


Reduced Dislocation Density of an InP/GaAs Virtual Substrate Grown by Metalorganic Chemical Vapor Deposition



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
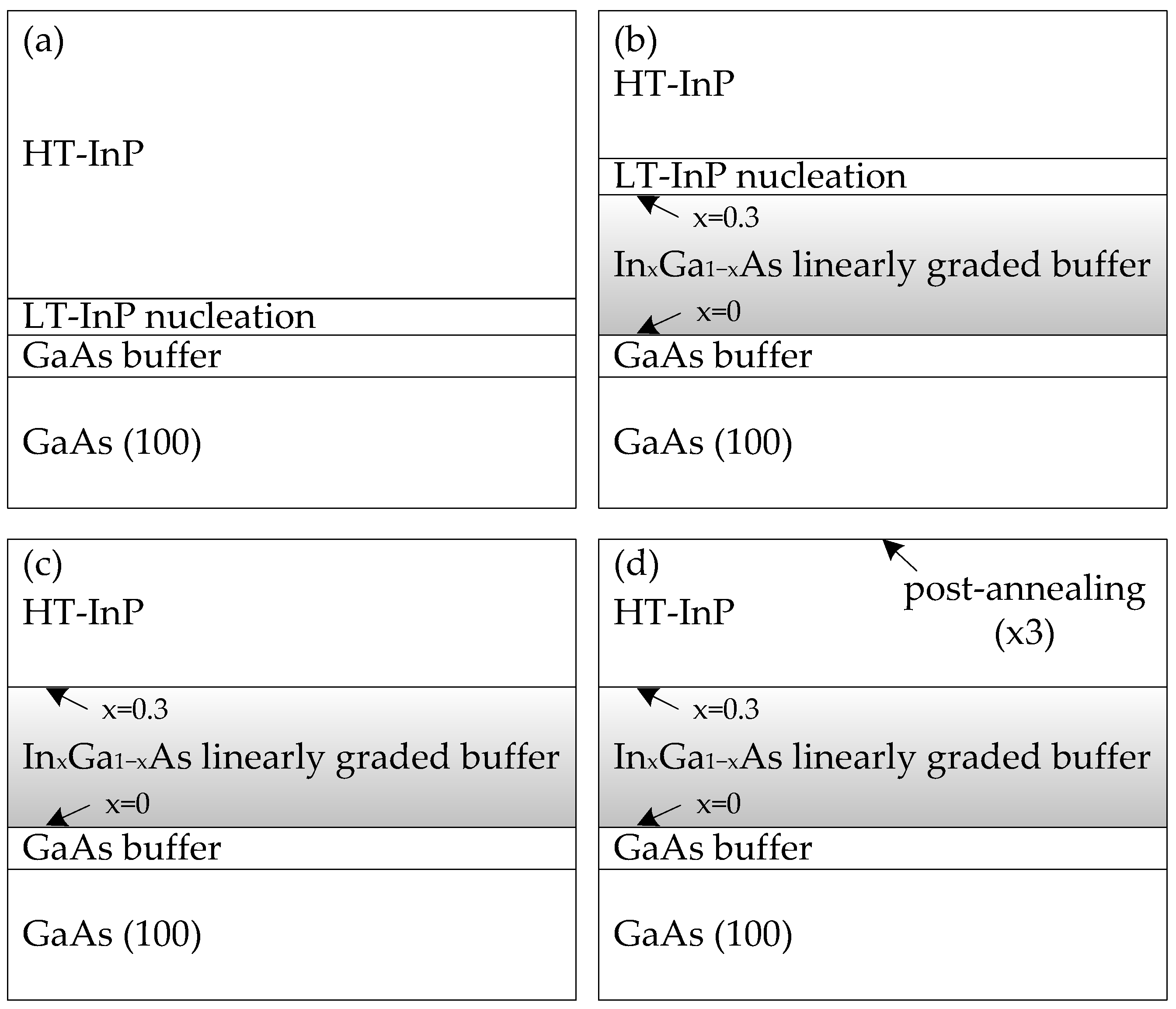
2.1. The Epitaxial Growth of an InP/GaAs Virtual Substrate
2.2. Materials Characterization
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Wang, H.; Radhakrishnan, K. Increase in electron mobility of InGaAs/InP composite channel high electron mobility transistor structure due to SiN passivation. Thin Solid Film. 2007, 515, 4387–4389. [Google Scholar] [CrossRef]
- Touraton, M.L.; Martin, M.; David, S.; Bernier, N.; Rochat, N.; Moeyaert, J.; Loup, V.; Boeuf, F.; Jany, C.; Dutartre, D.; et al. Selective epitaxial growth of AlGaAs/GaAs heterostructures on 300 mm Si(001) for red optical emission. Thin Solid Film. 2021, 721, 138541. [Google Scholar] [CrossRef]
- Li, Q.; Ng, K.W.; Lau, K.M.; Tang, C.W.; Hill, R.; Vert, A. Defect reduction in epitaxial InP on nanostructured Si (001) substrates with position-controlled seed arrays. J. Cryst. Growth 2014, 405, 81–86. [Google Scholar] [CrossRef]
- Shi, B.; Klamkin, L. Defect engineering for high quality InP epitaxially grown on on-axis (001) Si. J. Appl. Phys. 2020, 127, 033102. [Google Scholar] [CrossRef]
- Cho, Y.D.; Lee, I.G.; Kim, S.W.; Jun, D.H.; Choi, I.H.; Kwon, H.M.; Shin, C.S.; Park, K.H.; Park, W.K.; Kim, D.H.; et al. Two-step growth of epitaxial InP layers by metalorganic chemical vapor deposition. J. Nanosci. Nanotechnol. 2016, 16, 5168–5172. [Google Scholar] [CrossRef] [PubMed]
- Derbali, M.B.; Meddeb, J.; Mâaref, H.; Buttard, D.; Abraham, P.; Monteil, Y. A comparative study of heterostructures InP/GaAs (001) and InP/GaAs (111) grown by metalorganic chemical vapor deposition. J. Appl. Phys. 1998, 84, 503. [Google Scholar] [CrossRef]
- Wang, Q.; Lu, J.; Xiong, D.; Zhou, J.; Huang, H.; Miao, A.; Cai, S.; Huang, Y.; Ren, X. Metamorphic In0.53Ga0.47As p-i-n photodetector grown on GaAs substrates by low-pressure MOCVD. Chin. Opt. Lett. 2007, 5, 358–360. [Google Scholar]
- Kimura, T.; Kimura, T.; Ishimura, E.; Uesugi, F.; Tsugami, M.; Mizuguchi, K.; Murotani, T. Improvement of InP crystal quality grown on GaAs substrates and device applications. J. Cryst. Growth 1991, 107, 827–831. [Google Scholar] [CrossRef]
- Hayafuji, N.; Kimura, T.; Yoshida, N.; Kaneno, N.; Tsugami, M.; Mizuguchi, K.; Murotani, T.; Ibuki, S. Improvement of InP crystal quality on GaAs substrates by thermal cyclic annealing. Jpn. J. Appl. Phys. 1989, 28, L1721–L1724. [Google Scholar] [CrossRef]
- Morales, F.M.; García, R.; Molina, S.I.; Aouni, A.; Postigo, P.A.; Fonstad, C.G. Microstructural improvements of InP on GaAs (001) grown by molecular beam epitaxy by in situ hydrogenation and postgrowth annealing. Appl. Phys. Lett. 2009, 94, 041919. [Google Scholar] [CrossRef] [Green Version]
- Fan, Y.B.; Wang, J.; Li, J.; Yin, H.Y.; Hu, H.Y.; Yang, Z.Y.; Wei, X.; Huang, Y.Q.; Ren, X.M. Epitaxial lateral overgrowth of InP on nanopatterned GaAs substrates by metal–organic chemical vapor deposition. J. Electron. Mater. 2018, 47, 5518–5524. [Google Scholar] [CrossRef]
- Sun, Y.; Dong, J.; Yu, S.; Zhao, Y.; He, Y. High quality InP epilayers grown on GaAs substrates using metamorphic AlGaInAs buffers by metalorganic chemical vapor deposition. J. Mater. Sci. Mater. Electron. 2017, 28, 745–749. [Google Scholar] [CrossRef]
- He, Y.; Yan, W.; Sun, Y.; Dong, J. Improved quality of InP layer on GaAs substrates by using compositionally modulated step-graded AlGaInAs buffers. J. Mater. Sci. Mater. Electron. 2019, 30, 16251–16256. [Google Scholar] [CrossRef]
- Quitoriano, N.J.; Fitzgerald, E.A. Relaxed, high-quality InP on GaAs by using InGaAs and InGaP graded buffers to avoid phase separation. J. Appl. Phys. 2007, 102, 033511. [Google Scholar] [CrossRef]
- Tsai, Y.L.; Yang, H.H.; Fang, J.H.; Chang, C.L.; Chen, M.H.; Wu, C.H.; Hong, H.F. GaAs-based optoelectronics grown on GaAs/Si virtual substrates with multiple spaced thermal-cycle annealing. Thin Solid Film. 2021, 733, 138817. [Google Scholar] [CrossRef]
- Song, Y.; Wang, S.; Tångring, I.; Lai, Z.; Sadeghi, M. Effects of doping and grading slope on surface and structure of metamorphic InGaAs buffers on GaAs substrates. J. Appl. Phys. 2009, 106, 123531. [Google Scholar] [CrossRef]
- Sorokin, S.V.; Klimko, G.V.; Sedova, I.V.; Sitnikova, A.A.; Kirilenko, D.A.; Baidakova, M.V.; Yagovkina, M.A.; Komissarova, T.A.; Belyaev, K.G.; Ivanov, S.V. Peculiarities of strain relaxation in linearly graded InxGa1−xAs/GaAs (001) metamorphic buffer layers grown by molecular beam epitaxy. J. Cryst. Growth 2016, 455, 83–89. [Google Scholar] [CrossRef]
- Takano, Y.; Sasaki, T.; Nagaki, Y.; Kuwahara, K.; Fuke, S.; Imai, T. Two-step growth of InP on GaAs substrates by metalorganic vapor phase epitaxy. J. Cryst. Growth 1996, 169, 621–624. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, Y.-L.; Wu, C.-H. Reduced Dislocation Density of an InP/GaAs Virtual Substrate Grown by Metalorganic Chemical Vapor Deposition. Coatings 2022, 12, 723. https://doi.org/10.3390/coatings12060723
Tsai Y-L, Wu C-H. Reduced Dislocation Density of an InP/GaAs Virtual Substrate Grown by Metalorganic Chemical Vapor Deposition. Coatings. 2022; 12(6):723. https://doi.org/10.3390/coatings12060723
Chicago/Turabian StyleTsai, Yu-Li, and Chih-Hung Wu. 2022. "Reduced Dislocation Density of an InP/GaAs Virtual Substrate Grown by Metalorganic Chemical Vapor Deposition" Coatings 12, no. 6: 723. https://doi.org/10.3390/coatings12060723
APA StyleTsai, Y. -L., & Wu, C. -H. (2022). Reduced Dislocation Density of an InP/GaAs Virtual Substrate Grown by Metalorganic Chemical Vapor Deposition. Coatings, 12(6), 723. https://doi.org/10.3390/coatings12060723