
The Effect of Argon as Atomization Gas on the Microstructure, Machine Hammer Peening Post-Treatment, and Corrosion Behavior of Twin Wire Arc Sprayed (TWAS) ZnAl4 Coatings

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
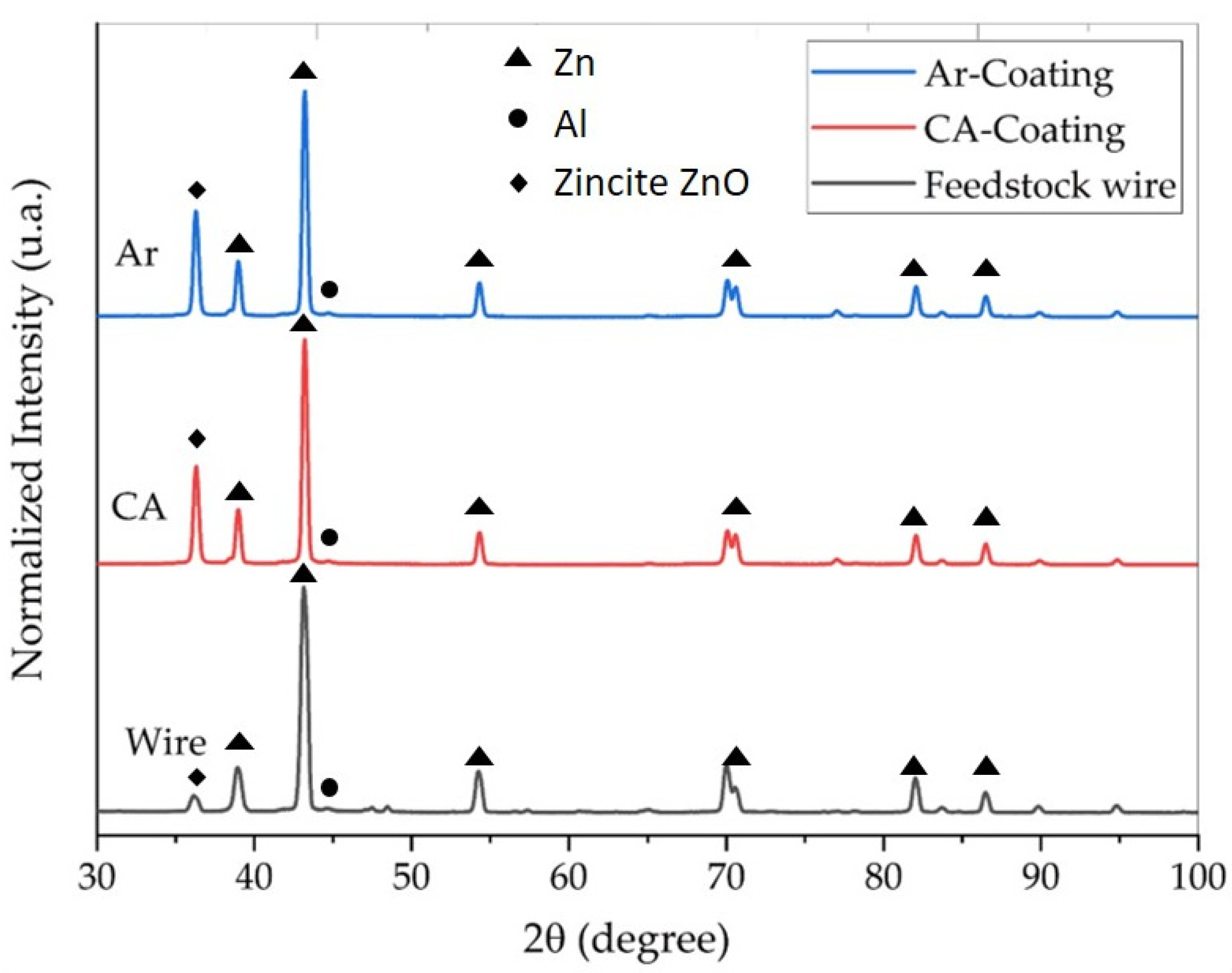
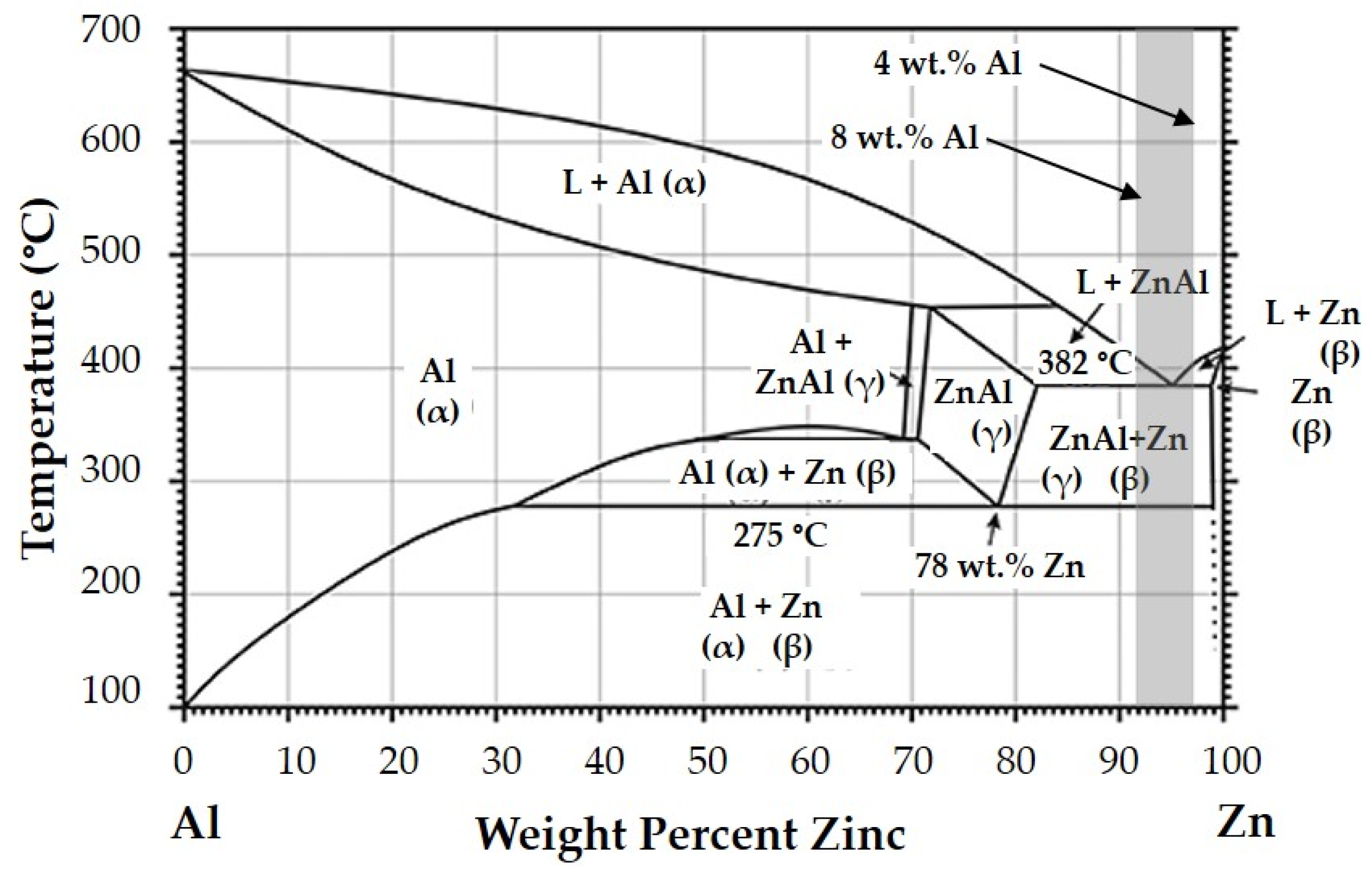
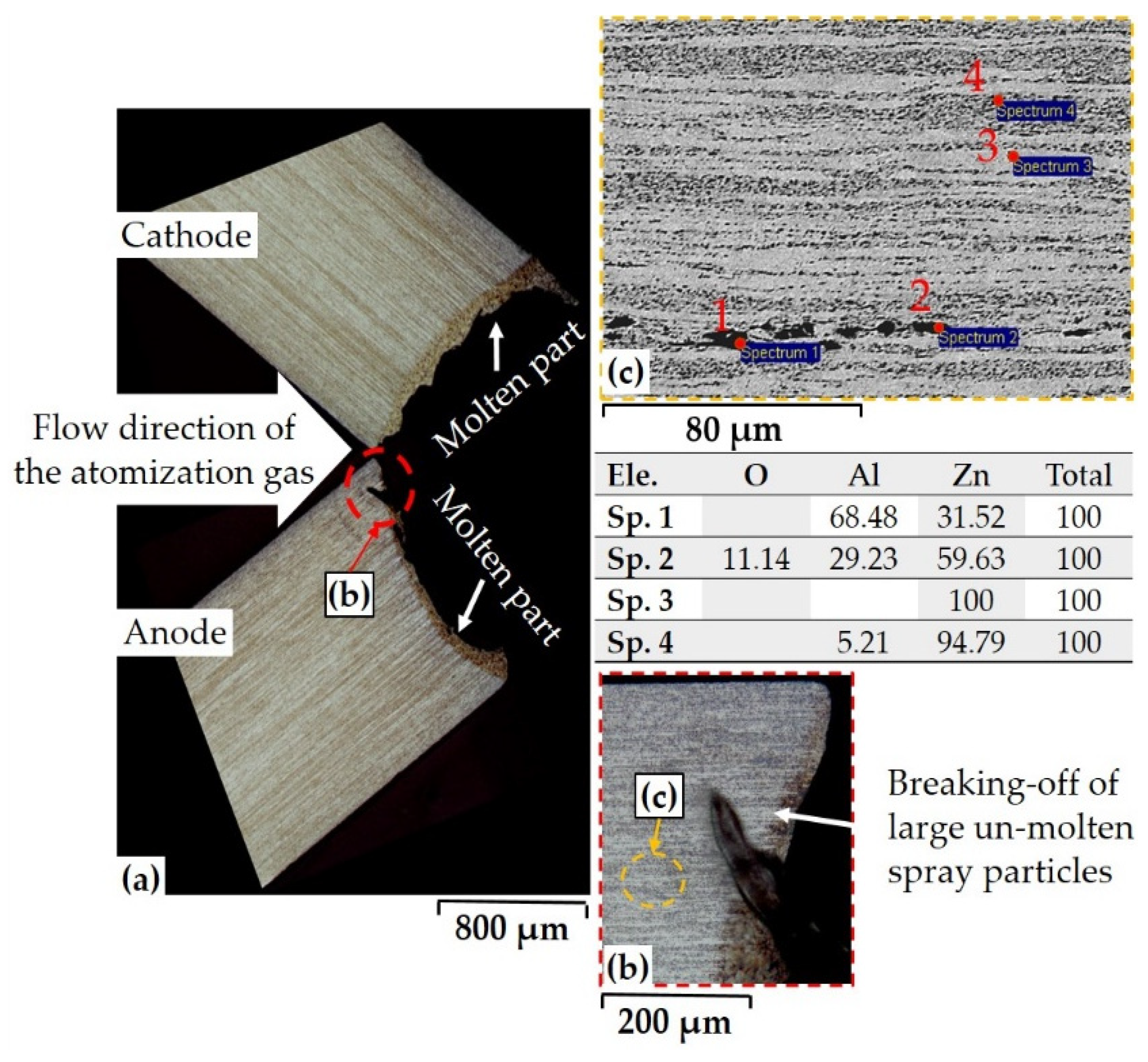
3.1. Coating Build-Up and Melting Behavior of the Feedstock Wires
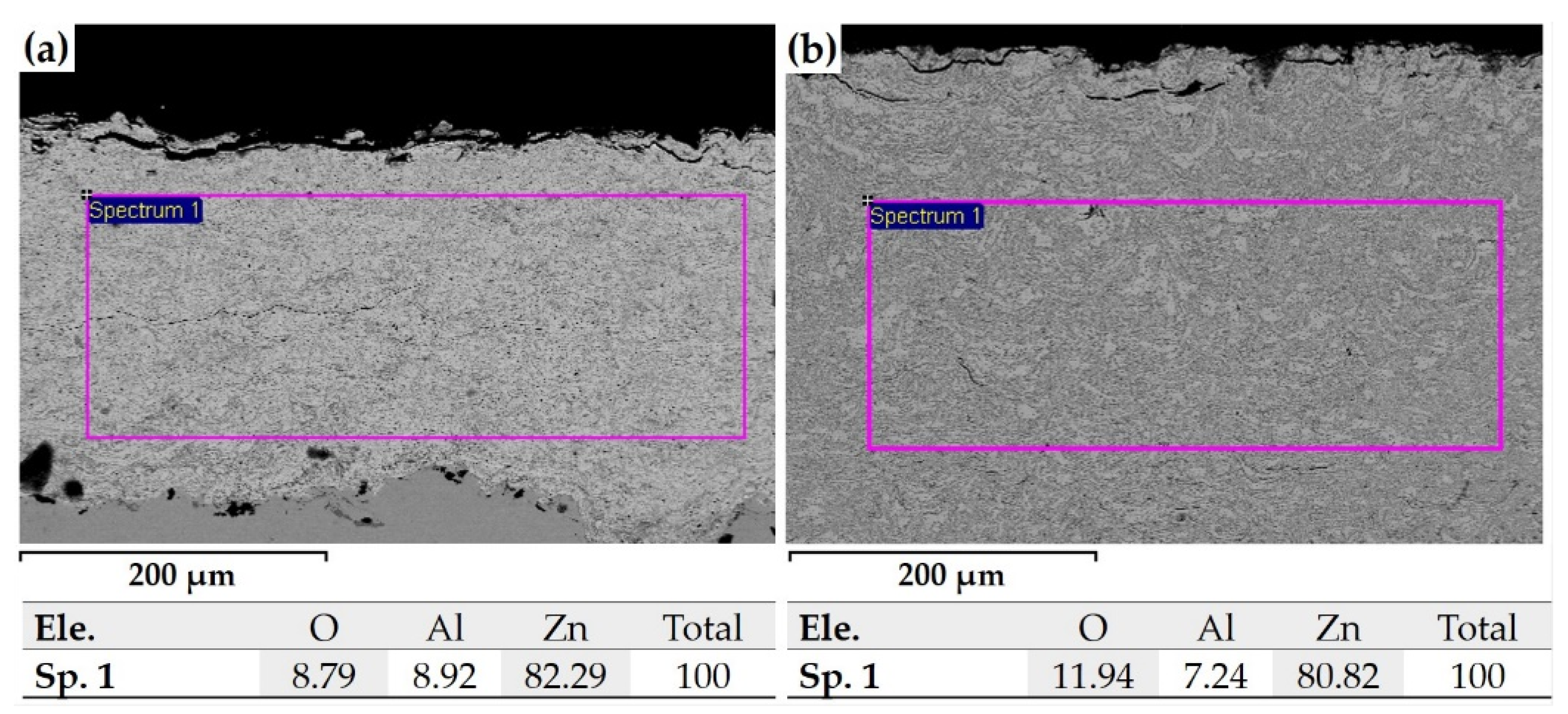
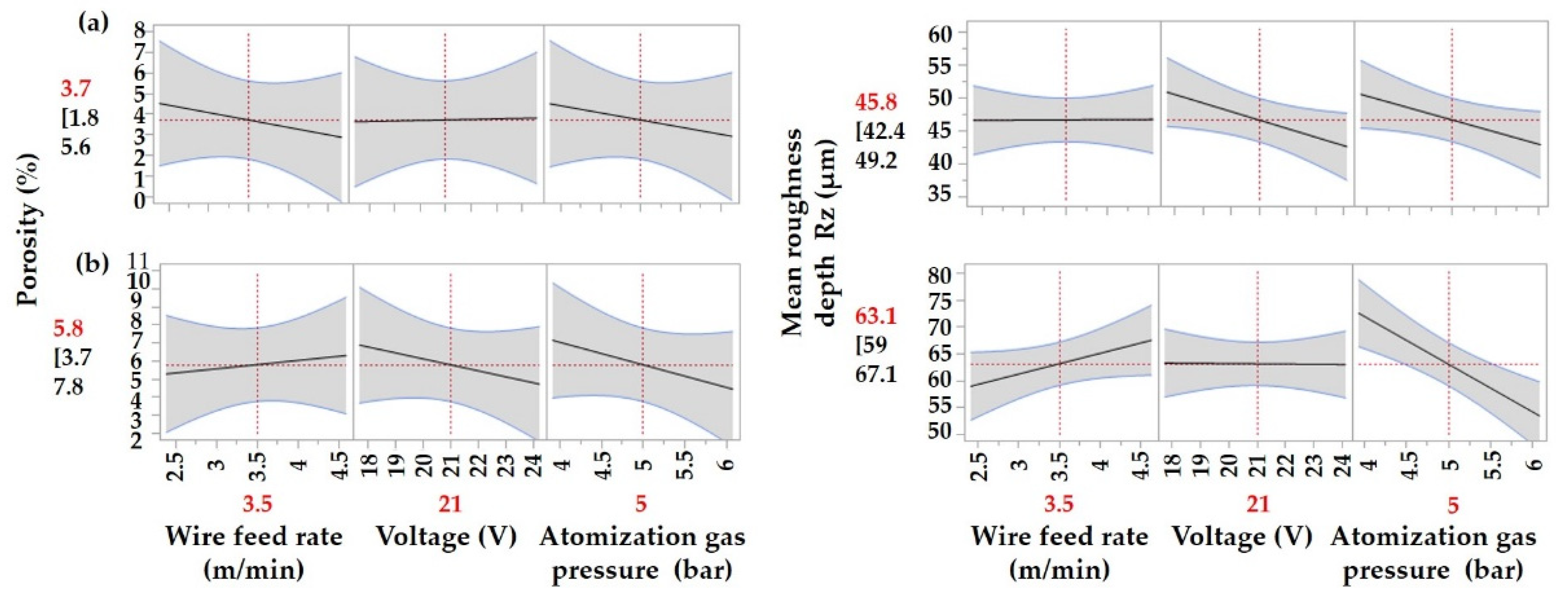
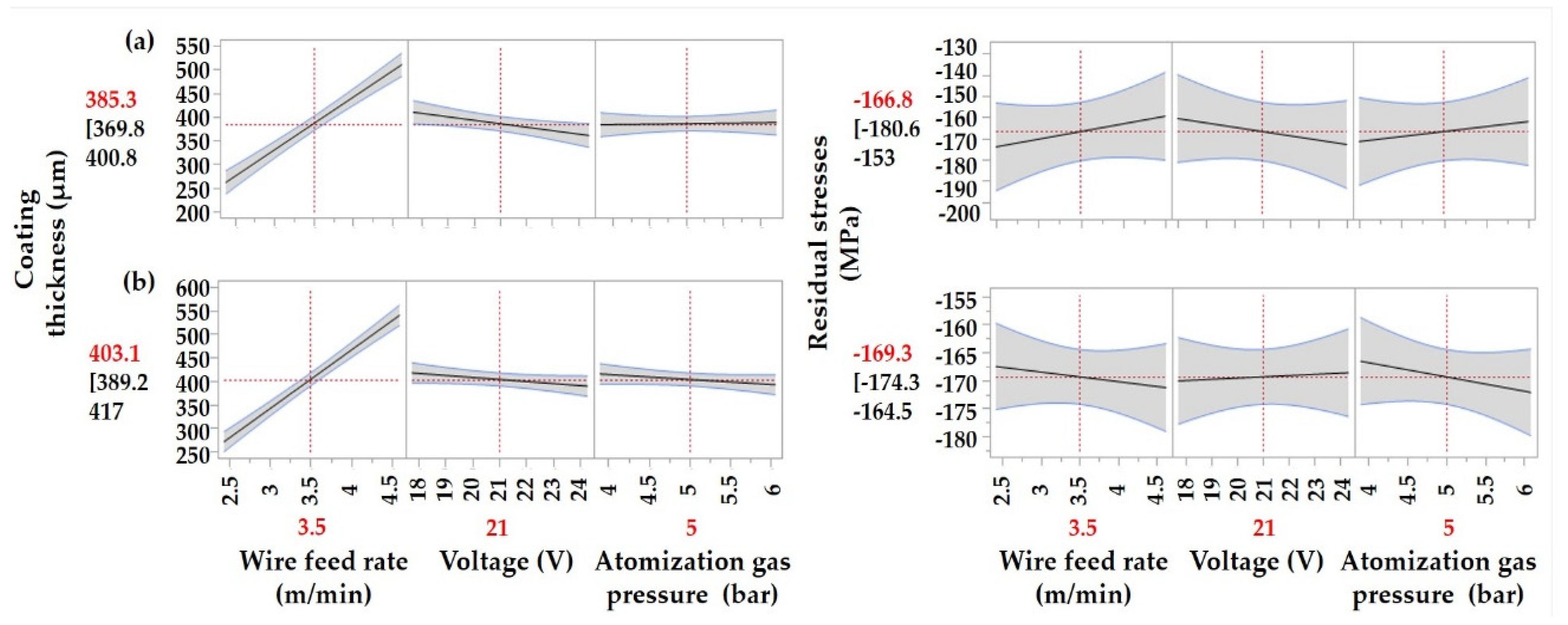
3.2. Effect of the Atomization Gas Type and Process Parameters on the Obtained Coatings
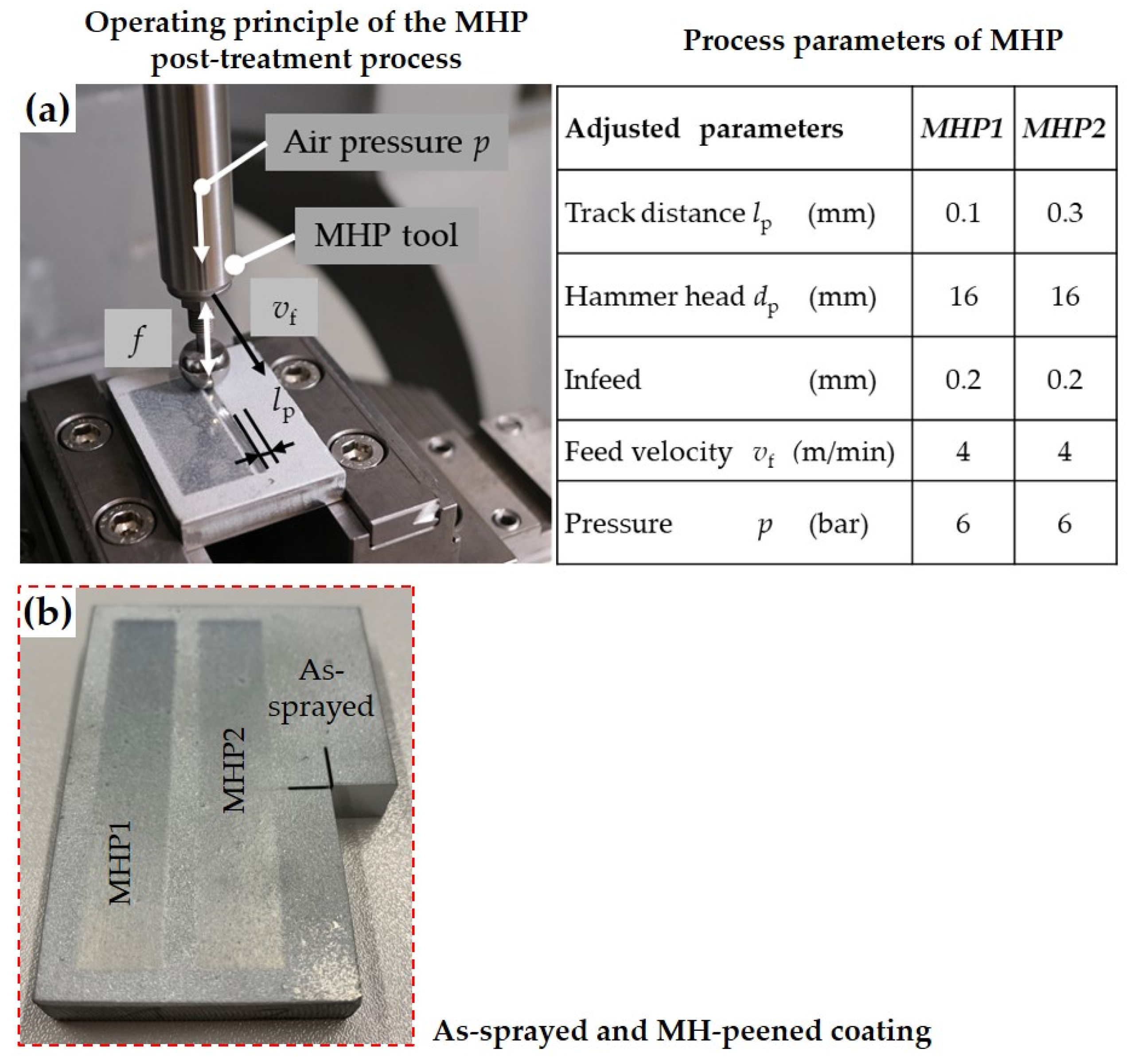
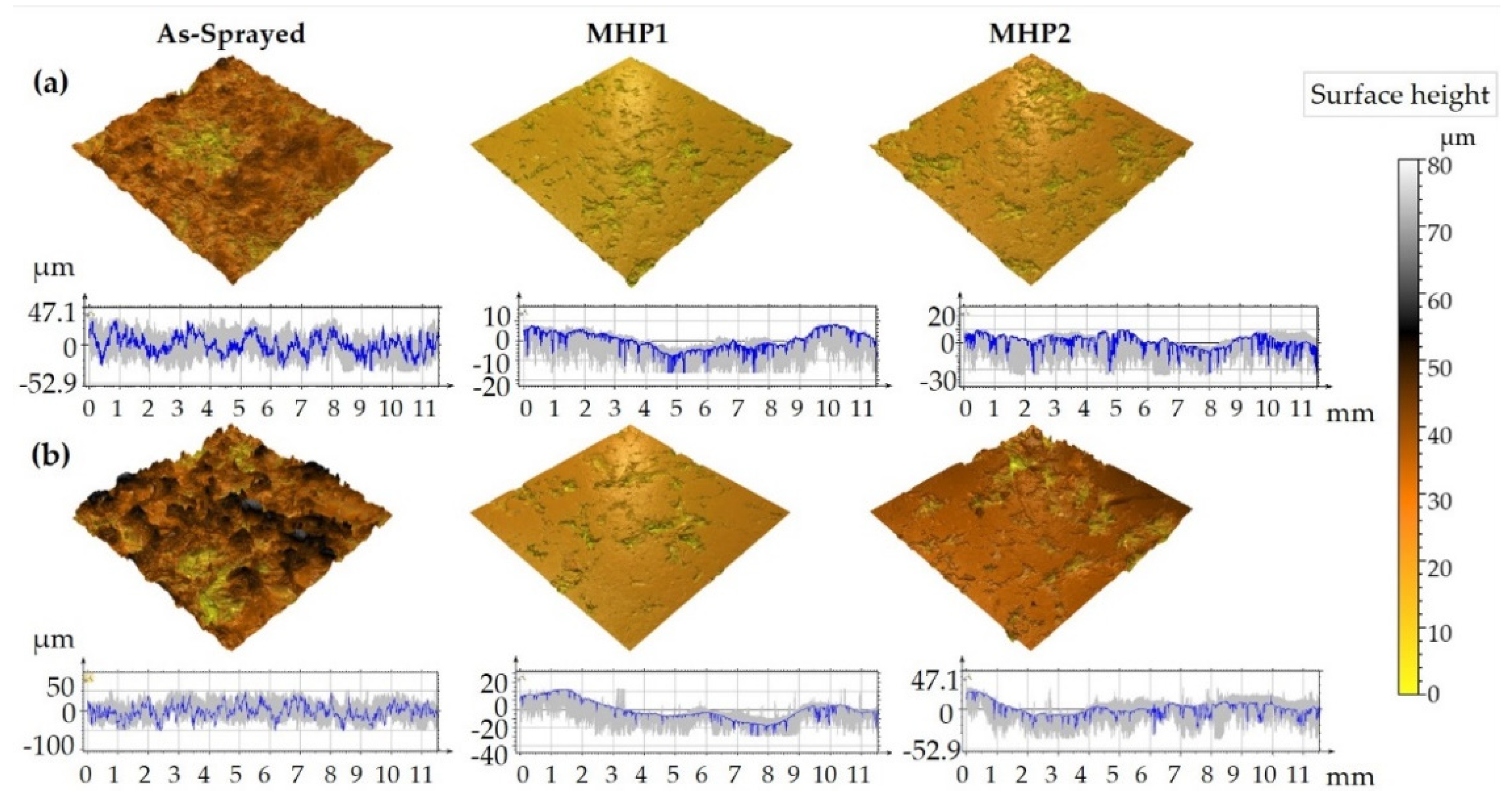
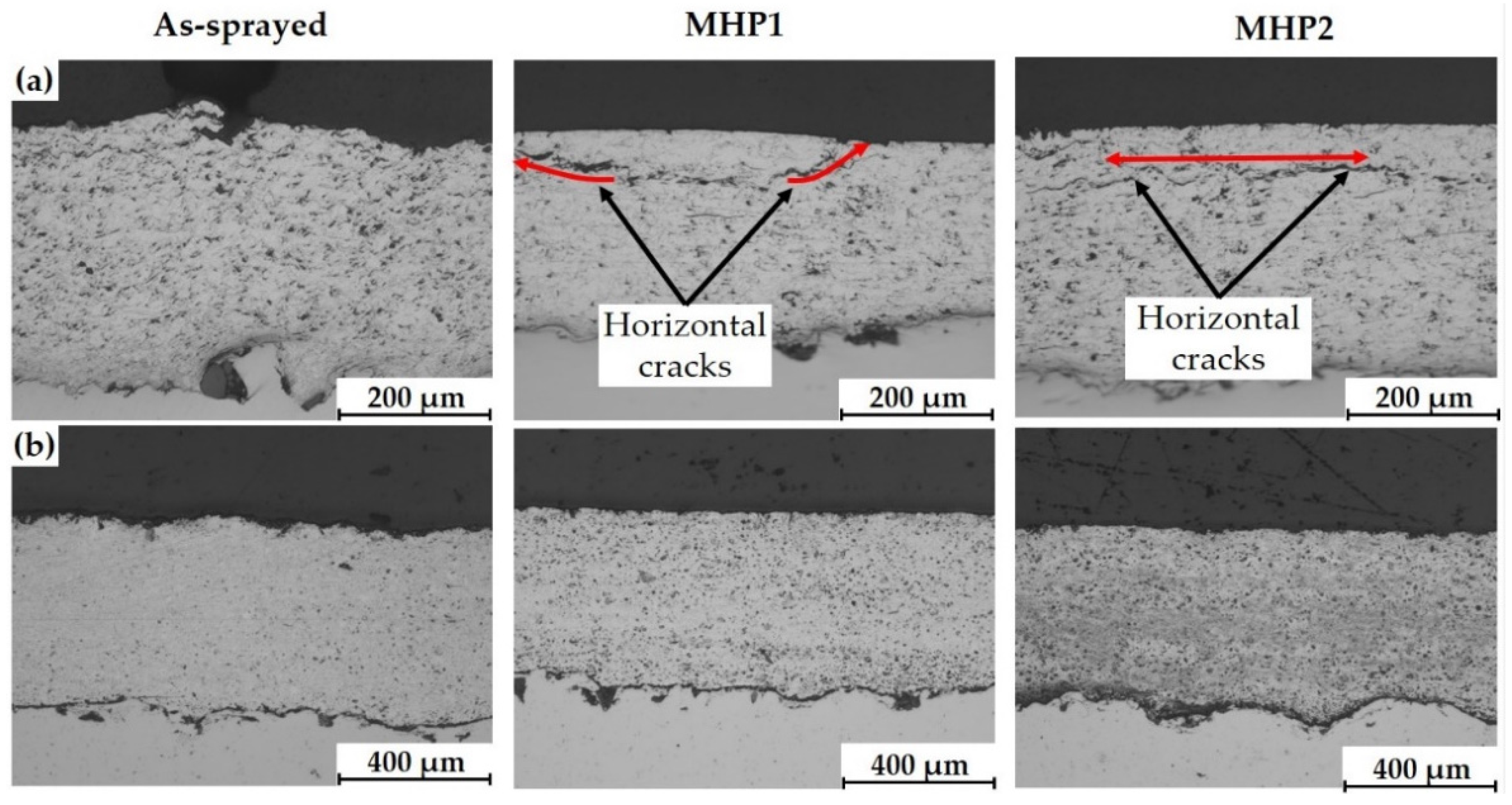
3.3. Effect of the Machine Hammer Peening on the Sprayed Coatings
3.4. Corrosion Behavior of Sprayed and MHP Coatings
4. Discussion and Conclusions
- These are the atomization of the molten part at the tips of the approaching wires and breaking-off of large metal detachments. Compressive residual stresses in as-sprayed conditions indicate that a high number of the spray particles are initiated by breaking-off of large metal detachments. This explains that against all expectations, the residual stresses in the TWAS sprayed coatings for both gases were compressive. This abnormality is due to the higher kinetic energy of the impacting particles, “large metal detachments,” compared to the thermal ones. The ripped particles have higher impact energy and explain the obtained compressive residual stress in ZnAl4 TWAS sprayed coatings. The MHP post-treatment of the obtained coatings led to a slight increase in the induced compressive residual stresses.
- Moreover, this type of particle detachment elucidates the low oxide content in compressed air sprayed coatings. Interestingly, the argon sprayed coatings revealed a higher oxide content than its counterpart, which declares that the oxidation of spraying particles has occurred during their in-flight phase or while impacting on the substrate surface rather than at their atomization stage. Argon as atomization gas led to coatings with higher thickness, surface roughness, and porosity.
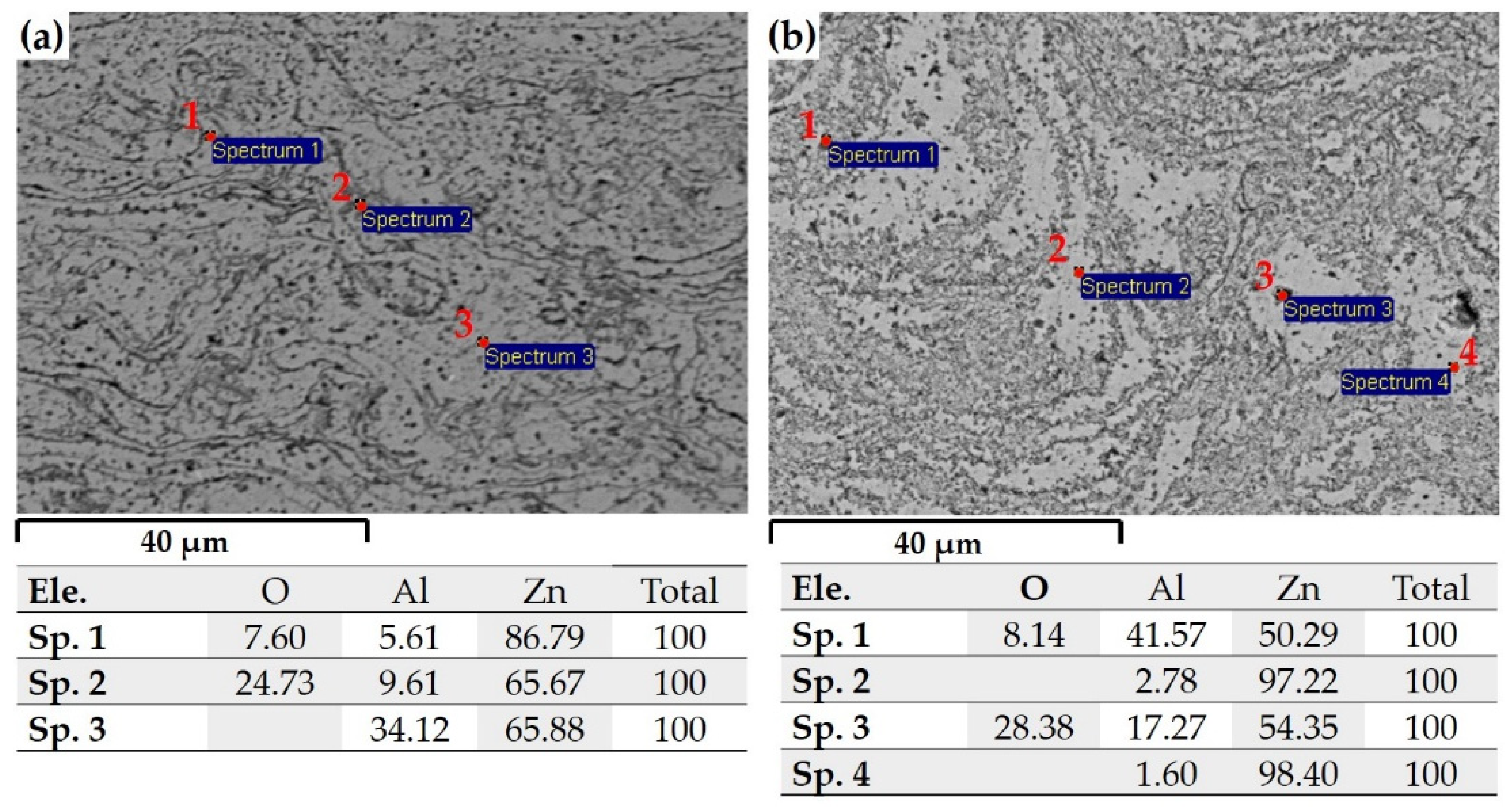
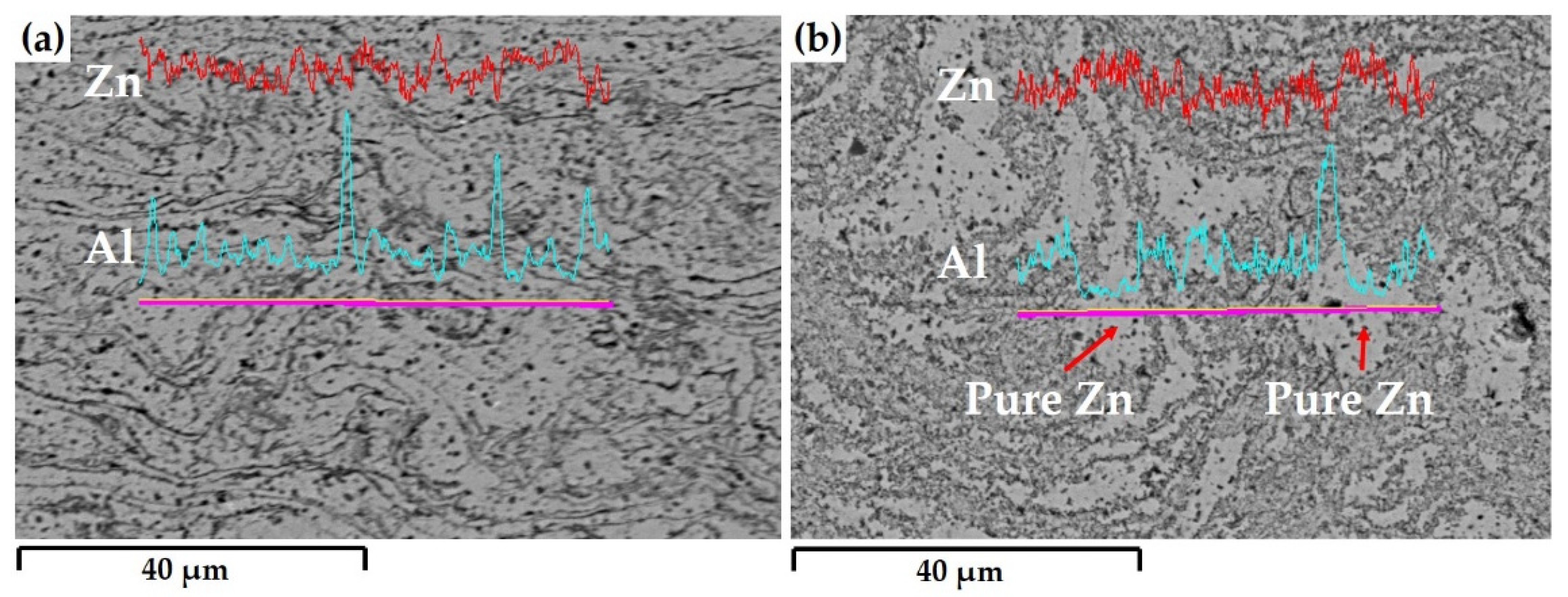
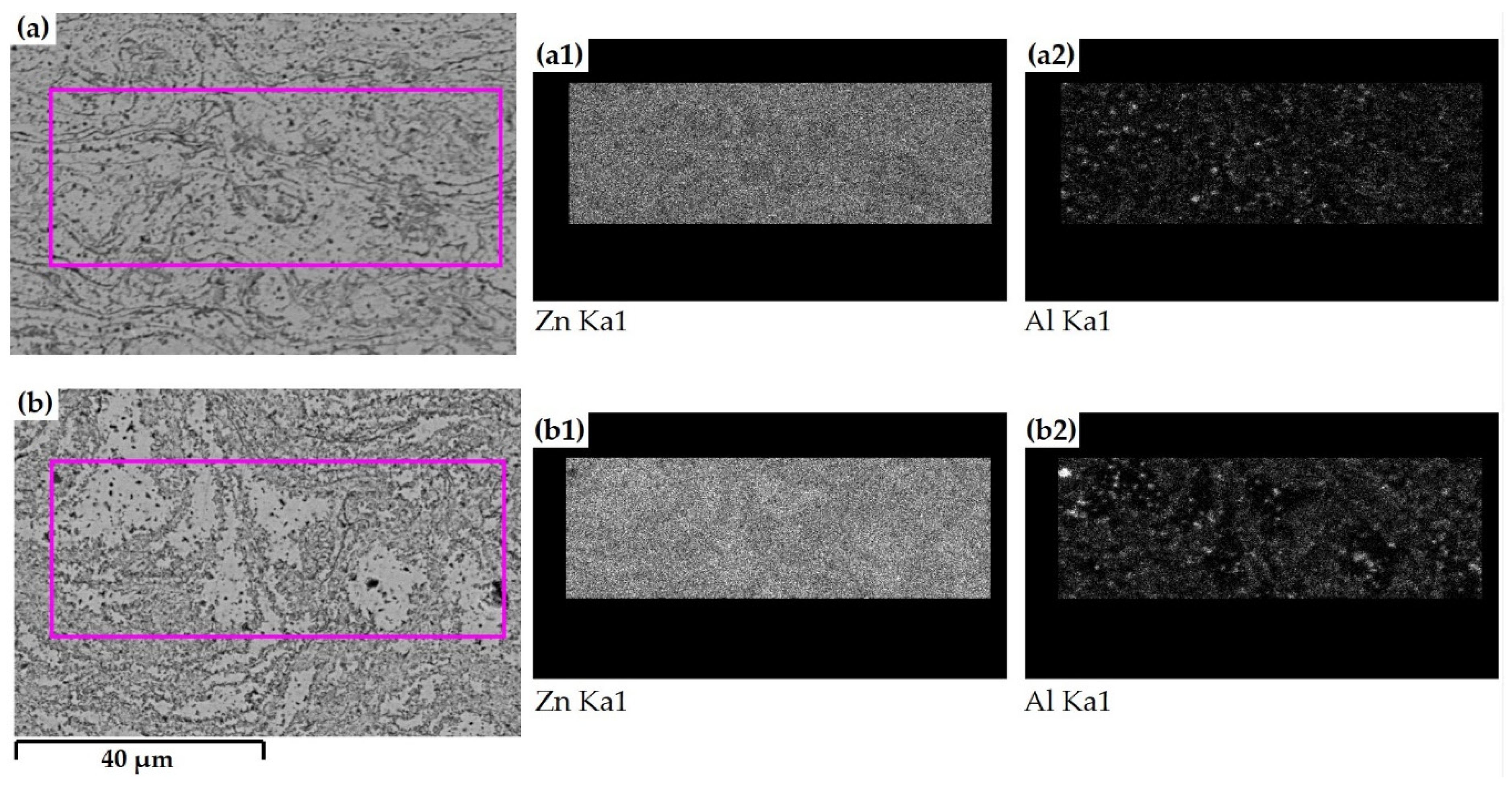
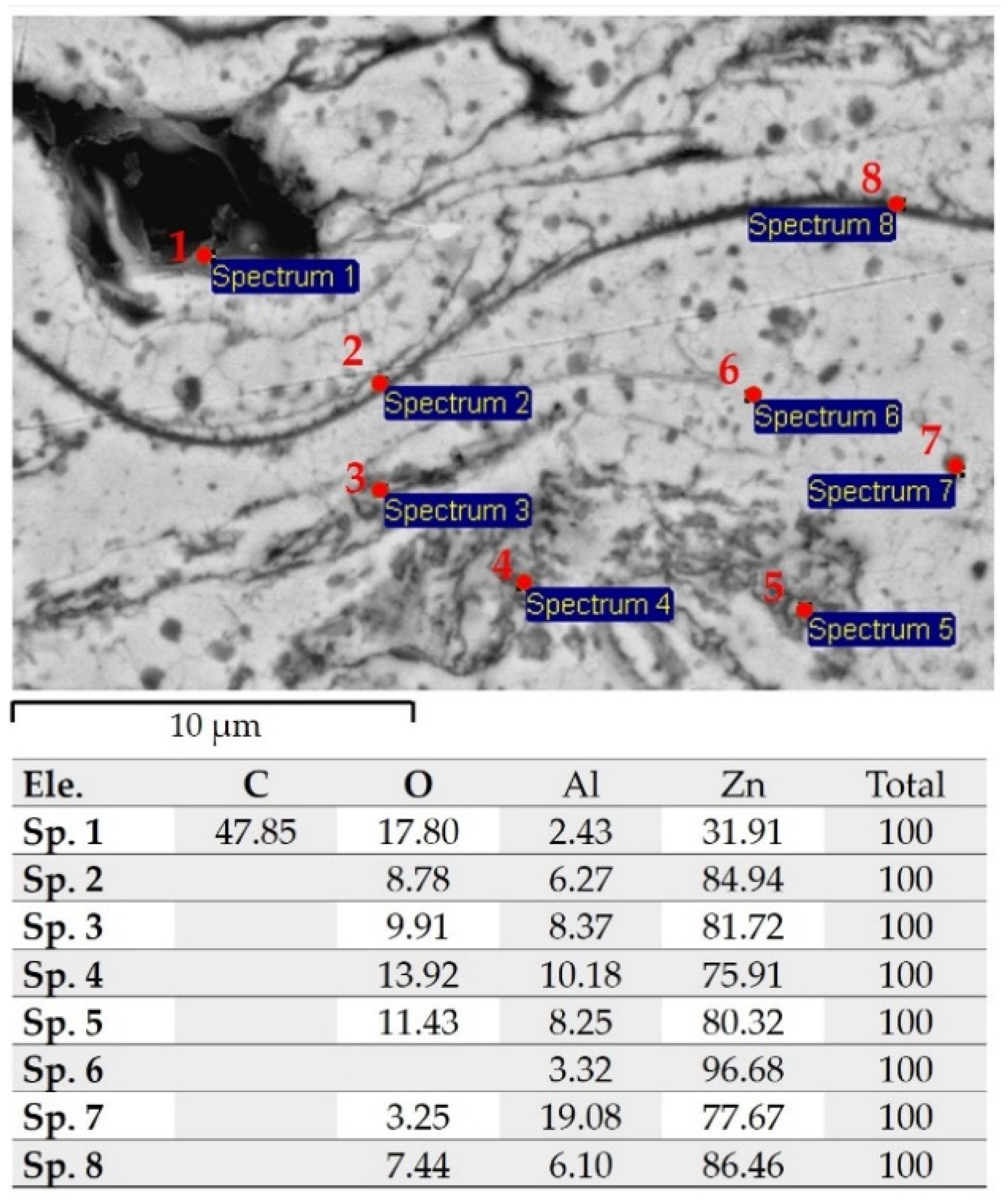
- The differences in the nucleation of Zn and precipitation of Al indicate the difference in the temperature of the impacting particles between argon and compressed air sprayed coatings. Zinc-rich phases were nucleated by compressed air sprayed coatings in the form of several splats connected as thin layers. These layers are surrounded by a dense network of tiny strip-like constructs of precipitated Al-rich-phase. The precipitation of the Al-rich-phase has occurred in larger particles unevenly distributed around relatively pure Zn nucleation. These differences directly affected the MHP post-treatment process and corrosion performance.
- MHP as a post-treatment technique led to a decrease in coating porosity, roughness, and thickness by compressed air and argon sprayed coatings. The decrease is directly related to the initial microstructure of the post-treated coatings. In the case of compressed air sprayed coatings, the network of tiny strip-like constructs of precipitated Al-rich-phase tended to form Al-oxide, which directly affects the crack formation during MHP treatment. The crack location and orientation were also affected by the track distance of the MHP process. Intensive cracking has occurred at a lower track distance, which intersected the treated surface at both ends of the crack. Argon sprayed coatings showed a lower cracking tendency during MHP post-treatment, which can be explained by the lower hardness of argon sprayed coatings.
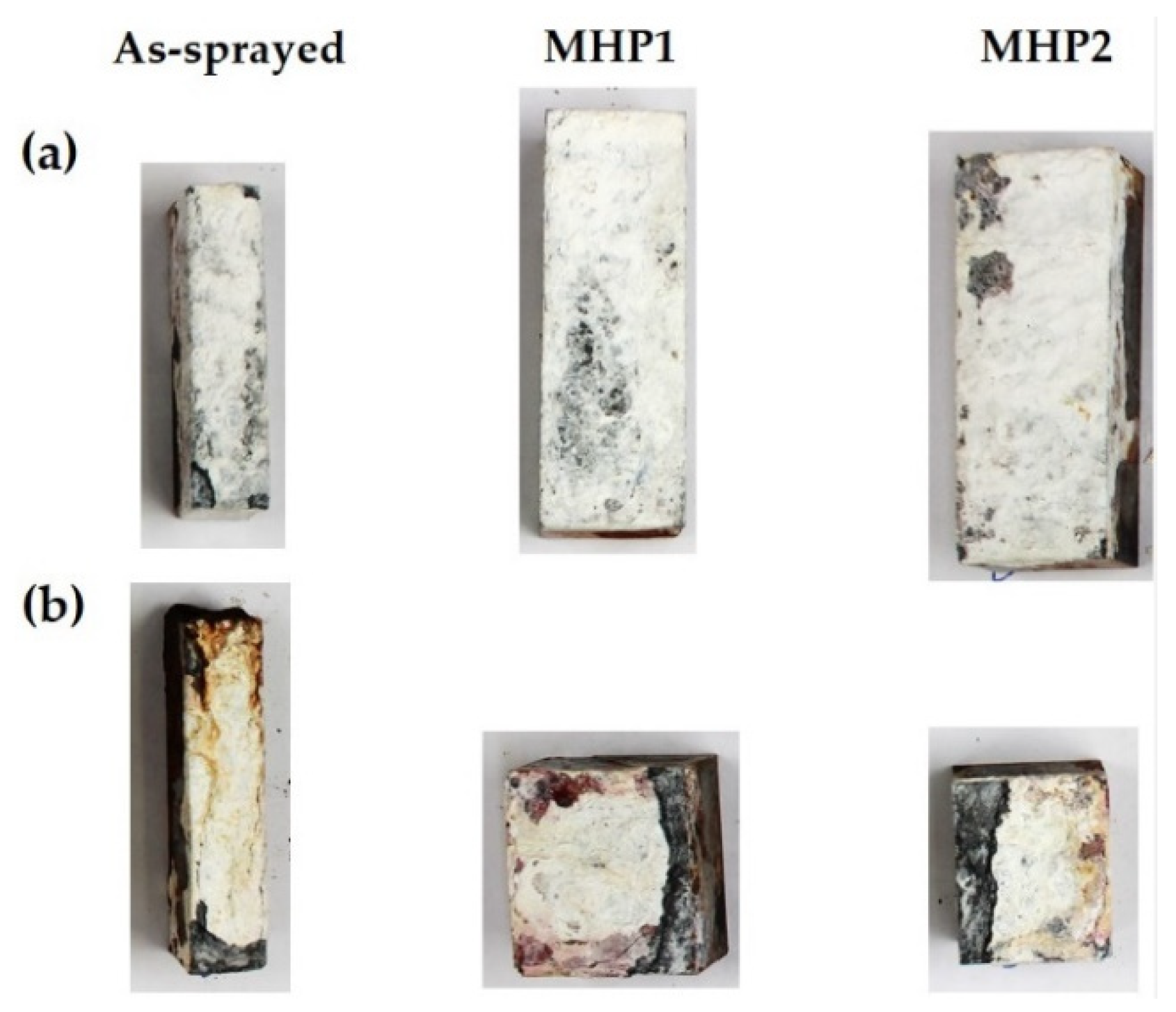
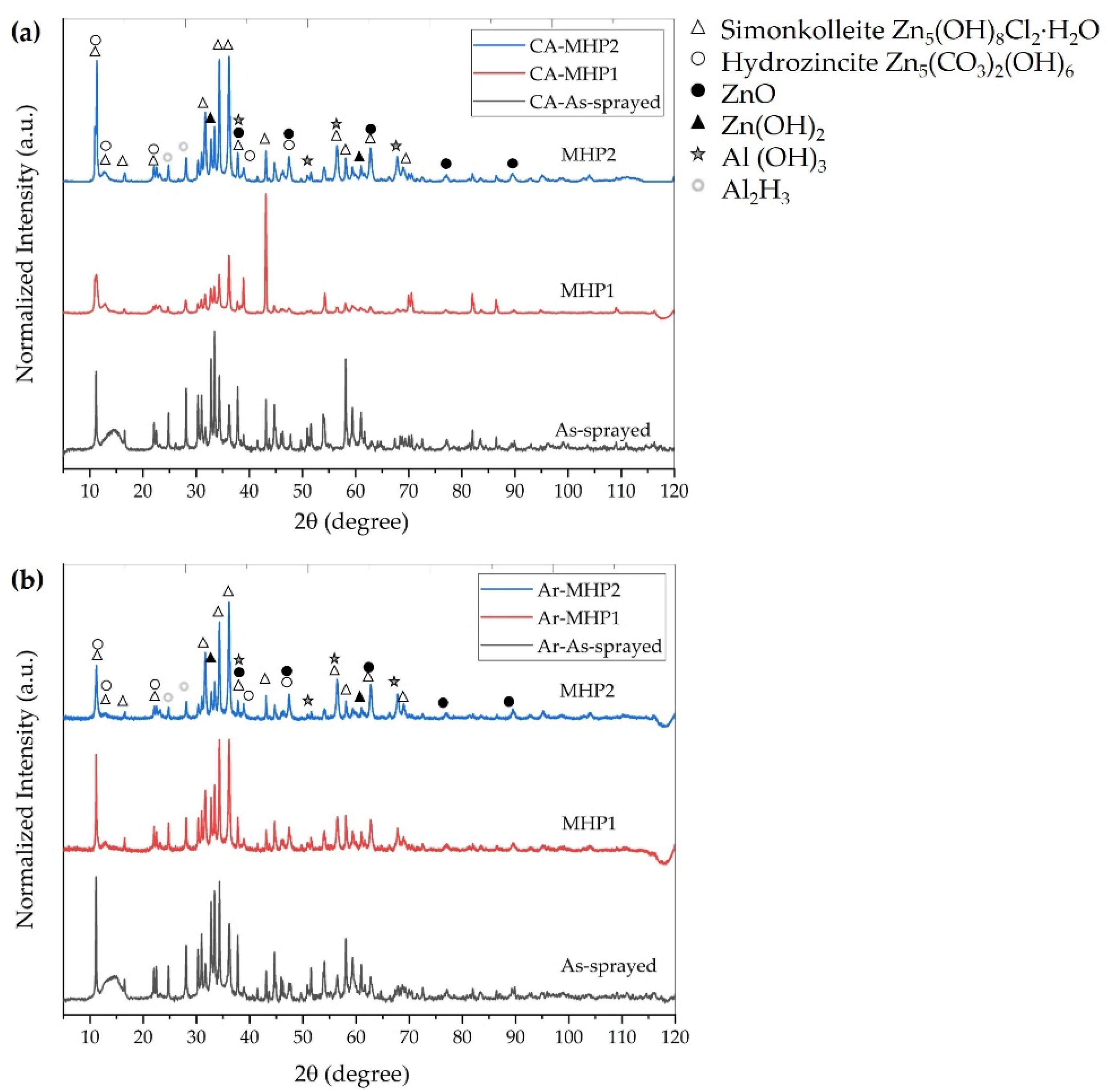
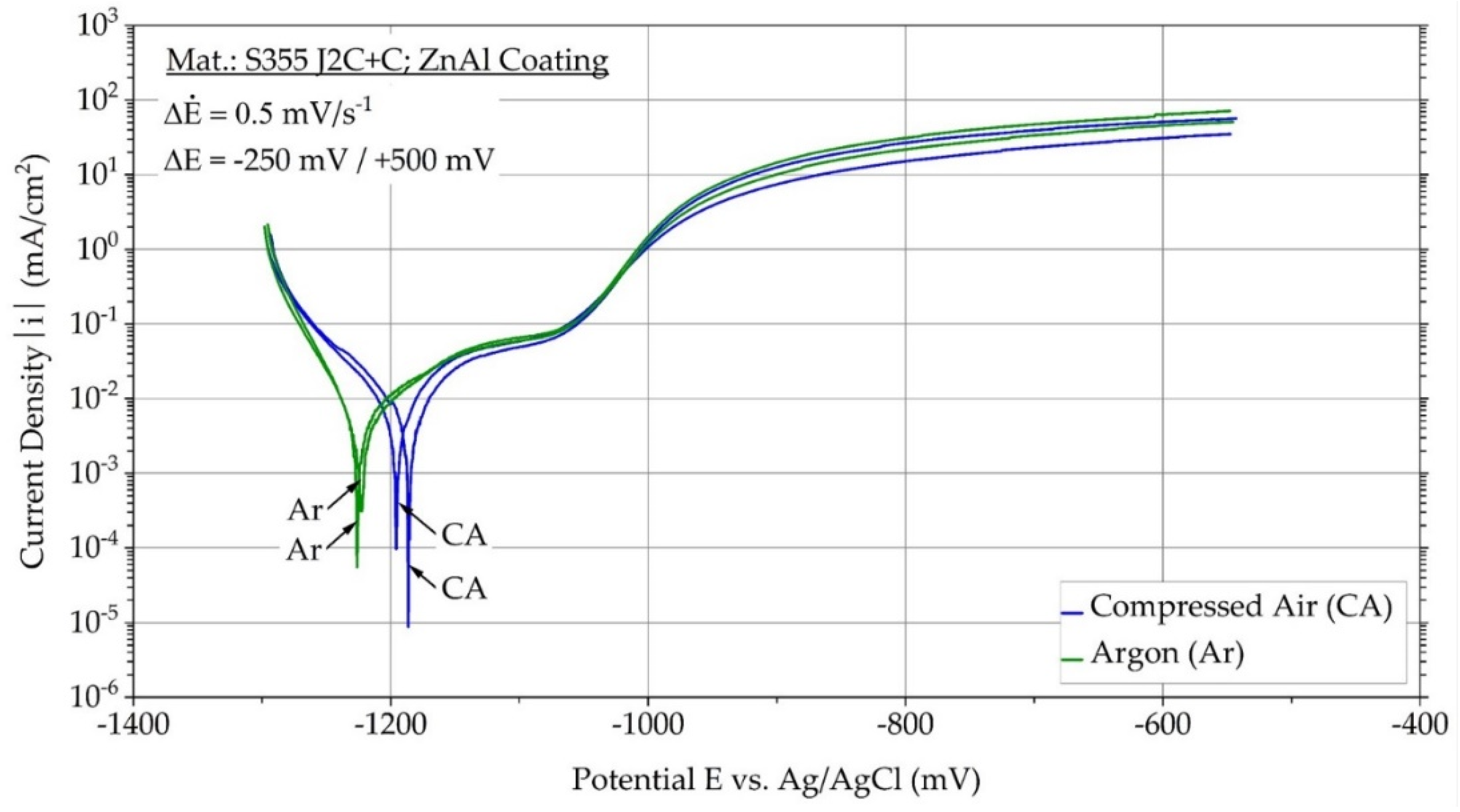
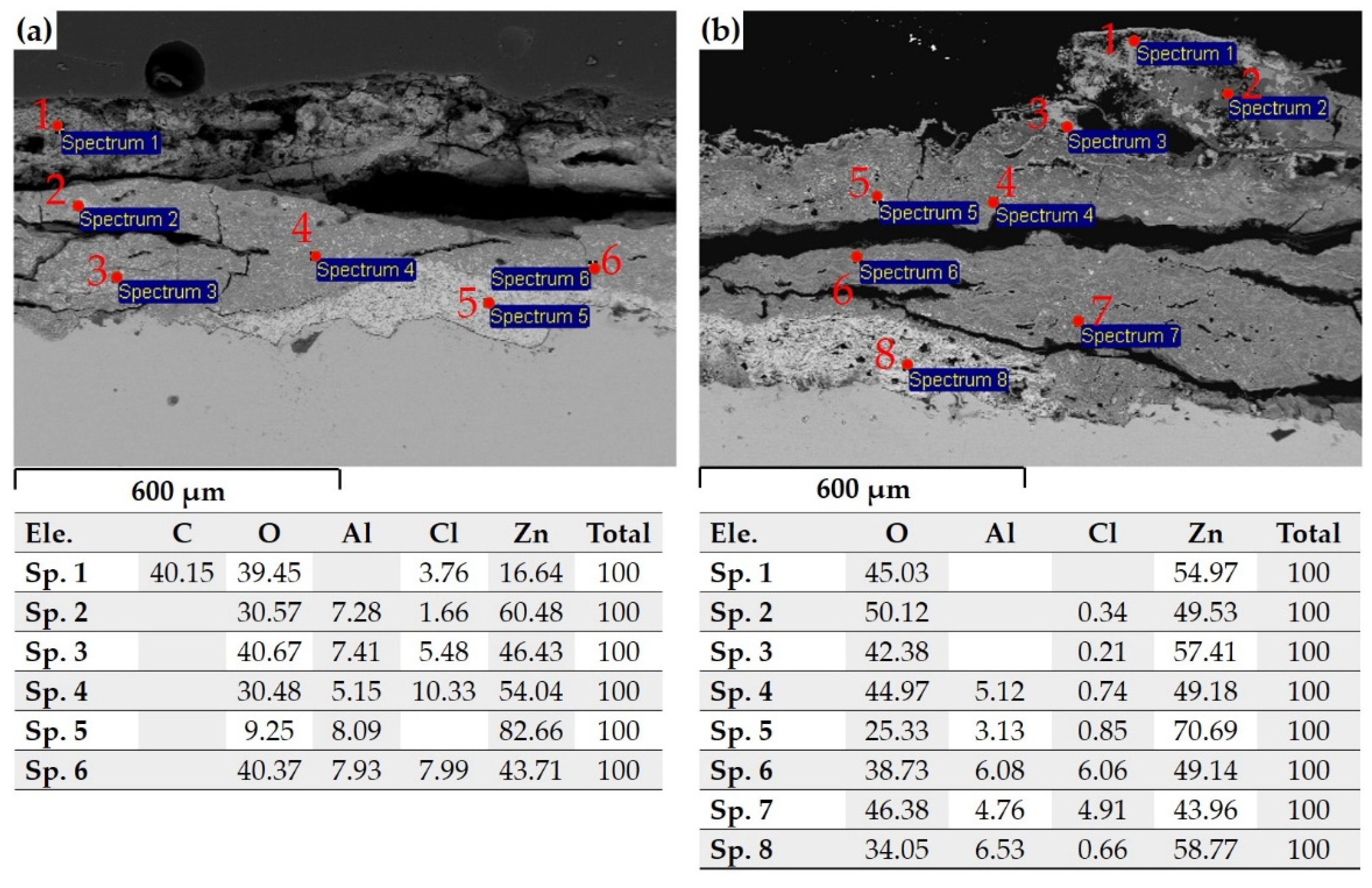
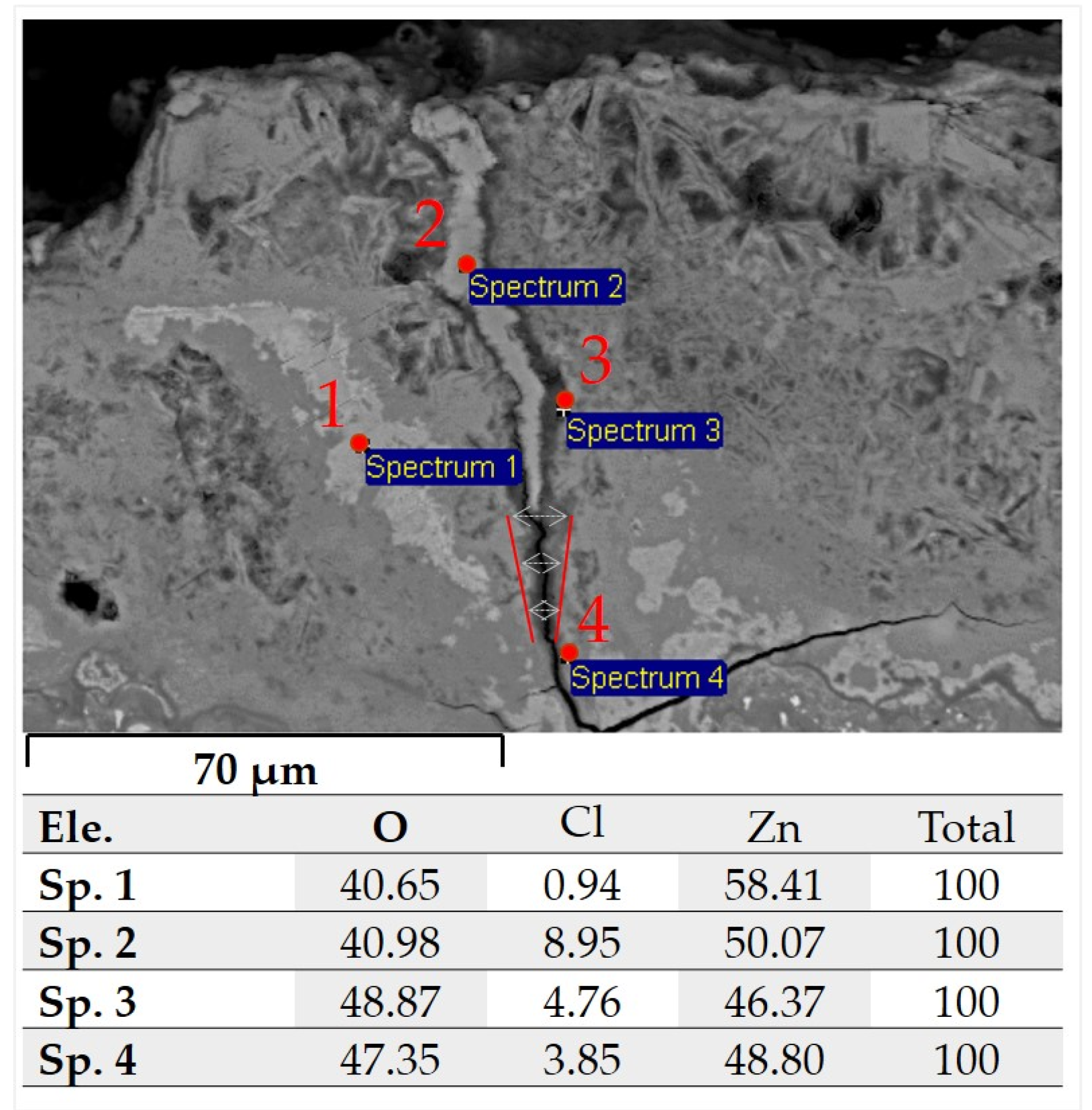
- The better corrosion performance of compressed air sprayed coatings can be explained by their higher formation of simonkolleite, which exhibits a better barrier function concerning oxygen diffusion than most other corrosion products [38,39,40,41] and may improve the corrosion resistance. The use of argon as atomization gas showed a unfavorable corrosion performance in 5% NaCl solution. This reason is believed to be the clear separation between almost pure Zn phases and Al-rich-phases. The Zn has functioned in this two-phase compound as a sacrificial anode in the surrounding electrolyte and was consumed to form brittle corrosion products and generate a network of vertical and horizontal cracks. Even though the sprayed argon possessed a higher coating thickness than compressed air sprayed coatings, they were entirely consumed during the corrosion test, and red corrosion products started to form. MHP post-treatment has improved the corrosion performance for both atomization gases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fauchais, P.L.; Heberlein, J.V.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer Science & Business Media: Boston, MA, USA, 2014; pp. 17–72. [Google Scholar]
- Newbery, A.P.; Grant, P.S. Large arc voltage fluctuations and droplet formation in electric arc wire spraying. Powder Met. 2003, 46, 229–235. [Google Scholar] [CrossRef]
- Pourmousa Abkenar, A. Wire-Arc Spraying System: Particle Production, Transport, and Deposition; Library and Archives Canada Bibliothèque et Archives Canada: Ottawa, ON, Canada, 2009. [Google Scholar]
- Bolot, R.; Planche, M.-P.; Liao, H.; Coddet, C. A three-dimensional model of the wire-arc spray process and its experimental validation. J. Mater. Process. Technol. 2008, 200, 94–105. [Google Scholar] [CrossRef]
- Watanabe, T.; Wang, X.; Pfender, E.; Heberlein, J. Correlations between electrode phenomena and coating properties in wire arc spraying. Thin Solid Films 1998, 316, 169–173. [Google Scholar] [CrossRef]
- Gedzevicius, I.; Valiulis, A. Analysis of wire arc spraying process variables on coatings properties. J. Mater. Process. Technol. 2006, 175, 206–211. [Google Scholar] [CrossRef]
- Tillmann, W.; Abdulgader, M. Wire composition: Its effect on metal disintegration and particle formation in twin-wire arc-spraying process. J. Therm. Spray Technol. 2013, 22, 352–362. [Google Scholar] [CrossRef]
- Wang, X.; Heberlein, J.; Pfender, E.; Gerberich, W. Effect of nozzle configuration, gas pressure, and gas type on coating properties in wire arc spray. J. Therm. Spray Technol. 1999, 8, 565–575. [Google Scholar] [CrossRef]
- Gedzevičius, I.; Valiulis, A.V. Influence of the particles velocity on the arc spraying coating adhesion. Matrix 2003, 1, 334–337. [Google Scholar]
- Zeng, Z.; Sakoda, N.; Tajiri, T. Corrosion behavior of wire-arc-sprayed stainless steel coating on mild steel. J. Therm. Spray Technol. 2006, 15, 431–437. [Google Scholar] [CrossRef]
- Newbery, A.P.; Grant, P.S. Arc Sprayed Steel: Microstructure in severe substrate features. J. Therm. Spray Technol. 2009, 18, 256–271. [Google Scholar] [CrossRef]
- Newbery, A.; Grant, P. Oxidation during electric arc spray forming of steel. J. Mater. Process. Technol. 2006, 178, 259–269. [Google Scholar] [CrossRef]
- Planche, M.; Liao, H.; Coddet, C. Relationships between in-flight particle characteristics and coating microstructure with a twin wire arc spray process and different working conditions. Surf. Coatings Technol. 2004, 182, 215–226. [Google Scholar] [CrossRef]
- Tillmann, W.; Abdulgader, M.; Pohl, M.; Baak, J. Einfluss des spritzabstands zwischen shroud-austritt und substratoberfläche auf das pseudoelastische verhalten von niti-lichtbogengespritzten schichten. Therm. Spray Bull. 2018, 1, 32–37. [Google Scholar]
- Sacriste, D.; Goubot, N.; Dhers, J.; Ducos, M.; Vardelle, A. An Evaluation of the electric arc spray and (HPPS) processes for the manufacturing of high power plasma spraying MCrAlY Coatings. J. Therm. Spray Technol. 2001, 10, 352–358. [Google Scholar] [CrossRef]
- Jandin, G.; Liao, H.; Feng, Z.; Coddet, C. Correlations between operating conditions, microstructure and mechanical properties of twin wire arc sprayed steel coatings. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2003, 349, 298–305. [Google Scholar] [CrossRef] [Green Version]
- Hussary, N.; Heberlein, J. Effects of metal atomization, arc and pressure fluctuations on the final particle size distribution in the wire arc spraying process. In Proceedings of the 30th International Conference on Plasma Science, Jeju, Korea, 2–5 June 2003; p. 362. [Google Scholar] [CrossRef]
- Zhao, L.; Fu, B.; He, D.; Kutschmann, P. Development of a new wear resistant coating by arc spraying of a steel-based cored wire. Front. Mech. Eng. China 2009, 4, 1–4. [Google Scholar] [CrossRef]
- Santana, Y.; Renault, P.; Sebastiani, M.; La Barbera, J.; Lesage, J.; Bemporad, E.; Le Bourhis, E.; Puchi-Cabrera, E.; Staia, M. Characterization and residual stresses of WC–Co thermally sprayed coatings. Surf. Coatings Technol. 2008, 202, 4560–4565. [Google Scholar] [CrossRef]
- Reuss, G. Beitrag zur Überwachung des thermischen Spritzprozesses mittels Schallemissionsanalyse (SEA). Ph.D. Thesis, Universität Dortmund, Dortmund, Germany, 2001. [Google Scholar] [CrossRef]
- Hasan, M.; Stokes, J.; Looney, L.; Hashmi, M.S.J. Deposition and characterization of hvof thermal sprayed functionally graded coatings deposited onto a lightweight material. J. Mater. Eng. Perform. 2009, 18, 66–69. [Google Scholar] [CrossRef]
- Junior, G.; Voorwald, H.; Vieira, L.; Cioffi, M.; Bonora, R. Evaluation of WC-10Ni thermal spray coating with shot peening on the fatigue strength of AISI 4340 steel. Procedia Eng. 2010, 2, 649–656. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez, A.; De Lacalle, L.N.L.; Pereira, O.; Fernandez, A.; Ayesta, I. Isotropic finishing of austempered iron casting cylindrical parts by roller burnishing. Int. J. Adv. Manuf. Technol. 2020, 110, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Egea, A.S.; Rodríguez, A.; Celentano, D.; Calleja, A.; de Lacalle, L.L. Joining metrics enhancement when combining FSW and ball-burnishing in a 2050 aluminium alloy. Surf. Coatings Technol. 2019, 367, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Adjassoho, B.; Kozeschnik, E.; Lechner, C.; Bleicher, F.; Goessinger, S.; Bauer, C. Induction of residual stresses and increase of surface hardness by machine hammer peening technology. In Annals of DAAAM for 2012, Proceedings of the 23rd International DAAAM Symposium, Zadar, Croatia, 24–27 October 2012; DAAAM: Vienna, Austria, 2012; pp. 1382–2304. [Google Scholar]
- Groche, P.; Engels, M.; Steitz, M.; Müller, C.; Scheil, J.; Heilmaier, M. Potential of mechanical surface treatment for mould and die production. Int. J. Mater. Res. 2012, 103, 783–789. [Google Scholar] [CrossRef]
- Hacini, L.; Van Lê, N.; Bocher, P. Effect of impact energy on residual stresses induced by hammer peening of 304L plates. J. Mater. Process. Technol. 2008, 208, 542–548. [Google Scholar] [CrossRef]
- Bleicher, F.; Lechner, C.; Habersohn, C.; Kozeschnik, E.; Adjassoho, B.; Kaminski, H. Mechanism of surface modification using machine hammer peening technology. CIRP Ann. 2012, 61, 375–378. [Google Scholar] [CrossRef]
- Steitz, M.; Scheil, J.; Müller, C.; Groche, P. Effect of process parameters on surface roughness in hammer peening and deep rolling. Key Eng. Mater. 2013, 554, 1887–1901. [Google Scholar] [CrossRef]
- Rausch, S.; Wiederkehr, P.; Biermann, D.; Zabel, A.; Selvadurai, U.; Hagen, L.; Tillmann, W. Influence of machine hammer peening on the tribological behavior and the residual stresses of wear resistant thermally sprayed coatings. Procedia CIRP 2016, 45, 275–278. [Google Scholar] [CrossRef] [Green Version]
- Adjassoho, B.; Kozeschnik, E.; Lechner, C.; Habersohn, C.; Bleicher, F.; Gössinger, S.; RIPOLL, M.R. Controlled surface treatment with machine hammer peening. In Proceedings of the 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 22–24 May 2013. [Google Scholar]
- Pradhan, D.; Mahobia, G.S.; Chattopadhyay, K.; Singh, V. Effect of surface roughness on corrosion behavior of the superalloy IN718 in simulated marine environment. J. Alloy. Compd. 2018, 740, 250–263. [Google Scholar] [CrossRef]
- Timmermann, A.; Abdulgader, M.; Hagen, L.; Koch, A.; Wittke, P.; Biermann, D.; Tillmann, W.; Walther, F. Effect of machine hammer peening on the surface integrity of a ZnAl-based corrosion protective coating. MATEC Web Conf. 2020, 318, 01008. [Google Scholar] [CrossRef]
- Noyan, I.C.; Cohen, J.B. Residual Stress: Measurement by Diffraction and Interpretation; Springer: New York, NY, USA, 2013; pp. 47–229. [Google Scholar]
- Hauk, V. Structural and Residual Stress Analysis by Nondestructive Method; Elsevier Science: Amsterdam, The Netherlands, 1997; pp. 17–494. [Google Scholar]
- Wei, X.; Ren, L.; Geng, X.; Sun, Z.; Hu, H.; Nie, X.; Banerji, A. Nano microstructure development and solidification of Zn-6 wt% Al hypereutectic alloy. Mater. Charact. 2018, 147, 295–302. [Google Scholar] [CrossRef]
- Kunze, E. Korrosion und Korrosionsschutz, Band 2: Korrosion der Verschiedenen Werkstoffe; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2001. [Google Scholar]
- Bobzin, K.; Öte, M.; Knoch, M.A. Corrosion behaviour of thermally sprayed Zn, ZnMgAl and ZnAl15 coatings. In Proceedings of the EUROCORR 2017– The Annual Congress of the European Federation of Corrosion, 20th International Corrosion Congress and Process Safety Congress, Prague, Czech Republic, 3–7 September 2017. [Google Scholar]
- Volovitch, P.; Allely, C.; Ogle, K. Understanding corrosion via corrosion product characterization: I. Case study of the role of Mg alloying in Zn–Mg coating on steel. Corros. Sci. 2009, 51, 1251–1262. [Google Scholar] [CrossRef]
- Volovitch, P.; Vu, T.N.; Allély, C.; Aal, A.A.; Ogle, K. Understanding corrosion via corrosion product characterization: II. Role of alloying elements in improving the corrosion resistance of Zn–Al–Mg coatings on steel. Corros. Sci. 2011, 53, 2437–2445. [Google Scholar] [CrossRef]
- Yung, T.-Y.; Chen, T.-C.; Tsai, K.-C.; Lu, W.-F.; Huang, J.-Y.; Liu, T.-Y. Thermal spray coatings of Al, ZnAl and inconel 625 alloys on SS304L for anti-saline corrosion. Coatings 2019, 9, 32. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | P | S | Cu |
|---|---|---|---|---|---|---|---|
| wt.% | bal. | 0.20 | 0.55 | 1.60 | 0.025 | 0.025 | 0.55 |
| Element | Zn | Al | Si | Fe | Pb | Cu | Sn |
|---|---|---|---|---|---|---|---|
| Wt.% | bal. | 3.5–4.5 | ≤0.03 | ≤0.005 | ≤0.003 | ≤0.002 | ≤0.001 |
| Design Pattern | Experimental Numbering | Wire Feed Rate | Voltage | Atom. Gas Pressure | ||||
|---|---|---|---|---|---|---|---|---|
| Argon | CA | m/min | V | bar | ||||
| −−+ | A1 | CA1 | 2.5 | − | 18 | − | 6 | + |
| +−− | A2 | CA2 | 4.5 | + | 24 | + | 4 | − |
| 000 | A3 | CA3 | 3.5 | 0 | 21 | 0 | 5 | 0 |
| +−− | A4 | CA4 | 4.5 | + | 18 | − | 4 | − |
| −++ | A5 | CA5 | 2.5 | − | 24 | + | 6 | + |
| 000 | A6 | CA6 | 3.5 | 0 | 21 | 0 | 5 | 0 |
| −+− | A7 | CA7 | 2.5 | − | 24 | + | 4 | − |
| +−+ | A8 | CA8 | 4.5 | + | 18 | − | 6 | + |
| ++− | A9 | CA9 | 4.5 | + | 24 | + | 6 | + |
| −−− | A10 | CA10 | 2.5 | − | 18 | − | 4 | − |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tillmann, W.; Abdulgader, M.; Wirtz, A.; Milz, M.P.; Biermann, D.; Walther, F. The Effect of Argon as Atomization Gas on the Microstructure, Machine Hammer Peening Post-Treatment, and Corrosion Behavior of Twin Wire Arc Sprayed (TWAS) ZnAl4 Coatings. Coatings 2022, 12, 32. https://doi.org/10.3390/coatings12010032
Tillmann W, Abdulgader M, Wirtz A, Milz MP, Biermann D, Walther F. The Effect of Argon as Atomization Gas on the Microstructure, Machine Hammer Peening Post-Treatment, and Corrosion Behavior of Twin Wire Arc Sprayed (TWAS) ZnAl4 Coatings. Coatings. 2022; 12(1):32. https://doi.org/10.3390/coatings12010032
Chicago/Turabian StyleTillmann, Wolfgang, Mohamed Abdulgader, Andreas Wirtz, Michael P. Milz, Dirk Biermann, and Frank Walther. 2022. "The Effect of Argon as Atomization Gas on the Microstructure, Machine Hammer Peening Post-Treatment, and Corrosion Behavior of Twin Wire Arc Sprayed (TWAS) ZnAl4 Coatings" Coatings 12, no. 1: 32. https://doi.org/10.3390/coatings12010032
APA StyleTillmann, W., Abdulgader, M., Wirtz, A., Milz, M. P., Biermann, D., & Walther, F. (2022). The Effect of Argon as Atomization Gas on the Microstructure, Machine Hammer Peening Post-Treatment, and Corrosion Behavior of Twin Wire Arc Sprayed (TWAS) ZnAl4 Coatings. Coatings, 12(1), 32. https://doi.org/10.3390/coatings12010032