


Study on Size Effect of Surface Roughness Based on the 3D Voronoi Model and Establishment of Roughness Prediction Model in Micro-Metal Forming

Abstract
:1. Introduction
2. Materials and Methods
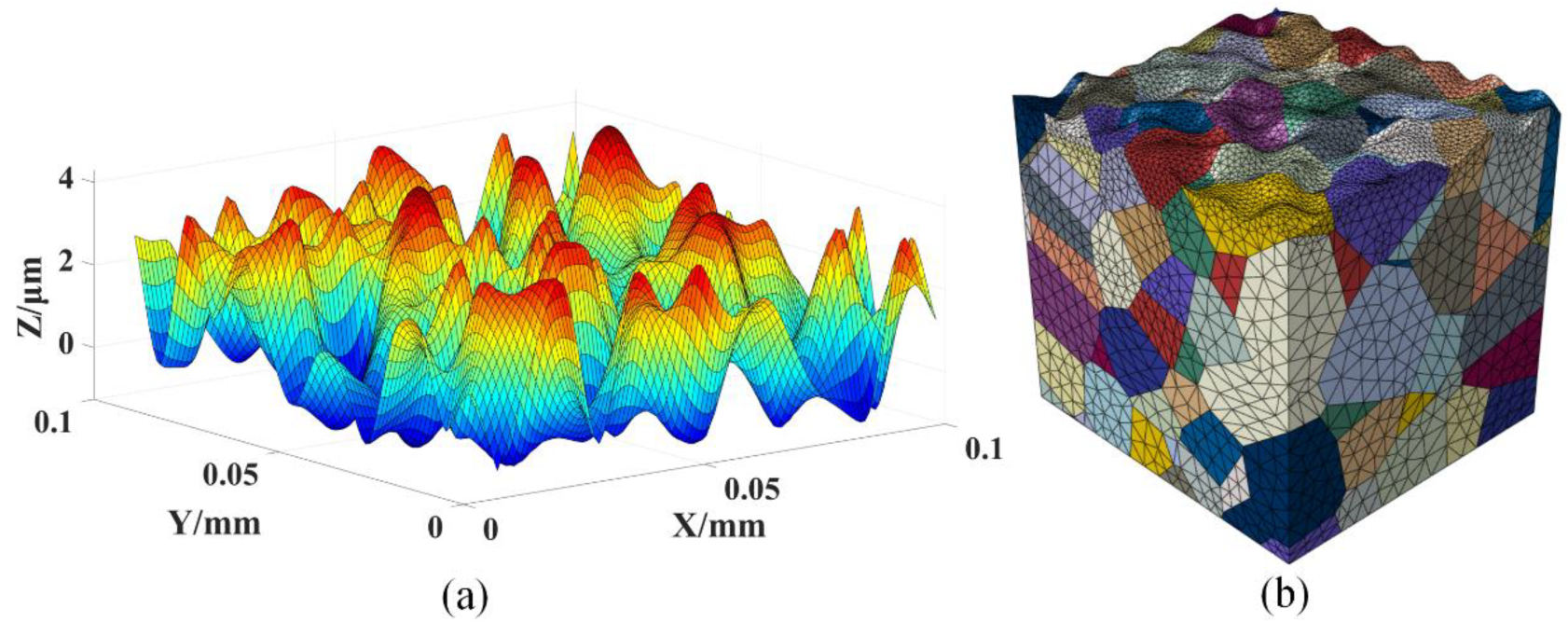
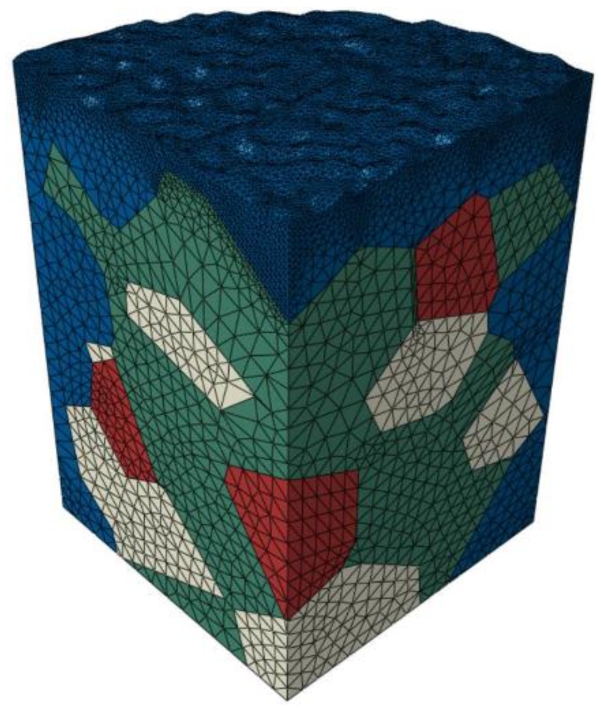
2.1. Development of Polycrystalline Finite Element Model with 3D Surface Roughness
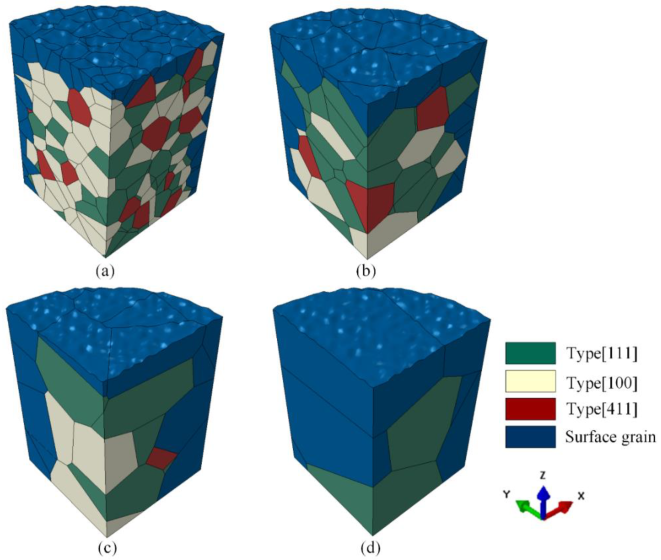
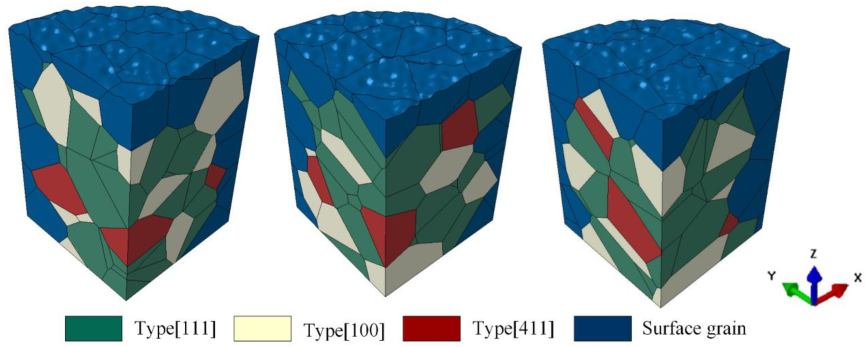
2.2. Development of 3D Polycrystalline Regionalized Constitutive Model at Micro-Scale
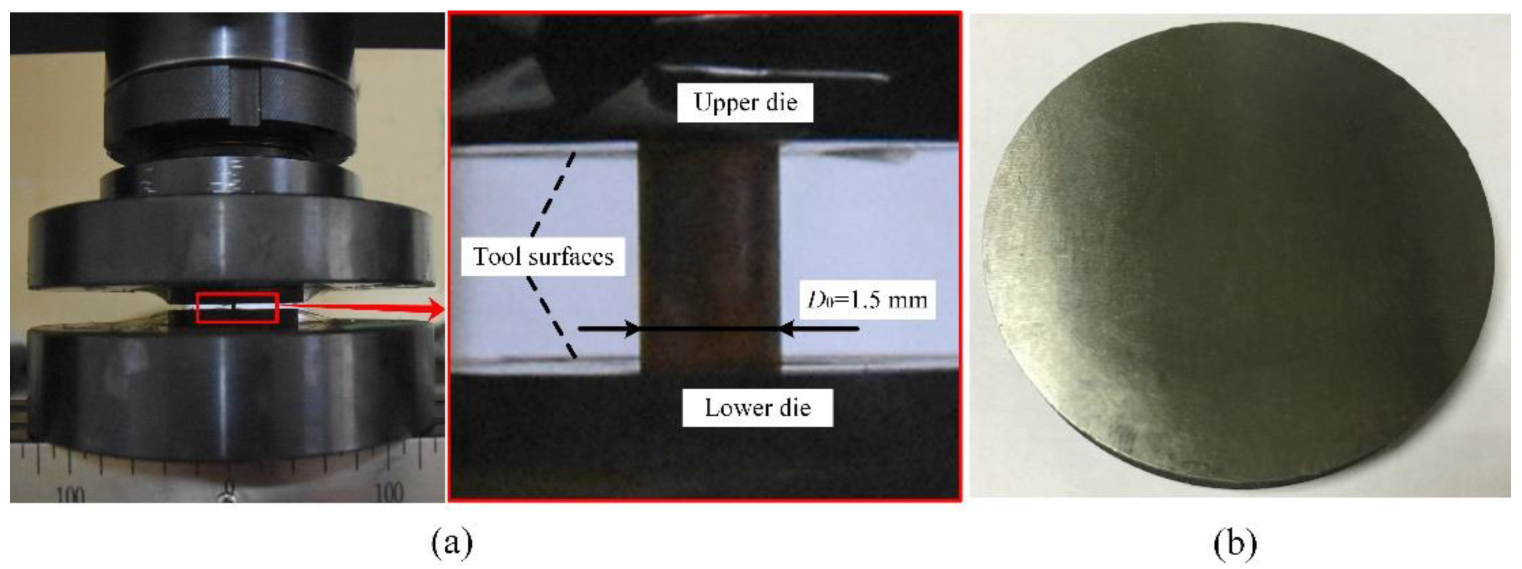
2.3. Polycrystalline Pure Copper Finite Element Simulation of the Upsetting Process
3. Results and Discussions
3.1. Numerical Analysis Results
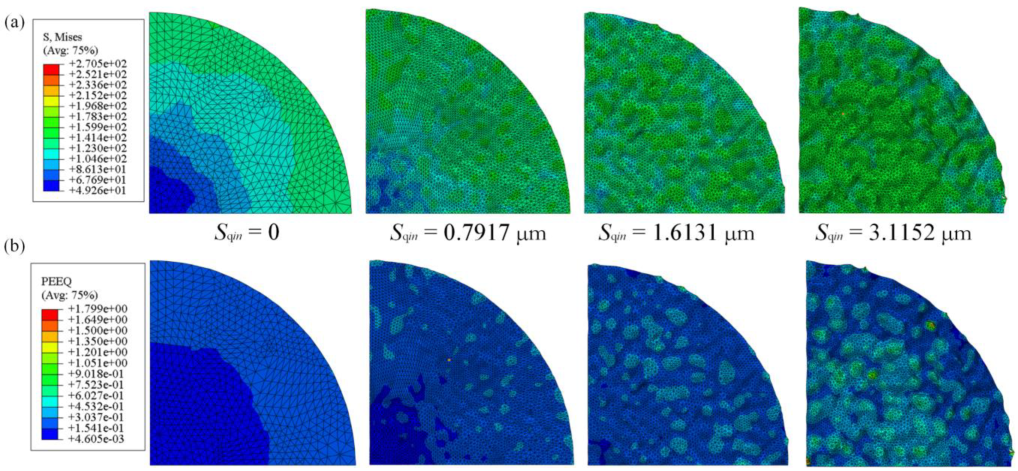
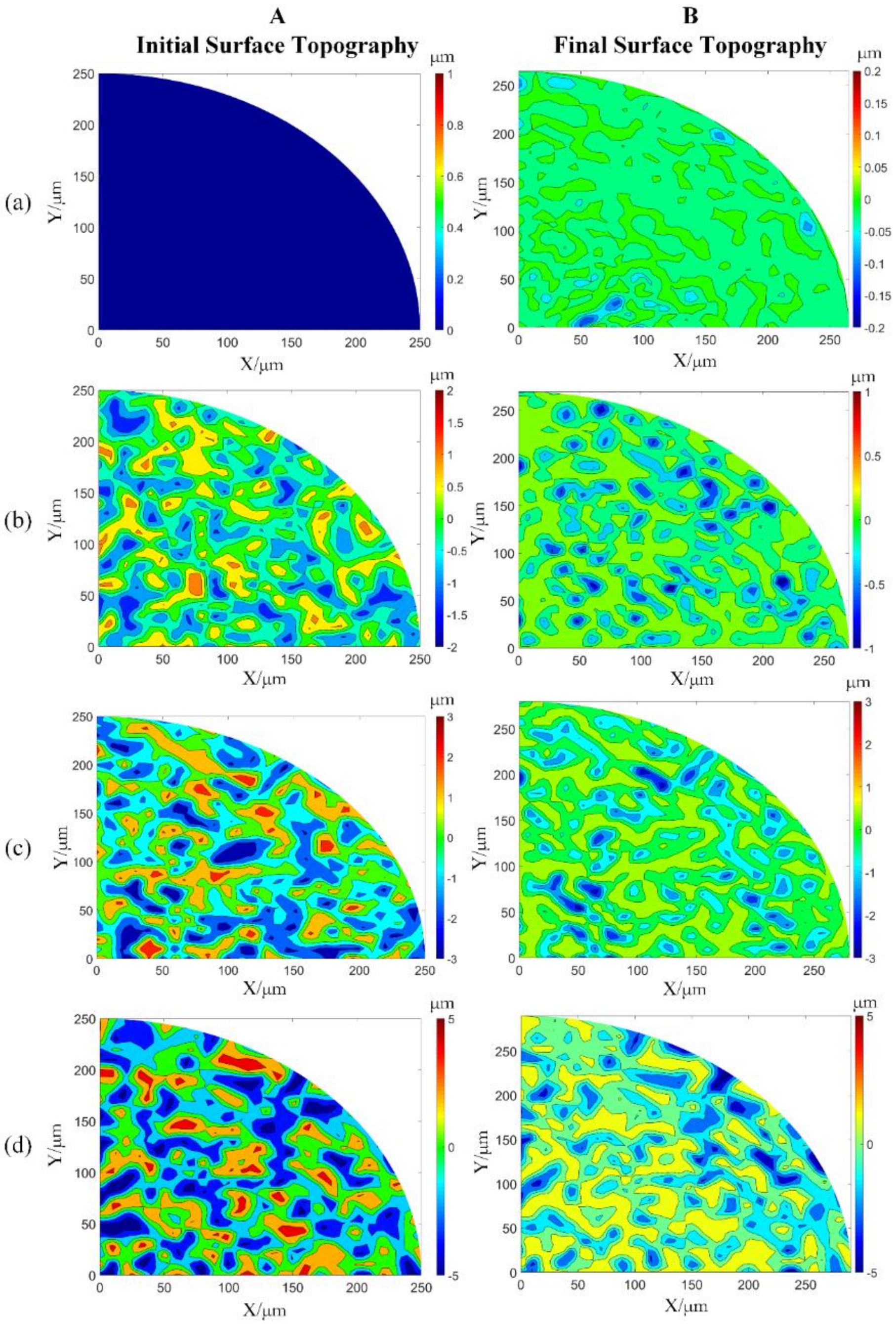
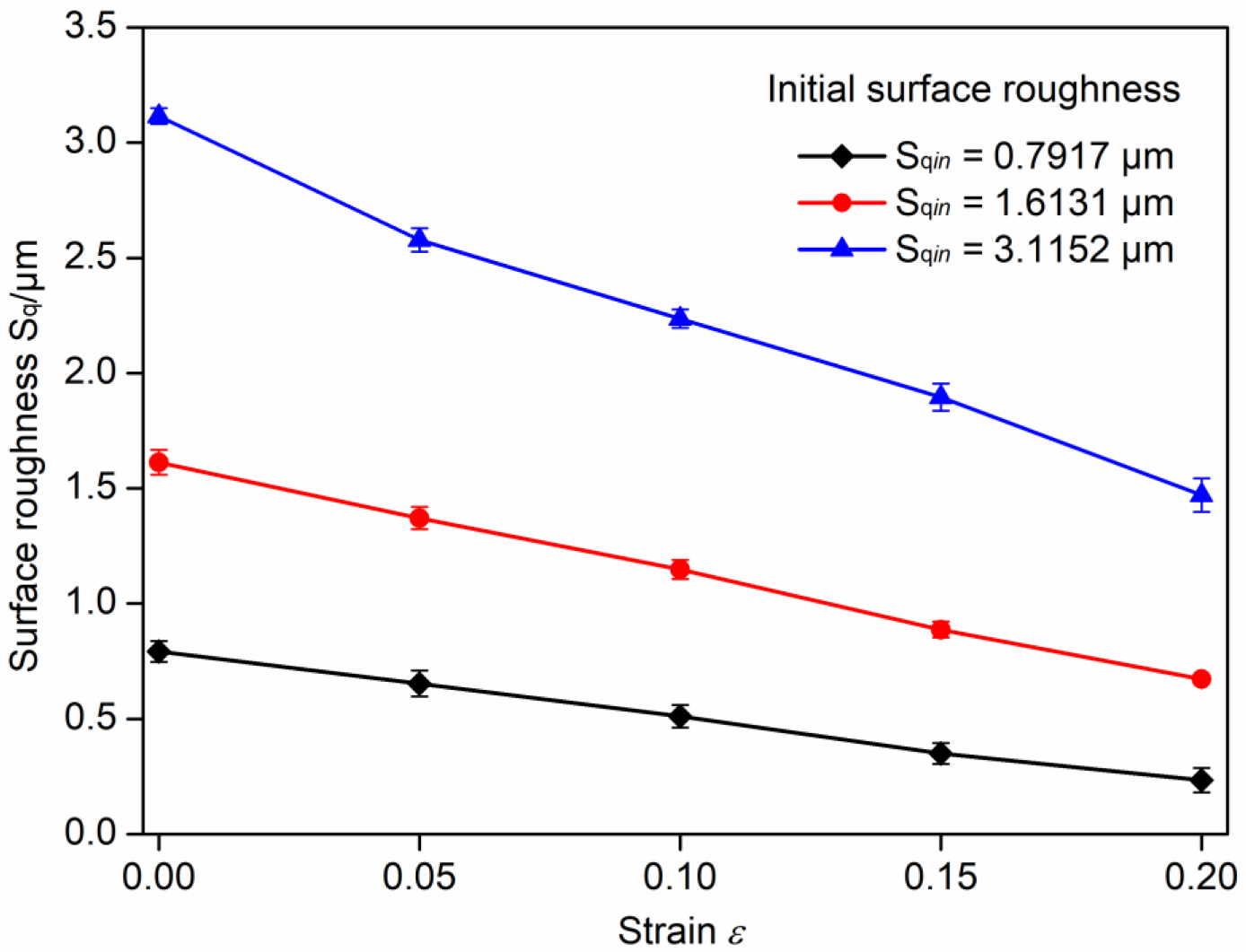
3.1.1. Effect of Initial Surface Roughness of Specimen on the Evolution of Contact Surface Roughness
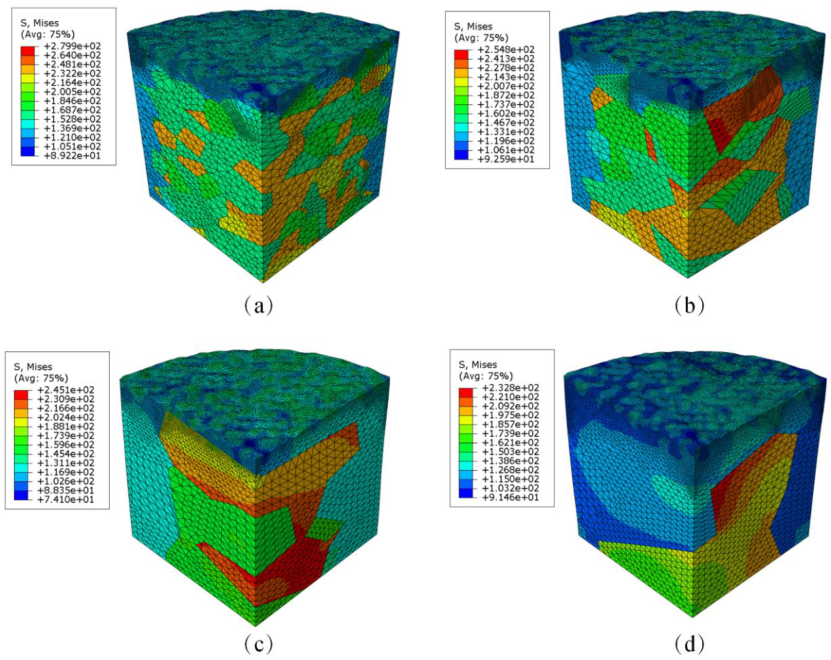
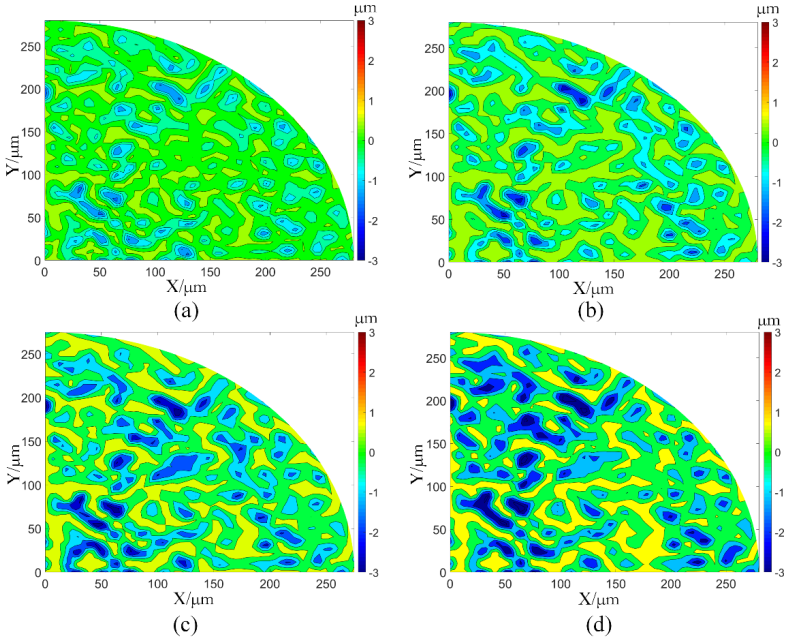
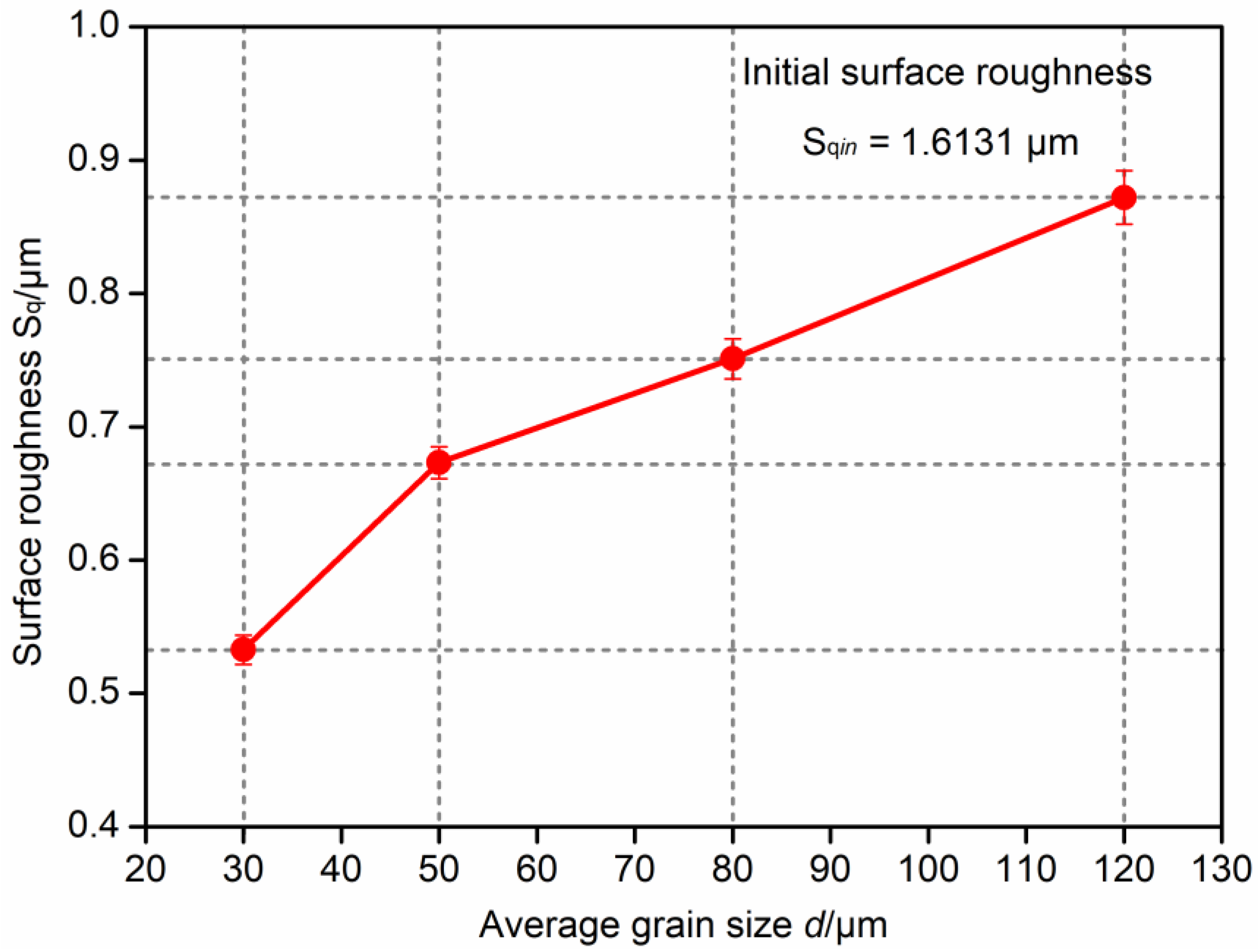
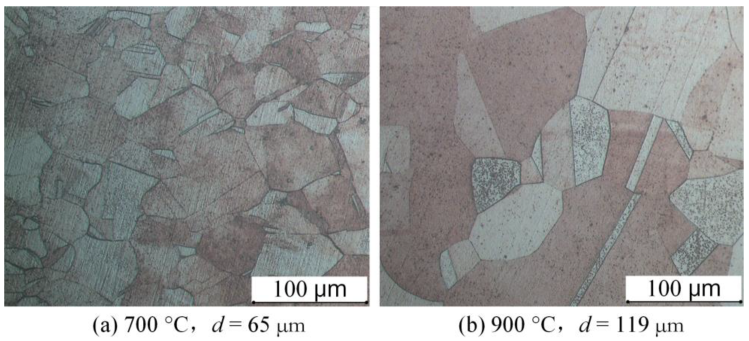
3.1.2. Effect of Grain Size on the Evolution of Contact Surface Roughness
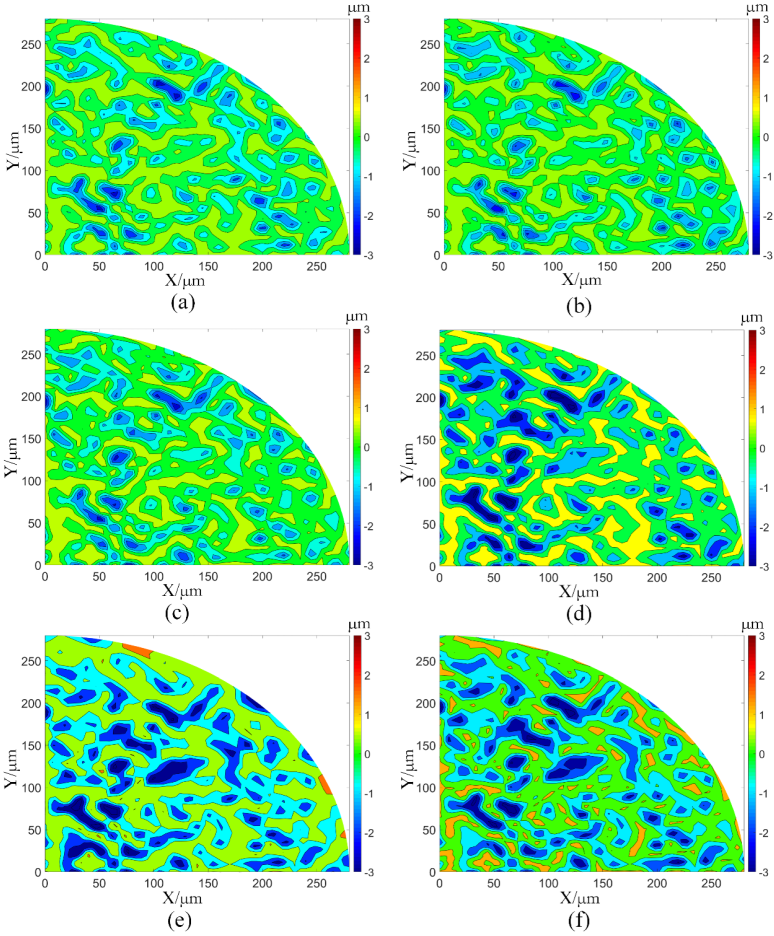
3.1.3. Effect of Grain Orientation on the Evolution of Contact Surface Roughness
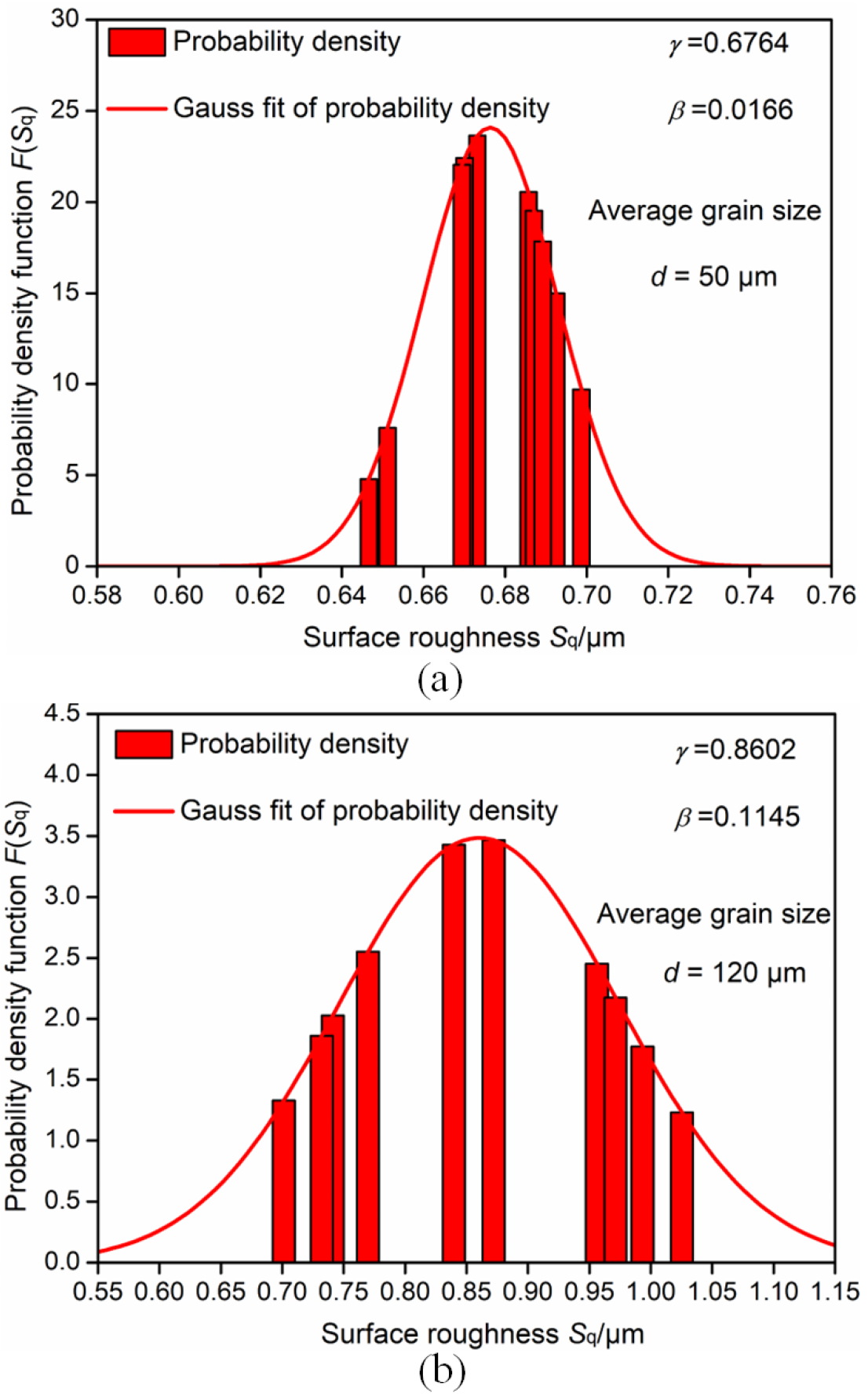
3.2. Quantitative Description of Surface Roughness Variation Caused by Size Effect
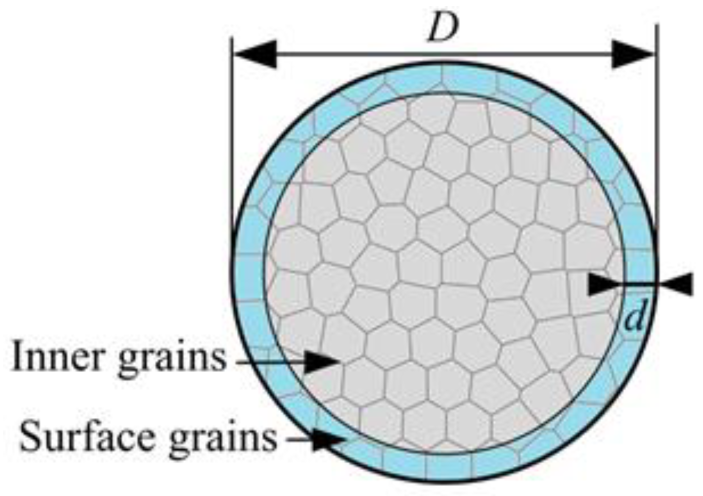
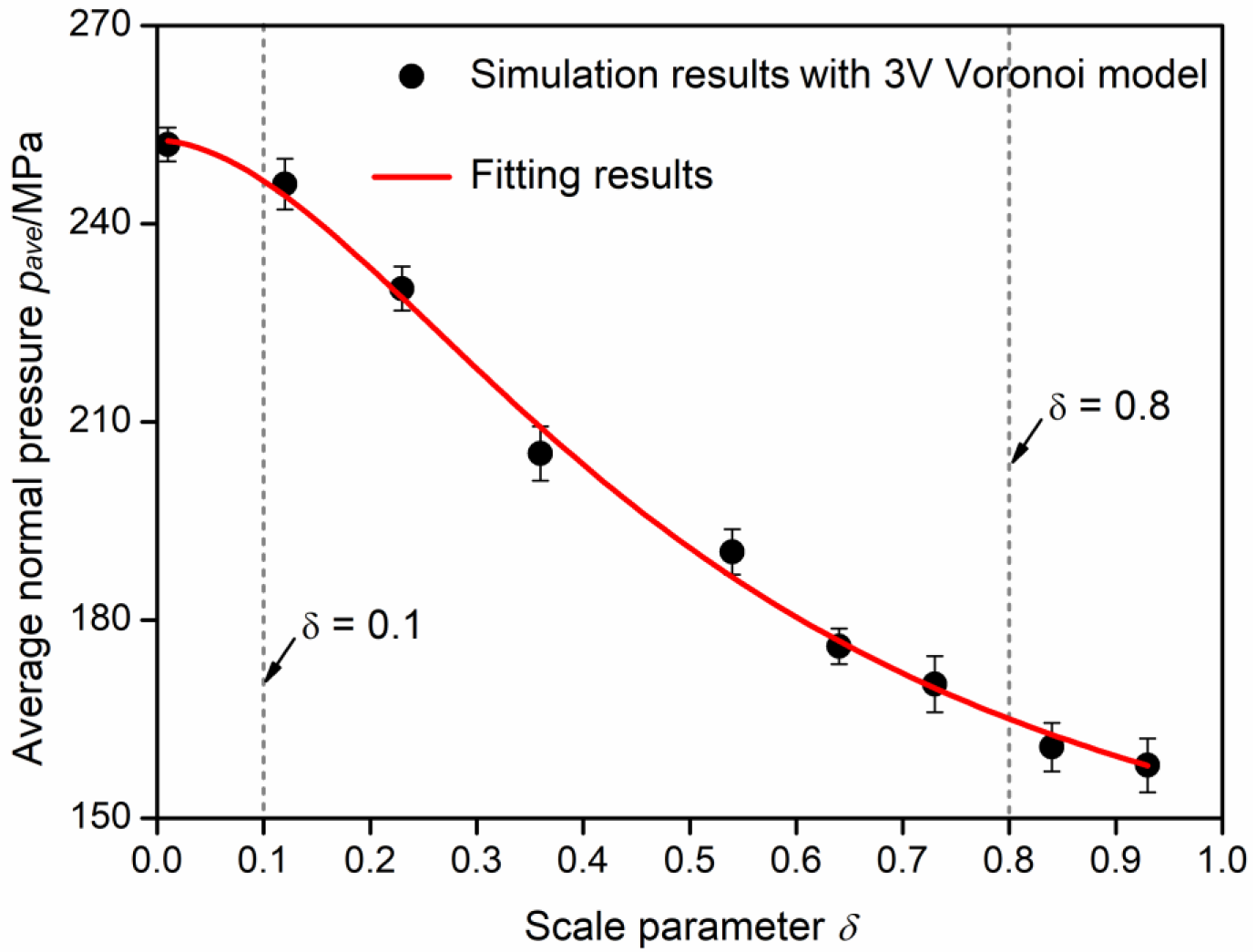
3.2.1. Influence of Size Effect on Normal Pressure of Contact Surface
3.2.2. Development of Roughness Prediction Model in Micro-Forming Based on 3D Voronoi Model
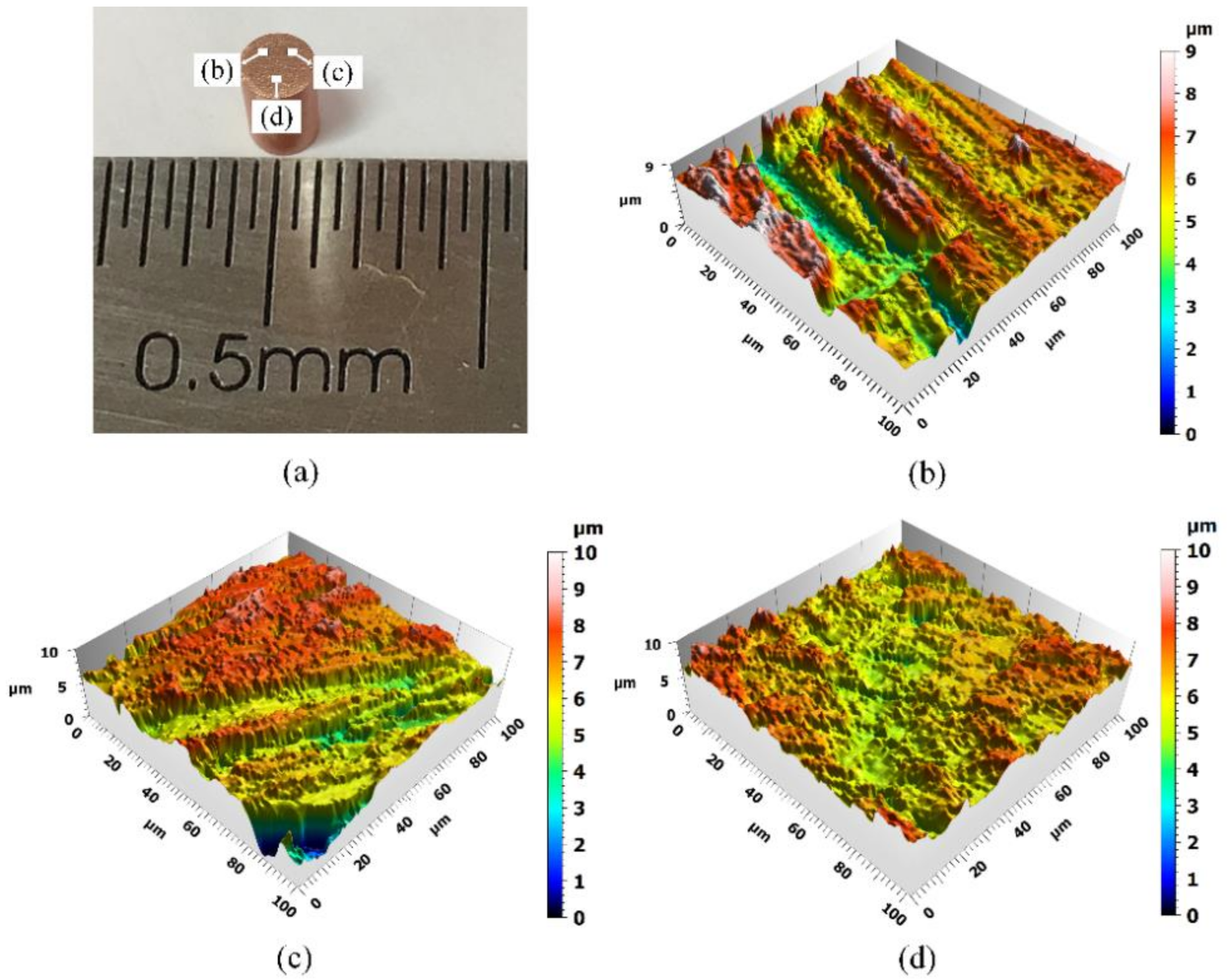
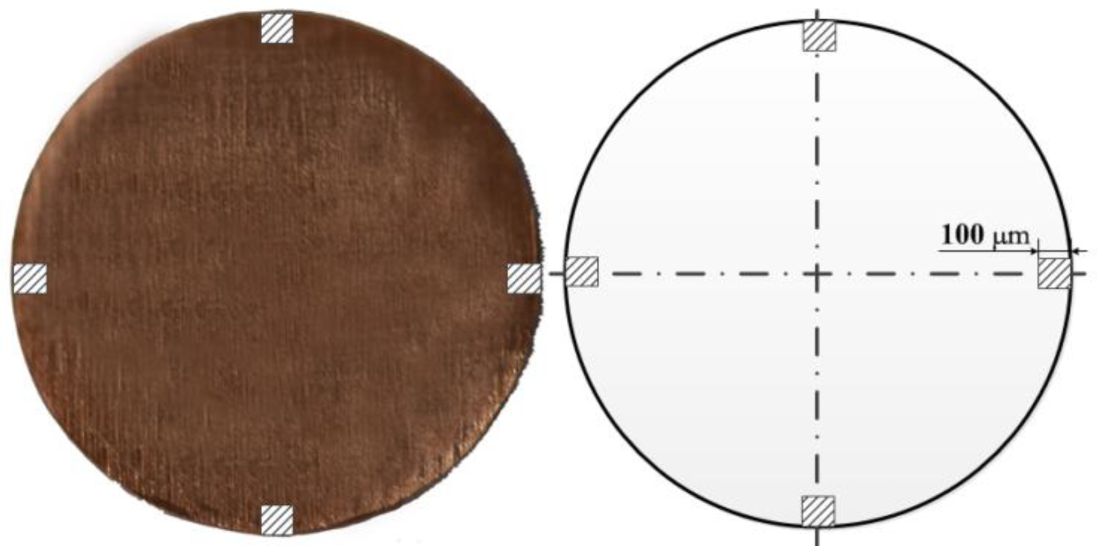
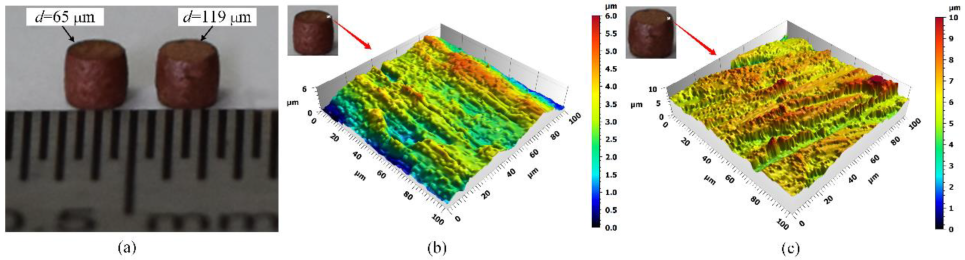
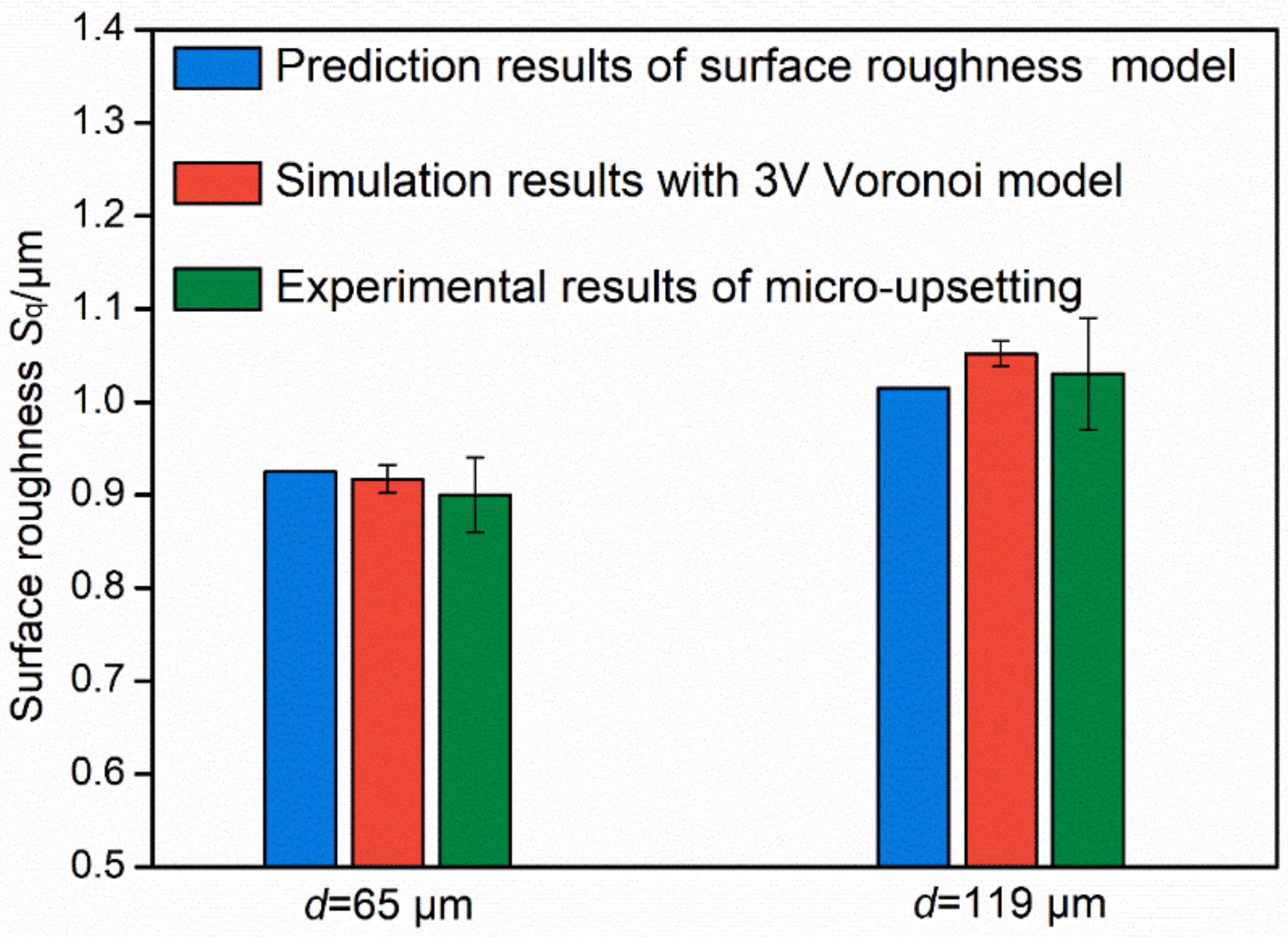
3.2.3. Verification of Roughness Prediction Model for Micro-Forming
4. Conclusions
- (1)
- The finite element model of polycrystalline pure copper with a 3D rough surface was developed. The simulation results show that the variation in the specimen roughness increases when the increase in initial specimen roughness. Moreover, the increase in grain size leads to the gradual increase in the specimen roughness after deformation. At the same time, the effect of grain orientations on surface roughness enhances with coarse grains.
- (2)
- The scale parameter was adopted to characterize the influence of size effect on the contact normal pressure and the surface roughness. As the scale parameter increases, the average contact normal pressure decreases gradually. For the scale parameter 0.1 < δ < 0.8, the surface roughness increases with the increase in scale parameter, which shows an apparent size effect.
- (3)
- A roughness prediction model for micro-formed parts was developed. By comparing with the surface roughness measurement results of micro-upsetting specimens with different grain sizes, the rationality and applicability of the established prediction model were verified. The established model can be used to predict and control the surface roughness of micro-formed parts, especially for the parts affected by size effect during deformation process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, J.H.; Xu, Z.T.; Li, X.N.; Peng, L.F.; Lai, X.M. An experimental study on a rapid micro imprinting process. J. Mater. Process. Technol. 2020, 283, 116716. [Google Scholar] [CrossRef]
- Guo, N.; Wang, J.; Sun, C.Y.; Zhang, Y.F.; Fu, M.W. Analysis of size dependent earing evolution in micro deep drawing of TWIP steel by using crystal plasticity modeling. Int. J. Mech. Sci. 2020, 165, 105200. [Google Scholar] [CrossRef]
- Luo, L.; Jiang, Z.Y.; Wei, D.B.; Jia, F.H. A study of influence of hydraulic pressure on micro-hydromechanical deep drawing considering size effects and surface roughness. Wear 2021, 477, 203803. [Google Scholar] [CrossRef]
- Behrens, G.; Trier, F.O.; Tetzel, H.; Vollertsen, F. Influence of tool geometry variations on the limiting drawing ratio in micro deep drawing. Int. J. Mater. Form. 2016, 9, 253–258. [Google Scholar] [CrossRef]
- Rathmann, L.; Vollertsen, F. Determination of a contact length dependent friction function in micro metal forming. J. Mater. Process. Technol. 2020, 286, 116831. [Google Scholar] [CrossRef]
- Anand, D.; Kumar, D.R. Effect of sheet thickness and grain size on forming limit diagrams of thin brass sheets. Adv. Intell. Syst. Comput. 2019, 1, 435–444. [Google Scholar] [CrossRef]
- Sail, K.; Aouici, H.; Hassani, S.; Fnides, B.; Belaadi, A.; Naitbouda, A.; Abdi, S. Influence of tribological parameters on S335 steel filing Ti-W-N in dry sliding wear: Prediction model and sliding condition optimization. Int. J. Adv. Manuf. Technol. 2017, 92, 4057–4071. [Google Scholar] [CrossRef]
- Hiegemann, L.; Weddeling, C.; Tekkaya, A.E. Analytical contact pressure model for predicting roughness of ball burnished surfaces. J. Mater. Process. Technol. 2016, 232, 63–77. [Google Scholar] [CrossRef]
- Hiegemann, L.; Weddeling, C.; Khalifa, N.B.; Tekkaya, A.E. Prediction of roughness after ball burnishing of thermally coated surfaces. J. Mater. Process. Technol. 2015, 217, 193–201. [Google Scholar] [CrossRef]
- Han, J.J.; Zhu, J.; Zheng, W.; Wang, G.C. Influence of metal forming parameters on surface roughness and establishment of surface roughness prediction model. Int. J. Mech. Sci. 2019, 163, 105093. [Google Scholar] [CrossRef]
- Anand, D.; Shrivastava, A.; Ravi, K.D. Size Effect on Surface Roughness of Very Thin Brass Sheets in Biaxial Stretching. Mater. Today Proc. 2019, 18, 2448–2453. [Google Scholar] [CrossRef]
- Peng, L.F.; Xu, Z.T.; Gao, Z.Y.; Fu, M.W. A constitutive model for metal plastic deformation at micro/meso scale with consideration of grain orientation and its evolution. Int. J. Mech. Sci. 2018, 138, 74–85. [Google Scholar] [CrossRef]
- Kubo, M.; Nakazawa, Y.; Hama, T.; Takuda, H. Effect of Microstructure on Surface Roughening in Stretch Forming of Steel Sheets. ISIJ Int. 2017, 57, 2185–2193. [Google Scholar] [CrossRef] [Green Version]
- Kubo, M.; Hama, T.; Tsunemi, Y.; Nakazawa, Y.; Takuda, H. Influence of Strain Ratio on Surface Roughening in Biaxial Stretching of IF Steel Sheets. ISIJ Int. 2018, 58, 704–713. [Google Scholar] [CrossRef] [Green Version]
- Kishimoto, T.; Suematsu, S.; Sakaguchi, H.; Tashima, K.; Kajino, S.; Gondo, S.; Suzuki, S. Effect of crystal orientation on inner surface roughness of micro metal tubes in hollow sinking. Mater. Sci. Eng. A 2021, 805, 140792. [Google Scholar] [CrossRef]
- Yoshida, K. Effects of grain-scale heterogeneity on surface roughness and sheet metal necking. Int. J. Mech. Sci. 2014, 83, 48–56. [Google Scholar] [CrossRef]
- Wang, S.W.; Zhang, S.H.; Song, H.W.; Chen, Y. Surface roughness improvement of the bent thin-walled copper tube by controlling the microstructure and texture components. Procedia Manuf. 2020, 50, 613–617. [Google Scholar] [CrossRef]
- Han, J.J.; Zheng, W.; Xu, S.B.; Dang, G.H. The regionalized modelling and simulation of the micro-tensile process based on 3D Voronoi model. Mater. Today Commun. 2022, 31, 103614. [Google Scholar] [CrossRef]
- Sun, F.W.; Meade, E.D.; Dowd, O.N. Strain gradient crystal plasticity modelling of size effects in a hierarchical martensitic steel using the Voronoi tessellation method. Int. J. Plast. 2019, 119, 215–229. [Google Scholar] [CrossRef]
- Stout, K.J. Development of Methods for the Characterisation of Roughness in Three Dimensions; Penton Press: London, UK, 2000. [Google Scholar]
- Majumdar, A.; Tien, C.L. Fractal characterization and simulation of rough surfaces. Wear 1990, 136, 313–327. [Google Scholar] [CrossRef]
- Huang, X.; Borrego, A.; Pantleon, W. Polycrystal deformation and single crystal deformation dislocation structure and flow stress in copper. Mater. Sci. Eng. A 2001, 319, 237–241. [Google Scholar] [CrossRef]
- Clausen, B.; Lorentzen, T.; Leffers, T. Self-consistent modelling of the plastic deformation of FCC polycrystals and its implications for diffraction measurements of internal stress. Acta Mater. 1998, 46, 3087–3098. [Google Scholar] [CrossRef]
- Han, J.J.; Lin, Y.; Zheng, W.; Wang, G.C. Experimental and numerical investigations on size effect of friction in meso-/micro-forming without lubricant. Int. J. Adv. Manuf. Technol. 2020, 106, 4869–4877. [Google Scholar] [CrossRef]
- Wanheim, T.; Bay, N.; Petersen, A.S. A theoretically determined model for friction in metal working processes. Wear 1974, 28, 251–258. [Google Scholar] [CrossRef]
- Pan, S.; Han, Y.Y.; Wei, S.; Wei, Y.X.; Xia, L.; Xie, L.; Kong, X.R.; Yu, W. A model based on Gauss Distribution for predicting window behavior in building. Build. Environ. 2019, 149, 210–219. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type <411> | Type <100> | Type <111> | |
|---|---|---|---|
| Volume fraction (λ) | 0.06 | 0.22 | 0.72 |
| orientation factor (M) | 2.64 | 2.45 | 3.67 |
| Grain size d/μm | 30 | 50 | 80 | 100 | 120 | 150 | 180 |
| Scale parameter δ | 0.23 | 0.36 | 0.54 | 0.64 | 0.73 | 0.84 | 0.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Zheng, W.; Chen, Q.; Sun, J.; Xu, S. Study on Size Effect of Surface Roughness Based on the 3D Voronoi Model and Establishment of Roughness Prediction Model in Micro-Metal Forming. Coatings 2022, 12, 1659. https://doi.org/10.3390/coatings12111659
Han J, Zheng W, Chen Q, Sun J, Xu S. Study on Size Effect of Surface Roughness Based on the 3D Voronoi Model and Establishment of Roughness Prediction Model in Micro-Metal Forming. Coatings. 2022; 12(11):1659. https://doi.org/10.3390/coatings12111659
Chicago/Turabian StyleHan, Juanjuan, Wei Zheng, Qingqiang Chen, Jie Sun, and Shubo Xu. 2022. "Study on Size Effect of Surface Roughness Based on the 3D Voronoi Model and Establishment of Roughness Prediction Model in Micro-Metal Forming" Coatings 12, no. 11: 1659. https://doi.org/10.3390/coatings12111659
APA StyleHan, J., Zheng, W., Chen, Q., Sun, J., & Xu, S. (2022). Study on Size Effect of Surface Roughness Based on the 3D Voronoi Model and Establishment of Roughness Prediction Model in Micro-Metal Forming. Coatings, 12(11), 1659. https://doi.org/10.3390/coatings12111659