


Experimental Study on Fatigue Performance of Welded Hollow Spherical Joints Reinforced by CFRP


Abstract
:1. Introduction
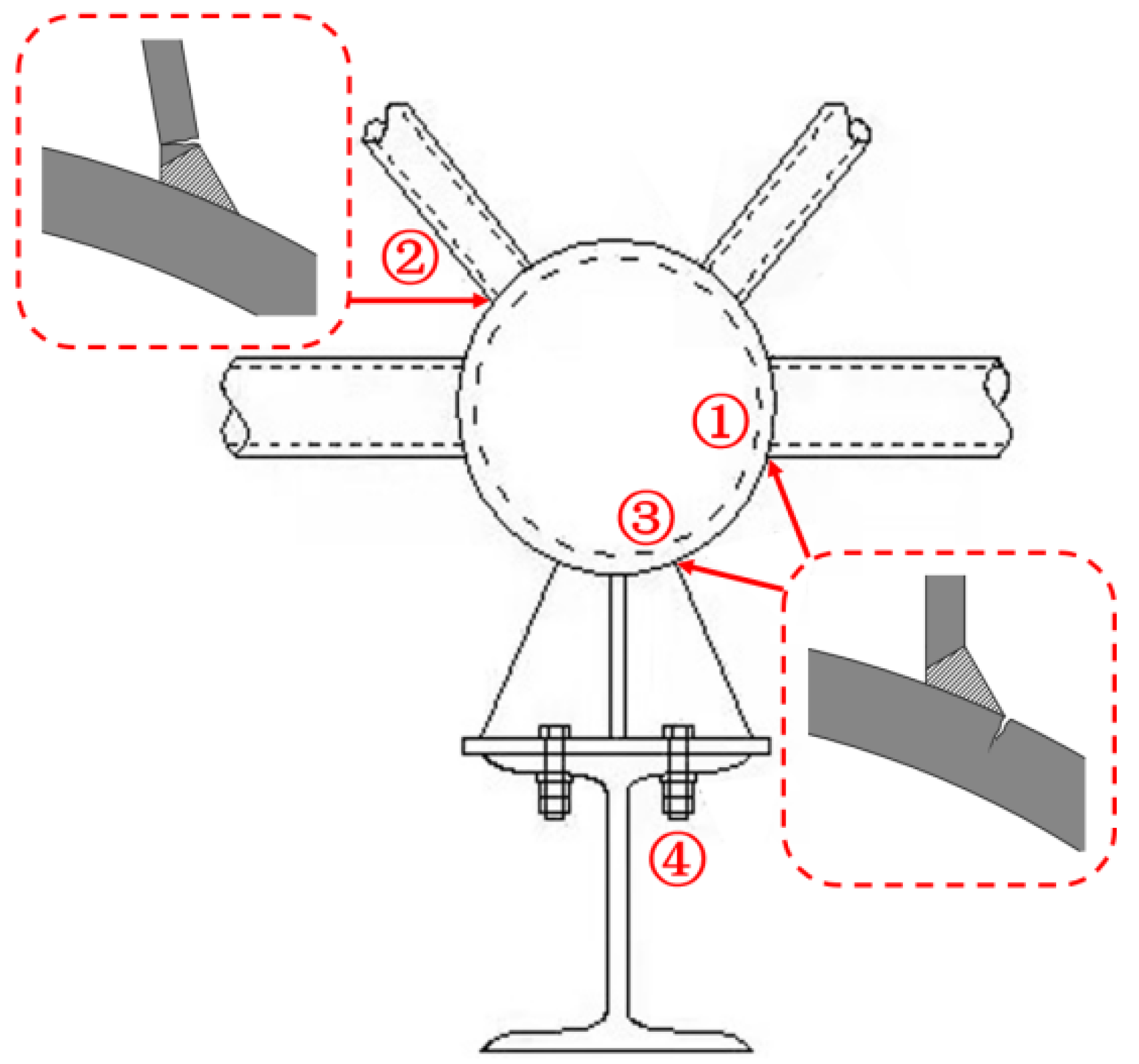
2. Stress Concentration Analysis
2.1. SCF of WHSJ
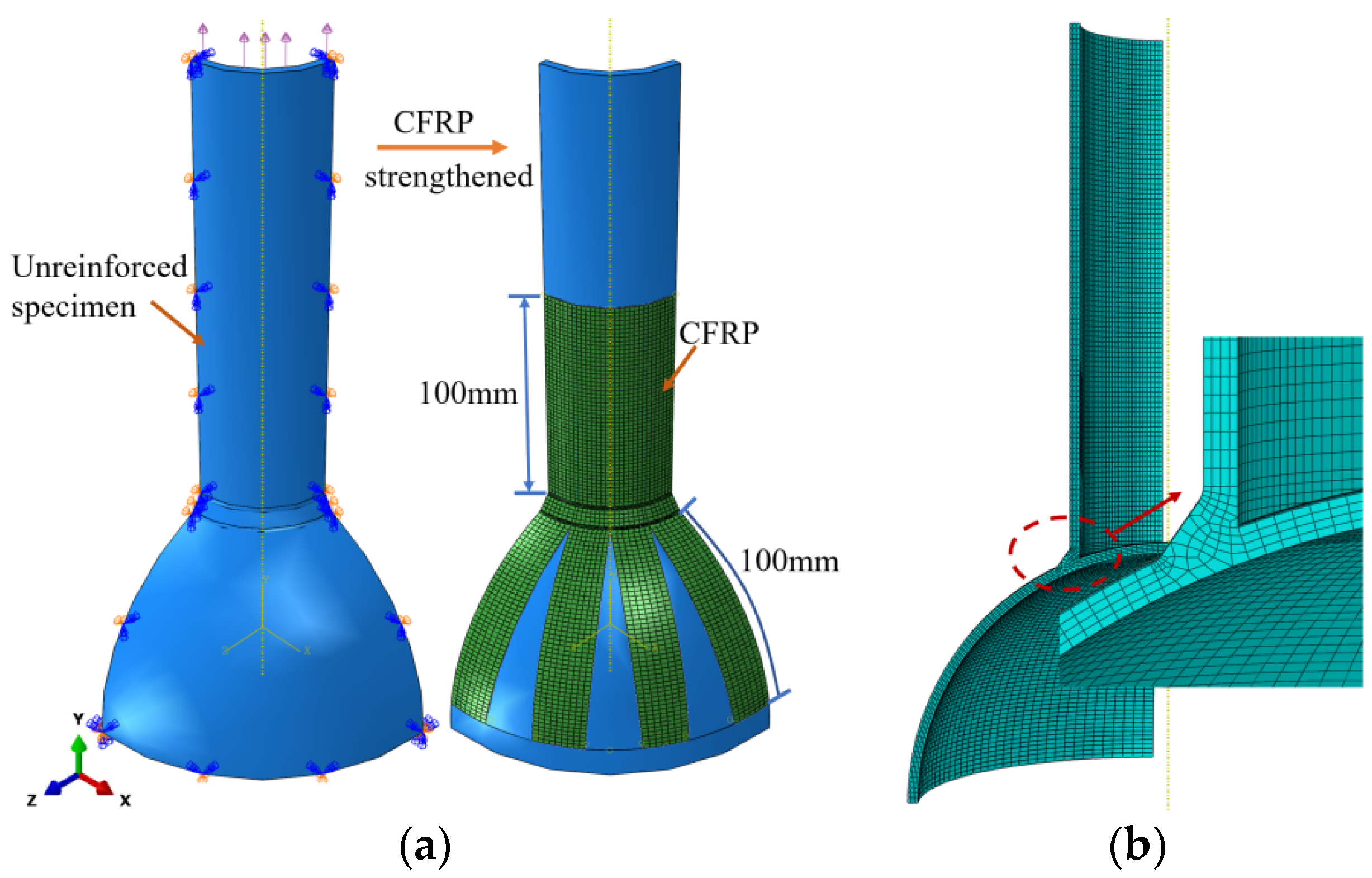
2.2. SCF of CFRP-Strengthened WHSJ
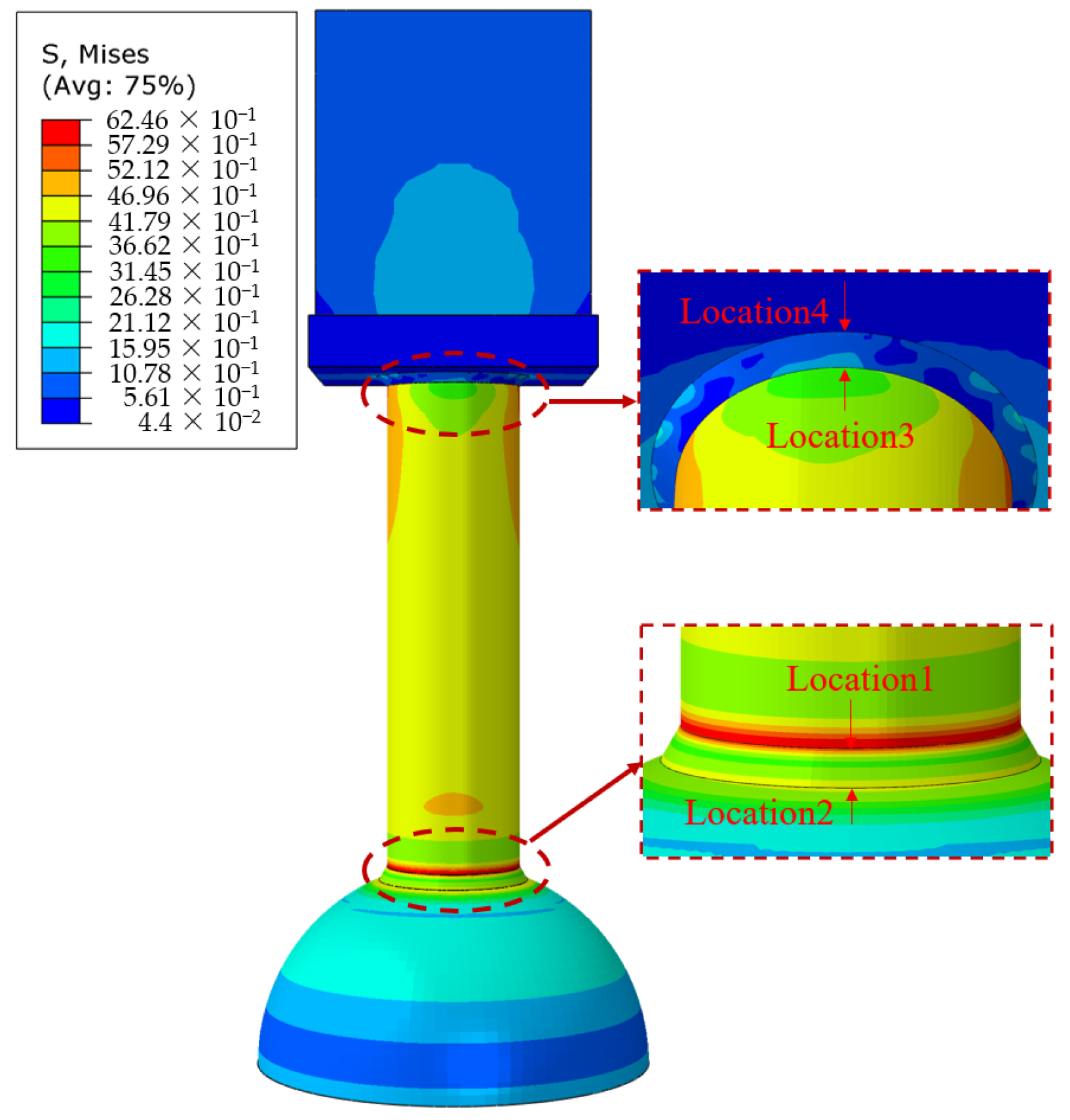
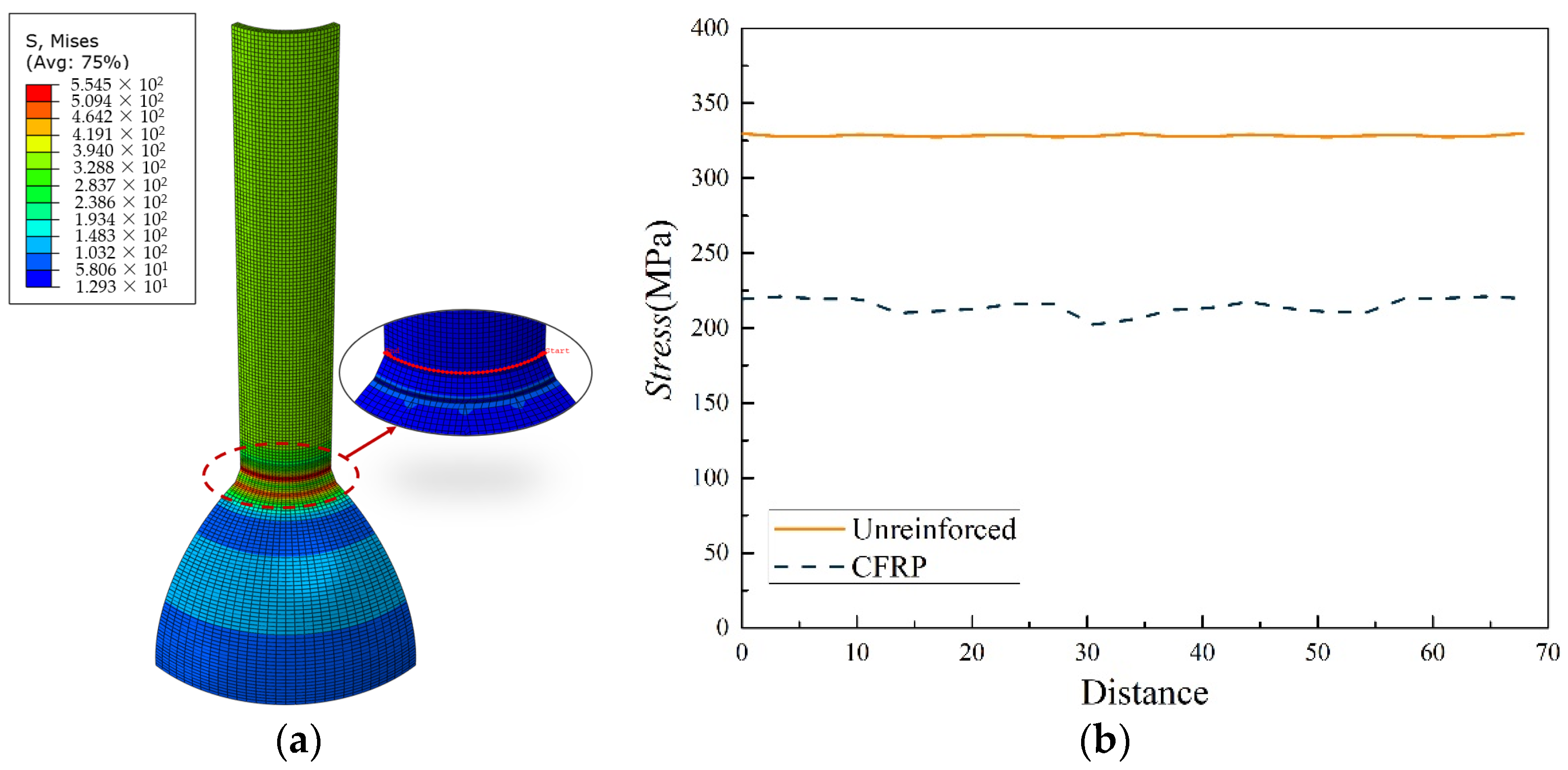
2.3. FEA Results
3. Experimental Program
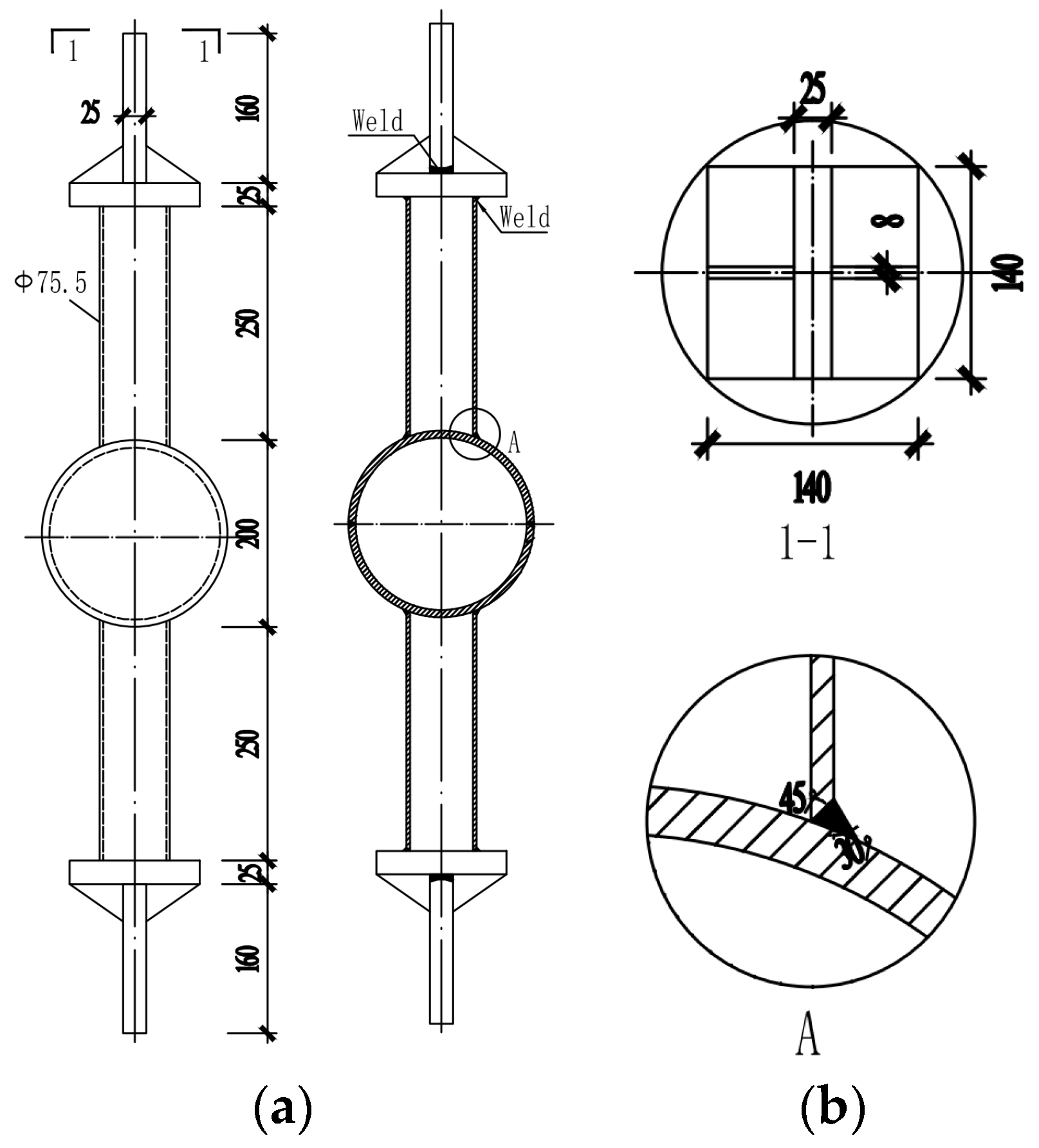
3.1. Specimen Design
3.2. Visual Examination
3.2.1. Size Recheck
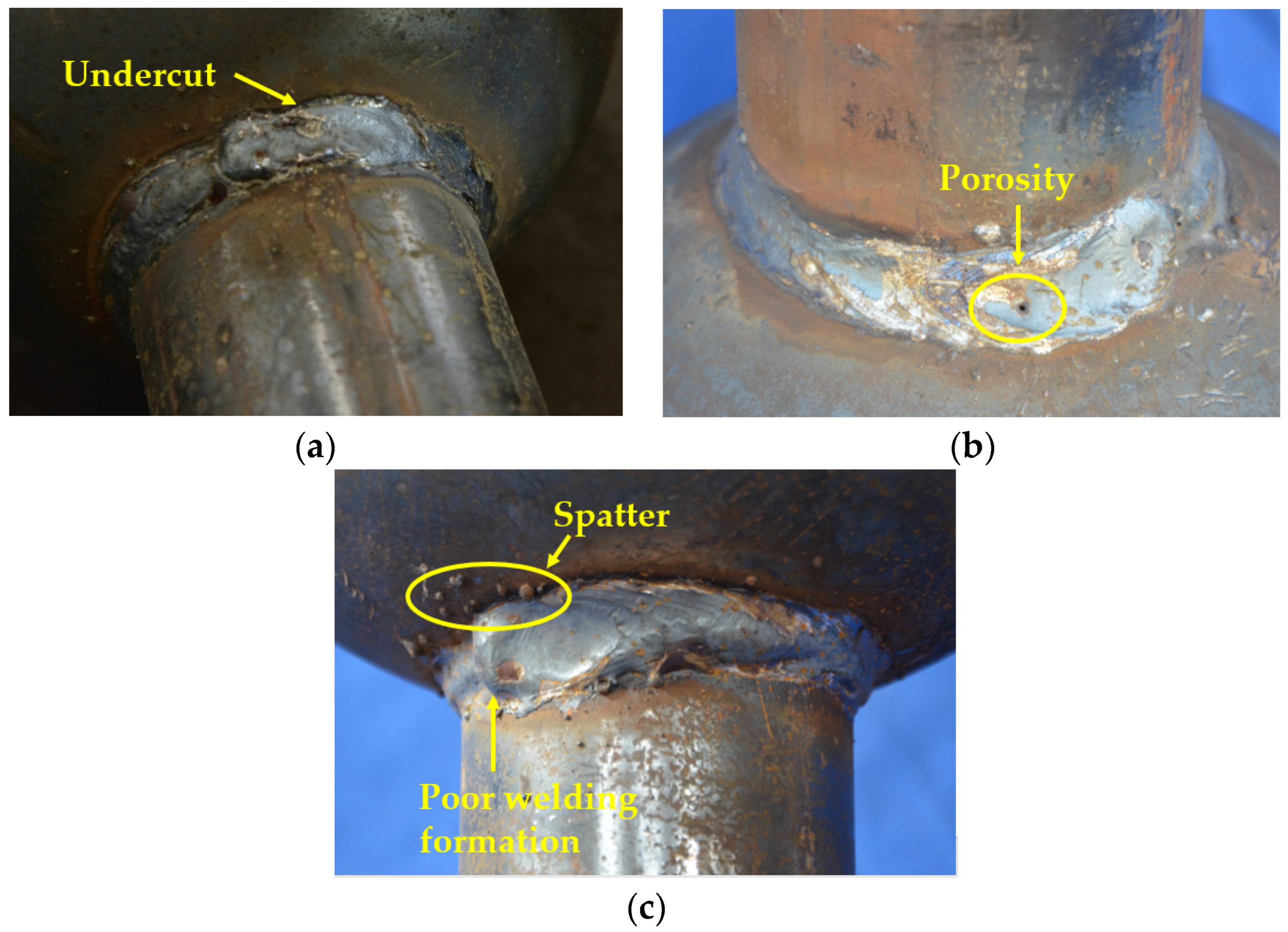
3.2.2. Weld Appearance
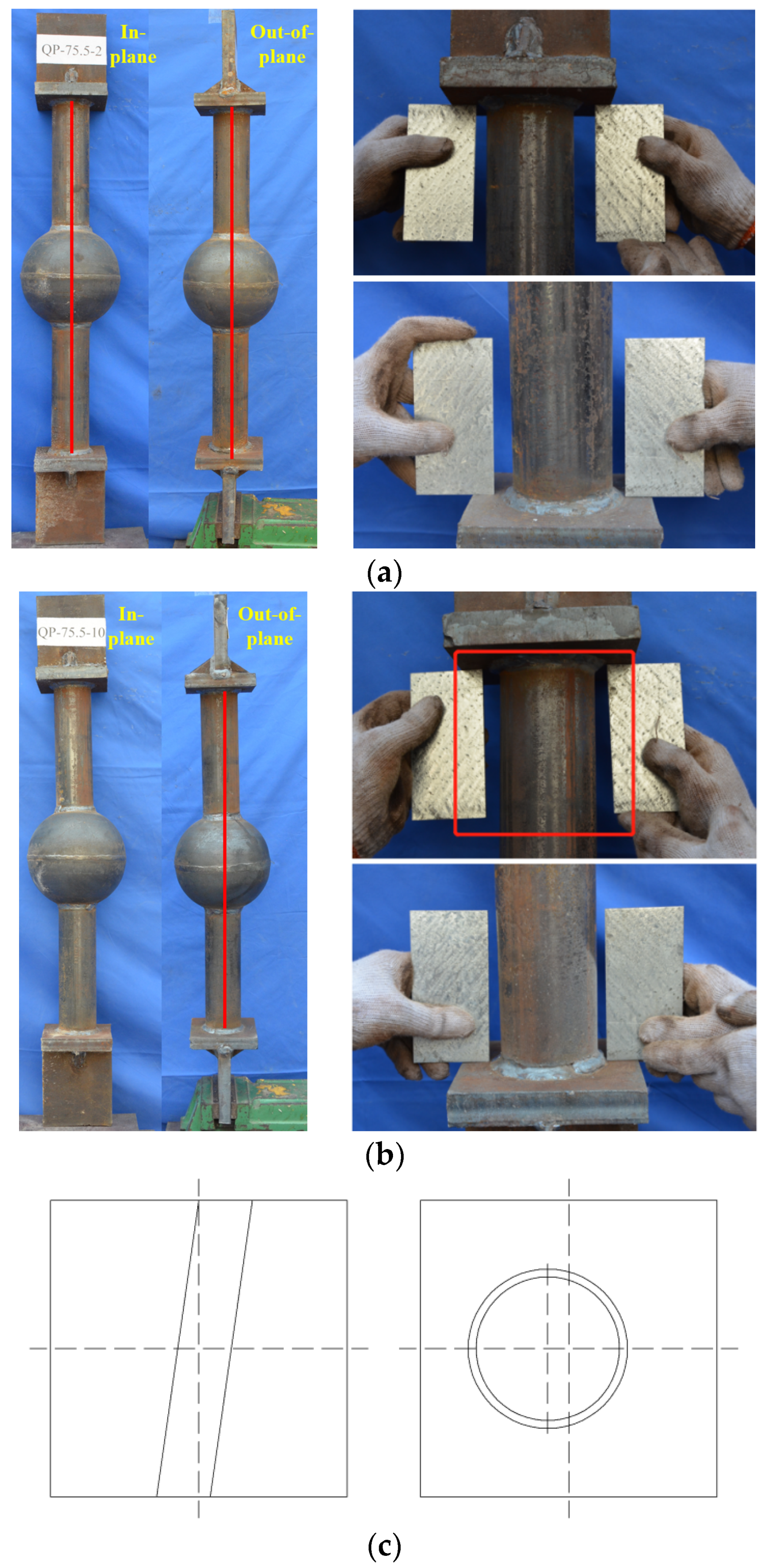
3.2.3. Coaxiality
- (1)
- In-plane and out-of-plane tilt of branch pipe,
- (2)
- Branch pipe not perpendicular to endplate,
- (3)
- Projection line of the chuck on endplate surface not perpendicular to endplate edge,
- (4)
- Branch pipe centroid not coinciding with endplate centroid.
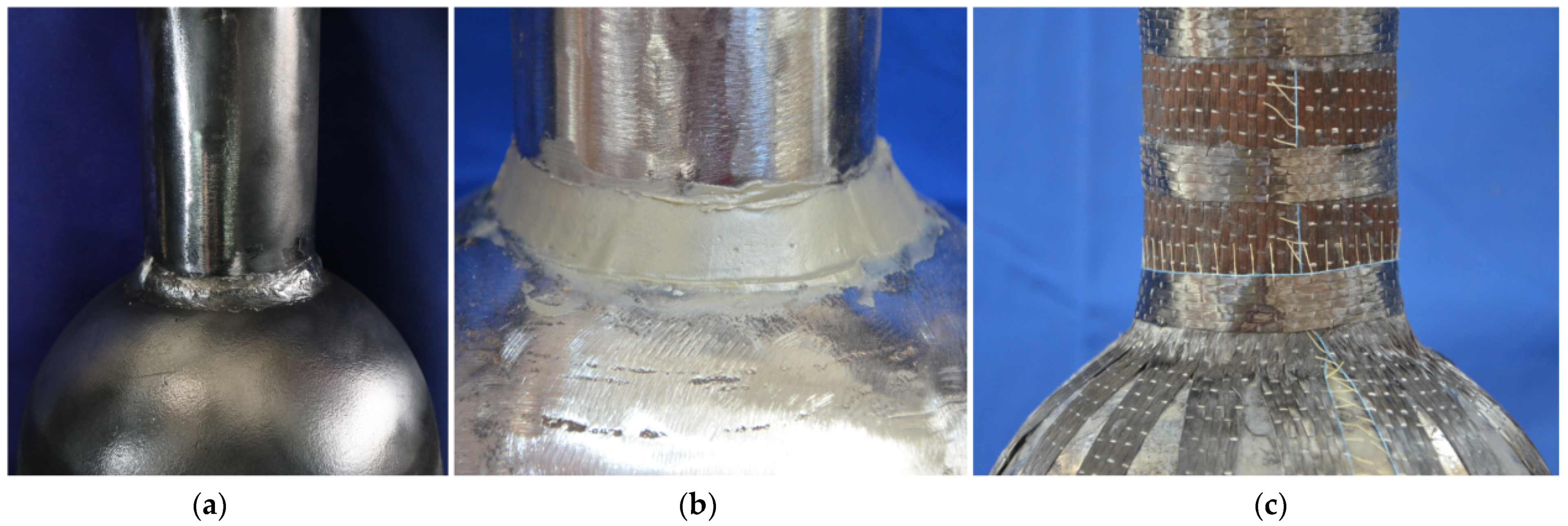
3.3. Specimen Construction
3.4. Loading Scheme
4. Results and Discussion
4.1. Failure Mode
4.2. Data Statistics
4.3. Contrastive Analysis
5. Fatigue Design Method
6. Conclusions
- (1)
- The ranking of the SCF at the weld toe of the WHSJs was as follows: weld toe in steel tube of tube–ball connection weld (Location 1) > weld toe in steel tube of tube–endplate connection weld (Location 3) > weld toe in sphere of tube–ball connection weld (Location 2) > weld toe in plate of tube–endplate connection weld (Location 4). The maximum stress at Location 1 was reduced by 32.93% after CFRP pasting.
- (2)
- The fatigue fracture of the unreinforced WHSJ occurred at Location 1, whereas the failure position was transferred to Location 3 after reinforcement, which was consistent with the finite element simulation results.
- (3)
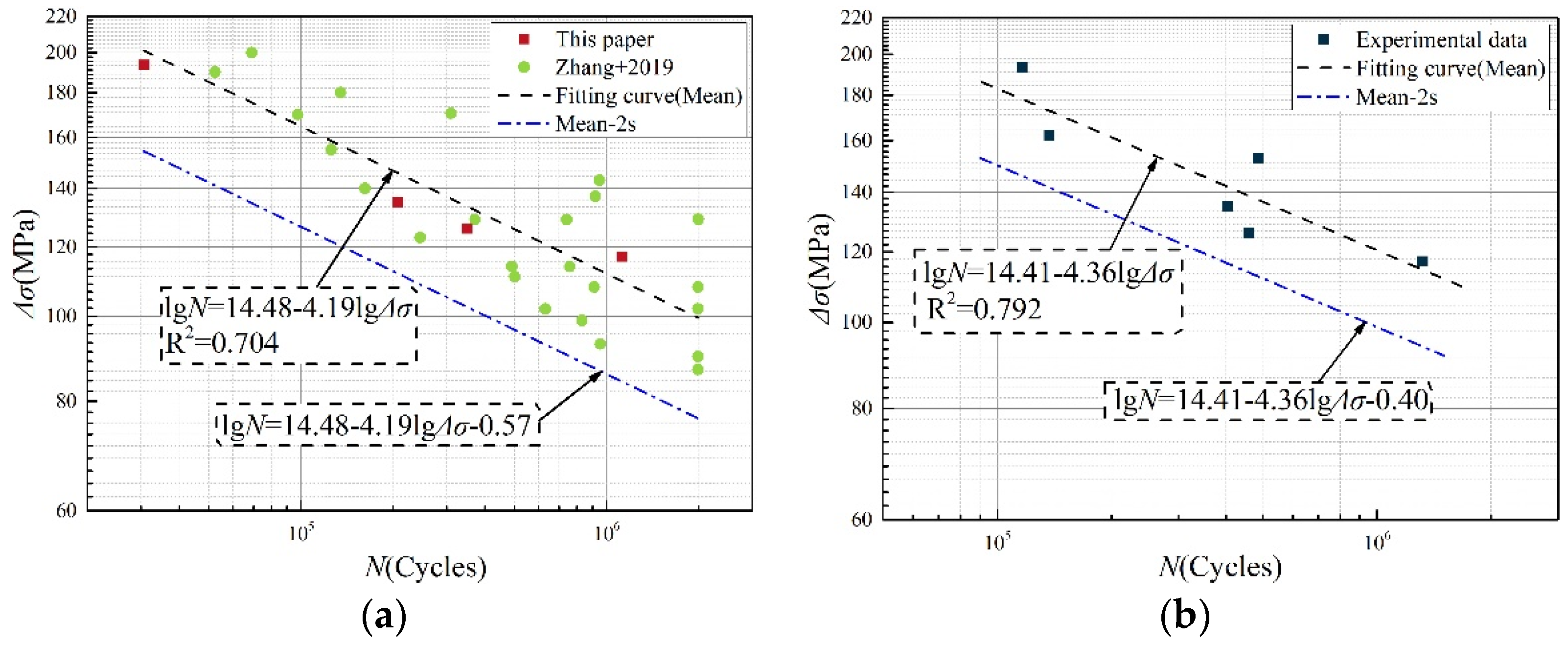
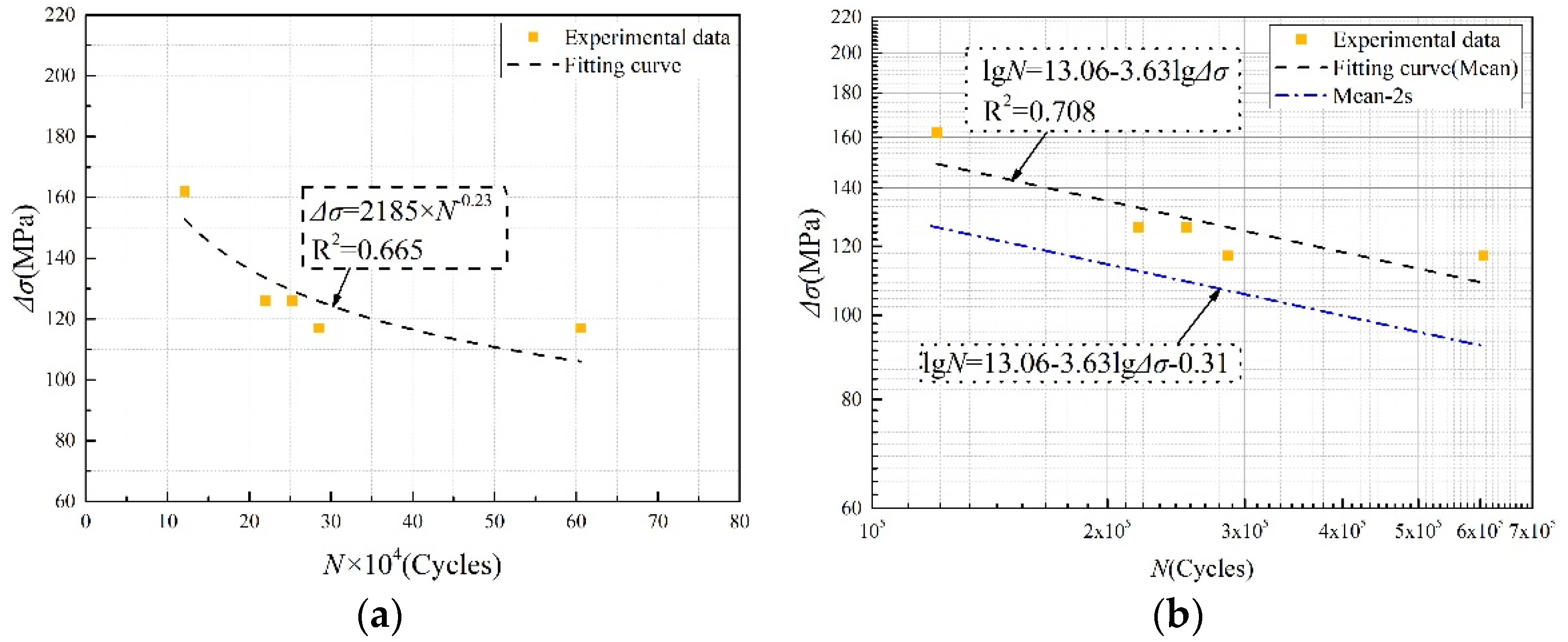
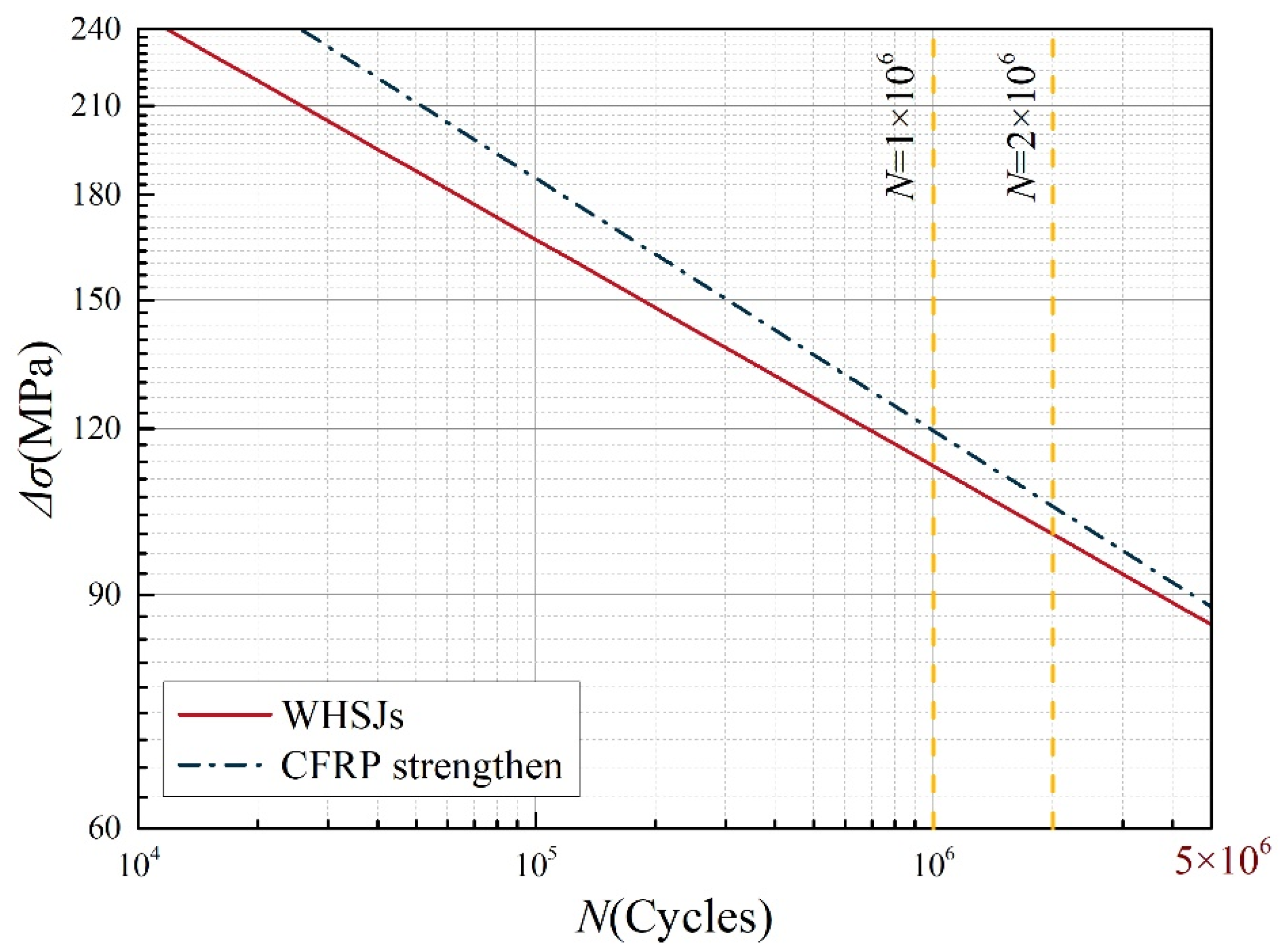
- The S-N curves at the weld toe of the WHSJs before and after reinforcement were as follows:Taking as the reference period, the lower limit of allowable stress amplitudes under 97.7% survival probability were 65.35 MPa and 58.73 MPa, respectively.
- (4)
- No fatigue failure appeared in the reinforced area of WHSJs. Thus, the increase in fatigue life of WHSJs was conservative on the basis of the test results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, X. Present situation in development of planar space grid structures in China. Steel Constr. 1994, 9, 13–20. (In Chinese) [Google Scholar]
- Lei, H. Research status and trend of welded hollow spherical joints grid structures. In Proceedings of the Sixth Annual Conference of Spatial Structure of Chinese Society of Civil Engineering, Beijing, China, 2–6 December 1992; p. 5. (In Chinese). [Google Scholar]
- Lei, H. Research on static and fatigue behaviour of welded hollow spherical joints in space trusses. J. Build. Struct. 1993, 14, 2–7. (In Chinese) [Google Scholar]
- Yan, Y. Theory Analysis and Testing Study on Fatigue Properties of the Steel Pipe-Welded Hollow Spherical Joints in Space Latticed Structure; Taiyuan University of Technology: Taiyuan, China, 2013. (In Chinese) [Google Scholar]
- Jiao, J.F.; Lei, H.G.; Chen, Y.-F. Experimental Study on Variable-Amplitude Fatigue of Welded Cross Plate-Hollow Sphere Joints in Grid Structures. Adv. Mater. Sci. Eng. 2018, 2018, 8431584. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J. Experimental and Theoretical Research on Constant Amplitude Fatigue Properties of Weld Toe in Steel Tube of Welded Hollow Spherical Joints in Grid Structures; Taiyuan University of Technology: Taiyuan, China, 2019. (In Chinese) [Google Scholar]
- GB 50017-2017; Standard for Design of Steel Structures. China Architecture and Building Press: Beijing, China, 2017. (In Chinese)
- Xu, X.; Shu, T.; Zheng, J.; Luo, Y. Experimental and numerical study on compressive behavior of welded hollow spherical joints with external stiffeners. J. Constr. Steel Res. 2022, 188, 107034. [Google Scholar] [CrossRef]
- Zang, Q.; Liu, H.; Li, Y.; Chen, Z.; Li, X. Mechanical properties of welded hollow spherical joints reinforced with external ribs under axial tension. Spat. Struct. 2022, 28, 71–78. (In Chinese) [Google Scholar]
- Li, X. Study on Welded Hollow Spherical Joints Strengthened while Under Load; Tianjin University: Tianjin, China, 2021. (In Chinese) [Google Scholar]
- Li, C. Experimental Research and Finite Element Analysis on the Welded Hollow Spherical Joints Strengthened by Steel Thimble out Side the Ball; Tianjin University: Tianjin, China, 2021. (In Chinese) [Google Scholar]
- Chen, T.; Huang, C.; Hu, L.; Song, X. Experimental study on mixed-mode fatigue behavior of center cracked steel plates repaired with CFRP materials. Thin-Walled Struct. 2019, 135, 486–493. [Google Scholar] [CrossRef]
- Zhao, E. Testing Analysis of Fatigue Durability of Welded Steel Structures Reinforced by CFRP; Hefei University of Technology: Hefei, China, 2011. (In Chinese) [Google Scholar]
- Zhang, N.; Yue, Q.R.; Yang, Y.X.; Hu, L.Q.; Peng, F.M.; Cai, P.; Zhao, Y.; Wei, G.Z.; Zhang, Y.S. Research on the fatigue tests of steel structure member reinforced with CFRP. Ind. Constr. 2004, 4, 19–21. (In Chinese) [Google Scholar]
- Tong, L.; Yu, Q.; Zhao, X.-L. Experimental study on fatigue behavior of butt-welded thin-walled steel plates strengthened using CFRP sheets. Thin-Walled Struct. 2020, 147, 106471. [Google Scholar] [CrossRef]
- Jie, Z.; Wang, K.; Liang, S. Residual stress influence on fatigue crack propagation of CFRP strengthened welded joints. J. Constr. Steel Res. 2022, 196, 107443. [Google Scholar] [CrossRef]
- Chen, T.; Zhao, X.L.; Gu, X.L.; Xiao, Z.G. Numerical analysis on fatigue crack growth life of non-load-carrying cruciform welded joints repaired with FRP materials. Compos. Part B Eng. 2014, 56, 171–177. [Google Scholar] [CrossRef]
- Jie, Z.; Wang, W.; Fang, R.; Zhuge, P.; Ding, Y. Stress intensity factor and fatigue analysis of cracked cruciform welded joints strengthened by CFRP sheets considering the welding residual stress. Thin-Walled Struct. 2020, 154, 106818. [Google Scholar] [CrossRef]
- Chen, T.; Yu, Q.Q.; Gu, X.L.; Zhao, X.L. Study on fatigue behavior of strengthened non-load-carrying cruciform welded joints using carbon fiber sheets. Int. J. Struct. Stab. Dyn. 2012, 12, 179–194. [Google Scholar] [CrossRef]
- Amraei, M.; Jiao, H.; Zhao, X.L.; Tong, L.W. Fatigue testing of butt-welded high strength square hollow sections strengthened with CFRP. Thin-Walled Struct. 2017, 120, 260–268. [Google Scholar] [CrossRef]
- Tong, L.; Xu, G.; Zhao, X.L.; Yan, Y. Fatigue tests and design of CFRP-strengthened CHS gap K-joints. Thin-Walled Struct. 2021, 163, 107694. [Google Scholar] [CrossRef]
- Mohamed, H.S.; Zhang, L.; Shao, Y.B.; Yang, X.S.; Shaheen, M.A.; Suleiman, M.F. Stress concentration factors of CFRP-reinforced tubular K-joints via Zero Point Structural Stress Approach. Mar. Struct. 2022, 84, 103239. [Google Scholar] [CrossRef]
- Xiao, Z.; Zhao, X.L.; Mashiri, F.R.; Xu, B. Fatigue Experiments on CFRP Repaired Welded Thin-Walled Rhsto-Rhs Cross-Beam Connection. In Proceedings of the 10th International Symposium on Structural Engineering for Young Experts (ISSEYE10), Changsha, China, 19–21 October 2008; pp. 971–978. [Google Scholar]
- Wang, J. Research on Fatigue of Steel Crane Beam Strengthened with CFRP; Shijiazhuang Tiedao University: Shijiazhuang, China, 2021. (In Chinese) [Google Scholar]
- Zhao, F. FE Analysis of Welded Steel Beam Strengthened by CFRP; Hefei University of Technology: Hefei, China, 2009. (In Chinese) [Google Scholar]
- Xu, S. Research of the Fatigue Test of Welded Steel Structure Reinforced by CFRP; Hefei University of Technology: Hefei, China, 2008. (In Chinese) [Google Scholar]
- JGJ-2010; Technical Specification for Space Frame Structures. China Architecture and Building Press: Beijing, China, 2010. (In Chinese)
- GB 50205-2020; Standard for Acceptance of Construction Quality of Steel Structures. China Planning Press: Beijing, China, 2020. (In Chinese)
- SY/T 5768-2016; Welded Steel Tubes for General Construction. National Energy Administration: Beijing, China, 2016. (In Chinese)


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Type | Life Improvement (%) |
|---|---|
| Butt joint | 418 [12]; 97.19 [13] |
| Cruciform welded joint | 57–66.5 [16]; 218 [19] |
| Tubular welded joint | 408.82 [20]; 138 [21] |
| Welded steel beam | 213.28 [24]; 93.7 [26] |
| Material | Elastic Modulus (GPa) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| CFRP | 240 | − | 3512.7 | 1.7 |
| Adhesive | 2.9 | − | 60.1 | 3.40 |
| Tube | 206 | 407 | 518 | 22.5 |
| Test Pieces | ||||||||
|---|---|---|---|---|---|---|---|---|
| Test Value | Error | Upper | Lower | Error | Upper | Lower | Error | |
| QP-76 | 7.28 | −9.04% | 76.10 | 76.05 | 0.86% | 3.72 | 3.72 | −1.01% |
| Loading Grade | ||||||
|---|---|---|---|---|---|---|
| 1 | 181.74 | 18.17 | 215 | 21.5 | 193.5 | 0.1 |
| 2 | 152.15 | 15.22 | 180 | 18 | 162 | 0.1 |
| 3 | 143.70 | 14.37 | 170 | 17 | 153 | 0.1 |
| 4 | 126.79 | 12.68 | 150 | 15 | 135 | 0.1 |
| 5 | 118.34 | 11.83 | 140 | 14 | 126 | 0.1 |
| 6 | 109.89 | 10.99 | 130 | 13 | 117 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, Y.; Lei, H.; Jin, S. Experimental Study on Fatigue Performance of Welded Hollow Spherical Joints Reinforced by CFRP. Coatings 2022, 12, 1585. https://doi.org/10.3390/coatings12101585
Duan Y, Lei H, Jin S. Experimental Study on Fatigue Performance of Welded Hollow Spherical Joints Reinforced by CFRP. Coatings. 2022; 12(10):1585. https://doi.org/10.3390/coatings12101585
Chicago/Turabian StyleDuan, Yutong, Honggang Lei, and Shihong Jin. 2022. "Experimental Study on Fatigue Performance of Welded Hollow Spherical Joints Reinforced by CFRP" Coatings 12, no. 10: 1585. https://doi.org/10.3390/coatings12101585
APA StyleDuan, Y., Lei, H., & Jin, S. (2022). Experimental Study on Fatigue Performance of Welded Hollow Spherical Joints Reinforced by CFRP. Coatings, 12(10), 1585. https://doi.org/10.3390/coatings12101585