
Influence of Ultrasonic Vibration towards the Microstructure Refinement and Particulate Distribution of AA7150-B4C Nanocomposites

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Microstructure Study
2.3. Mechanical Properties
3. Results and Discussion
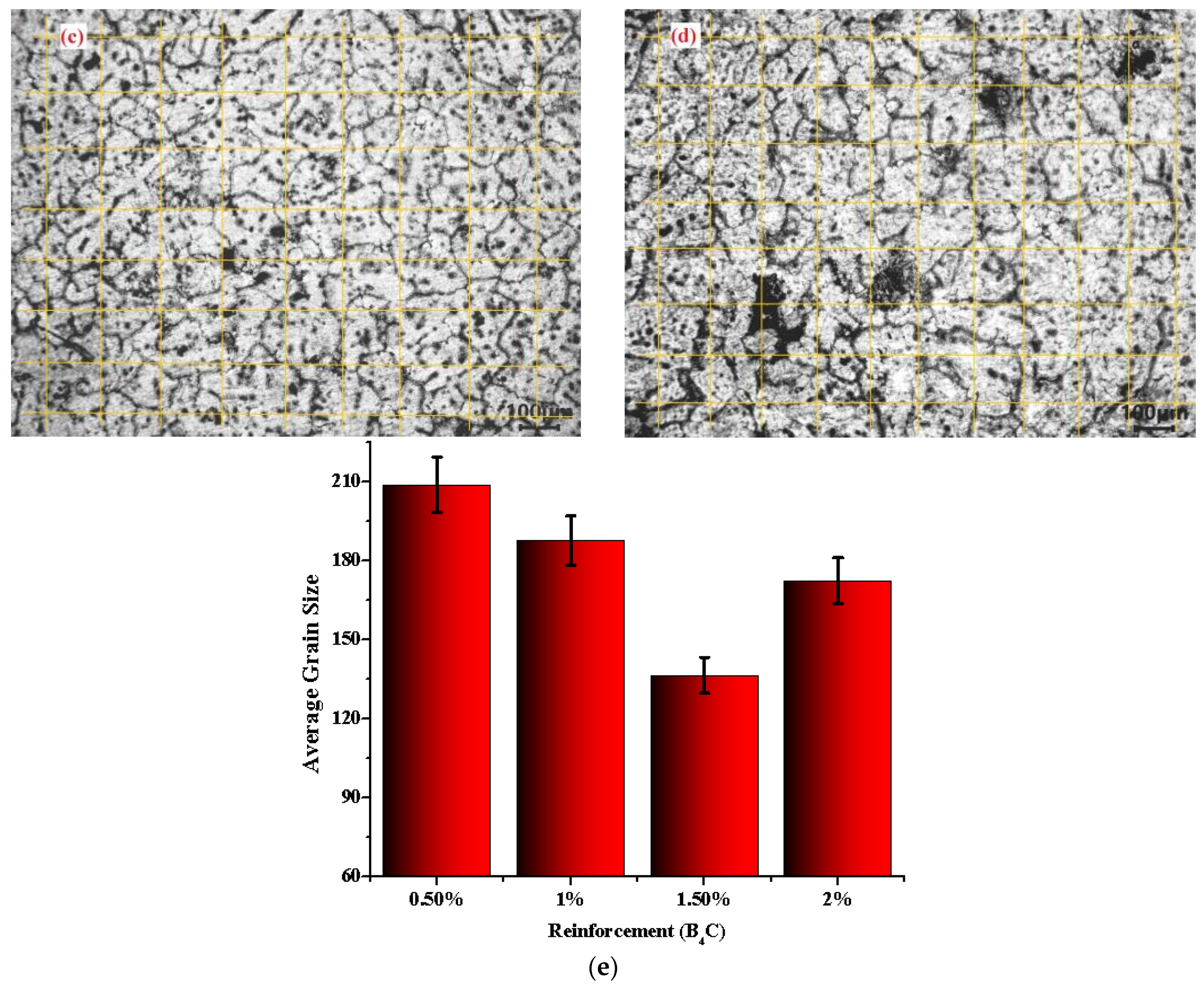
3.1. Microstructure Analysis
3.2. Physical and Mechanical Properties
3.3. Fracture Surface
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prater, T. Friction Stir Welding of Metal Matrix Composites for use in aerospace structures. Acta Astronaut. 2014, 93, 366–373. [Google Scholar] [CrossRef]
- Li, J.F.; Jia, Z.Q.; Li, C.X.; Birbilis, N.; Cai, C. Exfoliation corrosion of 7150 Al alloy with various tempers and its electrochemical impedance spectroscopy in EXCO solution. Mater. Corros. 2009, 60, 407–414. [Google Scholar] [CrossRef]
- Kumar, G.B.V.; Rao, C.S.P.; Selvaraj, N. Mechanical and Tribological Behavior of Particulate Reinforced Aluminum Metal Matrix Composites—A review. J. Miner. Mater. Charact. Eng. 2011, 10, 59–91. [Google Scholar] [CrossRef]
- Hammes, G.; Mucelin, K.J.; Gonçalves, P.D.C.; Binder, C.; Binder, R.; Janssen, R.; Klein, A.N.; de Mello, J.D.B. Effect of hexagonal boron nitride and graphite on mechanical and scuffing resistance of self lubricating iron based composite. Wear 2017, 376–377, 1084–1090. [Google Scholar] [CrossRef]
- Ilija, B.; Jovana, R.; Biljana, B.; Miroslav, B.; Aleksandar, V.; Slobodan, M. Microstructural characterization and artificial aging of compo-casted hybrid A356/SiCp/Grp composites with graphite macroparticles. Mater. Sci. Eng. A 2014, 612, 7–15. [Google Scholar]
- Cao, G.; Konishi, H.; Li, X. Mechanical Properties and Microstructure of Mg/SiC Nanocomposites Fabricated by Ultrasonic Cavitation Based Nanomanufacturing. J. Manuf. Sci. Eng. 2008, 130, 031105. [Google Scholar] [CrossRef]
- Morteza, A.; Hossein, A.B. Strength prediction of the ARBed Al/ Al2O3/B4C nanocomposites using the Orowan model. Mater. Res. Bull. 2014, 59, 290–294. [Google Scholar]
- Nampoothiri, J.; Harini, R.S.; Nayak, S.K.; Raj, B.; Ravi, K. Post in-situ reaction ultrasonic treatment for generation of Al–4.4Cu/TiB2 nanocomposite: A route to enhance the strength of metal matrix nanocomposites. J. Alloys Compd. 2016, 683, 370–378. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, Y.; Xu, S.; Li, J.; Liu, N.; Zhang, Y.; Zhang, Z. Influence of high B4C contents on structural evolution of Al-B4C nanocomposite powders produced by high energy ball milling. Ceram. Int. 2019, 45, 5436–5447. [Google Scholar] [CrossRef]
- Alizadeh, A.; Taheri-Nassaj, E.; Baharvandi, H.R. Preparation and investigation of Al–4 wt% B4C nanocomposite powders using mechanical milling. Bull. Mater. Sci. 2011, 34, 1039–1048. [Google Scholar] [CrossRef] [Green Version]
- Jiang, T.; Jin, Z.; Yang, J.; Qiao, G. Investigation on the preparation and machinability of the B4C/BN nanocomposites by the hot-pressing process. J. Mater. Process. Technol. 2009, 209, 561–571. [Google Scholar] [CrossRef]
- Yan, Y.; Liu, T.; Lin, J.; Qiao, L.; Tu, J.; Qin, S.; Cao, J.; Qi, J. Interaction between the third alloying element and the interfacial structure of AgCu-alloy brazed heterogeneous metal integration. J. Alloys Compd. 2021, 883, 160933. [Google Scholar] [CrossRef]
- Reddy, A.C. Influence of Particle Size, Precipitates, Particle Cracking, Porosity and Clustering of Particles on Tensile Strength of 6061/SiCp Metal Matrix Composites and Validation Using FEA. J. Mater. Sci. Manuf. Eng. 2015, 42, 1176–1186. [Google Scholar]
- Li, Q.; Qiu, F.; Dong, B.X.; Geng, R.; Lv, M.M.; Zhao, Q.L.; Jiang, Q.C. Fabrication, microstructure refinement and strengthening mechanisms of nanosized SiCP/Al composites assisted ultrasonic vibration. Mater. Sci. Eng. A 2018, 735, 310–317. [Google Scholar] [CrossRef]
- Harichandran, R.; Selvakumar, N. Effect of nano/micro B4C particles on the mechanical properties of aluminium metal matrix composites fabricated by ultrasonic cavitation-assisted solidification process. Arch. Civ. Mech. Eng. 2016, 16, 147–158. [Google Scholar] [CrossRef]
- Xuan, Y.; Nastac, L. 2018. The role of ultrasonic cavitation in refining the microstructure of aluminium-based nanocomposites during the solidification process. Ultrasonics 2018, 83, 94–102. [Google Scholar] [CrossRef]
- Jiang, D.; Yu, J. Fabrication of Al2O3/SiC/Al Hybrid Nanocomposites Through Solidification Process for Improved Mechanical Properties. Metals 2018, 8, 572. [Google Scholar] [CrossRef] [Green Version]
- Isfahani, M.J.N.; Payami, F.; Asadabad, M.A.; Shokri, A.A. Investigation of the effect of boron carbide nanoparticles on the structural, electrical and mechanical properties of Al-B4C nanocomposites. J. Alloys Compd. 2019, 797, 1348–1358. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, C.; Zhang, Z.; Xue, J.; Le, Q. The role of ultrasound in hydrogen removal and microstructure refinement by ultrasonic argon degassing process. Ultrason. Sonochem. 2017, 38, 455–462. [Google Scholar] [CrossRef]
- Madhukar, P.; Rao, C.S.P.; Selvaraj, N. Manufacturing of aluminium nanohybrid composites: A state of review. Mater. Sci. Eng. 2016, 149, 12114. [Google Scholar]
- Khodabakhshi, F.; Gerlich, A.P.; Worswick, M. Fabrication and characterization of a high strength ultra-fine grained metal-matrix AA8006-B4C layered nanocomposite by a novel accumulative fold-forging (AFF) process. Mater. Des. 2018, 157, 211–226. [Google Scholar] [CrossRef]
- Bahrami, A.; Soltani, N.; Pech-Canul, M.I.; Soltani, S.; González, L.A.; Gutiérrez, C.A.; Tapp, J.; Möller, A.; Gurlo, A. Bilayer graded Al/B4C/rice husk ash composite: Wettability behavior, thermo-mechanical, and electrical properties. J. Compos. Mater. 2018, 52, 3745–3758. [Google Scholar] [CrossRef]
- Hosseini, N.; Karimzadeh, F.; Abbasi, M.H.; Enayati, M.H. Tribological properties of Al6061–Al2O3 nanocomposite prepared by milling and hot pressing. Mater. Des. 2010, 31, 4777–4785. [Google Scholar] [CrossRef]
- Wang, X.J.; Wang, N.Z.; Wang, L.Y.; Hu, X.S.; Wu, K.; Wang, Y.Q.; Huang, Y.D. Processing, microstructure and mechanical properties of micro-SiC particles reinforced magnesium matrix composites fabricated by stir casting assisted by ultrasonic treatment processing. Mater. Des. 2014, 57, 638–645. [Google Scholar] [CrossRef]
- Madhukar, P.; Selvaraj, N.; Gujjala, R.; Rao, C.S.P. Production of high performance AA7150-1% SiC nanocomposite by novel fabrication process of ultrasonication assisted stir casting. Ultrason. Sonochem. 2019, 58, 104665. [Google Scholar] [CrossRef] [PubMed]
- Su, H.; Gao, W.; Feng, Z.; Lu, Z. Processing, microstructure and tensile properties of nano-sized Al2O3 particle reinforced aluminium matrix composites. Mater. Des. 2012, 36, 590–596. [Google Scholar] [CrossRef]
- Bembalge, O.B.; Panigrahi, S.K. Development and strengthening mechanisms of bulk ultrafine-grained AA6063/SiC composite sheets with varying reinforcement sizes ranging from nano to microdomain. J. Alloys Compd. 2018, 766, 355–372. [Google Scholar] [CrossRef]
- Maleque, M.A.; Adebisi, A.A.; Izzati, N. Analysis of Fracture Mechanism for Al-Mg/SiCp Composite Materials. Mater. Sci. Eng. 2017, 184, 012031. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Mg | Zn | Cu | Fe | Zr | Si | Mn | Al |
|---|---|---|---|---|---|---|---|---|
| AA7150 | 2.56 | 6.37 | 2.25 | 0.12 | 0.11 | 0.08 | 0.009 | Balance (88.501) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Madhukar, P.; Mishra, V.; Selvaraj, N.; Rao, C.S.P.; Gonal Basavaraja, V.K.; Seetharam, R.; Chavali, M.; Mohammad, F.; Soleiman, A.A. Influence of Ultrasonic Vibration towards the Microstructure Refinement and Particulate Distribution of AA7150-B4C Nanocomposites. Coatings 2022, 12, 365. https://doi.org/10.3390/coatings12030365
Madhukar P, Mishra V, Selvaraj N, Rao CSP, Gonal Basavaraja VK, Seetharam R, Chavali M, Mohammad F, Soleiman AA. Influence of Ultrasonic Vibration towards the Microstructure Refinement and Particulate Distribution of AA7150-B4C Nanocomposites. Coatings. 2022; 12(3):365. https://doi.org/10.3390/coatings12030365
Chicago/Turabian StyleMadhukar, Pagidi, Vipin Mishra, Nagamuthu Selvaraj, Chilakalapalli Surya Prakasa Rao, Veeresh Kumar Gonal Basavaraja, Rathlavath Seetharam, Murthy Chavali, Faruq Mohammad, and Ahmed A. Soleiman. 2022. "Influence of Ultrasonic Vibration towards the Microstructure Refinement and Particulate Distribution of AA7150-B4C Nanocomposites" Coatings 12, no. 3: 365. https://doi.org/10.3390/coatings12030365
APA StyleMadhukar, P., Mishra, V., Selvaraj, N., Rao, C. S. P., Gonal Basavaraja, V. K., Seetharam, R., Chavali, M., Mohammad, F., & Soleiman, A. A. (2022). Influence of Ultrasonic Vibration towards the Microstructure Refinement and Particulate Distribution of AA7150-B4C Nanocomposites. Coatings, 12(3), 365. https://doi.org/10.3390/coatings12030365