
Microstructure and Corrosion Behavior of Ti-Nb Coatings on NiTi Substrate Fabricated by Laser Cladding





Abstract
:1. Introduction
2. Material and Methods
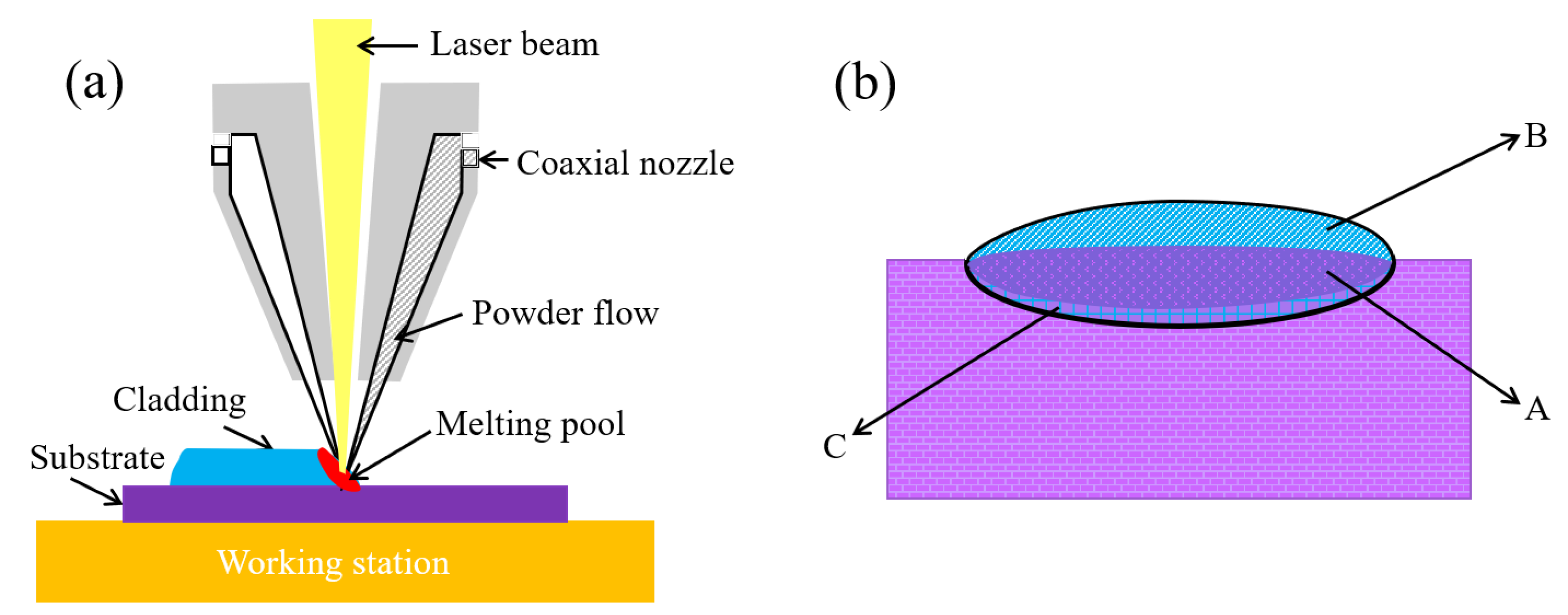
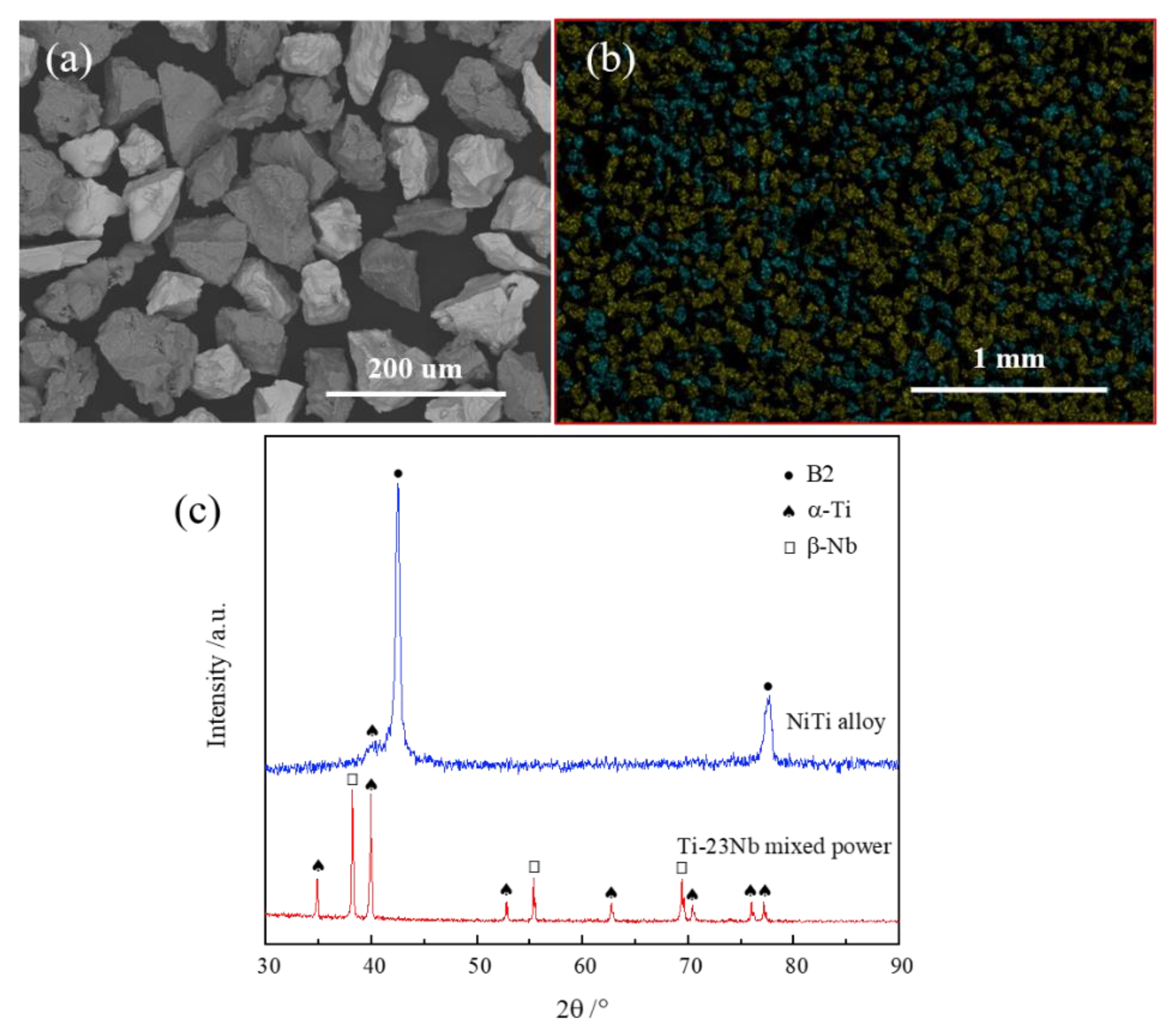
2.1. Materials and Preparation Process
2.2. Material Characterization
2.3. Nano-Indentation
2.4. Electrochemical Corrosion Behavior
3. Results and Discussion
3.1. Microstructure Characteristics
3.2. Micromechanical Analysis
3.3. Electrochemical Corrosion Analysis
4. Conclusions
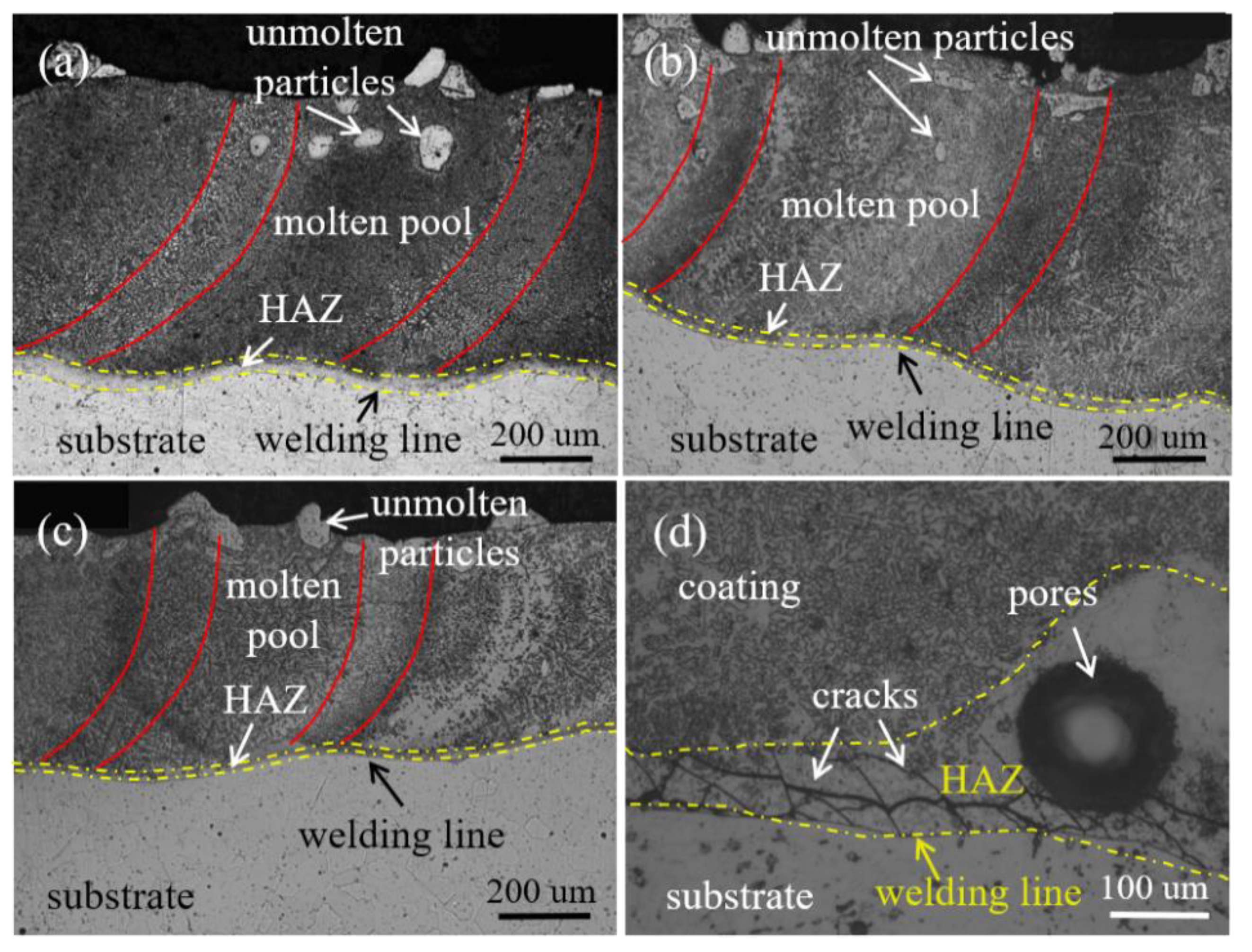
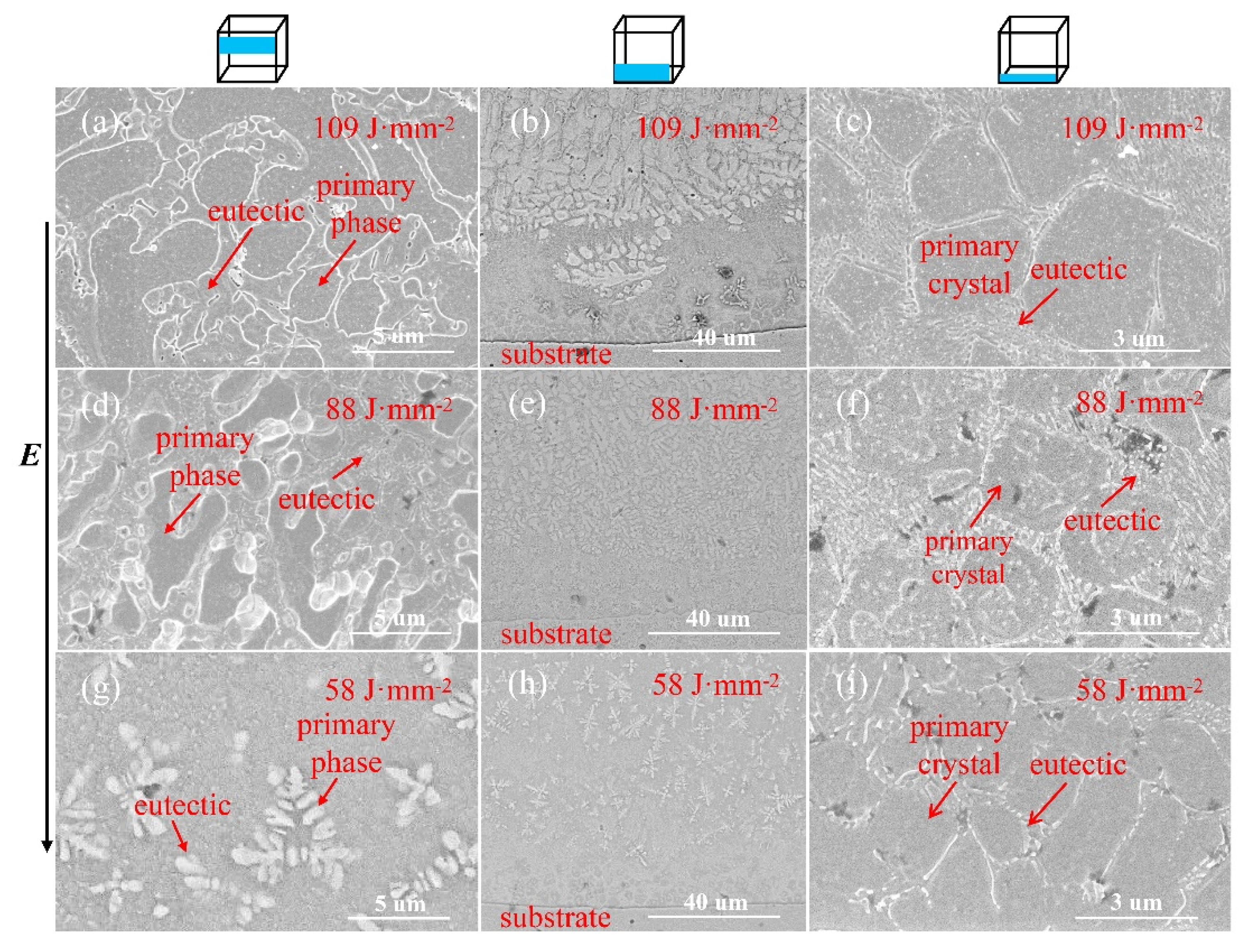
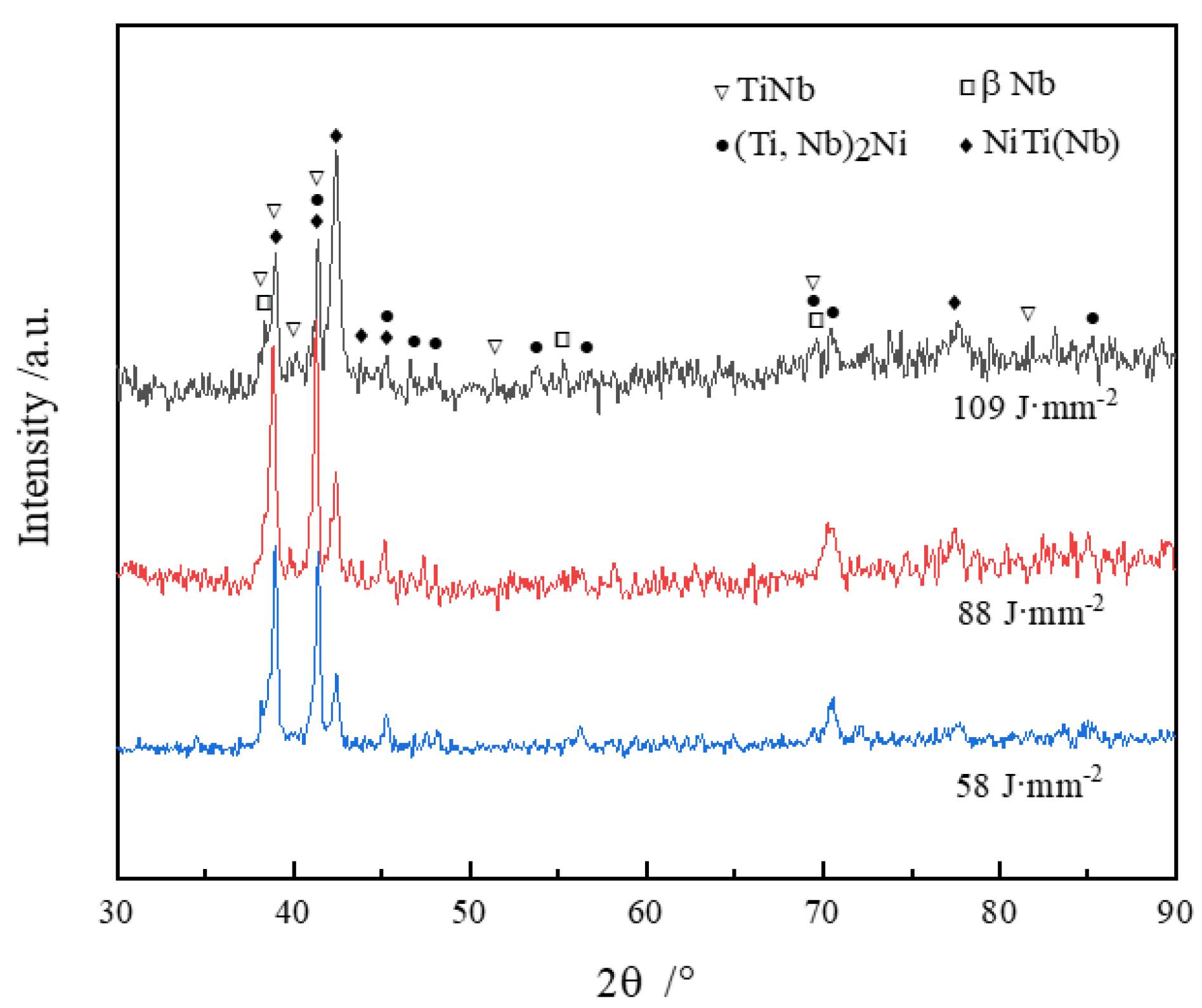
- Ti-Nb coatings with a metallurgical bonding with the NiTi alloy were successfully fabricated by laser cladding. The distribution of the microstructures of the coatings was uniform. The coatings were mainly composed of β-TiNb, NiTi (Nb), and (Ti, Nb)2Ni phase. The coatings obtained at lower laser energy density contained a larger proportion of β TiNb and β-Nb phases. The HAZ had large volume of the eutectics consisting of NiTi(Nb) and β-Nb phase with nanometer range crystalline.
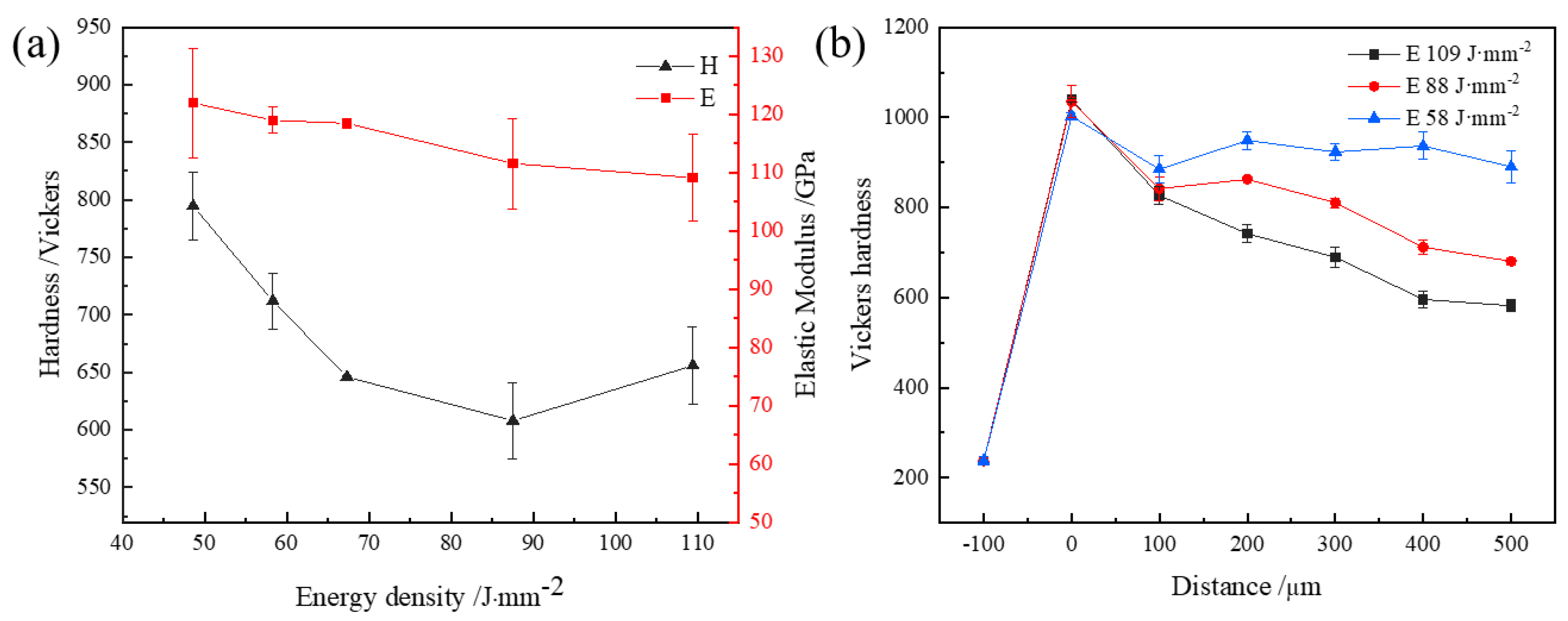
- The size of the grains decreased with energy density, leading to an increase of hardness and elastic modulus. Besides, hardness measurements showed a gradually decreasing trend from the HAZ to the top surface of the coatings, owing to the limited diffusion of Ni atoms from the substrate into the coatings. When the energy density was 88 J·mm−2, the microhardness and elastic modulus were 608 ± 33.0 HV and 111.6 ± 7.8 GPa, respectively, which were higher than those of the NiTi alloy (233.1 HV and 54.2 GPa). Besides, the hardness of the HAZ was over 1000 HV. Such high hardness can be associated with the abundant eutectic structure.
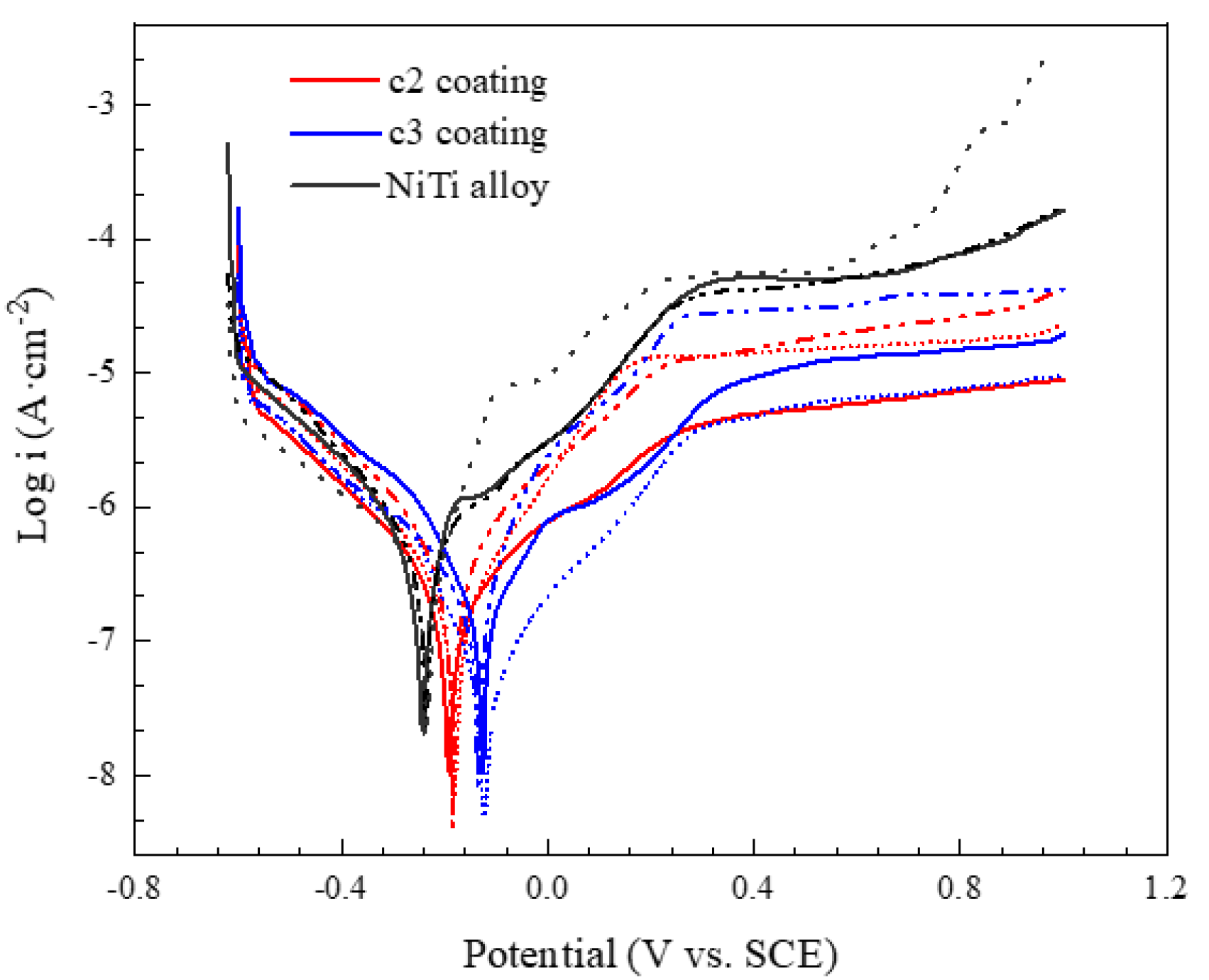
- The LC-built coatings exhibited better corrosion resistance than that of the NiTi alloy, which could effectively ensure the surface qualities and restrain the release of toxic Ni ions. This was attributed to the fine microstructure and to the stable oxide film formed. NiTi alloys with the LC-built Ti-Nb coating are likely to be used as long-time implants.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meisner, S.N.; Yakovlev, E.V.; Semin, V.O.; Meisner, L.L.; Rotshtein, V.P.; Neiman, A.A.; D’yachenko, F. Mechanical behavior of Ti-Ta-based surface alloy fabricated on TiNi SMA by pulsed electron-beam melting of film/substrate system. Appl. Surf. Sci. 2018, 437, 217–226. [Google Scholar] [CrossRef]
- O’Brien, F.J. Biomaterials & scaffolds for tissue engineering. Mater. Today 2011, 14, 88–95. [Google Scholar]
- Liang, L.X.; Huang, Q.L.; Wu, H.; Ouyang, Z.X.; Liu, T.; He, H.; Xiao, J.; Lei, G.H.; Zhou, K. Stimulation of in vitro and in vivo osteogenesis by Ti-Mg alloys with the sustained-release function of magnesium ions. Colloid Surf. B Biointerfaces 2021, 197, 111360. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Liang, L.X.; Lan, X.D.; Yin, Y.; Song, M.; Li, R.; Liu, Y.; Yang, H.; Liu, L.; Cai, A.; et al. Tribological and biological behaviors oflaser cladded Ti-based metallic glass composite coatings. Appl. Surf. Sci. 2020, 507, 145104. [Google Scholar] [CrossRef]
- Zheng, L.Z.Y. Biomedicall NiTi Alloy; Science Publisher: Beijing, China, 2004; pp. 77–95. [Google Scholar]
- Xiang, C.; Liu, Y.; Liu, B.; Cao, Y.; Gan, Z. Characterization of hot deformation behavior of Ti–3Al–5Mo–4.5V alloy with a martensitic starting microstructure. J. Micromech. Mol. Phys. 2017, 2, 1750011. [Google Scholar] [CrossRef]
- Li, H.H.S.; Attallah, M.M.; Adkins, N.J.E.; Ess, K. The development of TiNi-based negative Poisson’s ratio structure using selective laser melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Bahador, A.; Hamzah, E.; Kondoh, K.; Bakar, T.A.A.; Yusof, F.; Imai, H.; Saud, S.N.; Ibrahim, M.K. Effect of deformation on the microstructure, transformation temperature and superelasticity of Ti–23 at.% Nb shape-memory alloys. Mater. Des. 2017, 118, 152–162. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H.J. Martensitic transformations in Ti-(16–26 at.%) Nb alloys. J. Mater. Sci. 1996, 31, 4267–4276. [Google Scholar] [CrossRef]
- Kim, H.Y.; Fu, J.; Tobe, H.; Kim, J.I.; Miyazaki, S. Crystal Structure, Transformation Strain, and Superelastic Property of Ti–Nb–Zr and Ti–Nb–Ta Alloys. Shape Mem. Superelasticity 2015, 1, 107–116. [Google Scholar] [CrossRef] [Green Version]
- Navarro, M.; Michiardi, A.; Castano, O.; Planell, J.A. Biomaterials in orthopaedics. J. R. Soc. Interf. 2008, 5, 1137–1158. [Google Scholar] [CrossRef] [Green Version]
- Genchi, G.; Carocci, A.; Lauria, G.; Sinicropi, M.S.; Catalano, A. Nickel: Human Health and Environmental Toxicology. Int. J. Environ. Res. Public Health 2020, 17, 679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bai, Y.; Deng, Y.; Zheng, Y.; Li, Y.; Zhang, R.; Lv, Y.; Zhao, Q.; Wei, S. Characterization, corrosion behavior, cellular response and in vivo bone tissue compatibility of titanium–niobium alloy with low Young’s modulus. Mater. Sci. Eng. C 2016, 59, 565–576. [Google Scholar] [CrossRef]
- Ureña, J.; Tsipas, S.; Pinto, A.M.; Toptan, F.; Gordo, E.; Jiménez-Morales, A. Corrosion and tribocorrosion behaviour of β-type Ti-Nb and Ti-Mo surfaces designed by diffusion treatments for biomedical applications. Corros. Sci. 2018, 140, 51–60. [Google Scholar] [CrossRef]
- Shabalovskaya, S.; Anderegg, J.; van Humbeeck, J. Critical overview of Nitinol surfaces and their modifications for medical applications. Acta Biomater. 2008, 4, 447–467. [Google Scholar] [CrossRef]
- Manam, N.S.; Harun, W.S.W.; Shri, D.N.A.; Ghani, S.A.C.; Kurniawan, T.; Ismail, M.H.; Ibrahim, M.H.I. Study of corrosion in biocompatible metals for implants: A review. J. Alloys Compd. 2017, 701, 698–715. [Google Scholar] [CrossRef] [Green Version]
- Sivakumar, M.; Dhanadurai, K.S.K.; Rajeswari, S.; Thulasiraman, V. Failures in stainless steel orthopaedic implant devices: A survey. J. Mater. Sci. Lett. 1995, 14, 351–354. [Google Scholar] [CrossRef]
- Wang, L.; Xie, L.; Lv, Y.; Zhang, L.-C.; Chen, L.; Meng, Q.; Qu, J.; Zhang, D.; Lu, W. Microstructure evolution and superelastic behavior in Ti-35Nb-2Ta-3Zr alloy processed by friction stir processing. Acta Mater. 2017, 131, 499–510. [Google Scholar] [CrossRef] [Green Version]
- Chander, P.; Grzegorz, K.; Sunpreet, S.; Catalin, L.P.; Vinod, M.; Grzegorz, K.; Danil, Y.P.; Alokesh, P. Modification of Ti-6Al-4V alloy by electrical discharge coating process using partially sintered Ti-Nb electrode. Materials 2019, 12, 1006. [Google Scholar]
- Kamachimudali, U.; Sridhar, T.M.; Raj, B. Corrosion of bioimplants. Sadhana 2003, 28, 601–637. [Google Scholar] [CrossRef]
- Sun, N.X.T.; Liu, C.; Wang, C.; He, J. Bioactive (Si, O, N)/(Ti, O, N)/Ti composite coating on NiTi shape memory alloy for enhanced wear and corrosion performance. Appl. Surf. Sci. 2015, 356, 599–609. [Google Scholar] [CrossRef]
- Ng, K.W.; Man, H.C.; Yue, T.M. Characterization and corrosion study of NiTi laser surface alloyed with Nb or Co. Appl. Surf. Sci. 2011, 257, 3269–3274. [Google Scholar] [CrossRef]
- Xiang, K.; Chen, L.-Y.; Chai, L.; Guo, N.; Wang, H. Microstructural characteristics and properties of CoCrFeNiNbx high-entropy alloy coatings on pure titanium substrate by pulsed laser cladding. Appl. Surf. Sci. 2020, 517, 146214. [Google Scholar] [CrossRef]
- Lan, X.; Wu, H.; Liu, Y.; Zhang, W.; Li, R.; Chen, S.; Zai, X.; Hu, T. Microstructures and tribological properties of laser cladded Ti-based metallic glass composite coatings. Mater. Charact. 2016, 120, 82–89. [Google Scholar] [CrossRef]
- Wu, H.; Liang, L.; Zeng, H.; Lan, X.; Du, J.; Zhou, C.; Liu, Y.; Yang, H.; Li, J.; Cai, A.; et al. Microstructure and nanomechanical properties of Zr-based bulk metallic glass composites fabricated by laser rapid prototyping. Mater. Sci. Eng. A 2019, 765, 138306. [Google Scholar] [CrossRef]
- Caneda, C.M.; Fogagnolo, J.B.; Kiminami, C.S.; Afonso, C.R.M. Ultrafine eutectic coatings from Fe-Nb-B powder using laser cladding. Mater. Charact. 2020, 160, 110080. [Google Scholar] [CrossRef]
- Fallah, V.; Corbin, S.F.; Khajepour, A. Process optimization of Ti–Nb alloy coatings on a Ti–6Al–4V plate using a fiber laser and blended elemental powders. J. Mater. Process. Technol. 2010, 210, 2081–2087. [Google Scholar] [CrossRef]
- Meng, X.L.; Sun, B.; Sun, J.Y.; Gao, Z.Y.; Cai, W.; Zhao, L.C. Microstructure and shape memory behavior of Ti–Nb shape Memory alloy thin film. Shape Mem. Superelasticity 2017, 3, 230–237. [Google Scholar] [CrossRef]
- Tobe, H.; Kim, H.Y.; Inamura, T.; Hosoda, H.; Nam, T.H.; Miyazaki, S. Effect of Nb content on deformation behavior and shape memory properties of Ti-Nb alloys. J. Alloys Compd. 2013, 577, S435–S438. [Google Scholar] [CrossRef]
- Kim, H.Y.; Ikehara, Y.; Kim, J.I.; Hosoda, H.; Miyazaki, S. Martensitic transformation, shape memory effect and superelasticity of Ti–Nb binary alloys. Acta Mater. 2006, 54, 2419–2429. [Google Scholar] [CrossRef]
- Miyazaki, S.; Kim, H.Y.; Hosoda, H. Development and characterization of Ni-free Ti-base shape memory and superelastic alloys. Mater. Sci. Eng. A 2006, 438-440, 18–24. [Google Scholar] [CrossRef]
- Young, K.H.; Satoru, H.; Il, K.J.; Hosoda, H.; Miyazaki, S. Mechanical properties and shape memory behavior of Ti-Nb alloys. Mater. Trans. 2004, 45, 2443–2448. [Google Scholar]
- Hironobu Matsuno, A.Y.; Watari, F.; Uo, M. Biocompatibility and osteogenesis of refractory metal implants, titanium, hafnium, niobium. Tantalum Rhenium Biomater. 2001, 22, 1253–1262. [Google Scholar] [CrossRef]
- McMahon, R.E.; Ma, J.; Verkhoturov, S.V.; Munoz-Pinto, D.; Karaman, I.; Rubitschek, F.; Maier, H.J.; Hahn, M.S. A comparative study of the cytotoxicity and corrosion resistance of nickel-titanium and titanium-niobium shape memory alloys. Acta Biomater. 2012, 8, 2863–2870. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Ren, Y.; Ren, J.; Cai, A.; Baker, I. Effect of melting modes on microstructure and tribological properties of selective laser melted AlSi10Mg alloy. Virtual Phys. Prototyp. 2020, 15, 570–582. [Google Scholar] [CrossRef]
- Dai, S.L.J.; Zhang, H.; Yu, H.; Chen, C.; Li, Y. Microstructure and high-temperature oxidation resistance of Ti-Al-Nb coatings on a Ti-6Al-4V alloy fabricated by laser surface alloying. Surf. Coat. Technol. 2018, 344, 479–488. [Google Scholar] [CrossRef]
- Chan, C.-W.; Chang, X.; Bozorgzadeh, M.A.; Smith, G.C.; Lee, S. A single parameter approach to enhance the microstructural and mechanical properties of beta Ti-Nb alloy via open-air fiber laser nitriding. Surf. Coat. Technol. 2020, 383, 125269. [Google Scholar] [CrossRef]
- Fallah, V.; Corbin, S.F.; Khajepour, A. Solidification behaviour and phase formation during pre-placed laser cladding of Ti45Nb on mild steel. Surf. Coat. Technol. 2010, 204, 2400–2409. [Google Scholar] [CrossRef]
- Liu, S.; Liu, J.; Wang, L.; Ma, R.L.-W.; Zhong, Y.; Lu, W.; Zhang, L.-C. Superelastic behavior of in-situ eutectic-reaction manufactured high strength 3D porous NiTi-Nb scaffold. Scr. Mater. 2020, 181, 121–126. [Google Scholar] [CrossRef]
- Wang, M.J.M.; Liao, G.; Guo, X.Z.S. Martensitic transformation involved mechanical behaviors and wide hysteresis of NiTiNb shape memory alloys. Prog. Nat. Sci. Mater. Int. 2012, 22, 130–138. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Han, S.; Zhang, L.; Chen, L.-Y.; Wang, L.; Zhang, L.; Tang, Y.; Liu, J.; Tang, H.; Zhang, L.-C. Strengthening mechanism and micropillar analysis of high-strength NiTi-Nb eutectic-type alloy prepared by laser powder bed fusion. Compos. Part B Eng. 2020, 200, 108358. [Google Scholar] [CrossRef]
- Fan, Y.; Jin, G.; Cui, X.; Li, Y.; Gao, Z. Effect of Nb and CeO2 on the mechanical and tribology properties of Co-based cladding coatings. Surf. Coat. Technol. 2016, 288, 25–29. [Google Scholar] [CrossRef]
- Ren, Y.; Liang, L.; Shan, Q.; Cai, A.; Wu, H. Effect of volumetric energy density on microstructure and tribological properties of FeCoNiCuAl high-entropy alloy produced by laser powder bed fusion. Virtual Phys. Prototyp. 2020, 15 (Suppl. 1), 543–554. [Google Scholar] [CrossRef]
- Wu, H.; Ren, J.Y.; Huang, Q.L.; Zai, X.; Li, R. Effect of laser parameters on microstructure, metallurgical defects and property of AlSi10Mg printed by selective laser melting. J. Micromech. Mol. Phys. 2017, 2, 1750017. [Google Scholar] [CrossRef]
- Chakraborty, R.; Datta, S.; Raza, M.S.; Saha, P. A comparative study of surface characterization and corrosion performance properties of laser surface modified biomedical grade nitinol. Appl. Surf. Sci. 2019, 469, 753–763. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Koptyug, A.; Khrapov, D.; Ivanov, Y.F.; Mishurova, T.; Evsevleev, S.; Prymak, O.; Loza, K.; Epple, M.; Bruno, G.; et al. In situ synthesis of a binary Ti–10 at.% Nb alloy by electron beam melting using a mixture of elemental niobium and titanium powders. J. Mater. Process. Technol. 2020, 282, 116646. [Google Scholar] [CrossRef]
- Zhao, X.; Yan, X.; Yang, Y.; Xu, H. Wide hysteresis NiTi(Nb) shape memory alloys with low Nb content (4.5 at.%). Mater. Sci. Eng. A 2006, 438, 575–578. [Google Scholar] [CrossRef]
- Schütze, M. Metallic and ceramic coatings: Production, high temperature properties and applications. In Materials and Corrosion; Vasantasree, V., Hocking, M.G., Sidky, P.S., Eds.; Longman Scientific & Technical Ltd.: Harlow, UK, 1989. [Google Scholar]
- Zhang, H.L.Y.; Jin, Z. Thermodynamic assessment of the Nb-Ti system. Calphad 2001, 25, 305–317. [Google Scholar] [CrossRef]
- Elahinia, M.; Moghaddam, N.S.; Andani, M.T.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef] [Green Version]
- Mulliken, R.S. Electronic population analysis on LCAO-MO molecular wave functions 1, 2, 3, 4. J. Chem. Phys. 1955, 23, 1833–1840. [Google Scholar] [CrossRef] [Green Version]
- Masahiko, M. ; A Quantum Approach to Alloy Design; Elsevier: Amsterdam, The Netherlands, 2019; pp. 77–94. [Google Scholar]
- Shiva, S.; Palani, I.A.; Mishra, S.K.; Paul, C.P.; Kukreja, L.M. Investigations on the influence of composition in the development of Ni–Ti shape memory alloy using laser based additive manufacturing. Opt. Laser Technol. 2015, 69, 44–51. [Google Scholar] [CrossRef]
- Zhao, D.; Han, C.; Li, J.; Liu, J.; Wei, Q. In situ fabrication of a titanium-niobium alloy with tailored microstructures, enhanced mechanical properties and biocompatibility by using selective laser melting. Mater. Sci. Eng. C 2020, 111, 110784. [Google Scholar] [CrossRef]
- Wang, Q.; Han, C.; Choma, T.; Wei, Q.; Yan, C.; Song, B.; Shi, Y. Effect of Nb content on microstructure, property and in vitro apatite-forming capability of Ti-Nb alloys fabricated via selective laser melting. Mater. Des. 2017, 126, 268–277. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Tang, J.; He, J.; Li, R. Mechanical and corrosion behavior of titanium alloys additively manufactured by selective laser melting–A comparison between nearly β titanium, α titanium and α + β titanium. Opt. Laser Technol. 2019, 119, 105625. [Google Scholar] [CrossRef]
- Chui, P.; Jing, R.; Zhang, F.; Li, J.; Feng, T. Mechanical properties and corrosion behavior of β-type Ti-Zr-Nb-Mo alloys for biomedical application. J. Alloys Compd. 2020, 842, 155693. [Google Scholar] [CrossRef]
- Shi, Z.; Liu, M.; Atrens, A. Measurement of the corrosion rate of magnesium alloys using Tafel extrapolation. Corros. Sci. 2010, 52, 579–588. [Google Scholar] [CrossRef]
- Marattukalam, J.J.; Singh, A.K.; Datta, S.; Das, M.; Balla, V.K.; Bontha, S.; Kalpathy, S.K. Microstructure and corrosion behavior of laser processed NiTi alloy. Mater. Sci. Eng. C 2015, 57, 309–313. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Laser Power (W) | Scanning Velocity (mm·s−1) | Beam Diameter (mm) | Overlap Ratio (%) | Energy Density (J·mm−2) |
|---|---|---|---|---|---|
| c1 | 350 | 1.6 | 2.0 | 70 | 109 |
| c2 | 350 | 2.0 | 2.0 | 70 | 88 |
| c3 | 350 | 2.6 | 2.0 | 70 | 67 |
| c4 | 350 | 3.0 | 2.0 | 70 | 58 |
| c5 | 350 | 3.6 | 2.0 | 70 | 49 |
| Alloys | Preparation Methods | Tensile Strength (MPa) | Young’s Modulus (GPa) | Microhardness (HV0.2) | Reference |
|---|---|---|---|---|---|
| Ni55Ti | Hot-rolling | - | - | 220 | [22] |
| NiTi | LC | 320 | 21 | ~430 | [53] |
| Ti30Nb | LC | - | - | 850 | [47] |
| Ti-35Nb | LC | - | - | 700 | [22] |
| Ti-23Nb | LC | - | 109 ± 7 | 656 ± 34 | This work |
| Ti-25Nb | SLM | 748 ± 27 | 83.5 ± 0.8 | 264 ± 6 | [54] |
| Ti-30Nb | Remelting | 527 | 64.3 | 233.4 | [13] |
| Ti-23Nb | SPS | - | 455 | [8] | |
| Ti-25 Nb | SLM | 923 ± 38 | 18.7 ± 1.4 | 297 ± 3 | [55] |
| Ti-13Nb-13Zr | SLM | 1020 ± 13 | 67 | - | [56] |
| Anodes | Ecorr (vs. SCE)/V | Icorr (nA·cm−2) | Rp (kΩ·cm−2) |
|---|---|---|---|
| c2 coating | −0.184 ± 0.005 | 272.4 ± 15.0 | 218.7± 37.9 |
| c3 coating | −0.128 ± 0.005 | 163.7 ± 74.4 | 230.2 ± 18.6 |
| NiTi alloy | −0.220 ± 0.004 | 410.9 ± 67.7 | 139.6 ± 3.1 |
| Laser processed NiTi [59] | −0.200 | ~500 | - |
| Ti-13Nb-13Zr [56] | −0.556 | 416.8 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Ren, Y.; Huang, Q.; He, H.; Liang, L.; Liu, J.; Li, R.; Wu, H. Microstructure and Corrosion Behavior of Ti-Nb Coatings on NiTi Substrate Fabricated by Laser Cladding. Coatings 2021, 11, 597. https://doi.org/10.3390/coatings11050597
Hu J, Ren Y, Huang Q, He H, Liang L, Liu J, Li R, Wu H. Microstructure and Corrosion Behavior of Ti-Nb Coatings on NiTi Substrate Fabricated by Laser Cladding. Coatings. 2021; 11(5):597. https://doi.org/10.3390/coatings11050597
Chicago/Turabian StyleHu, Jie, Yaojia Ren, Qianli Huang, Hao He, Luxin Liang, Jingbo Liu, Ruidi Li, and Hong Wu. 2021. "Microstructure and Corrosion Behavior of Ti-Nb Coatings on NiTi Substrate Fabricated by Laser Cladding" Coatings 11, no. 5: 597. https://doi.org/10.3390/coatings11050597
APA StyleHu, J., Ren, Y., Huang, Q., He, H., Liang, L., Liu, J., Li, R., & Wu, H. (2021). Microstructure and Corrosion Behavior of Ti-Nb Coatings on NiTi Substrate Fabricated by Laser Cladding. Coatings, 11(5), 597. https://doi.org/10.3390/coatings11050597