
Effects of Laser-Remelting on the Microstructure, Hardness and Oscillating Wear Resistance of Atmospheric Plasma Sprayed Alumina-Rich Coatings




Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
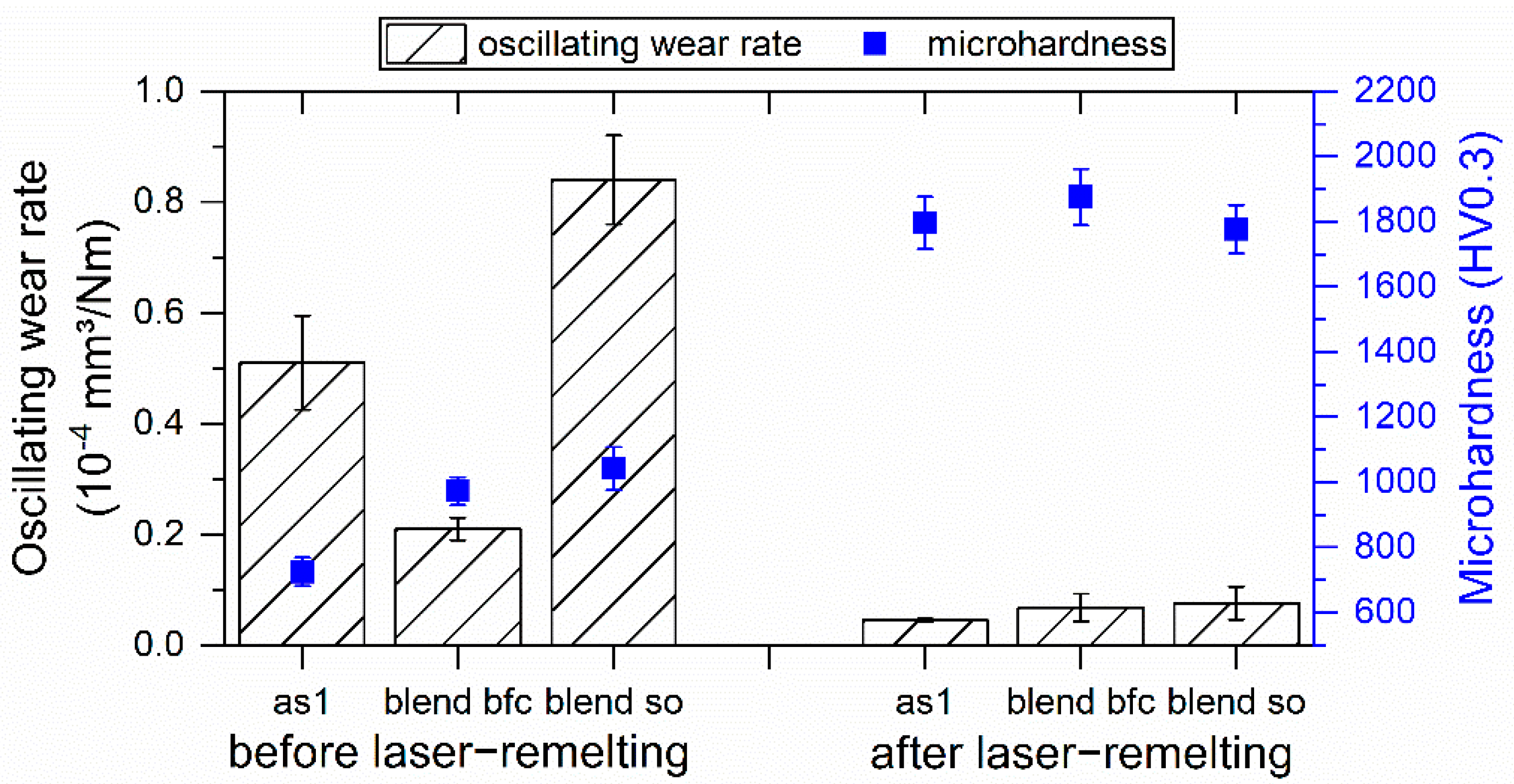
- Laser-remelting provides a relatively dense and hard wear-resistant zone.
- The laser-remelted zone has defects (pores), which differ depending on the laser parameters and phase composition of the initial coating.
- In all coatings, the laser remelted zone has a compact structure that exhibits high homogeneity.
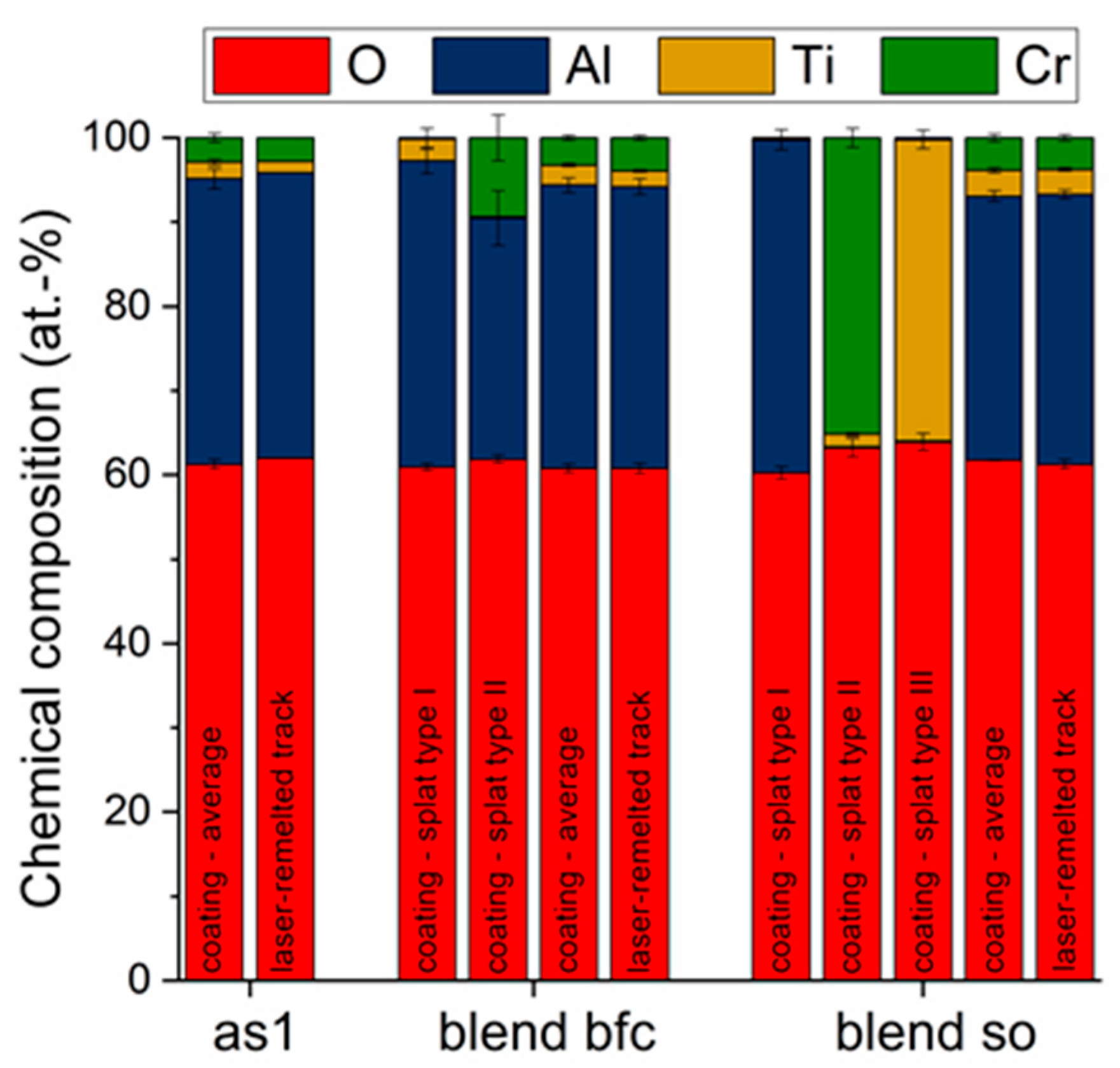
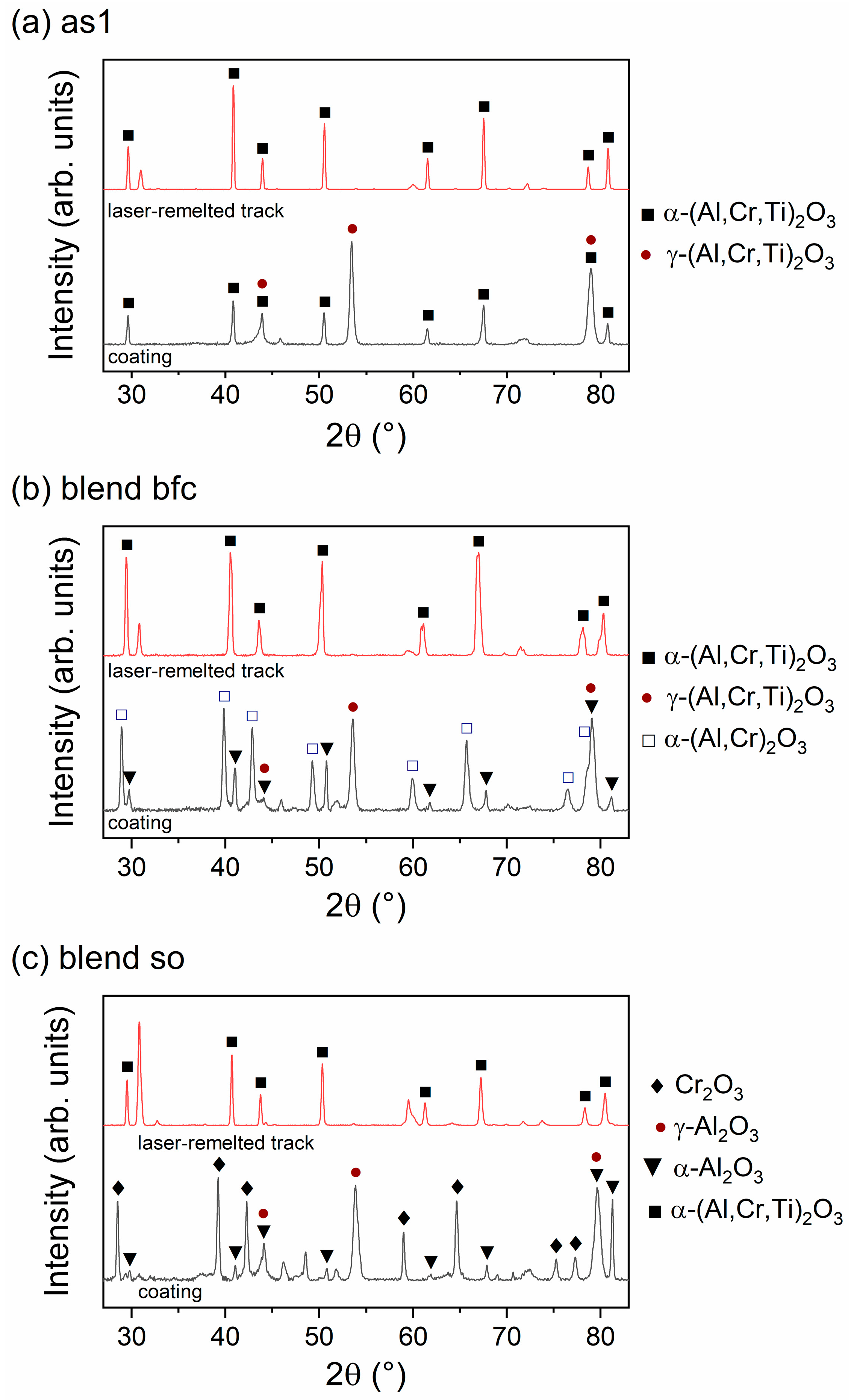
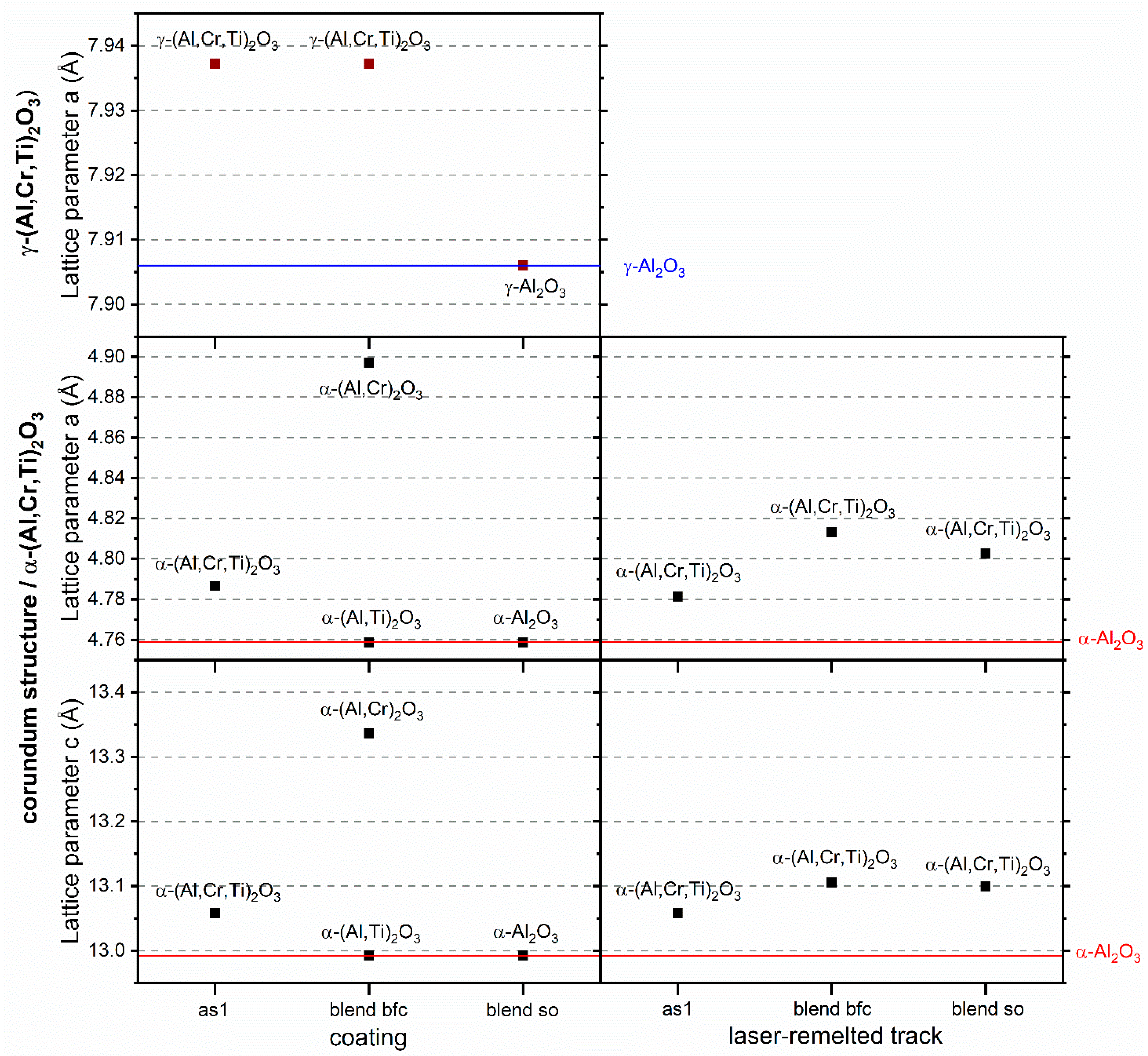
- The lamellae/splats of the original coating react with each other and form a solid solution (α-(Al,Cr,Ti)2O3) independent of the initial phase composition. Both EDS and XRD measurements indicate the incorporation of the atoms.
- The transformation from γ- (coating) to α-phase (laser-remelted zone) takes place.
- Volume decrease (phase transformation) and temperature gradient result in high residual stresses, leading to cracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Berger, L.-M. Tribology of Thermally Sprayed Coatings in the Al2O3-Cr2O3-TiO2 System. In Thermal Sprayed Coatings and Their Tribological Performances; Roy, M., Davim, J.P., Eds.; IGI Global: Hershey, PA, USA, 2015; pp. 227–267. ISBN 9781466674899. [Google Scholar]
- Sampath, S. Thermal Spray Applications in Electronics and Sensors: Past, Present, and Future. J. Therm. Spray Technol. 2010, 19, 921–949. [Google Scholar] [CrossRef] [Green Version]
- Toma, F.-L.; Scheitz, S.; Berger, L.-M.; Sauchuk, V.; Kusnezoff, M.; Thiele, S. Comparative Study of the Electrical Properties and Characteristics of Thermally Sprayed Alumina and Spinel Coatings. J. Therm. Spray Technol. 2011, 20, 195–204. [Google Scholar] [CrossRef]
- Mohammadian Bajgiran, M.; Rezvani Rad, M.; McDonald, A.; Moreau, C. Microstructure, phase and dielectric strength of thermally sprayed alumina layers in coating-based heating systems. Int. J. Appl. Ceram. Technol. 2021, 18, 1641–1656. [Google Scholar] [CrossRef]
- Grimm, M.; Conze, S.; Berger, L.-M.; Paczkowski, G.; Drehmann, R.; Lampke, T. Changes in the coating composition due to aps process conditions for Al2O3-Cr2O3-TiO2 ternary powder blends. J. Therm. Spray Technol. 2021, 30, 168–180. [Google Scholar] [CrossRef]
- McPherson, R. The relationship between the mechanism of formation, microstructure and properties of plasma-sprayed coatings. Thin Solid Films 1981, 83, 297–310. [Google Scholar] [CrossRef]
- Habib, K.A.; Saura, J.J.; Ferrer, C.; Damra, M.S.; Giménez, E.; Cabedo, L. Comparison of flame sprayed Al2O3/TiO2 coatings: Their microstructure, mechanical properties and tribology behavior. Surf. Coat. Technol. 2006, 201, 1436–1443. [Google Scholar] [CrossRef]
- Niemi, K.; Vuoristo, P.; Mäntylä, T. Properties of alumina-based coatings deposited by plasma spray and detonation gun spray processes. J. Therm. Spray Technol. 1994, 3, 199–203. [Google Scholar] [CrossRef]
- Shakhova, I.; Mironov, E.; Azarmi, F.; Safonov, A. Thermo-electrical properties of the alumina coatings deposited by different thermal spraying technologies. Ceram. Int. 2017, 43, 15392–15401. [Google Scholar] [CrossRef]
- Toma, F.-L.; Stahr, C.C.; Berger, L.-M.; Saaro, S.; Herrmann, M.; Deska, D.; Michael, G. Corrosion resistance of APS- and HVOF-sprayed coatings in the Al2O3-TiO2 system. J. Therm. Spray Technol. 2010, 19, 137–147. [Google Scholar] [CrossRef]
- McPherson, R. Formation of metastable phases in flame- and plasma-prepared alumina. J. Mater. Sci. 1973, 8, 851–858. [Google Scholar] [CrossRef]
- McPherson, R. On the formation of thermally sprayed alumina coatings. J. Mater. Sci. 1980, 15, 3141–3149. [Google Scholar] [CrossRef]
- Chráska, P.; Dubsky, J.; Neufuss, K.; Písacka, J. Alumina-base plasma-sprayed materials part I: Phase stability of alumina and alumina-chromia. J. Therm. Spray Technol. 1997, 6, 320–326. [Google Scholar] [CrossRef]
- Stahr, C.C.; Saaro, S.; Berger, L.-M.; Dubský, J.; Neufuss, K.; Herrmann, M. Dependence of the stabilization of α-alumina on the spray process. J. Therm. Spray Technol. 2007, 16, 822–830. [Google Scholar] [CrossRef]
- Gao, J.; Xiong, X.; Gao, Y. The effect of the α/γ phase on the dielectric properties of plasma sprayed Al2O3 coatings. J. Mater. Sci. Mater. Electron. 2017, 28, 12015–12020. [Google Scholar] [CrossRef]
- Herrmann, M.; Toma, F.-L.; Berger, L.-M.; Kaiser, G.; Stahr, C.C. Comparative study of the corrosion resistance of thermally sprayed ceramic coatings and their bulk ceramic counterparts. J. Eur. Ceram. Soc. 2014, 34, 493–504. [Google Scholar] [CrossRef]
- Thompson, V.S.; Whittemore, O.J. Structural changes on reheating plasma-sprayed alumina. Am. Ceram. Soc. Bull. 1967, 46, 637–641. [Google Scholar]
- Heintze, G.N.; Uematsu, S. Preparation and structures of plasma-sprayed γ- and α-Al2O3 coatings. Surf. Coat. Technol. 1992, 50, 213–222. [Google Scholar] [CrossRef]
- Dhakar, B.; Namdeo, A.; Chatterjee, S.; Sabiruddin, K. Heat treatment of plasma sprayed alumina-chromia composite coatings. Surf. Eng. 2018, 34, 737–746. [Google Scholar] [CrossRef]
- Caruso, K.S.; Drewry, D.G.; King, D.E.; Jones, J.S. Heat treatment of plasma-sprayed alumina: Evolution of microstructure and optical properties. In Advanced Ceramic Coatings and Interfaces II; Schulz, U., Lin, H.-T., Salem, J., Zhu, D., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 175–192. ISBN 9780470339510. [Google Scholar]
- Das, B.; Nath, A.K.; Bandyopadhyay, P.P. Online monitoring of laser-remelting of plasma sprayed coatings to study the effect of cooling rate on residual stress and mechanical properties. Ceram. Int. 2018, 44, 7524–7534. [Google Scholar] [CrossRef]
- Li, C.G.; Yu, Z.S.; Zhang, Y.F.; Zhang, P.L.; Yan, H.; Lu, Q.H.; Li, W.G.; Wang, Y. Microstructure evolution of laser remelted Al2O3–13wt.%TiO2 coatings. J. Alloys Compd. 2013, 576, 187–194. [Google Scholar] [CrossRef]
- Wang, Y.; Li, C.G.; Tian, W.; Yang, Y. Laser surface remelting of plasma sprayed nanostructured Al2O3–13wt%TiO2 coatings on titanium alloy. Appl. Surf. Sci. 2009, 255, 8603–8610. [Google Scholar] [CrossRef]
- Yuanzheng, Y.; Youlan, Z.; Zhengyi, L.; Yuzhi, C. Laser-remelting of plasma sprayed Al2O3 ceramic coatings and subsequent wear resistance. Mater. Sci. Eng. A 2000, 291, 168–172. [Google Scholar] [CrossRef]
- Das, B.; Gopinath, M.; Nath, A.K.; Bandyopadhyay, P.P. Effect of cooling rate on residual stress and mechanical properties of laser remelted ceramic coating. J. Eur. Ceram. Soc. 2018, 38, 3932–3944. [Google Scholar] [CrossRef]
- Das, B.; Nath, A.; Bandyopadhyay, P.P. Scratch resistance and damage mechanism of laser remelted thermally sprayed ceramic coating. Surf. Coat. Technol. 2019, 364, 157–169. [Google Scholar] [CrossRef]
- Sivakumar, R.; Mordike, B.L. Laser melting of plasma sprayed ceramic coatings. Surf. Eng. 1988, 4, 127–140. [Google Scholar] [CrossRef]
- Szafarska, M.; Iwaszko, J. Laser-remelting treatment of plasma-sprayed Cr2O3 oxide coatings. Arch. Metall. Mater. 2012, 57, 215–221. [Google Scholar] [CrossRef]
- Conze, S.; Grimm, M.; Berger, L.-M.; Thiele, S.; Drehmann, R.; Lampke, T. Influence of simultaneous Cr2O3 and TiO2 additions on the microstructure and properties of APS alumina coatings. Surf. Coat. Technol. 2021, 405, 126702. [Google Scholar] [CrossRef]
- Grimm, M.; Conze, S.; Berger, L.-M.; Drehmann, R.; Lampke, T. Microstructure and properties of atmospheric plasma sprayed (Al,Cr)2O3–TiO2 coatings from blends. J. Therm. Spray Technol. 2022, 31, 256–268. [Google Scholar] [CrossRef]
- Ghazali, M.J.; Forghani, S.M.; Hassanuddin, N.; Muchtar, A.; Daud, A.R. Comparative wear study of plasma sprayed TiO2 and Al2O3–TiO2 on mild steels. Tribol. Int. 2016, 93, 681–686. [Google Scholar] [CrossRef]
- Yılmaz, R.; Kurt, A.O.; Demir, A.; Tatlı, Z. Effects of TiO2 on the mechanical properties of the Al2O3–TiO2 plasma sprayed coating. J. Eur. Ceram. Soc. 2007, 27, 1319–1323. [Google Scholar] [CrossRef]
- Fervel, V.; Normand, B.; Coddet, C. Tribological behavior of plasma sprayed Al2O3-based cermet coatings. Wear 1999, 230, 70–77. [Google Scholar] [CrossRef]
- Szkodo, M.; Bień, A.; Antoszkiewicz, M. Effect of plasma sprayed and laser re-melted Al2O3 coatings on hardness and wear properties of stainless steel. Ceram. Int. 2016, 42, 11275–11284. [Google Scholar] [CrossRef]
- Yang, K.; Li, J.; Wang, Q.; Li, Z.; Jiang, Y.; Bao, Y. Effect of laser-remelting on microstructure and wear resistance of plasma sprayed Al2O3-40%TiO2 coating. Wear 2019, 426–427, 314–318. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | Laser Power Pel (W) | Traverse Speed ν (mm/s) | Energy Density 1 (J/mm²) |
|---|---|---|---|
| as1 ((Al,Cr,Ti)2O3) | 225 | 1 | 45 |
| blend bfc ((Al,Cr)2O3 + Al2O3 − TiO2) | 200 | 1 | 40 |
| blend so (Al2O3 + Cr2O3 + TiO2) | 300 | 10 | 6 |
| Force (N) | Frequency (Hz) | Time (s) | Amplitude (mm) | Counterbody | |
|---|---|---|---|---|---|
| Material | Diameter (mm) | ||||
| 16 | 40 | 600 | 0.5 | Al2O3 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grimm, M.; Lindner, T.; Lampke, T. Effects of Laser-Remelting on the Microstructure, Hardness and Oscillating Wear Resistance of Atmospheric Plasma Sprayed Alumina-Rich Coatings. Coatings 2022, 12, 721. https://doi.org/10.3390/coatings12060721
Grimm M, Lindner T, Lampke T. Effects of Laser-Remelting on the Microstructure, Hardness and Oscillating Wear Resistance of Atmospheric Plasma Sprayed Alumina-Rich Coatings. Coatings. 2022; 12(6):721. https://doi.org/10.3390/coatings12060721
Chicago/Turabian StyleGrimm, Maximilian, Thomas Lindner, and Thomas Lampke. 2022. "Effects of Laser-Remelting on the Microstructure, Hardness and Oscillating Wear Resistance of Atmospheric Plasma Sprayed Alumina-Rich Coatings" Coatings 12, no. 6: 721. https://doi.org/10.3390/coatings12060721
APA StyleGrimm, M., Lindner, T., & Lampke, T. (2022). Effects of Laser-Remelting on the Microstructure, Hardness and Oscillating Wear Resistance of Atmospheric Plasma Sprayed Alumina-Rich Coatings. Coatings, 12(6), 721. https://doi.org/10.3390/coatings12060721