
The Surface Properties of an Aviation Aluminum Alloy after Laser Cleaning


Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Experimental Materials
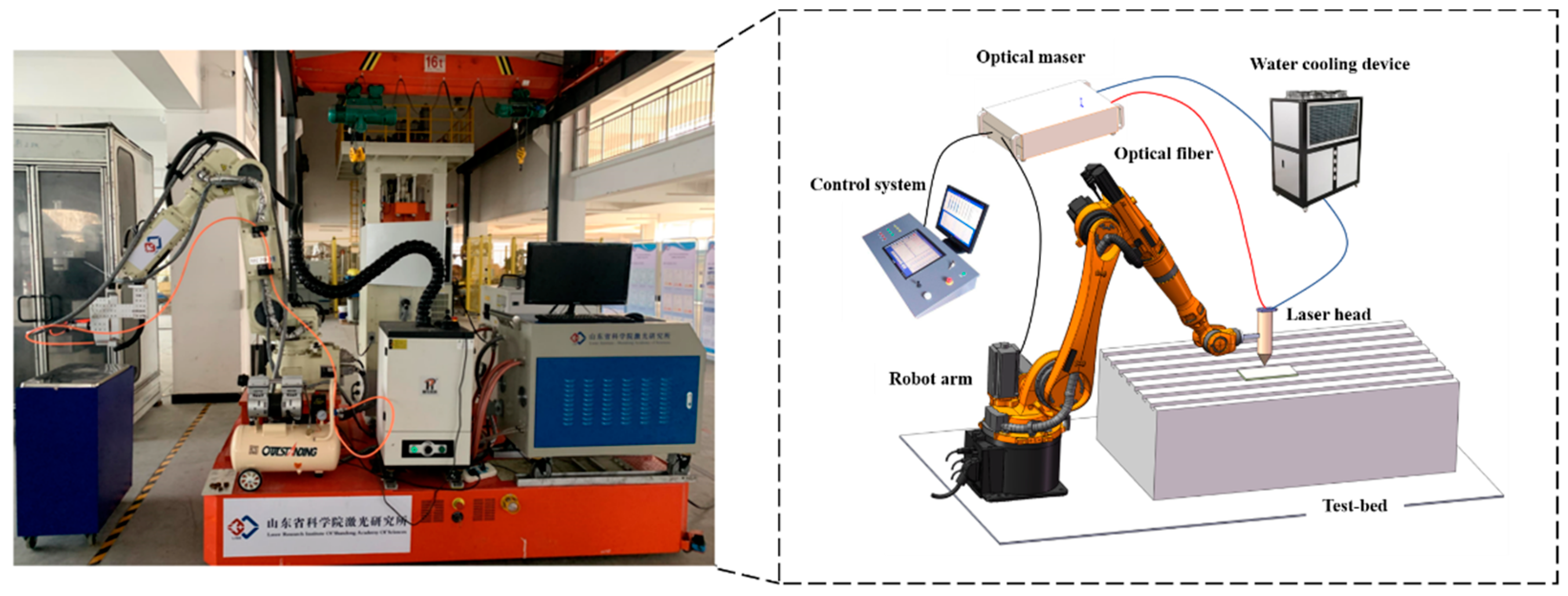
2.2. Laser Cleaning Experiment
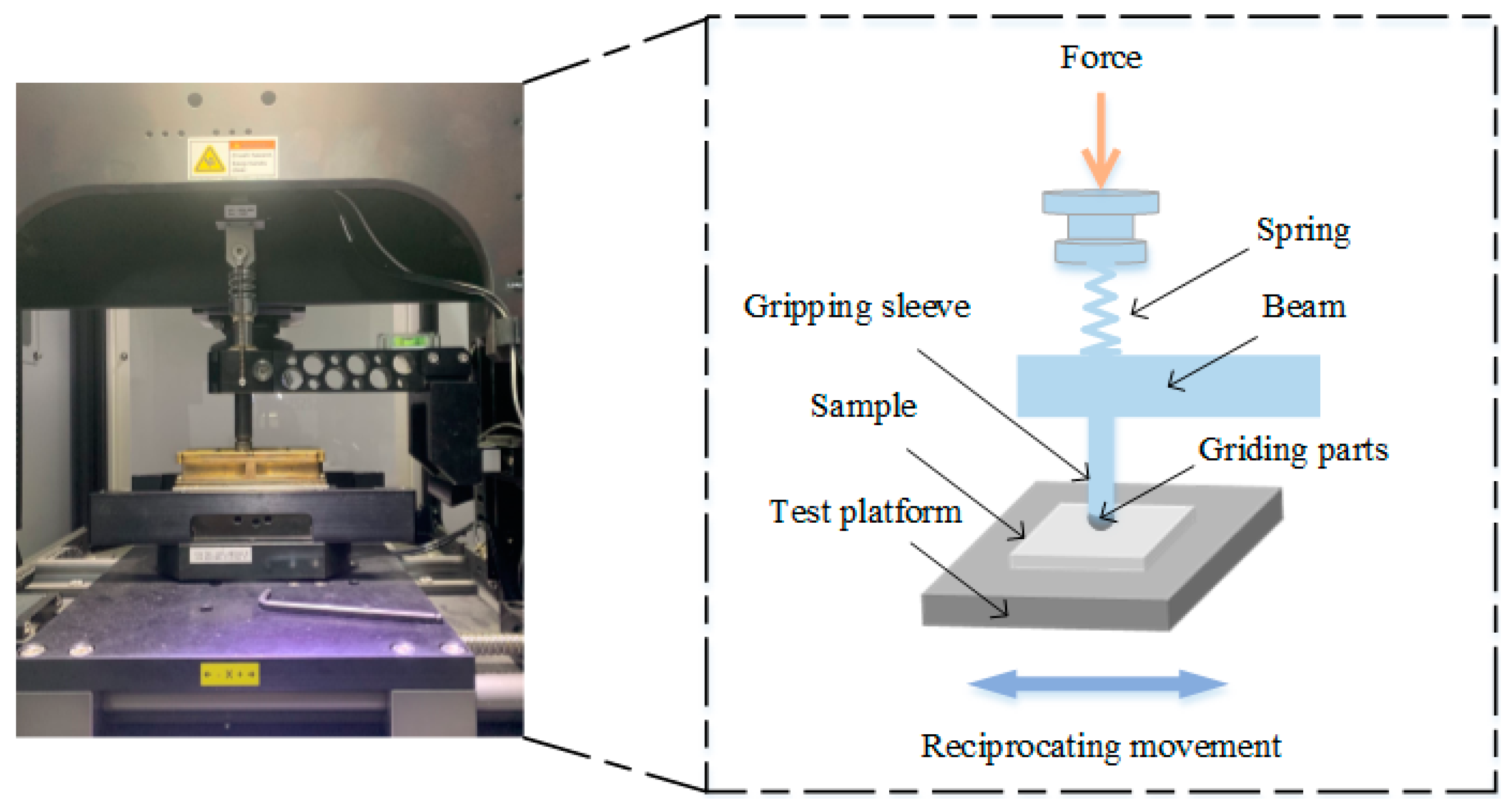
2.3. Friction and Wear Experiments
2.4. Microhardness and Residual Stress Experiments
3. Results and Discussion
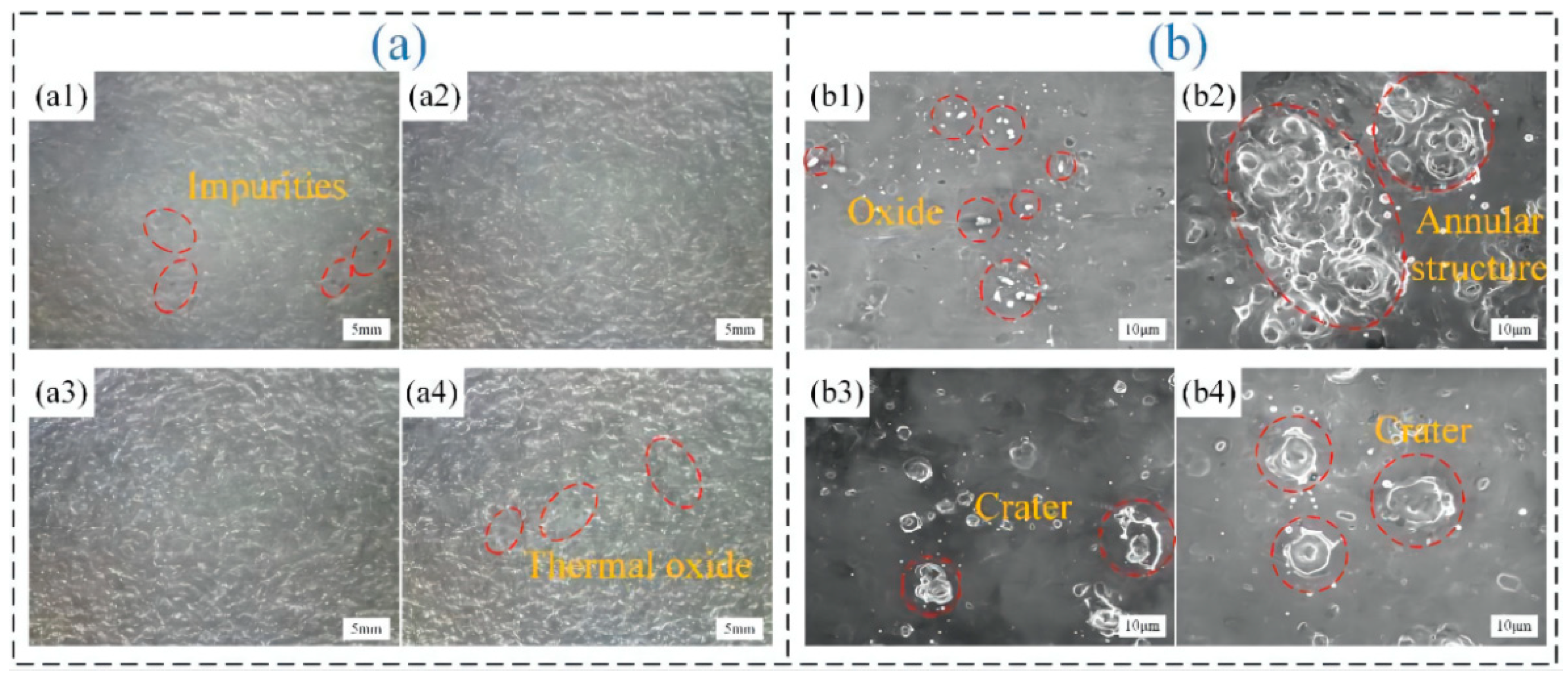
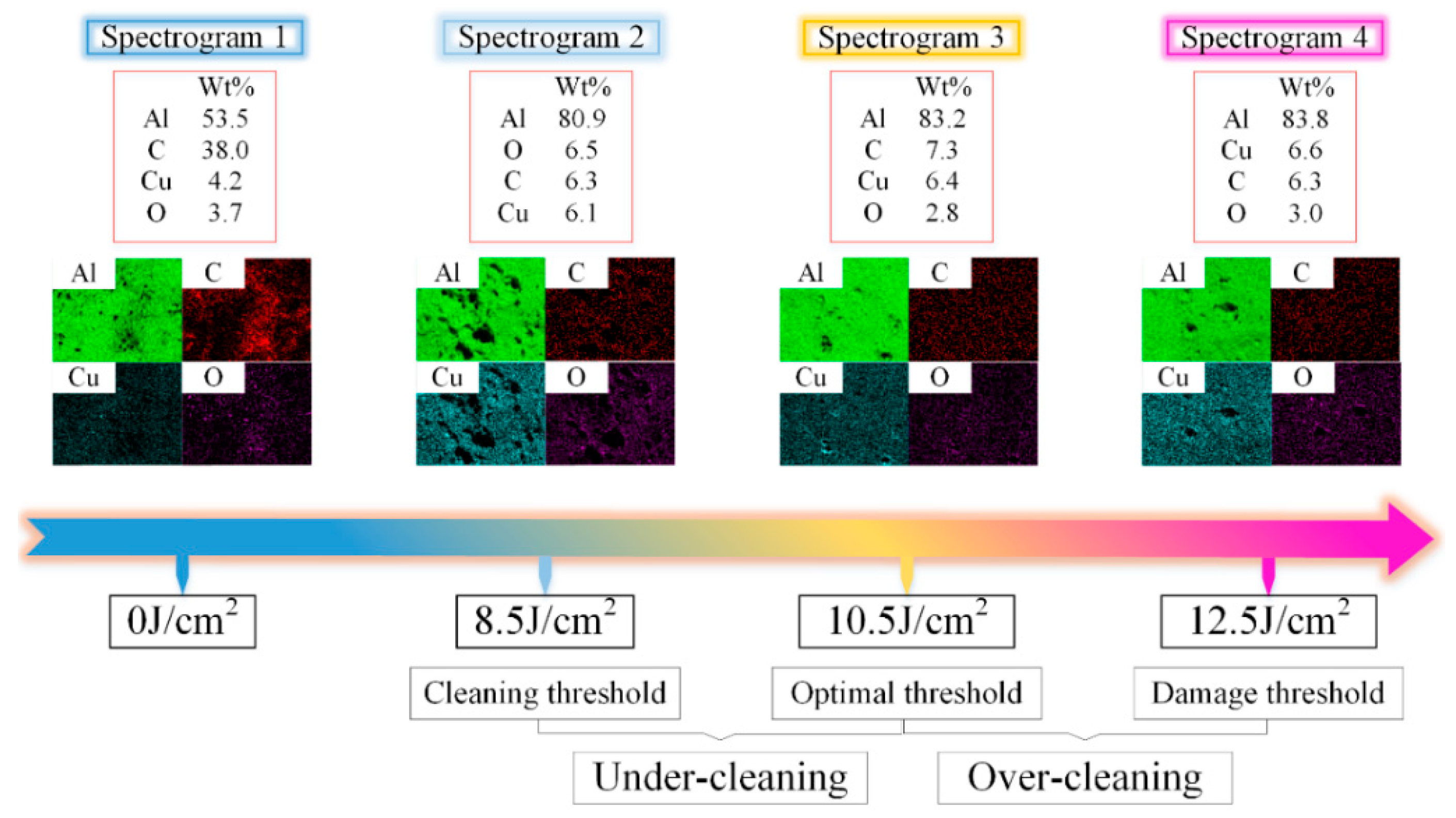
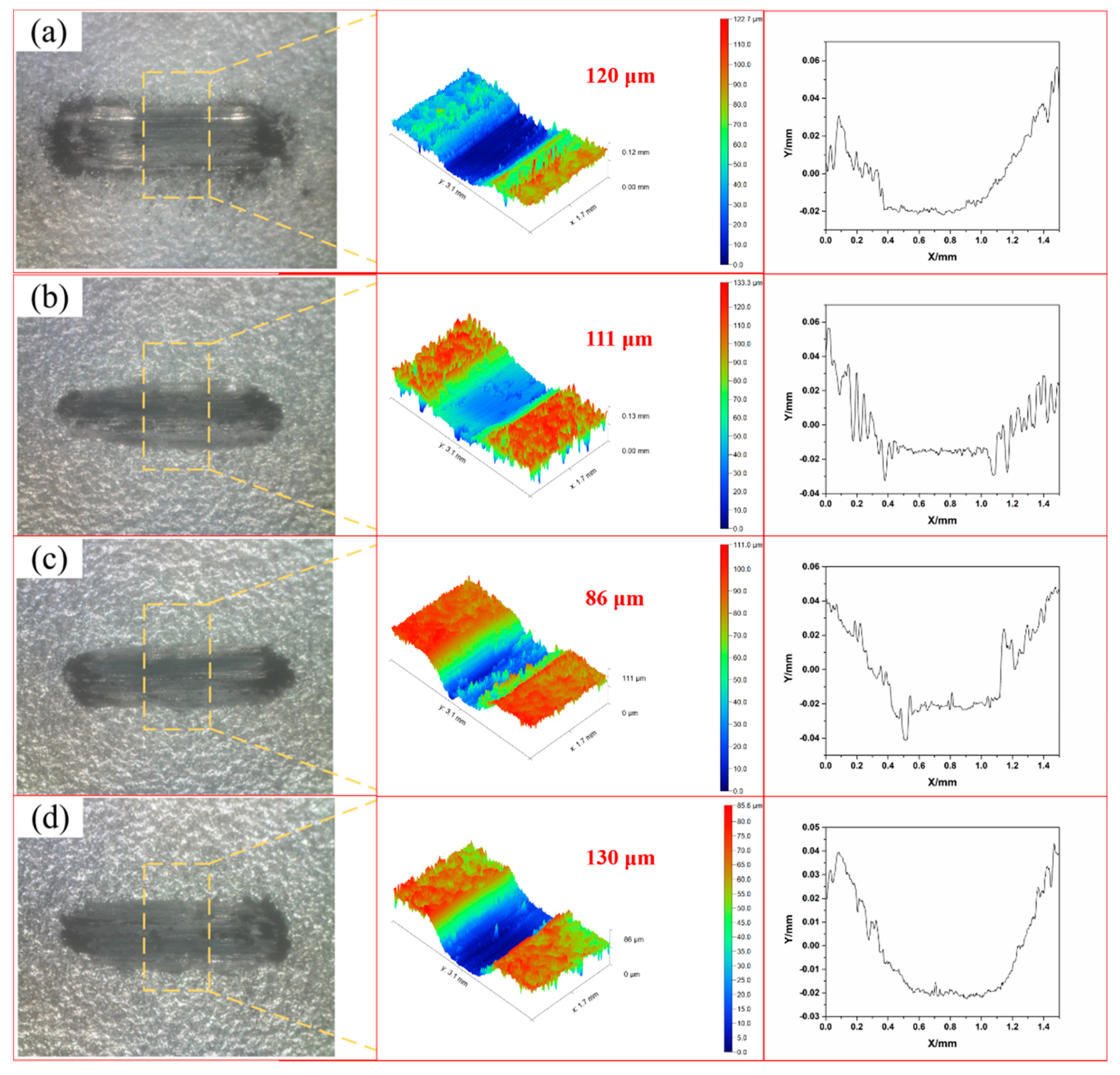
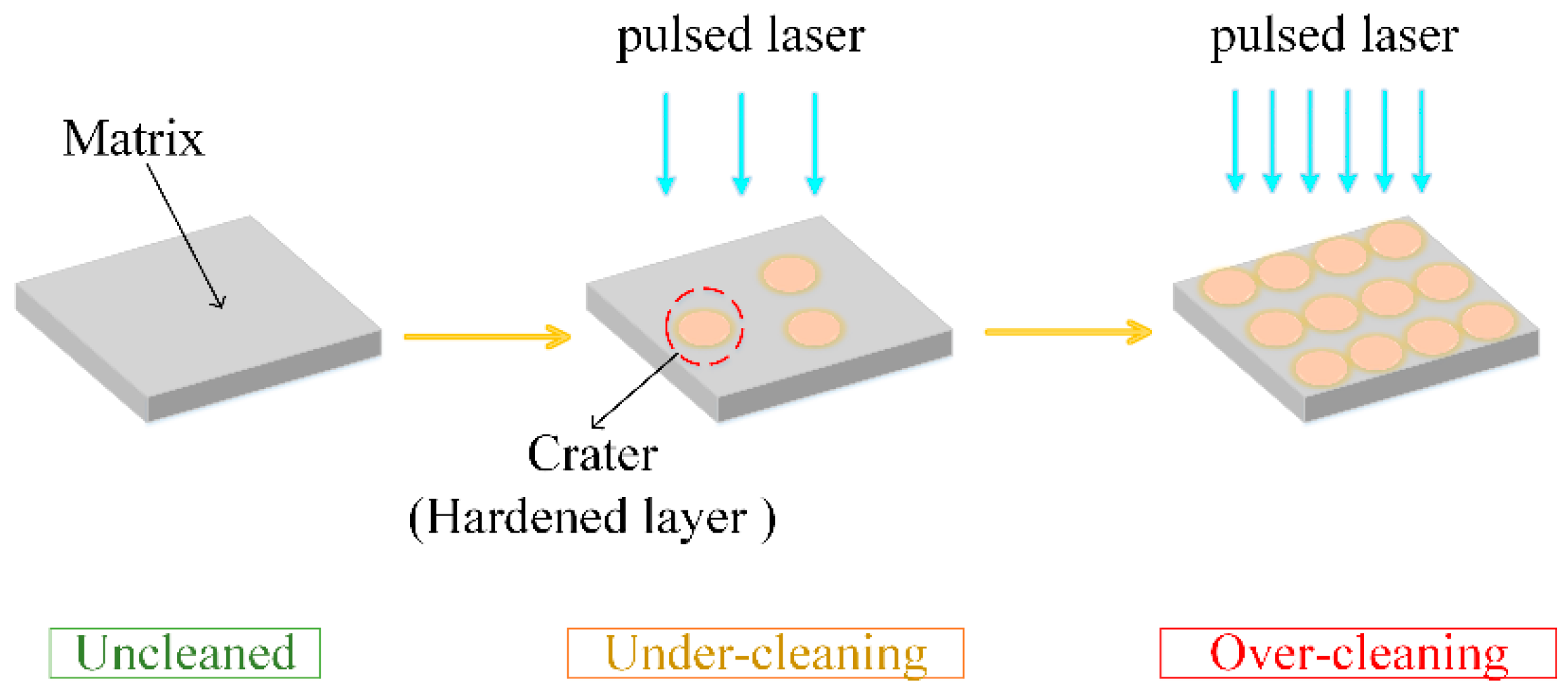
3.1. Surface Morphology of the Aluminum Alloy after Laser Cleaning
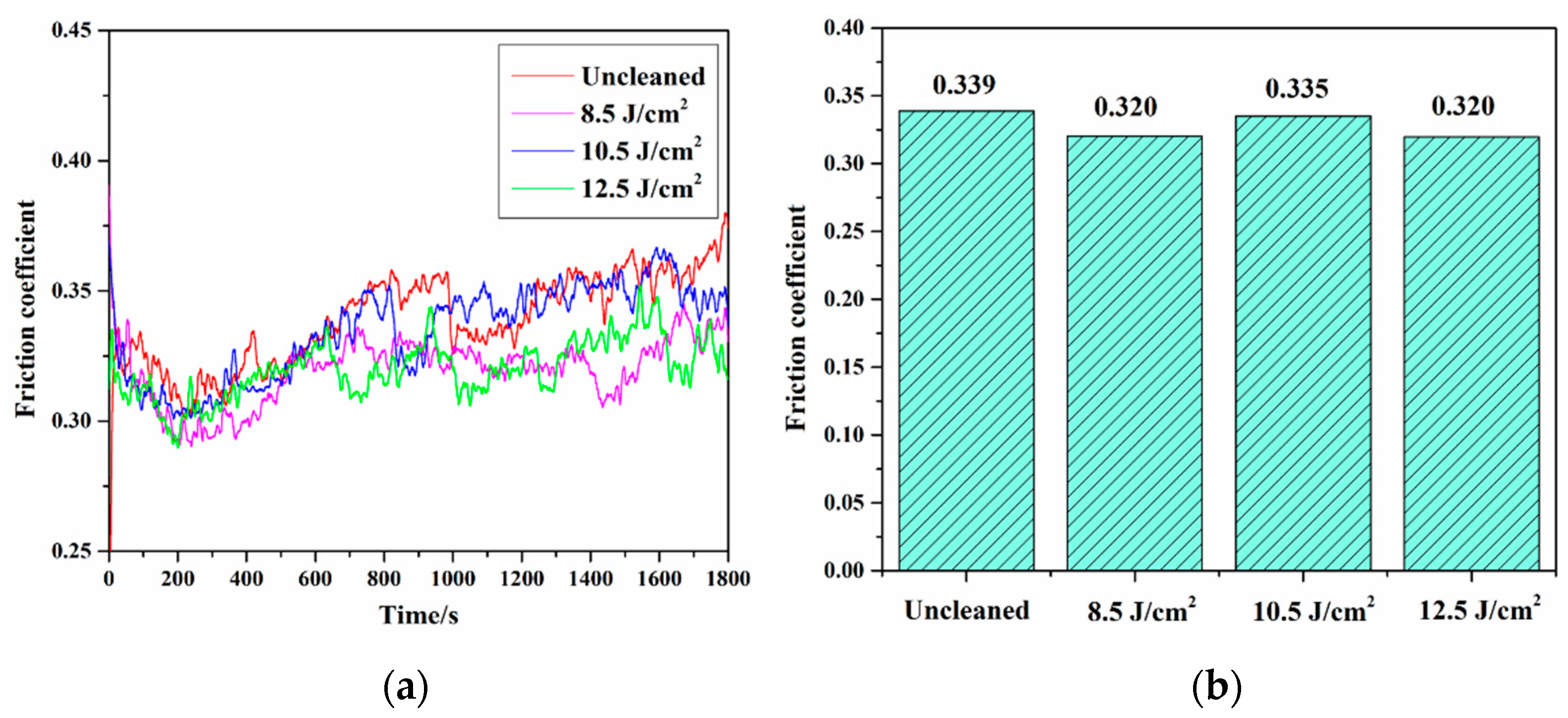
3.2. Friction and Wear Properties after Laser Cleaning
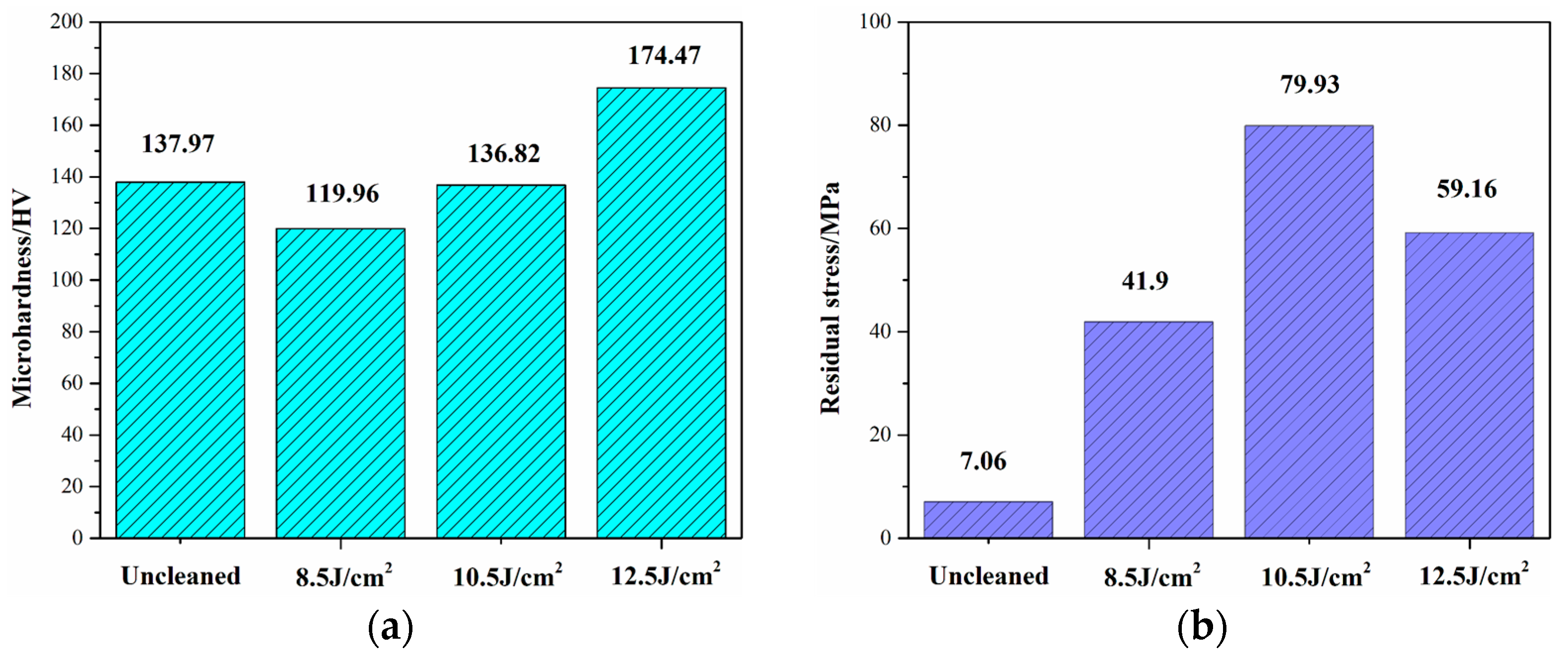
3.3. Mechanical Properties after Laser Cleaning
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, M.; Wu, L.; Liu, J.; Hu, Y. Effects of laser cladding on crack resistance improvement for aluminum alloy used in aircraft skin. Opt. Laser Technol. 2020, 133, 106531. [Google Scholar] [CrossRef]
- Manjunath, M.A.; Vinod, P.; Balashanmugam, N.; Sankar, M.R. Abrasive flow finishing for surface roughness improvement of aluminum propeller: A case study. Mater. Today Proc. 2020, 26, 1113–1118. [Google Scholar] [CrossRef]
- Vasanthakumar, P.; Sekar, K.; Venkatesh, K. Recent developments in powder metallurgy based aluminium alloy composite for aerospace applications. Mater. Today Proc. 2019, 18, 5400–5409. [Google Scholar] [CrossRef]
- Huda, Z.; Taib, N.I.; Zaharinie, T. Characterization of AA2024-T3: An aerospace aluminum alloy. Mater. Chem. Phys. 2009, 113, 515–517. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Llavori, I.; Zabala, A.; Urchegui, M.; Tato, W.; Gómez, X. A coupled crack initiation and propagation numerical procedure for combined fretting wear and fretting fatigue lifetime assessment. Theor. Appl. Fract. Mech. 2019, 101, 294–305. [Google Scholar] [CrossRef]
- Moutarlier, V.; Viennet, R.; Gigandet, M.P.; Hihn, J.Y. Use of ultrasound irradiation during acid etching of the AA2024: Effect on corrosion resistance after anodization. Ultrason. Sonochem. 2020, 64, 104879. [Google Scholar] [CrossRef]
- Gomes, V.; Dionísio, A.; Antonio, J.S.P.; Rivas, T.; Ramil, A. Mechanical and laser cleaning of spray graffiti paints on a granite subjected to a SO2-rich atmosphere. Constr. Build. Mater. 2018, 188, 621–632. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J. Mater. Res. Technol. 2020, 9, 10991–11002. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Feasibility of tool configuration and the effect of tool material, and tool geometry in multi-hole simultaneous drilling of Al2024. Int. J. Adv. Manuf. Technol. 2020, 111, 1–19. [Google Scholar] [CrossRef]
- American Society for Metals. Properties Selection: Nonferrous Alloys and Pure Metals; American Society for Metals: Geauga County, OH, USA, 1979. [Google Scholar]
- Derose, J.A.; Suter, T.; Balkowiec, A.; Schmutz, P. Localised corrosion initiation and microstructural characterisation of an Al 2024 alloy with a higher Cu to Mg ratio. Corros. Sci. 2012, 55, 313–325. [Google Scholar] [CrossRef]
- Li, X.; Huang, T.; Chong, A.W.; Hong, M.; Choo, Y.S. Laser cleaning of steel structure surface for paint removal and repaint adhesion. Opto-Electron. Eng. 2017, 44, 340–344. [Google Scholar]
- Razab, M.K.A.A.; Mohamed Noor, A.; Suhaimi Jaafar, M.; Abdullah, N.H. A review of incorporating Nd: YAG laser cleaning principal in automotive industry. J. Radiat. Res. Appl. Sci. 2018, 11, 393–402. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.; Yu, Z. Self-cleaning effect in high quality percussion ablating of cooling hole by picosecond ultra-short pulse laser. Opt. Lasers Eng. 2018, 105, 125–131. [Google Scholar] [CrossRef]
- Mallets, T. Laser paint removal. NASA STI/Recon Tech. Rep. N 1983, 85, 368–371. [Google Scholar]
- Tsunemi, A.; Hagiwara, K.; Saito, N.; Nagasaka, K. Complete removal of paint from metal surface by ablation with a TEA CO2 laser. Appl. Phys. A 1996, 63, 435–439. [Google Scholar] [CrossRef]
- Chen, G.X.; Kwee, T.J.; Tan, K.P.; Choo, Y.S. Laser cleaning of steel for paint removal. Appl. Phys. A 2010, 101, 249–253. [Google Scholar] [CrossRef]
- Madhukar, Y.K.; Mullick, S.; Shukla, D.K.; Kumar, S.; Nath, A.K. Effect of laser operating mode in paint removal with a fiber laser. Appl. Surf. Sci. 2013, 264, 892–901. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, S.; Cheng, W.; Wang, G.; Liu, W.; Ren, Y. Investigation on the Surface Properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning. Coatings 2019, 9, 578. [Google Scholar] [CrossRef] [Green Version]
- Zhu, G.; Wang, S.; Zhang, M.; Yang, X.; Liu, W.; Wang, G. Application of laser cleaning in postwelding treatment of aluminum alloy. Appl. Opt. 2020, 59, 10967–10972. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, S.; Cheng, W.; Ren, Y.; Wen, D. Corrosion and Wear Performance of Aircraft Skin after Laser Cleaning. Opt. Laser Technol. 2020, 132, 106475. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cu | Mn | Mg | Cr | Zn | Al |
|---|---|---|---|---|---|---|
| Balance % | 3.8–4.9 | 0.3–1.0 | 1.2–1.8 | ≤0.1 | ≤0.25 | Allowance |
| Characteristic | Symbol | Value | Units |
|---|---|---|---|
| Source | - | Pulse laser adopting Nd:YAG | - |
| Wavelength | λ | 1064 | nm |
| Maximum average power | P | 200 | W |
| Pulse frequency | F | 7–15 | kHz |
| Maximum pulse energy | Pe | 25 | mJ |
| Maximum pulse power | Pp | 350 | kW |
| Output spot size | l | 0.5–2.5 | mm |
| Scan line width | d | 1–10 | cm |
| Producer | Laser Institute, Shandong Academy of Sciences, China | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, Y.; Wang, L.; Li, J.; Cheng, W.; Ma, X. The Surface Properties of an Aviation Aluminum Alloy after Laser Cleaning. Coatings 2022, 12, 273. https://doi.org/10.3390/coatings12020273
Ren Y, Wang L, Li J, Cheng W, Ma X. The Surface Properties of an Aviation Aluminum Alloy after Laser Cleaning. Coatings. 2022; 12(2):273. https://doi.org/10.3390/coatings12020273
Chicago/Turabian StyleRen, Yuan, Liming Wang, Jianfeng Li, Wei Cheng, and Xinqiang Ma. 2022. "The Surface Properties of an Aviation Aluminum Alloy after Laser Cleaning" Coatings 12, no. 2: 273. https://doi.org/10.3390/coatings12020273
APA StyleRen, Y., Wang, L., Li, J., Cheng, W., & Ma, X. (2022). The Surface Properties of an Aviation Aluminum Alloy after Laser Cleaning. Coatings, 12(2), 273. https://doi.org/10.3390/coatings12020273