
Electrochemical Corrosion Characterization of Submicron WC-12Co Coatings Produced by CGS and HVAF Compared with Sintered Bulks


 , ,
, , 
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock and Sample Preparation
2.2. Structural, Morphological, and Chemical Characterization
2.3. Electrochemical Corrosion
3. Results
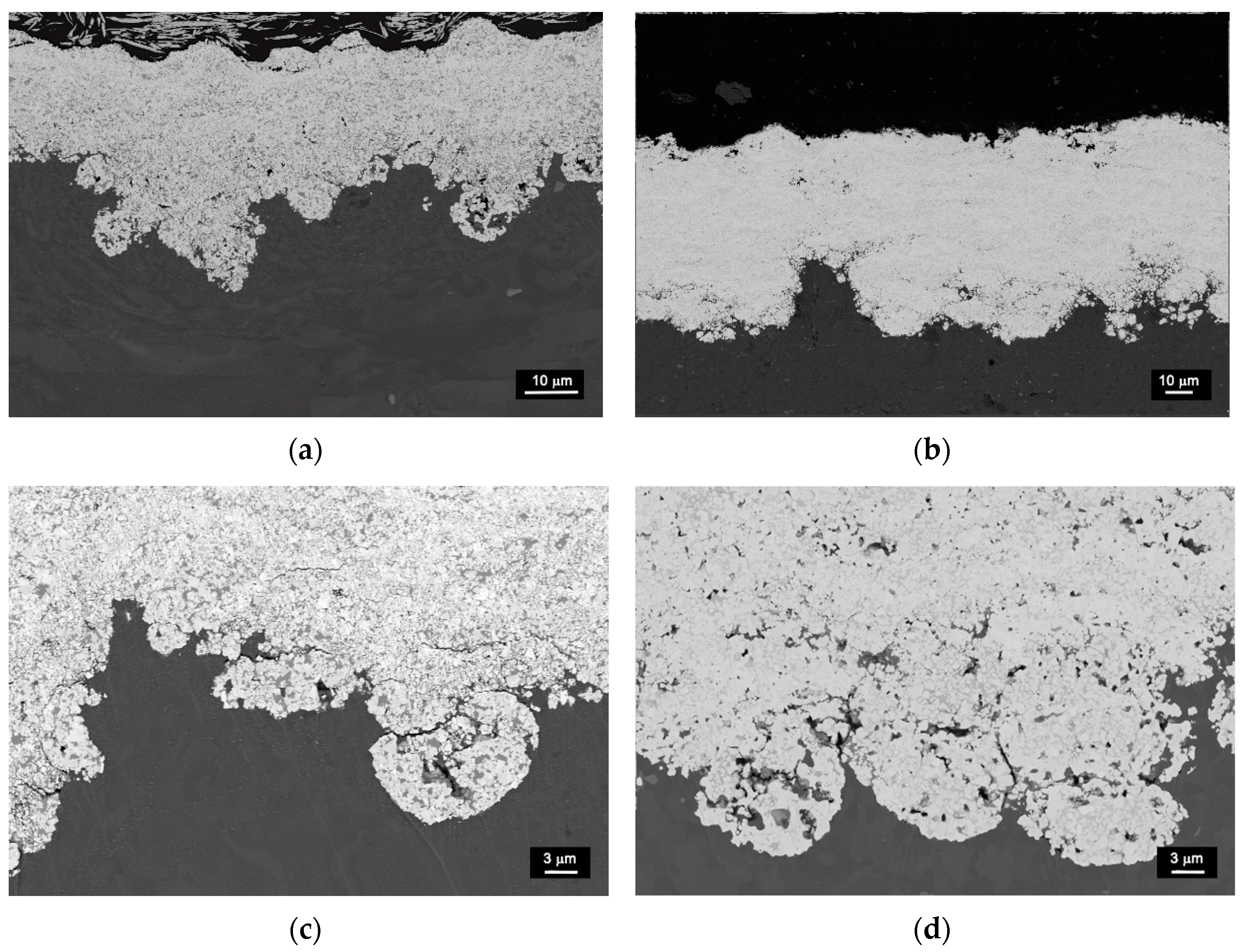
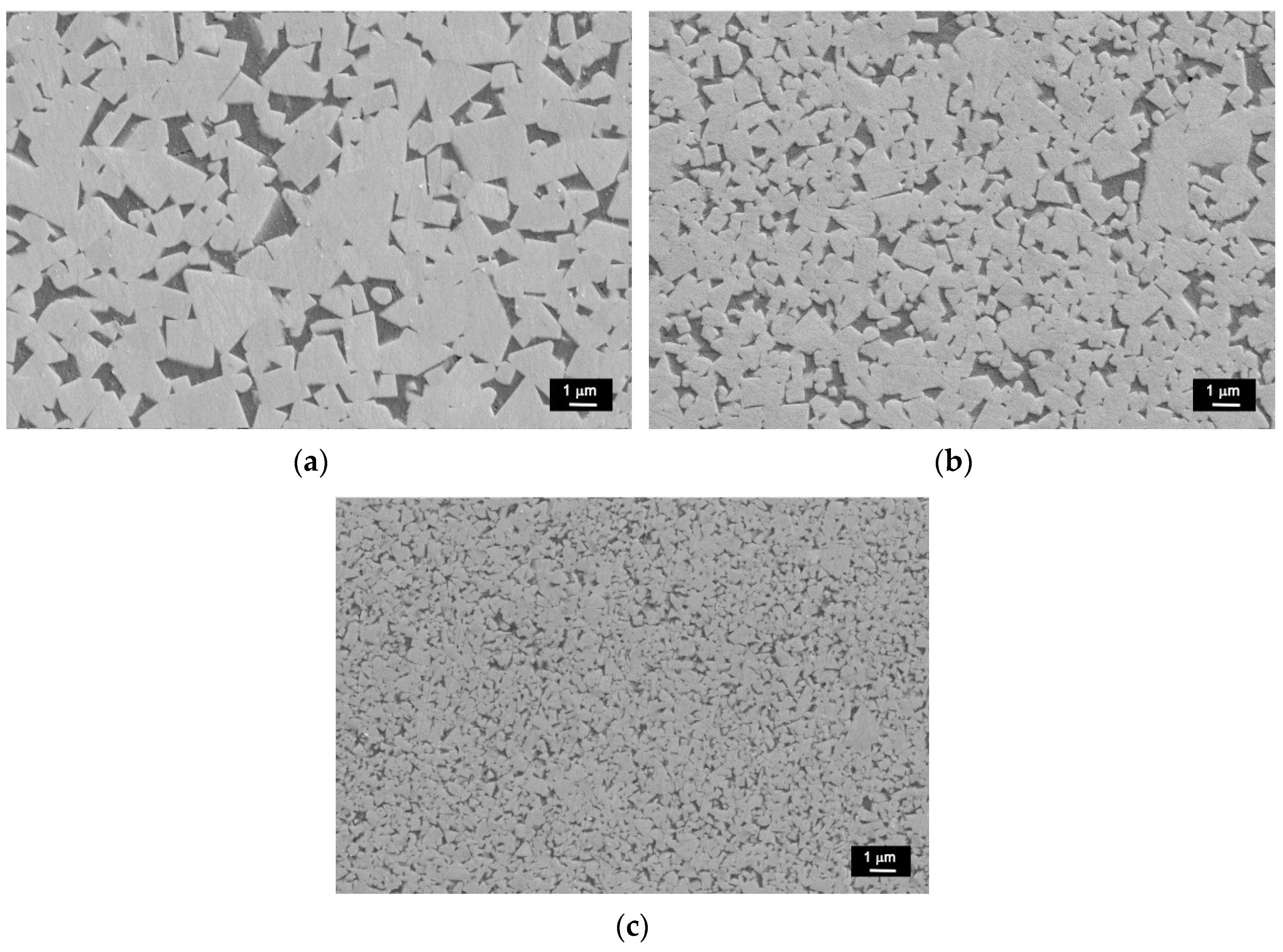
3.1. Morphology and Structural Composition of CGS Coatings, HVAF Coatings, and Bulks
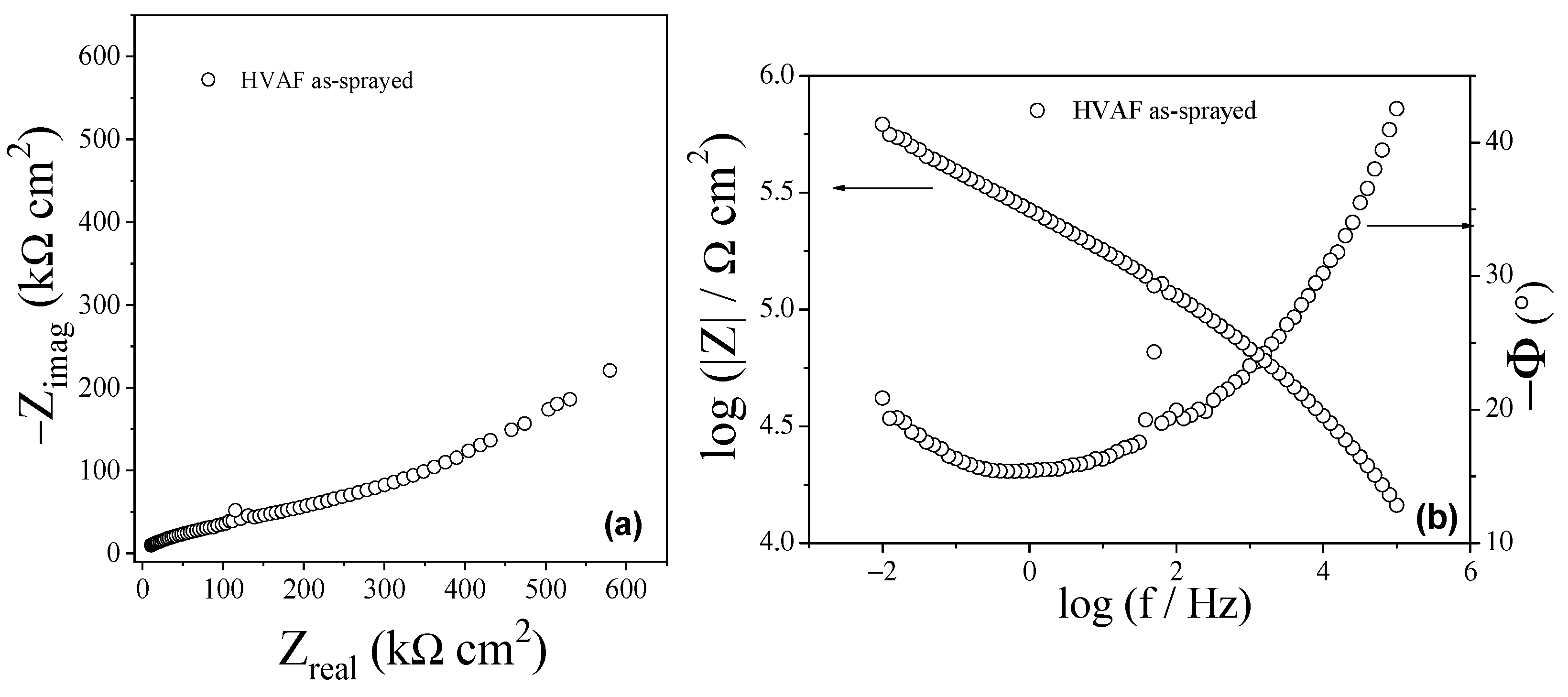
3.2. Electrochemical Corrosion
- 24 h for as-sprayed coatings and polished HVAF;
- 3 h for polished 12CoUF, 12CoF, and 12CoM bulk materials (see Table 1).
4. Discussion
- For all analyzed samples using EEC, the amount of oxides present on the surface is low, there is no passivation of cobalt, and the global process is dominated by the cobalt dissolution and oxygen reduction;
- The metallic regions are more active and can be dissolved faster, generating holes, pits, and pores;
- Oxygen is primarily reduced at the surface of the samples, where its access is easier;
- Due to the relatively short immersion time, the electrolyte did not reach the substrate of the coatings as suggested by the potential corrosion values (Table 3);
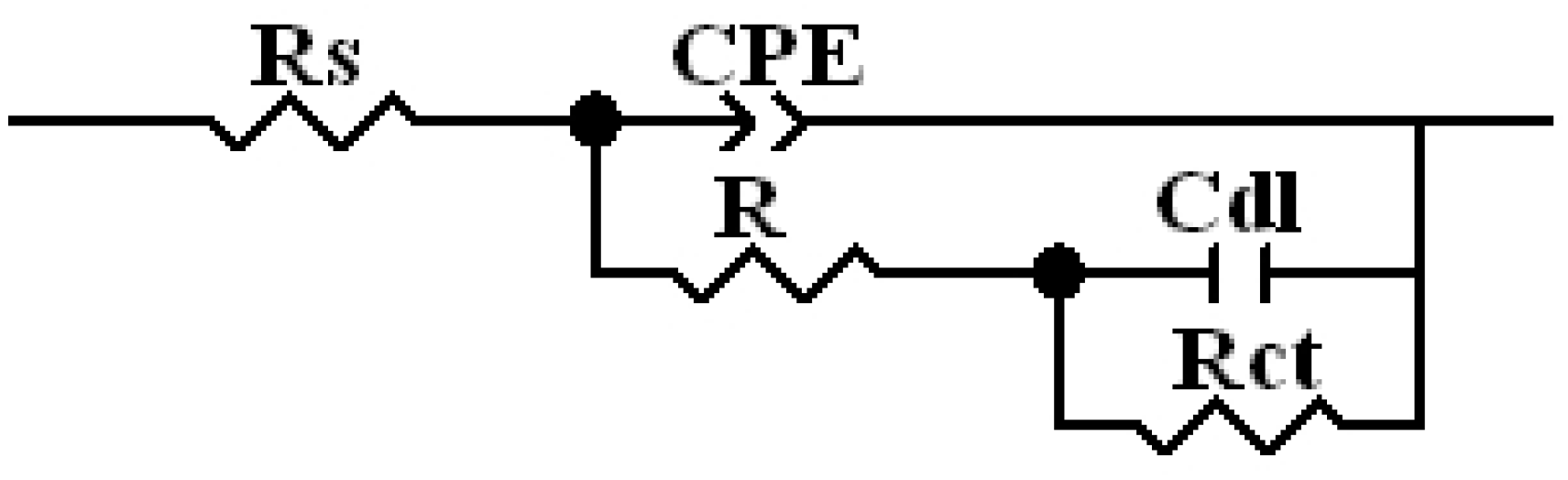
- For polished HVAF samples, some remaining oxides would change the impedance response at frequencies below 0.1 Hz, but the same EEC (Figure 11) to as-sprayed CGS coating and bulk materials may explain the impedance results of polished HVAF samples at high- and middle-frequency ranges.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Berger, L. Hardmetals as thermal spray coatings. Powder Metall. 2007, 50, 205–214. [Google Scholar] [CrossRef]
- Nie, H.; Zhang, T. Development of manufacturing technology on WC–Co hardmetals. Tungsten 2019, 1, 198–212. [Google Scholar] [CrossRef] [Green Version]
- Berger, L. Application of hardmetals as thermal spray coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 350–364. [Google Scholar] [CrossRef]
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A.; et al. The 2016 Thermal Spray Roadmap. J. Therm. Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Roebuck, B.; Gant, A.J.; Gee, M.G. Abrasion and toughness property maps for WC/Co hardmetals. Powder Metall. 2007, 50, 111–114. [Google Scholar] [CrossRef]
- Chychko, A.; Garcia, J.; Collado Cirpés, V.; Holmström, E.; Blomqvist, A. HV-KIC property charts of cemented carbides: A comprehensive data collection. Int. J. Refract. Met. Hard Mater. 2022, 103, 105763. [Google Scholar] [CrossRef]
- Garcia, J.; Collado Cipres, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Antonov, M.; Veinthal, R.; Yung, D.-L.; Katušin, D.; Hussainova, I. Mapping of impact-abrasive wear performance of WC–Co cemented carbides. Wear 2015, 332–333, 971–978. [Google Scholar] [CrossRef]
- Siao Ming Ang, A.; Sanpo, N.; Sesso, M.L.; Kim, Y.; Berndt, C.C. Thermal Spray Maps: Material Genomics of Processing Technologies. J. Thermal. Spray Technol. 2013, 22, 1170–1183. [Google Scholar]
- Ahmed, R.; Ali, O.; Berndt, C.C.; Fardan, A. Sliding wear of conventional and suspension sprayed nanocomposite WC-Co coatings: An invited review. J. Thermal. Spray Technol. 2021, 30, 800–861. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Dosta, S.; Miguel, J.R. The enhancement of the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders. Surf. Coat. Technol. 2006, 201, 1180–1190. [Google Scholar] [CrossRef]
- Gao, P.; Li, C.; Yang, G.; Li, Y.; Li, C. Influence of substrate hardness on deposition behavior of single porous WC-12Co particle in cold spraying. J. Thermal. Spray Technol. 2008, 203, 384–390. [Google Scholar] [CrossRef]
- Siao Ming Ang, A.; Berndt, C.C.; Cheang, P. Deposition effects of WC particle size on cold sprayed WC–Co coatings. J. Thermal. Spray Technol. 2011, 205, 3260–3267. [Google Scholar]
- Couto, M.; Dosta, S.; Guilemany, J.M. Comparison of the mechanical and electrochemical properties of WC-17 and 12Co coatings onto Al7075-T6 obtained by high velocity oxy-fuel and cold gas spraying. Surf. Coat. Technol. 2015, 268, 180–189. [Google Scholar] [CrossRef]
- Da Silva, F.S.; Cinca, N.; Dosta, S.; Cano, I.G.; Couto, M.; Guilemany, J.M.; Benedetti, A.V. Corrosion behavior of WC-Co coatings deposited by cold gas spray onto AA 7075-T6. Corros. Sci. 2018, 136, 231–243. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Zhang, S.; Cheng, Y.; Xiang, J.; Zhao, X.; Yang, G. Wear and corrosion performance of WC-10Co4Cr coatings deposited by different HVOF and HVAF spraying processes. Surf. Coat. Technol. 2013, 218, 127–136. [Google Scholar] [CrossRef]
- Picas, J.A.; Forn, A.; Rilla, R.; Martin, E. HVOF thermal sprayed coatings on aluminium alloys and aluminium matrix composites. Surf. Coat. Technol. 2005, 200, 1178–1181. [Google Scholar] [CrossRef]
- Couto, M.; Dosta, S.; Fernández, J.; Guilemany, J.M. Comparison of the Mechanical and Electrochemical Properties of WC-25Co Coatings Obtained by High Velocity Oxy-Fuel and Cold Gas Spraying. J. Thermal. Spray Technol. 2014, 23, 1251–1258. [Google Scholar] [CrossRef]
- Tillmann, W.; Schaak, C.; Biermann, D.; Aßmuth, R.; Goeke, S. Robot based deposition of WC-Co HVOF coatings on HSS cutting tools as a substitution for solid cemented carbide cutting tools. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 012011. [Google Scholar] [CrossRef]
- Kuhanen, P.L.; Kettunen, P.O. Proc. TS’93: ’Vortra ge und Posterbeitra ge der Thermischen Spritzkonferenz ’93’; Deutsche Verlag für Schweißtechnik: Aachen, Germany, 1993; Volume 152, pp. 100–102. [Google Scholar]
- De Villiers Lovelock, H.L. Powder/Processing/Structure Relationships in WC-Co Thermal Spray Coatings: A Review of the Published Literature. J. Thermal. Spray Technol. 1998, 7, 357–373. [Google Scholar] [CrossRef]
- Picas, J.A.; Xiong, Y.; Punset, M.; Ajdelsztajn, L.; Forn, A.; Schoenung, J.M. Microstructure and wear resistance of WC–Co by three consolidation processing techniques. Int. J. Refract. Met. Hard Mater. 2009, 27, 344–349. [Google Scholar] [CrossRef]
- Matikainen, V.; Koivuluoto, H.; Vuoristo, P.; Schubert, J.; Houdkova, S. Effect of Nozzle Geometry on the Microstructure and Properties of HVAF-Sprayed WC-10Co4Cr and Cr3C2-25NiCr Coatings. J. Thermal. Spray Technol. 2018, 27, 680–694. [Google Scholar] [CrossRef]
- Tarragó, J.M. Damage Tolerance of Cemented Carbides under Service-Like Conditions. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2016. Available online: https://www.tdx.cat/handle/10803/403888#page=1 (accessed on 10 January 2022).
- Exner, H.E.; Gurland, J. Review of parameters influencing some mechanical properties of tungsten carbide-cobalt alloys. Powder Metall. 1970, 13, 13–31. [Google Scholar] [CrossRef]
- Nastic, A.; Jodoin, J.-G.; Legoux, D. Poirier, Particle Impact Characteristics Influence on Cold Spray Bonding: Investigation of Interfacial Phenomena for Soft Particles on Hard Substrates. J. Thermal. Spray Technol. 2021, 30, 2013–2033. [Google Scholar] [CrossRef]
- Dosta, S.; Bolelli, G.; Candeli, A.; Lusvarghi, L.; Cano, I.G.; Guilemany, J.M. Plastic deformation phenomena during cold spray impact of WC-Co particles onto metal substrates. Acta Mater. 2017, 124, 173–181. [Google Scholar] [CrossRef]
- Dosta, S.; Couto, M.; Guilemany, J.M. Cold spray deposition of a WC-25Co cermet onto Al7075-T6 and carbon steel substrates. Acta Mater. 2013, 61, 643–652. [Google Scholar] [CrossRef]
- Pei-Hu, G.; Chang-Jiu, L.; Guan-Jun, Y.; Yi-Gong, L.; Cheng-Xin, L. Influence of substrate hardness transition on built-up of nanostructured WC–12Co by cold spraying. Appl. Surf. Sci. 2010, 256, 2263–2268. [Google Scholar]
- Chang-Jiu, L.; Guan-Jun, Y.; Pei-Hu, G.; Jian, M.; Yu-Yue, W.; Cheng-Xin, L. Characterization of Nanostructured WC-Co Deposited by Cold Spraying. J. Thermal. Spray Technol. 2007, 16, 1011–1020. [Google Scholar]
- Mari, D.; Llanes, L.M.; Nebel, C. Comprehensive Hard Materials, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2014; 1806p. [Google Scholar]
- Griggs, J.; Lavigne, O.; Gamboa, E. Influence of Strain on Current Densities and Stress Corrosion Cracking Growth Rates in X65 Pipeline Steel. Corrosion 2017, 73, 192–198. [Google Scholar] [CrossRef]
- Seol, K.; Krawitz, A.D.; Richardson, J.W.; Weisbrook, C.M. Effects of WC size and amount on the thermal residual stress in WC–Ni composites. Mater. Sci. Eng. A 2005, 398, 15–21. [Google Scholar] [CrossRef]
- Coats, D.L.; Krawitz, A.D. Effect of particle size on thermal residual stress in WC/Co composites. Mater. Sci. Eng. A 2003, 359, 338–342. [Google Scholar] [CrossRef]
- Zheng, Y.; Fargas, G.; Armelin, E.; Lavigne, O.; Llanes, L. Corrosion-Induced Damage and Residual Strength of WC-Co, Ni Cemented Carbides: Influence of Microstructure and Corrosion Medium. Metals 2019, 9, 1018. [Google Scholar] [CrossRef] [Green Version]
- Hochstrasser-Kurz, S.; Mueller, Y.; Latkoczy, C.; Virtanen, S.; Schmutz, P. Analytical characterization of the corrosion mechanisms of WC–Co by electrochemical methods and inductively coupled plasma mass spectroscopy. Corros. Sci. 2007, 49, 2002–2020. [Google Scholar] [CrossRef]
- Oliveira, A.B.; Bastos, A.C.; Fernandes, C.M.; Pinho, C.M.S.; Senos, A.M.R.; Soares, E.; Sacramento, J.; Zheludkevich, M.L.; Ferreira, M.G.S. Corrosion behaviour of WC-10% AISI 304 cemented carbides. Corros. Sci. 2015, 100, 322–331. [Google Scholar] [CrossRef]
- Magnani, M.; Suegama, P.H.; Espallargas, N.; Fugivara, C.S.; Guilemany, J.M.; Benedetti, A.V. Influence of HVOF parameters on the corrosion and wear resistance of WC-Co coatings sprayed on AA7050 T7. Surf. Coat. Technol. 2008, 202, 4746–4757. [Google Scholar] [CrossRef]
- Hochstrasser-Kurz, S.; Reiss, D.; Suter, T.; Latkoczy, C.; Günther, D.; Virtanen, S.; Uggowitzer, P.J.; Schmutz, P. ICP-MS, SKPFM, XPS, and microcapillary investigation of the local corrosion mechanisms of WC–Co hardmetal. J. Electrochem. Soc. 2008, 155, 415–426. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, Y.; Wan, Q.; Liu, T.; Zhu, J.; Tian, W. Electrochemical corrosion behaviors of straight WC–Co alloys: Exclusive variation in grain sizes and aggressive media. Int. J. Refract. Met. Hard Mater. 2016, 57, 70–77. [Google Scholar] [CrossRef]
- Badawy, W.A.; Al-Kharafi, F.M.; Al-Ajmi, J.R. Electrochemical behavior of cobalt in aqueous solutions of different pH. J. Appl. Electrochem. 2000, 30, 693–704. [Google Scholar] [CrossRef]
- Orazem, M.E.; Tribollet, B. Electrochemical Impedance Spectroscopy, The Electrochemcial Society Series, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008. [Google Scholar]
- Zhou, X.; Mohanty, P. Electrochemical behavior of cold sprayed hydroxyapatite/ titanium composite in Hanks' solution. Electrochim. Acta 2012, 65, 134–140. [Google Scholar] [CrossRef]
- Gileadi, E. Electrode Kinetics for Chemists, Chemical Engineers, and Materials Scientists, 1st ed.; VHC Publishers, Inc.: Branson, MO, USA, 1993. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title 1 | Surface State | Coating Thickness (μm) | Coating Roughness (Ra, μm) |
|---|---|---|---|
| CGS | as-sprayed | ~50 | 4.7 ± 0.3 |
| HVAF | as-sprayed | ~50 | 2.2 ± 0.1 |
| HVAF | polished | ~250 | N/A |
| 12CoM | polished | N/A | N/A |
| 12CoF | polished | N/A | N/A |
| 12CoUF | polished | N/A | N/A |
| Sample | Average WC Size (µm) | Contiguity | Mean Free Path (µm) | Coating Porosity (%) |
|---|---|---|---|---|
| CGS | 0.14 | 0.46 | 0.06 | 0.7 ± 0.1 |
| HVAF | 0.34 | 0.44 | 0.15 | 4.2 ± 0.3 |
| 12CoM | 0.98 | 0.38 | 0.38 | N/A |
| 12CoF | 0.60 | 0.41 | 0.25 | N/A |
| 12CoUF | 0.27 | 0.45 | 0.12 | N/A |
| Sample | Ecorr (V vs. SCE) | Rp (kΩ cm2) |
|---|---|---|
| CGS as-sprayed | −0.367 | 2.8 ± 0.3 |
| HVAF as-sprayed | −0.504 | 889 ± 50 |
| HVAF polished | −0.420 | 7.2 ± 0.4 |
| 12CoM | −0.489 | 3.1 ± 0.3 |
| 12CoF | −0.468 | 3.4 ± 0.3 |
| 12CoUF | −0.510 | 2.7 ± 0.3 |
| Conditions | As-Sprayed CGS | Polished HVAF | Polished 12CoUF | Polished 12CoF | Polished 12CoM | |
|---|---|---|---|---|---|---|
| Element of EEC | ||||||
| CPE-T (mF cm−2 s(n−1)) | 1.42 (2.3) * | 1.48 (0.6) | 0.166 (1.0) | 0.104 (0.75) | 0.103 (0.6) | |
| n | 0.74 (0.3) | 0.66 (0.2) | 0.87 (0.2) | 0.89 (0.1) | 0.87 (0.1) | |
| R (Ω cm2) | 18 (5.2) | 47 (3.0) | 74 (8.9) | 163 (4.3) | 574 (4.3) | |
| CPEdl-T (μF cm−2 s(n−1)) | 650 (4.8) | - | - | - | - | |
| ndl | 0.88 (0.9) | - | - | - | - | |
| Cdl (μF cm−2) | - | 101 (2.1) | 27.4 (4.3) | 16.6 (2.5) | 11.6 (3.2) | |
| Rct (kΩ cm2) | 1.4 (0.3) | 4.3 (9.2) | 2.3 (0.6) | 2.7 (0.4) | 3.4 (0.7) | |
| χ2 (10−4) | 2 | 2 | 8 | 3 | 3 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cinca, N.; Lavigne, O.; Peres, R.N.; Conze, S.; Hoehn, S.; Dosta, S.; Koivuluoto, H.; Kim, C.; da Silva, F.S.; Matikainen, V.; et al. Electrochemical Corrosion Characterization of Submicron WC-12Co Coatings Produced by CGS and HVAF Compared with Sintered Bulks. Coatings 2022, 12, 620. https://doi.org/10.3390/coatings12050620
Cinca N, Lavigne O, Peres RN, Conze S, Hoehn S, Dosta S, Koivuluoto H, Kim C, da Silva FS, Matikainen V, et al. Electrochemical Corrosion Characterization of Submicron WC-12Co Coatings Produced by CGS and HVAF Compared with Sintered Bulks. Coatings. 2022; 12(5):620. https://doi.org/10.3390/coatings12050620
Chicago/Turabian StyleCinca, Núria, Olivier Lavigne, Riberto Nunes Peres, Susan Conze, Soeren Hoehn, Sergi Dosta, Heli Koivuluoto, Chung Kim, Fernando Santos da Silva, Ville Matikainen, and et al. 2022. "Electrochemical Corrosion Characterization of Submicron WC-12Co Coatings Produced by CGS and HVAF Compared with Sintered Bulks" Coatings 12, no. 5: 620. https://doi.org/10.3390/coatings12050620
APA StyleCinca, N., Lavigne, O., Peres, R. N., Conze, S., Hoehn, S., Dosta, S., Koivuluoto, H., Kim, C., da Silva, F. S., Matikainen, V., Jafari, R., Tarrés, E., & Benedetti, A. V. (2022). Electrochemical Corrosion Characterization of Submicron WC-12Co Coatings Produced by CGS and HVAF Compared with Sintered Bulks. Coatings, 12(5), 620. https://doi.org/10.3390/coatings12050620