. In general, the deviation across the sample is much higher for the XRF measurements of the Blendtarget, which implies a more inhomogeneous elemental distribution most likely caused by the target fabrication from a powder mixture.
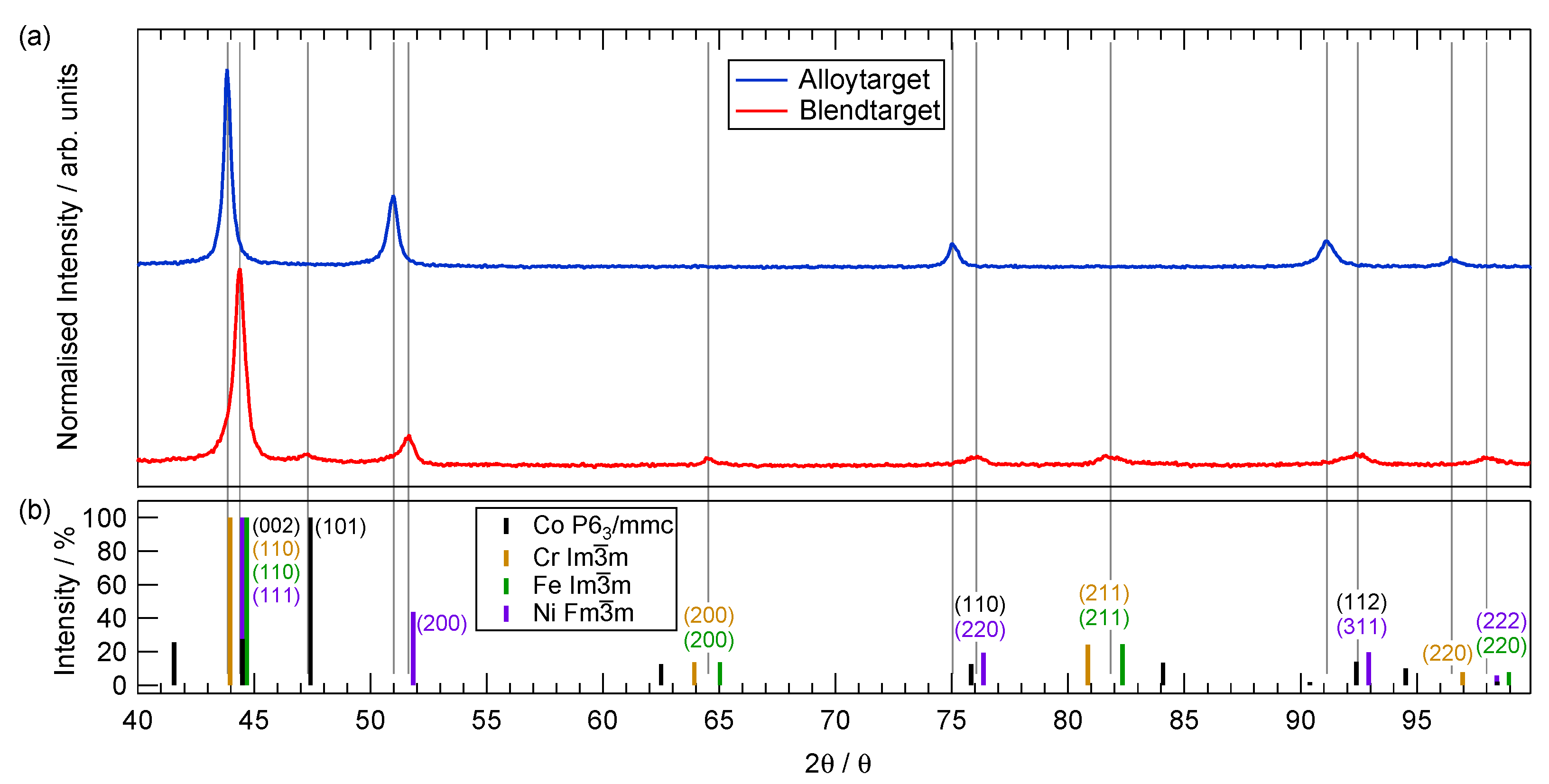
The X-ray diffraction patterns obtained for both sputtering targets used in this work are shown in
Figure 3a. To compare the obtained data with the structure of the pure elements used for target fabrication, the peak positions and expected intensity ratio for the fcc structure of Ni, bcc structure of Cr and Fe as well as the hcp structure of Co taken from Crystallography Open Database (COD) are shown in
Figure 3b. Lattice plane indices are added for signals where a peak in at least one diffraction pattern was observed. It can be seen that the Alloytarget shows five peaks with decreasing intensity for higher scattering angles. The intensities measured follow a trend very similar to the expectation for the Ni
structure (purple bars), indicating that the Alloytarget has formed a single-phase fcc structure. The lattice constant for CoCrFeNi alloyed in this case has been determined from the diffraction pattern to be
. Similar data have already been reported for CoCrFeNi HEA specimen [
21,
22,
23] and lattice constants for this structure were measured to be in a range of
[
24] to
[
21]. The Blendtarget shows the characteristic peaks for the Ni fcc structure as well but does not follow the same trend for the intensities. Further, the (101) signal of the Co hcp structure as well as several peaks for the Fe and/or Cr bcc type are clearly visible.
The observation of peaks for the individual elements indicates a separation of the constituents in the Blendtarget, most likely due to the fabrication from a powder mixture leaving the original structure of the pure materials partly unchanged.
To get an insight into the homogeneity of elemental distribution in the sputtering targets, back-scattering electron (BSE) and EDX measurements have been conducted and the results are shown in
Figure 4. The Alloytarget clearly shows a uniform distribution of the four main elements involved across an area of several hundreds of μm as illustrated in
Figure 4a. The corresponding BSE image does not show areas of different contrast, which again indicates a single phase structure for the Alloytarget. On the contrary, it can be seen that the Blendtarget exhibits clear differences in elemental contribution and BSE contrast (see
Figure 4b). The EDX mapping shows localised signals for all four elements, and the shape of the respective structures can be found in the corresponding BSE image as well. The size of the areas with equal intensity is in the range of several
for all elements involved, which fits well to the size of the powders used for sintering the Blendtarget. This is a strong hint that the elements in case of this target indeed form a mixture of individual crystals as indicated by the XRD and XRF measurements.
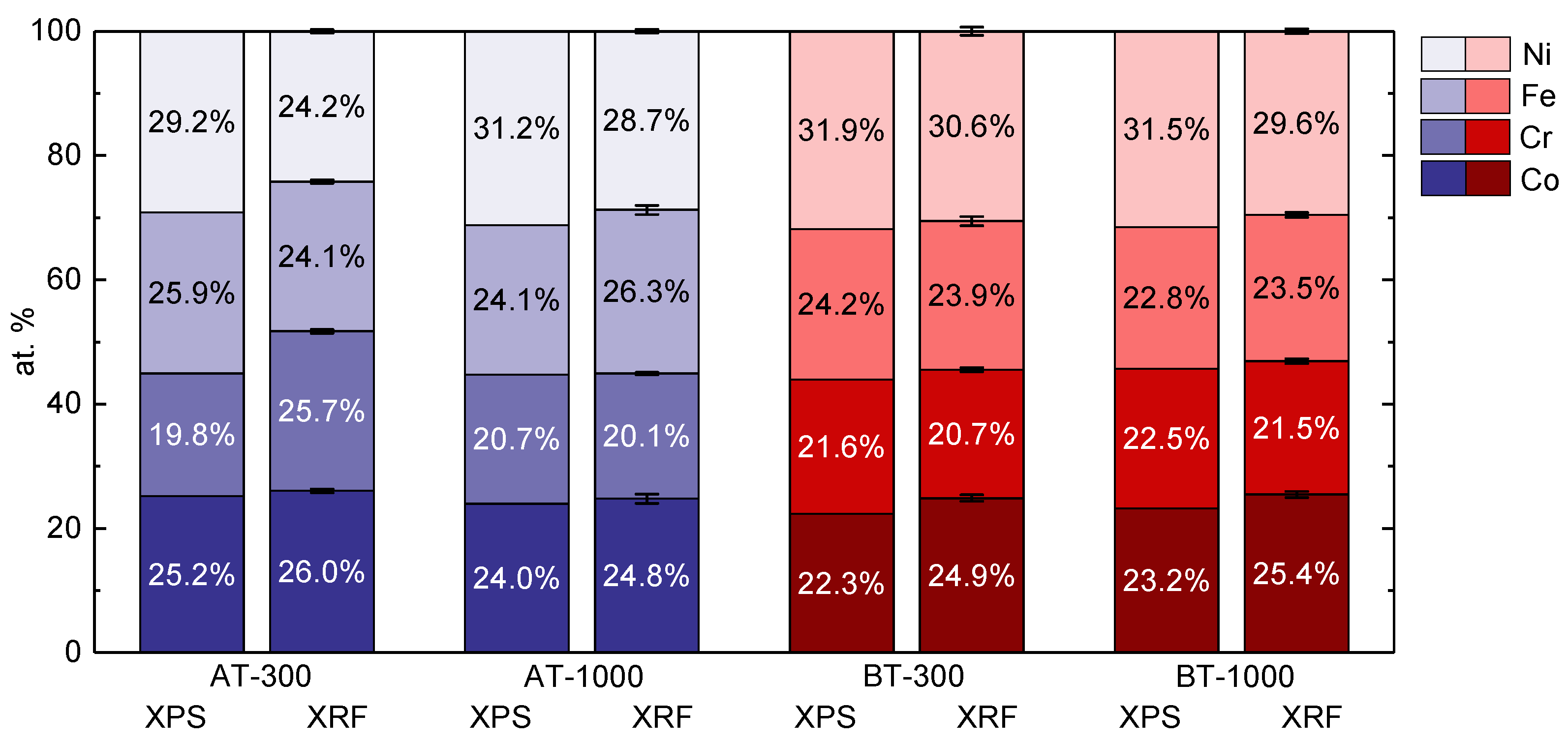
We now discuss the properties of the thin films prepared by sputtering using the two different targets. The compositions of four HEA films were determined in the same way as described for the sputtering targets, and the results are presented in
Figure 5. For the XPS measurements, the films on EN 1.4404 stainless-steel substrate were investigated, whereas for XRF, the samples with Si(100) substrates were measured. Overall, the two methods used show a good agreement regarding the atomic concentration of the elements, as was the case for the sputter targets. With the exception of the Ni and Cr content of AT-300, the differences between XPS and XRF results is not more than
for all elements. As a general trend, the Ni content is in the range of
for all measurements, which is slightly higher than desired. With a similar difference from the desired value of
, the concentration of Cr is lowered to approximately
. These trends were also observed for both sputter targets as discussed above. This indicates that the composition of the thin films grown by magnetron sputtering under the conditions used in this study is determined by the stoichiometry of the sputter targets and not by the sputtering process. This means that differences in the composition of the films cannot be explained with different sputter rates of the elements, which is the highest for Cr, almost equal for Ni and Fe and the least for Co [
25]. If there were a significant influence of the sputter rates on the composition of the films, the Cr content would be expected to be the highest and the Ni to Fe ratio should be almost 1.
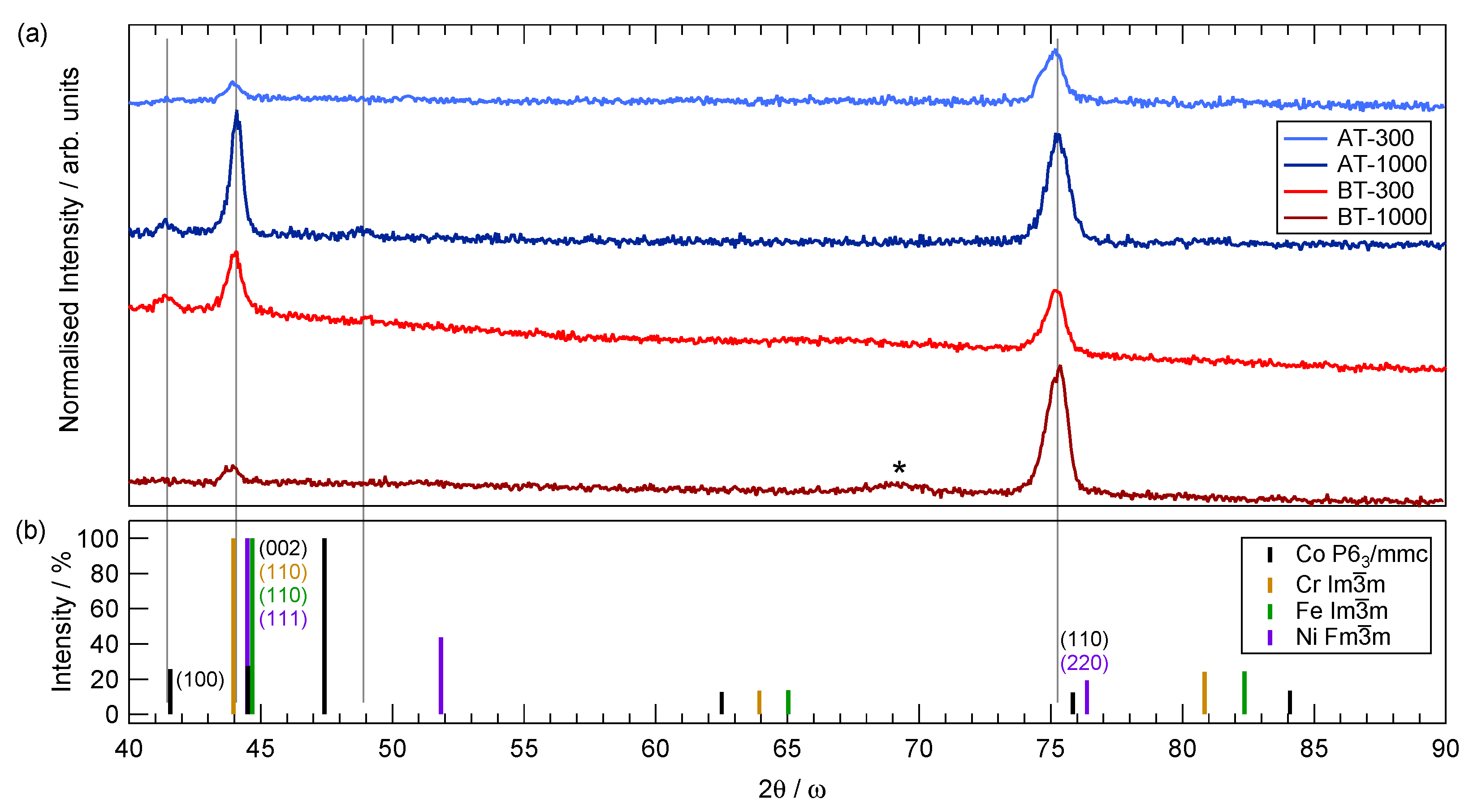
X-ray diffraction patterns obtained from the thin films are shown in
Figure 6a. The diffraction pattern labelled AT-300 shows data taken from the film grown on the EN 1.4404 stainless-steel substrate after scaling and subtraction of the substrate diffraction pattern taken in advance. The curves AT-1000, BT-1000 and BT-300 represent data from the thin films deposited on Si(100) substrates. To eliminate the influence of the very intense Si(400) reflection at
, an offset angle for
was chosen and the measurements were performed in
geometry with
. It is noted that a weak Si(400) signal, marked by an asterisk, is still visible for BT-1000. Two peaks can be found in each of the diffraction patterns at
and
with varying intensity ratio. In comparison with the expectations of the underlying pure element data shown in
Figure 6b, those signals are identified as the (111) and (220) planes of an fcc lattice similar to the shown Ni signal. The diffraction angles under which the signals show up is very close to those of the Alloytarget where a single-phase fcc structure was identified, and similar values were reported for magnetron sputtered CoCrFeNi on silicon [
26]. However, it can be seen that only the (111) and (220) orientation of this phase was measured in the sputtered HEA thin films, which indicates two preferential growth directions with respect to the surface plane. Samples AT-1000 and BT-300 do show a small signal at
, which can be attributed to the hcp (100) plane of cobalt. Although signals of the Co hcp phase were observed in the XRD data of the Blendtarget as well, the Co(100) peak is not one of them. An additional weak signal can be found around
in sample AT-1000 that cannot be explained with similarities to the pure element structures. A wider angular range was measured but did not show further peaks.
The surface structure of the sputter deposited CoCrFeNi thin films on Si(001) substrate is shown in
Figure 7 for the samples with preparation conditions as mentioned in
Table 1. All samples show a fine-grained structure with deviations of individual grain sizes. For samples AT-300 and AT-1000, the grains were measured to have an average dimension of
and
, respectively. The thin films BT-300 and BT-1000 deposited from the Blendtarget exhibit structures with mean size in the range of
and
. Accordingly, for both targets, the thin films deposited with sputtering power of
(AT-300 and BT-300) show a significantly lower grain size compared to the samples prepared with
. We find that, independently of the target and power used, the average grain size scales with the deposited thickness of the layers up to a certain critical thickness of about 2–3 micrometer, before the grain size saturates and does not change any more significantly with further increasing film thickness. In the SEM images taken, no indication of separated phases was observed in the form of a strong contrast.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}