
Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power



Abstract
:1. Introduction
2. Materials and Methods
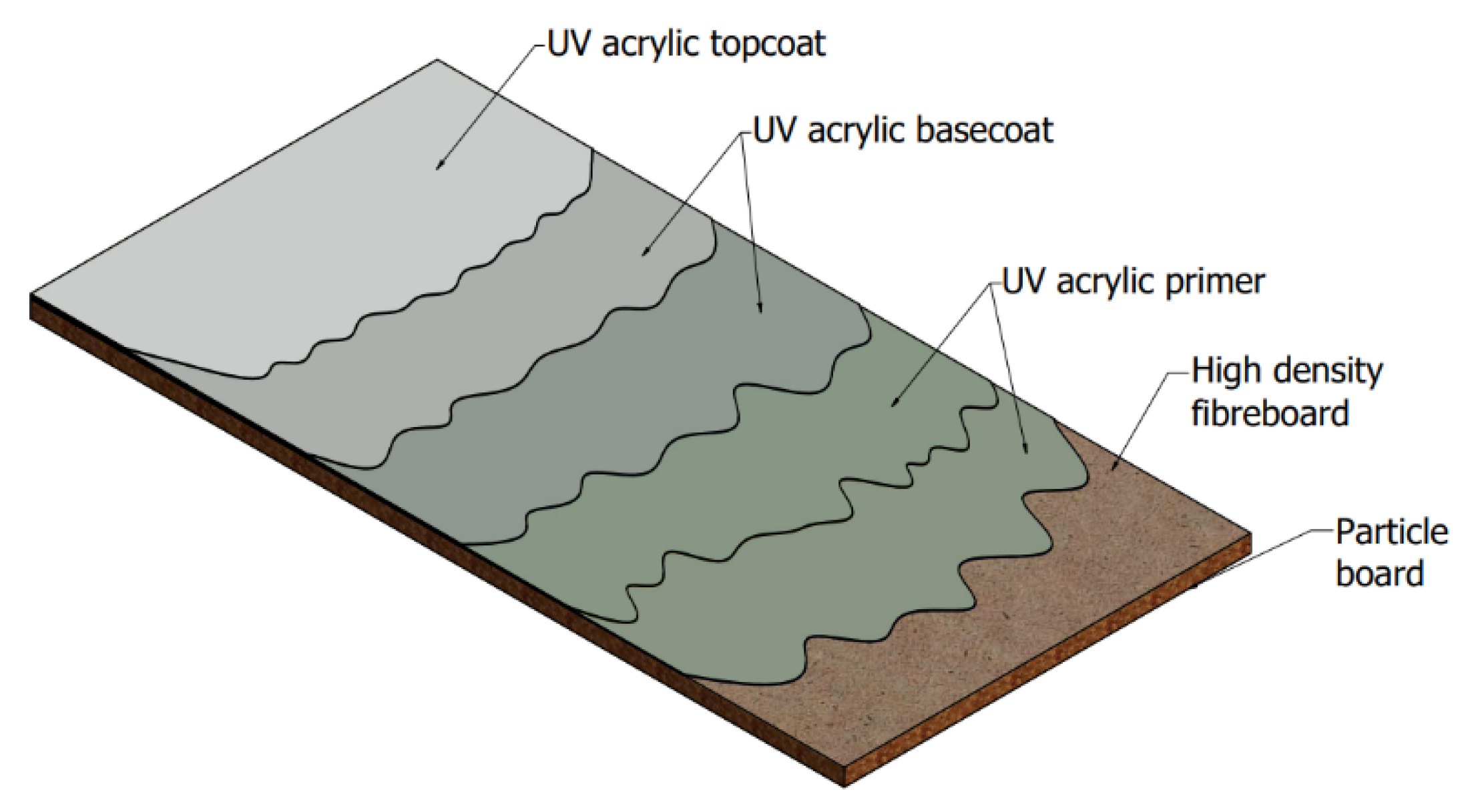
2.1. Materials
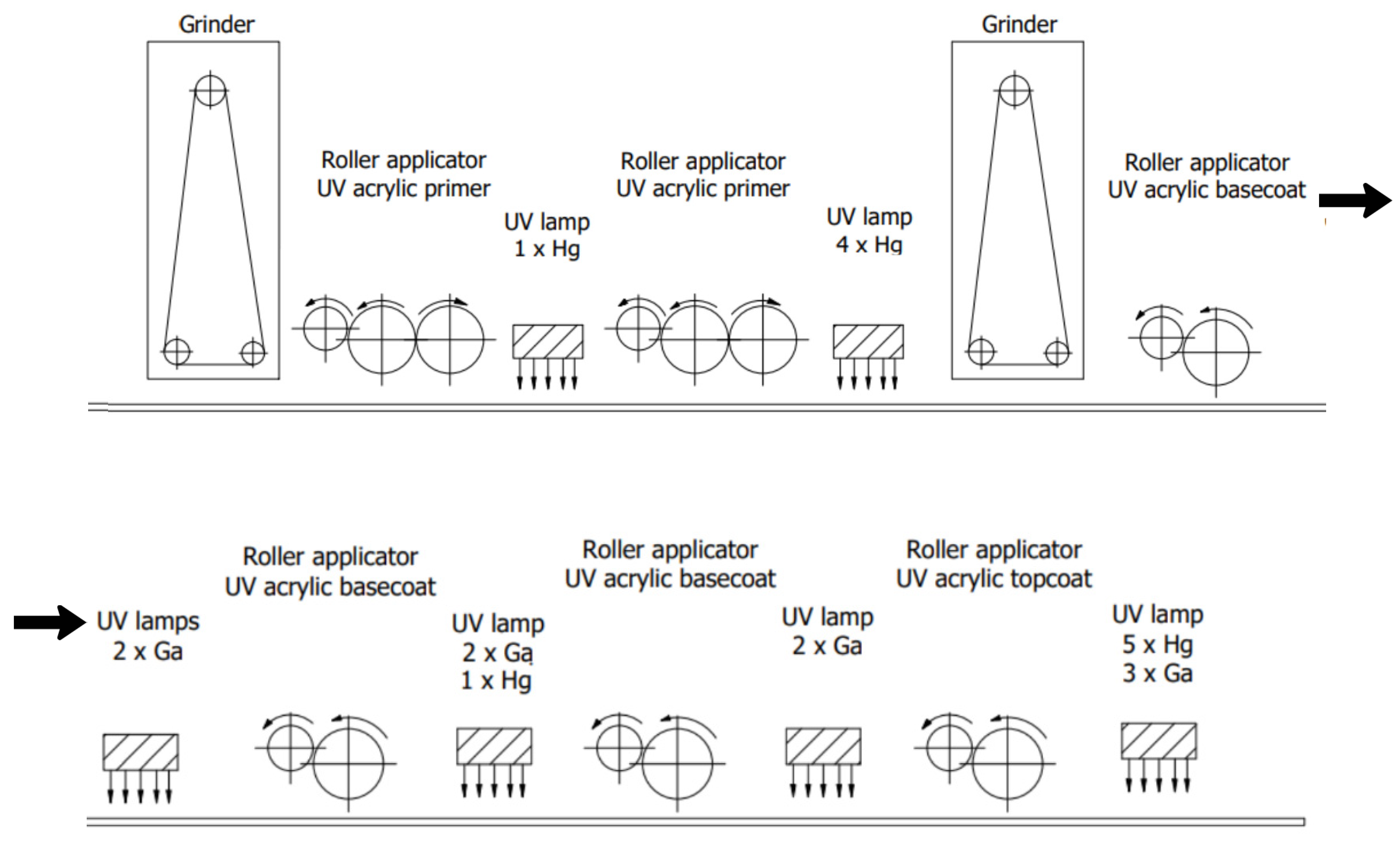
2.2. Surface Lacquer Finishing Process
2.3. Gloss Measurement
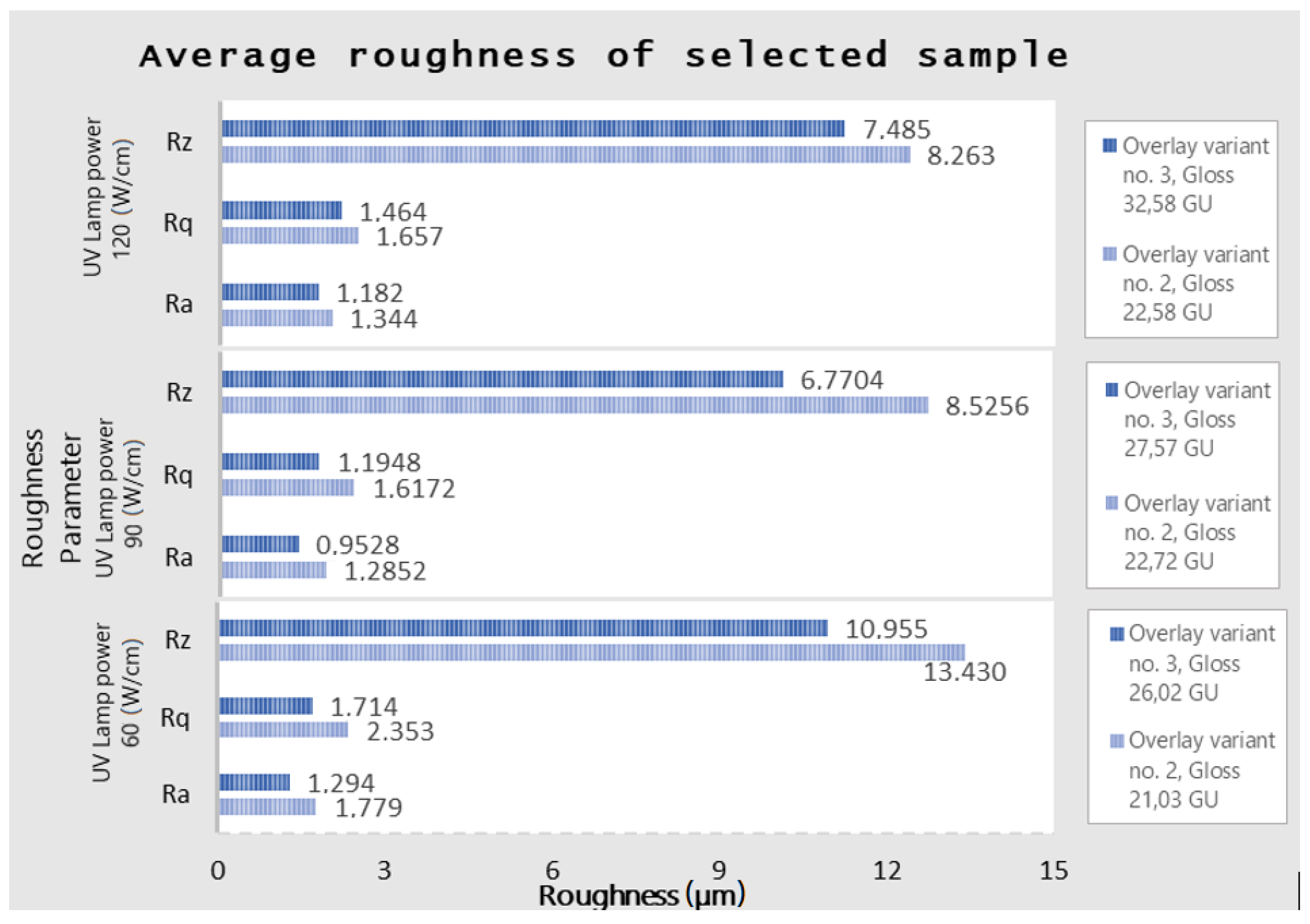
2.4. Roughness Measurement
2.5. Data Processing
3. Results and Discussion
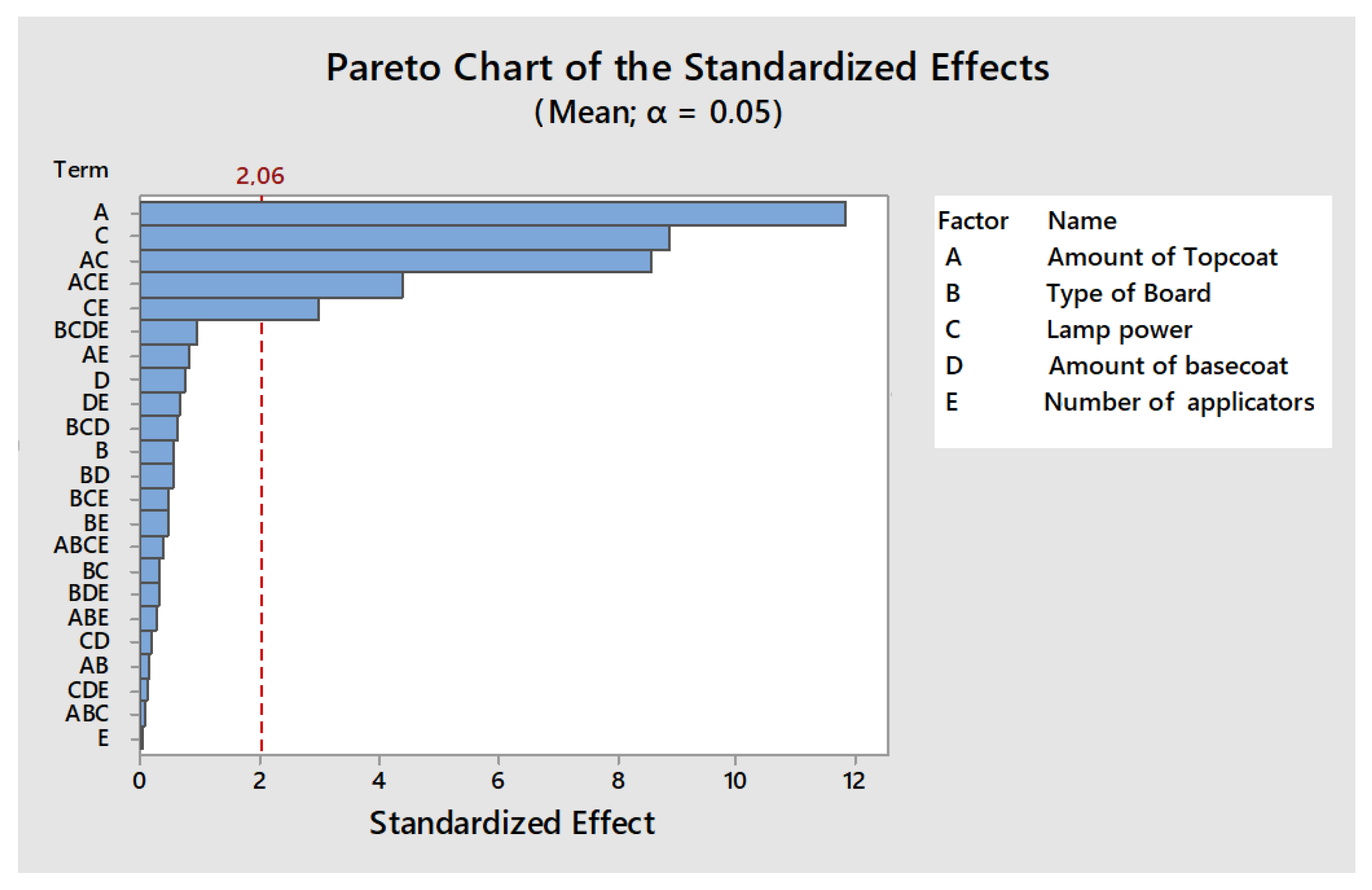
3.1. Statistical Analysis
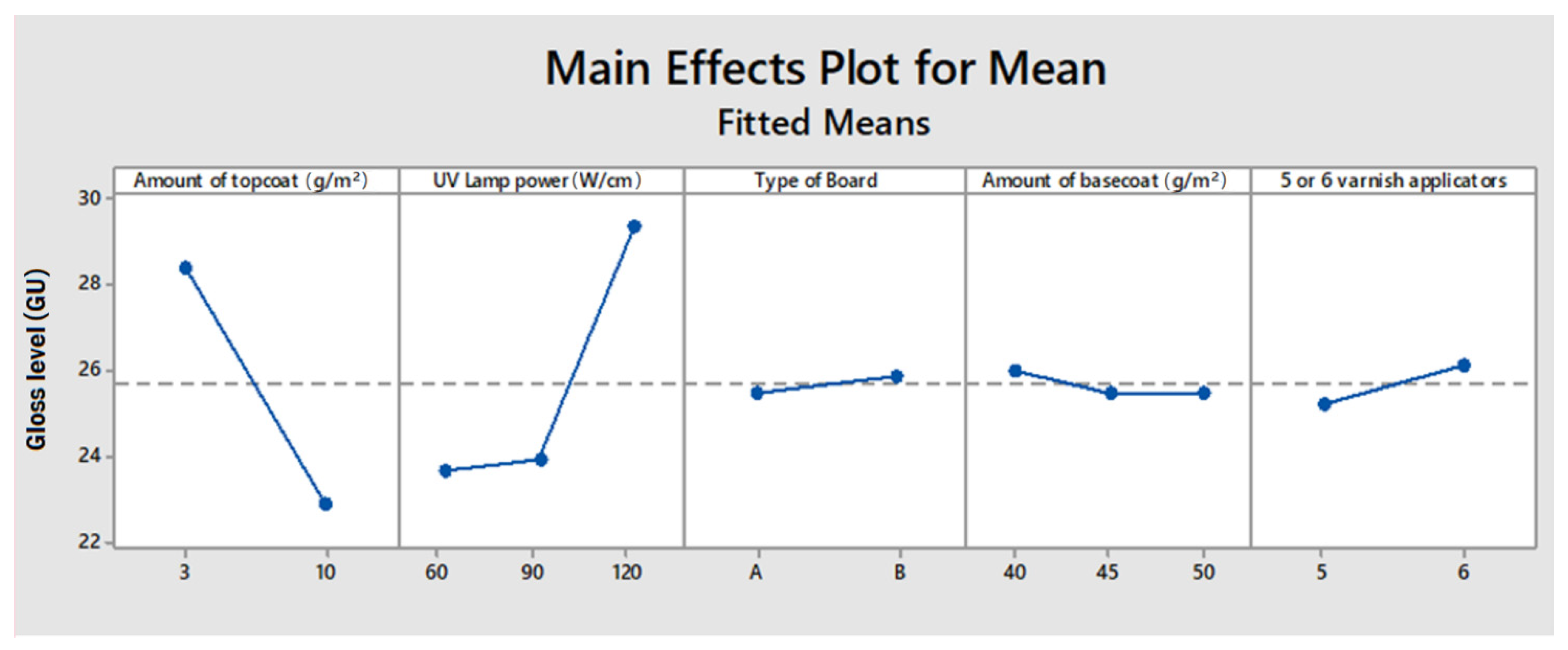
3.2. Influence of UV Acrylic Topcoat
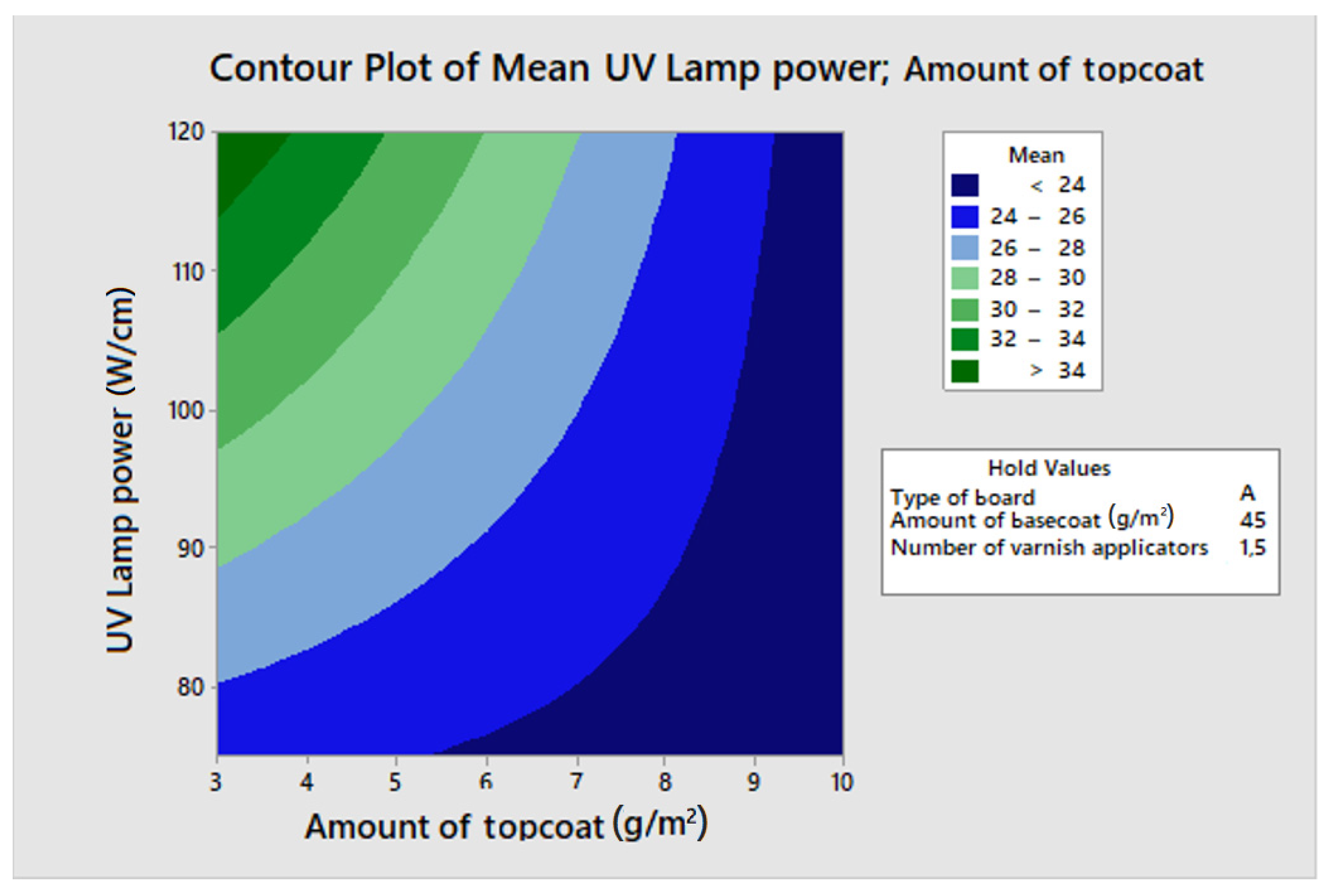
3.3. Influence of Lamp Power and UV Acrylic Topcoat
Specific Case
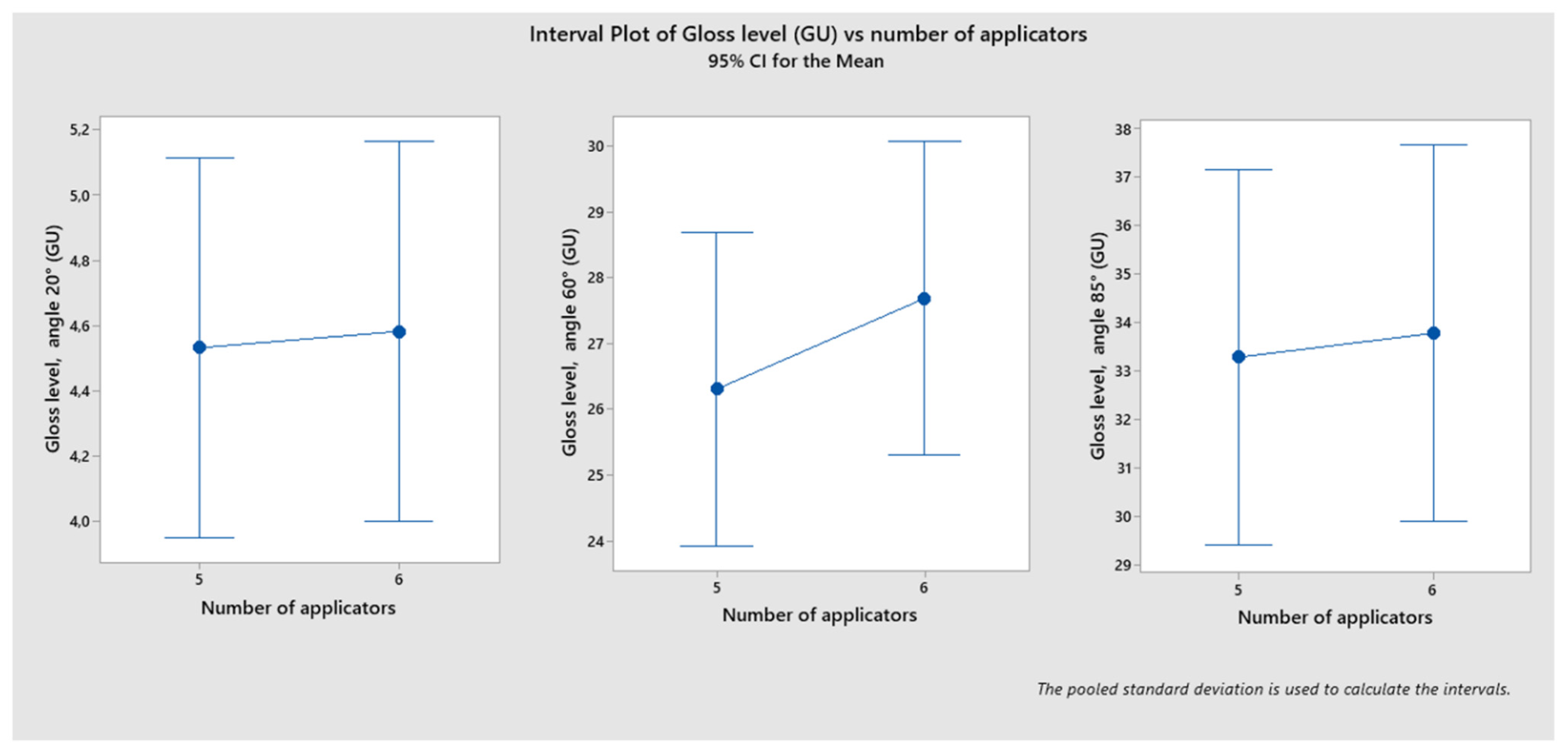
3.4. Influence of Number of Varnish Applicators (UV Acrylic Basecoat), UV Lamp Power, and UV Acrylic Topcoat
3.4.1. Influence of Number of Varnish Applicators (UV Acrylic Basecoat) and UV Lamp Power for 10 g/m2 Topcoat
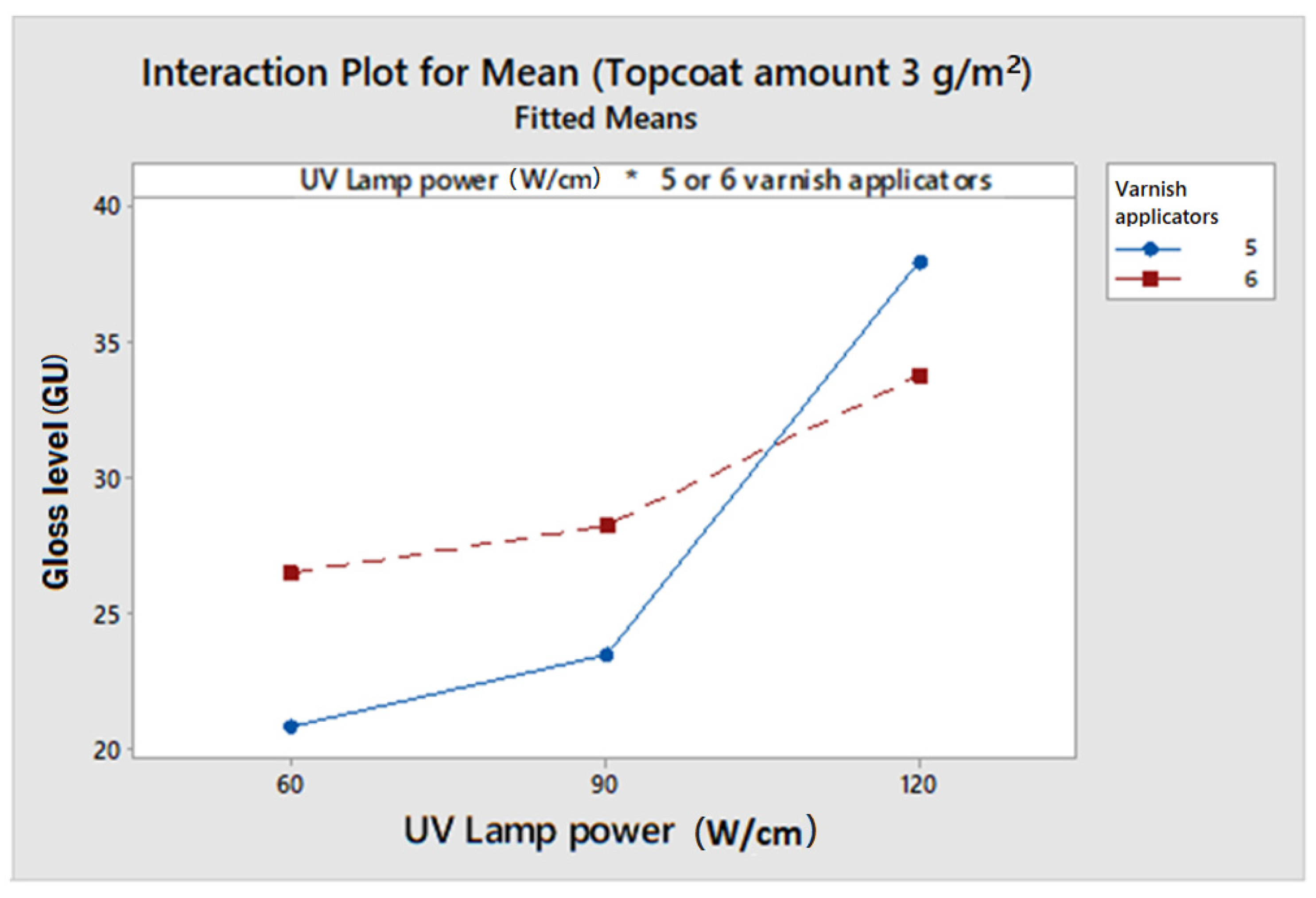
3.4.2. Influence of Number of Varnish Applicators (UV Acrylic Basecoat) and UV Lamp Power for 3 g/m2 Topcoat
3.5. Statistically Insignificant Factors
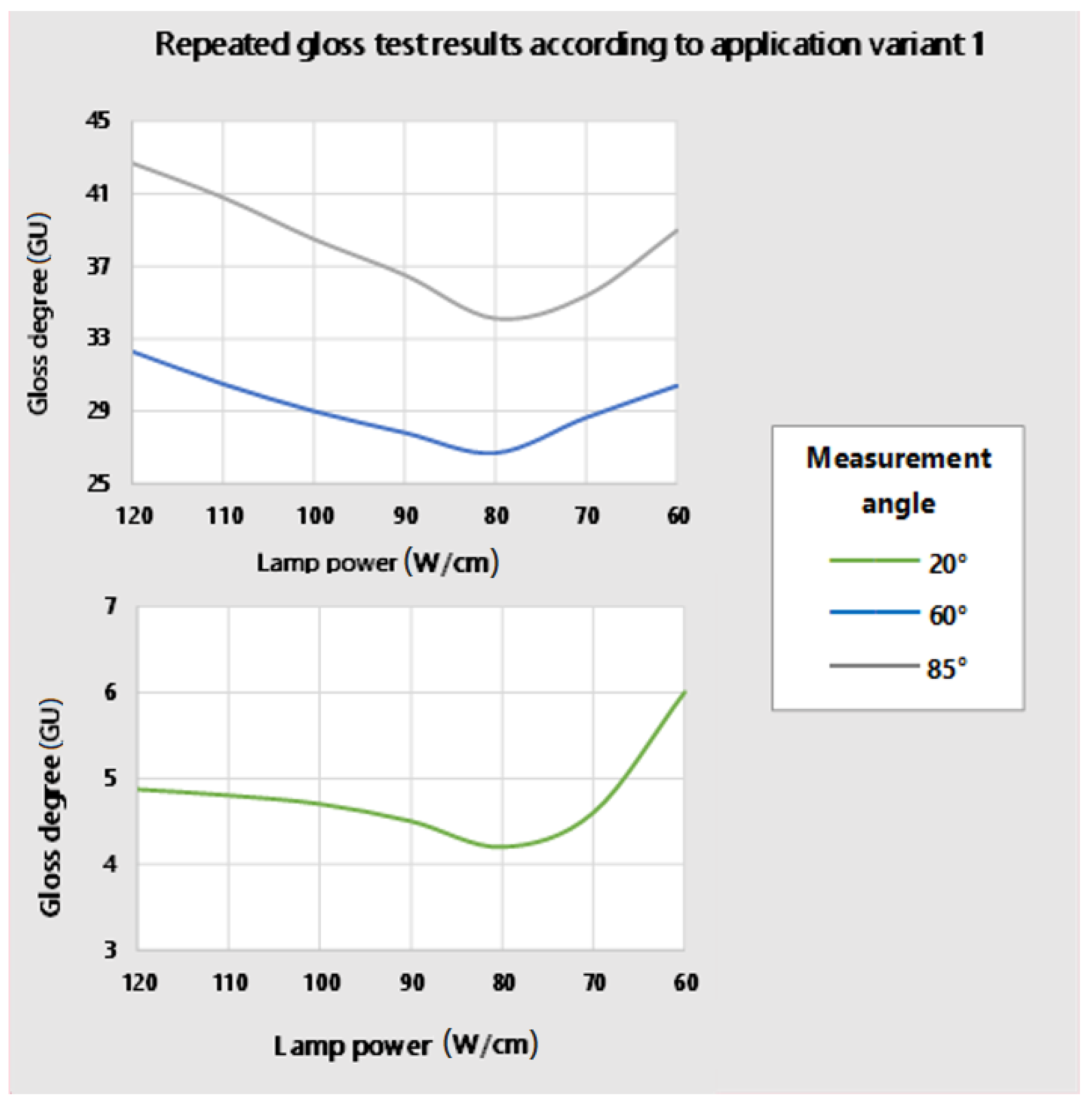
3.6. Measurement Angle
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gindl, M.; Sinn, G.; Gindl, W.; Reiterer, A.; Tschegg, S. A comparison of different methods to calculate the surface free energy of wood using contact angle measurements. Colloids Surf. A Physicochem. Eng. Asp. 2001, 181, 279–287. [Google Scholar] [CrossRef]
- ASTM D523:1995; Standard Test Method for Specular Gloss American Society for Testing and Materials. ASTM: West Conshohocken, PA, USA, 1995.
- Ettwein, F.; Rohrer-Vanzo, V.; Langthaler, G. Consumer’s perception of high gloss furniture: Instrumental gloss measurement versus visual gloss evaluation. Eur. J. Wood Prod. 2017, 75, 1009–1016. [Google Scholar] [CrossRef] [Green Version]
- Moser, O.; Leitner, R.; Regenfelder, K.; Zikulnig-Rusch, E.; Lammer, H.; Müller, U. Ein neues Verfahren zur Messung des Oberflächeneindruckes auf glänzenden Oberflächen (A new method for the determination of the surface impression on glossy surfaces). Holztechnologie 2016, 3, 43–49. [Google Scholar]
- Zivkovic, V. Gloss and gloss measurement. Drv. Ind. 2004, 55, 145–150. [Google Scholar]
- Slabejova, G.; Smidriakova, M. Gloss of transparent coating on beech wood surface. Acta Fac. Xylol. 2016, 58, 37–44. [Google Scholar]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Mazela, B.; Proszyk, S. Some coating properties of black alder wood as function of varnish type and applications method. BioResources 2016, 11, 7580–7594. [Google Scholar] [CrossRef] [Green Version]
- De Moura, L.F.; Brito, J.O.; Nolasco, A.M.; Uliana, L.R. Evaluation of coating performance and color stability on thermally rectified Eucalyptus grandis and Pinus caribaea var. Hondurensis woods. Wood Res. 2013, 58, 231–242. [Google Scholar]
- Sinn, G.; Ginkl, M.; Reiterer, A.E.T.; Stanzl-Tschegg, S. Changes in the surface properties of wood due to sanding. Holzforschung 2004, 58, 246–251. [Google Scholar] [CrossRef]
- Qi, L.; Chantler, M.J.; Siebert, P.; Dong, J. The joint effect of mesoscale and microscale roughness on perceived gloss. Vis. Res. 2015, 115, 209–217. [Google Scholar] [CrossRef]
- Honson, V.; Huynh-Thu, Q.; Arnison, M.; Monaghan, D.; Isherwood, Z.J.; Kim, J. Effects of Shape, Roughness and Gloss on the Perceived Reflectance of Colored Surfaces. Front. Psychol. 2020, 11, 485. [Google Scholar] [CrossRef] [Green Version]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Hiziroglu, S. Glossiness Evaluation of Coated Wood Surfaces as Function of Varnish Type and Exposure to Different Conditions. Coatings 2021, 11, 558. [Google Scholar] [CrossRef]
- Ayata, Ü.; Sahin, S.; Gurleyen, L.; Esteves, B. Effect of thermal aging on adhesion resistance strength of UV system varnish-applied laminated parquet layers. BioResources 2018, 13, 861–868. [Google Scholar] [CrossRef]
- Ayata, U. Effects of artificial weathering on the surface properties of ultraviolet varnish applied to lemonwood (Citrus limon (L.) Burm.). BioResources 2019, 14, 8313–8323. [Google Scholar]
- Gurleyen, T.; Ayata, Ü.; Gurleyen, L.; Esteves, B.; Cakicier, N. Determination of color, glossiness and hardness values on single and double layer UV system parquet varnish layers applied to rowanberry (Sorbus L.) Wood. In Proceedings of the 5th International Symposium on Innovative Technologies in Engineering and Science, Architecture and Construction University, Baku, Azerbaijan, 29 September–1 October 2017; pp. 1327–1336. [Google Scholar]
- Gurleyen, L.; Ayata, Ü.; Esteves, B.; Gurleyen, T.; Çakıcıer, N. Effects of thermal modification of oak wood upon selected properties of coating systems. Bioresources 2019, 14, 1838–1849. [Google Scholar] [CrossRef]
- Cavus, V. Weathering performance of mulberry wood with UV varnish applied and its mechanical properties. BioResources 2021, 16, 6791–6798. [Google Scholar] [CrossRef]
- Ayata, Ü.; Çavuş, V. The determination of the surface adhesion resistance and pendulum hardness on the parquets applied UV varnish as single and double layers. J. Eng. Sci. Des. 2018, 6, 541–545. [Google Scholar] [CrossRef]
- Gurleyen, T.; Ayata, Ü.; Gurleyen, L.; Esteves, B.; Sivrikaya, H.; Can, A. The determination of colour and glossiness values on the parquets that underwent single and double layered UV varnishing system treatment. In Proceedings of the 2nd International Conference on Material Science and Technology in Cappadocia (IMSTEC’17), Nevsehir, Turkey, 11–13 October 2017; pp. 408–412. [Google Scholar]
- Ayata, Ü.; Gurleyen, T.; Gurleyen, L.; Esteves, B.; Çakıcıer, N. Determination of some surface properties on single/double layer UV system parquet varnish layers applied and heat-treated (ThermoWood) wood at 212 °C for 2 hours ash (Fraxinus excelsior). In Proceedings of the 5th International Symposium on Innovative Technologies in Engineering and Science, Architecture and Construction University, Baku, Azerbaijan, 29 September–1 October 2017; pp. 1318–1326. [Google Scholar]
- Ayata, Ü.; Gurleyen, L.; Esteves, B.; Gurleyen, T.; Çakıcıer, N. Effect of heat treatment (ThermoWood) on some surface properties of parquet beech (Fagus orientalis Lipsky.) with different layers of UV system applied. BioResources 2017, 12, 3876–3889. [Google Scholar] [CrossRef] [Green Version]
- Gürleyen, L. Effects of artificial weathering on the color, gloss, adhesion, and pendulum hardness of UV system parquet varnish applied to doussie (Afzelia africana) wood. BioResources 2021, 16, 1616–1627. [Google Scholar] [CrossRef]
- Demirci, Z.; Sönmez, A.; Budakçı, M. Effect of thermal ageing on the gloss and the adhesion strength of the wood varnish layers. BioResources 2013, 8, 1852–1867. [Google Scholar] [CrossRef] [Green Version]
- Cakicier, N.; Korkut, S.; Korkut, D.S.; Kurtoglu, A.; Sönmez, A. Effects of QUV accelerated aging on surface hardness, surface roughness, glossiness, and color difference for some wood species. Int. J. Phys. Sci. 2011, 6, 1929–1939. [Google Scholar]
- Akgul, M.; Korkut, S. The effect of heat treatment on some chemical properties and colour in Scots pine and UludaÄŸ fir wood. Int. J. Phys. Sci. 2012, 7, 2854–2859. [Google Scholar]
- Çakıcıer, N.; Korkut, S.; Korkut, D.S. Varnish layer hardness, scratch resistance, and glossiness of various wood species as affected by heat treatment. BioResources 2011, 6, 1648–1658. [Google Scholar]
- Bekhta, P.; Proszyk, S.; Lis, B.; Krystofiak, T. Gloss of thermally densified alder (Alnus glutinosa Goertn.), beech (Fagus sylvatica L.), birch (Betula verrucosa Ehrh.), and pine (Pinus sylvestris L.) wood veneers. Eur. J. Wood Wood Prod. 2014, 72, 799–808. [Google Scholar] [CrossRef] [Green Version]
- Krystofiak, T.; Bekhta, P.; Muszyńska, M. Effect of temperature of thermo-mechanical treatment of pine wood (Pinus sylvestris L.) veneers upon gloss and wettability. Ann. WULS-SGGW. For. Wood Technol. 2014, 88, 126–129. [Google Scholar]
- Şenol, S.; Budakçı, M. Effect of Thermo-Vibro-Mechanic® Densification Process on the Gloss and Hardness Values of Some Wood Materials. BioResources 2019, 14, 9611–9627. [Google Scholar]
- Bekhta, P.; Krystofiak, T.; Proszyk, S.; Lis, B. Surface gloss of lacquered medium density fibreboard panels veneered with thermally compressed birch wood. Prog. Org. Coat. 2018, 117, 10–19. [Google Scholar] [CrossRef]
- Salca, E.A.; Bekhta, P. Effects of Thermo-Mechanical Densification Applied to Veneers of Fast-Growing Species to Produce Value-Added Plywood Panels. Cut. Edge Res. Agric. Sci. 2021, 9, 161–177. [Google Scholar]
- Lis, B.; Krystofiak, T.; Proszyk, S.; Bekhta, P.; Wojkiewicz, B.; Muszyńska, M. Investigations of the colour and gloss of TM densified beech veneers finished with acrylic lacquer. Implementation of wood science in woodworking sector. In Proceedings of the 27th International Conference on Wood Science and Technology (ICWST), Zagreb, Croatia, 13–14 October 2016; ISBN 978-953-292-047-5. [Google Scholar]
- Lis, B.; Wojkiewicz, B.; Krystofiak, T. Investigations upon aesthetic-decorative features of the HDF finished with acrylic lacquer coatings: Zagreb: Faculty of Forestry, University of Zagreb. Implementation of wood science in woodworking sector. In Proceedings of the 30th International Conference on Wood Science and Technology (ICWST), 70th Anniversary of Drvna Industrija Journal, Zagreb, Croatia, 12–13 December 2019; Volume 30, pp. 102–108. [Google Scholar]
- Thamrin, D.; Mulyono, G. Usability Evaluation of Adaptable Urban Park Furniture Product with Cellular Light-weight Concrete as Material. IOP Conf. Ser. Mater. Sciene Eng. 2018, 408, 12033. [Google Scholar] [CrossRef]
- DIN EN 323:1993; Wood-Based Panels. Determination of Density; European Standards: Brussels, Belgium, 1993.
- DIN EN 310:1993; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Standards: Brussels, Belgium, 1993.
- DIN EN 322:1993; Wood-Based Panels. Determination of Moisture Content; European Standards: Brussels, Belgium, 1993.
- DIN EN 317:1999; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water; European Standards: Brussels, Belgium, 1999.
- PN-EN ISO 3251:2019; Paints, Varnishes and Plastics—Determination of Non-Volatile-Matter Content. ISO: Geneva, Switzerland, 2019.
- DIN 67530:1982; Reflectometer as a Means for Gloss Assessment of Plane Surfaces of Paint Coatings and Plastics. European Standards: Brussels, Belgium, 1982.
- ISO 2813:1994; Paints and Varnishes—Determination of Specular Gloss of Non-Metallic Paint Films at 20 Degrees, 60 Degrees and 85 Degrees. ISO: Geneva, Switzerland, 1994.
- PN-ISO 4287:1999/A1:2010; Specyfikacje Geometrii Wyrobów—Struktura Geometryczna Powierzchni: Metoda Profilowa—Terminy, Definicje i Parametry. ISO: Geneva, Switzerland, 2010.
- Rao Maheswara, C.; Venkatasubbaiah, K.; Rao Jagadeeswara., K. Experimental Investigation of Surface Roughness Characteristics Ra, Rq and Rz. Int. J. Hybrid Inf. Technol. 2016, 9, 373–388. [Google Scholar]
- Jančovičová, V.; Kindernay, J.; Jakubíková, Z.; Mrlláková, I. Influence of photoinitiator and curing conditions on polymerization kinetics and gloss of UV-cured coatings. Chem. Pap. 2007, 61, 383–390. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Board Label | |
|---|---|---|
| A | B | |
| Density (kg/m3) acc. to DIN EN 323:1993 [35] | 850 | 830 |
| Modulus of elasticity (MPa) acc. to DIN EN 310:1993 [36] | 4300 | 4500 |
| Humidity (%) acc. to DIN EN 322:1993 [37] | 7 | 7 |
| Swelling resistance (%) acc. to DIN EN 317:1999 [38] | 45 | 45 |
| Parameter | UV Acrylic Primer | UV Acrylic Basecoat | UV Acrylic Topcoat |
|---|---|---|---|
| Density (g/cm3) | 1.63 ± 0.15 | 1.73 | 1.30 ± 0.15 |
| Solids content (%) acc. to the PN-EN ISO 3251:2019 standard [39] | 95.3 ± 0.5 | 98.3 ± 0.5 | 97.8 ± 0.5 |
| Viscosity (mPa·s) (Brookfield, Thermosel 35 °C, 20 rpm, spindle 27) | 7 700 | 400 | 1475 |
| Variants of Application | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Type of Varnish Product | Number of Layers | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Amount of Applied Varnish (g/m2) | |||||||||
| UV Acrylic Primer | 1 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
| 2 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | |
| UV Acrylic Basecoat | 1 | 15 | 7.5 | 7.5 | 10 | 5 | 10 | 15 | 20 |
| 2 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | |
| 3 | 7.5 | 7.5 | 10 | 5 | |||||
| UV Acrylic Topcoat | 1 | 10 | 10 | 3 | 3 | 3 | 3 | 3 | 3 |
| Number of Overlap Variant | Angle of Measurement (°) | Gloss Degree [GU] | |||||
|---|---|---|---|---|---|---|---|
| Lamp Power (W/cm)/Type of Board | |||||||
| 120/A | 90/A | 60/A | 120/B | 90/B | 60/B | ||
| Variant 1 | 20 | 3.39 | 3.00 | 4.23 | 3.33 | 3.10 | 4.15 |
| 60 | 22.85 | 20.17 | 26.18 | 22.45 | 21.07 | 26.05 | |
| 85 | 24.65 | 21.08 | 30.58 | 23.70 | 22.52 | 30.47 | |
| Variant 2 | 20 | 3.42 | 3.32 | 3.08 | 3.57 | 3.48 | 3.08 |
| 60 | 22.25 | 22.72 | 21.03 | 23.88 | 23.05 | 21.13 | |
| 85 | 23.65 | 24.17 | 22.78 | 25.75 | 24.57 | 23.23 | |
| Variant 3 | 20 | 5.87 | 4.55 | 4.37 | 5.98 | 4.55 | 4.47 |
| 60 | 32.58 | 27.57 | 26.02 | 33.03 | 27.52 | 26.17 | |
| 85 | 41.05 | 34.90 | 32.47 | 42.35 | 31.73 | 33.37 | |
| Variant 4 | 20 | 5.95 | 4.53 | 4.10 | 5.93 | 4.73 | 4.15 |
| 60 | 33.22 | 28.37 | 25.32 | 33.18 | 29.02 | 25.63 | |
| 85 | 41.50 | 35.27 | 29.03 | 42.18 | 35.72 | 31.62 | |
| Variant 5 | 20 | 6.22 | 4.62 | 4.62 | 6.22 | 4.58 | 4.60 |
| 60 | 34.33 | 28.57 | 28.07 | 34.38 | 28.22 | 27.63 | |
| 85 | 42.15 | 37.75 | 37.25 | 43.82 | 37.50 | 36.90 | |
| Variant 6 | 20 | 7.43 | 3.77 | 3.27 | 7.33 | 3.82 | 3.30 |
| 60 | 38.07 | 22.93 | 20.77 | 37.93 | 23.37 | 21.02 | |
| 85 | 51.28 | 31.93 | 23.68 | 51.17 | 32.40 | 24.87 | |
| Variant 7 | 20 | 7.85 | 3.80 | 3.33 | 7.17 | 3.95 | 3.28 |
| 60 | 39.12 | 23.13 | 21.03 | 36.63 | 23.67 | 20.88 | |
| 85 | 50.97 | 32.32 | 24.73 | 50,30 | 33.84 | 24.27 | |
| Variant 8 | 20 | 6.90 | 4.15 | 3.37 | 7.85 | 3.83 | 3.17 |
| 60 | 35.92 | 24.08 | 20.97 | 39.50 | 23.43 | 20.17 | |
| 85 | 50.18 | 31.17 | 22.43 | 55.00 | 32.68 | 22.55 | |
| One-Way ANOVA Response | Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Gloss 20° | UV lamp power (W/cm) | 2 | 43.61 | 21.807 | 19.86 | 0.000 |
| Amount of topcoat | 1 | 20.34 | 20.344 | 12.87 | 0.001 | |
| Application of basecoat | 2 | 6.882 | 3.441 | 1.80 | 0.177 | |
| Number of applicators | 1 | 0.0304 | 0.03042 | 0.02 | 0.903 | |
| Type of board | 1 | 0,0054 | 0.00538 | 0.00 | 0.959 | |
| Gloss 60° | UV lamp power (W/cm) | 2 | 735.6 | 367.81 | 20.23 | 0.000 |
| Amount of topcoat | 1 | 286.0 | 285.95 | 10.37 | 0.002 | |
| Application of basecoat | 2 | 115.5 | 57.76 | 1.81 | 0.176 | |
| Number of applicators | 1 | 20.67 | 20.67 | 0.62 | 0.435 | |
| Type of board | 1 | 0.30 | 0.2962 | 0.01 | 0.926 | |
| Gloss 85° | UV lamp power (W/cm) | 2 | 1499 | 749.62 | 12.93 | 0.000 |
| Amount of topcoat | 1 | 1230 | 1229.98 | 19.66 | 0.000 | |
| Application of basecoat | 2 | 491.6 | 245.82 | 3.06 | 0.057 | |
| Number of applicators | 1 | 2.96 | 2.960 | 0.03 | 0.856 | |
| Type of board | 1 | 4.99 | 4.992 | 0.06 | 0.814 |
| Gloss [GU] | |||||
|---|---|---|---|---|---|
| Lamp Power (W/cm) Angle of Measurement (°) | 120 | 90 | 80 | 70 | 60 |
| 20 | 4.87 | 4.50 | 4.20 | 4.60 | 6.00 |
| 60 | 32.28 | 27.82 | 26.70 | 28.65 | 30.40 |
| 80 | 42.69 | 36.53 | 34.12 | 35.37 | 38.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henke, M.; Lis, B.; Krystofiak, T. Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings 2022, 12, 533. https://doi.org/10.3390/coatings12040533
Henke M, Lis B, Krystofiak T. Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings. 2022; 12(4):533. https://doi.org/10.3390/coatings12040533
Chicago/Turabian StyleHenke, Milena, Barbara Lis, and Tomasz Krystofiak. 2022. "Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power" Coatings 12, no. 4: 533. https://doi.org/10.3390/coatings12040533
APA StyleHenke, M., Lis, B., & Krystofiak, T. (2022). Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings, 12(4), 533. https://doi.org/10.3390/coatings12040533