
Comparison of Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of WC-17Co Coatings Formed in Various Spraying Ways


Abstract
:1. Introduction
2. Materials and Methods
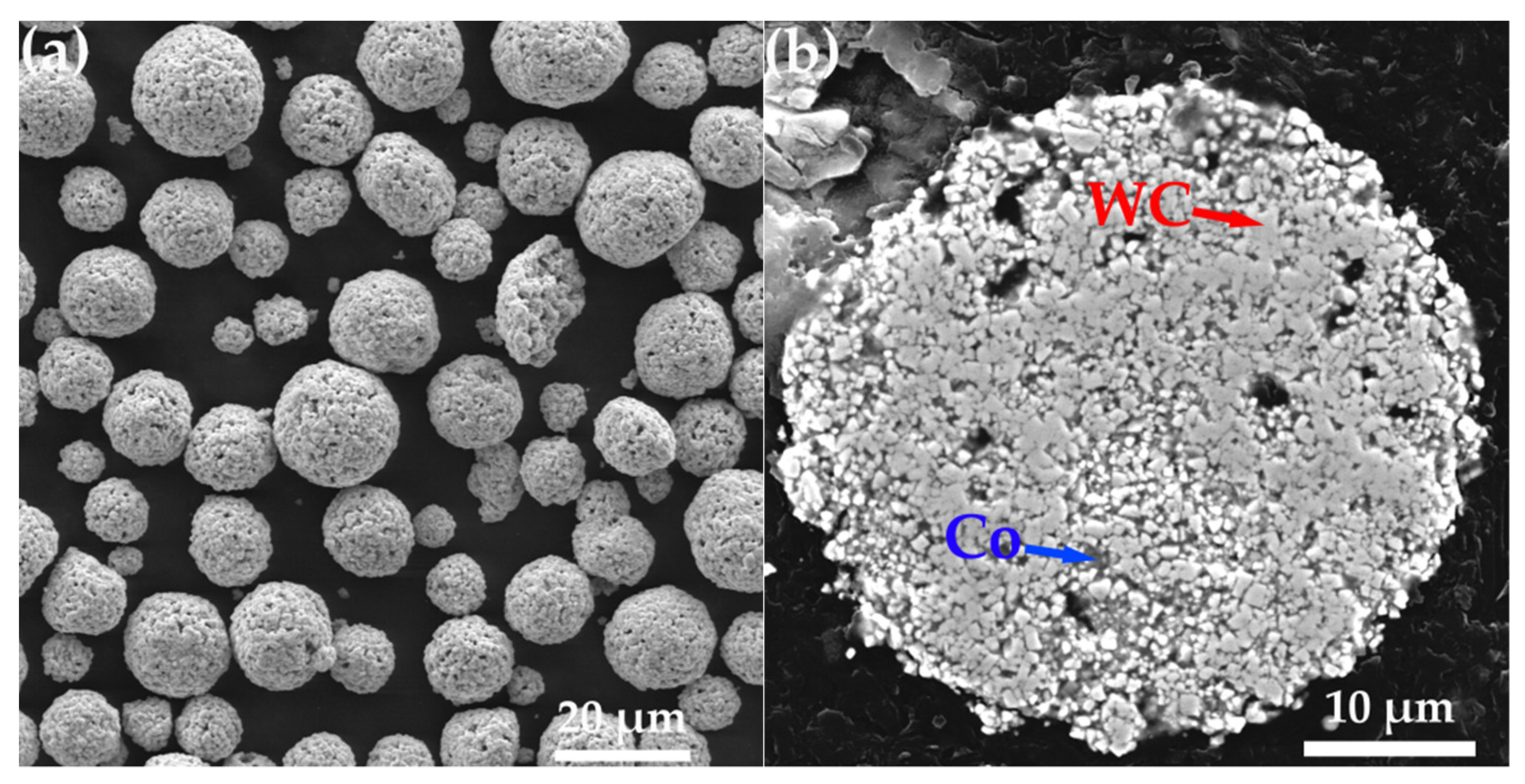
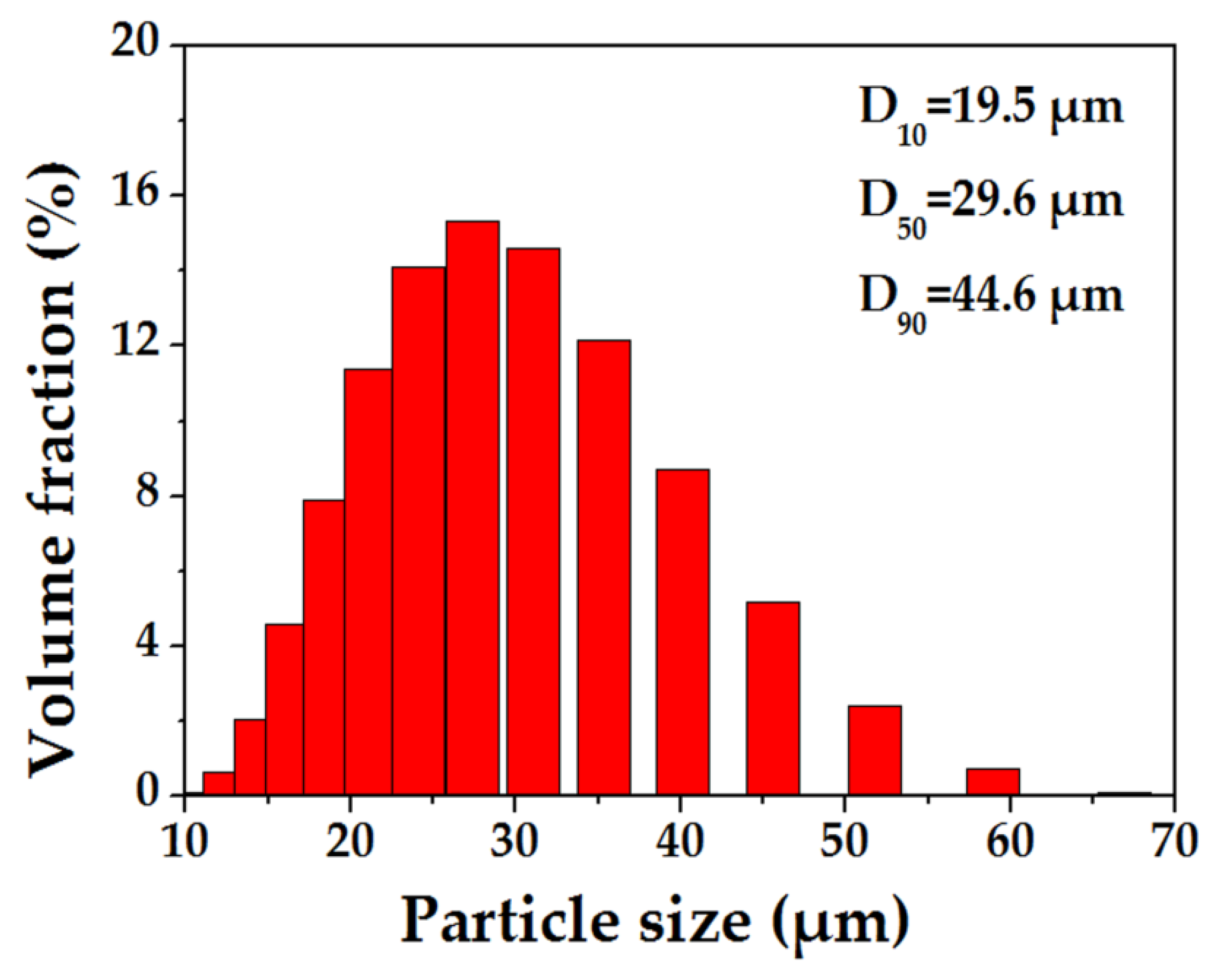
2.1. Materials
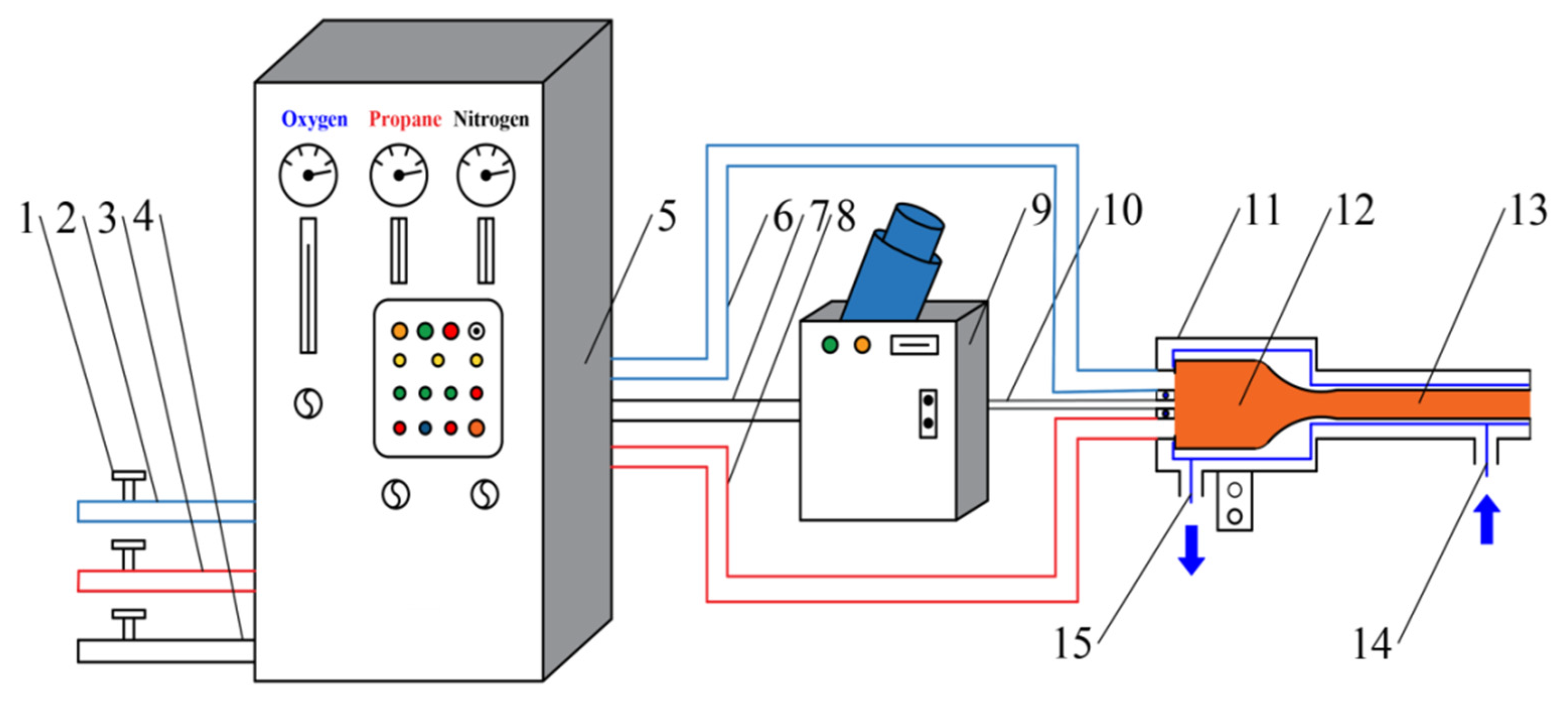
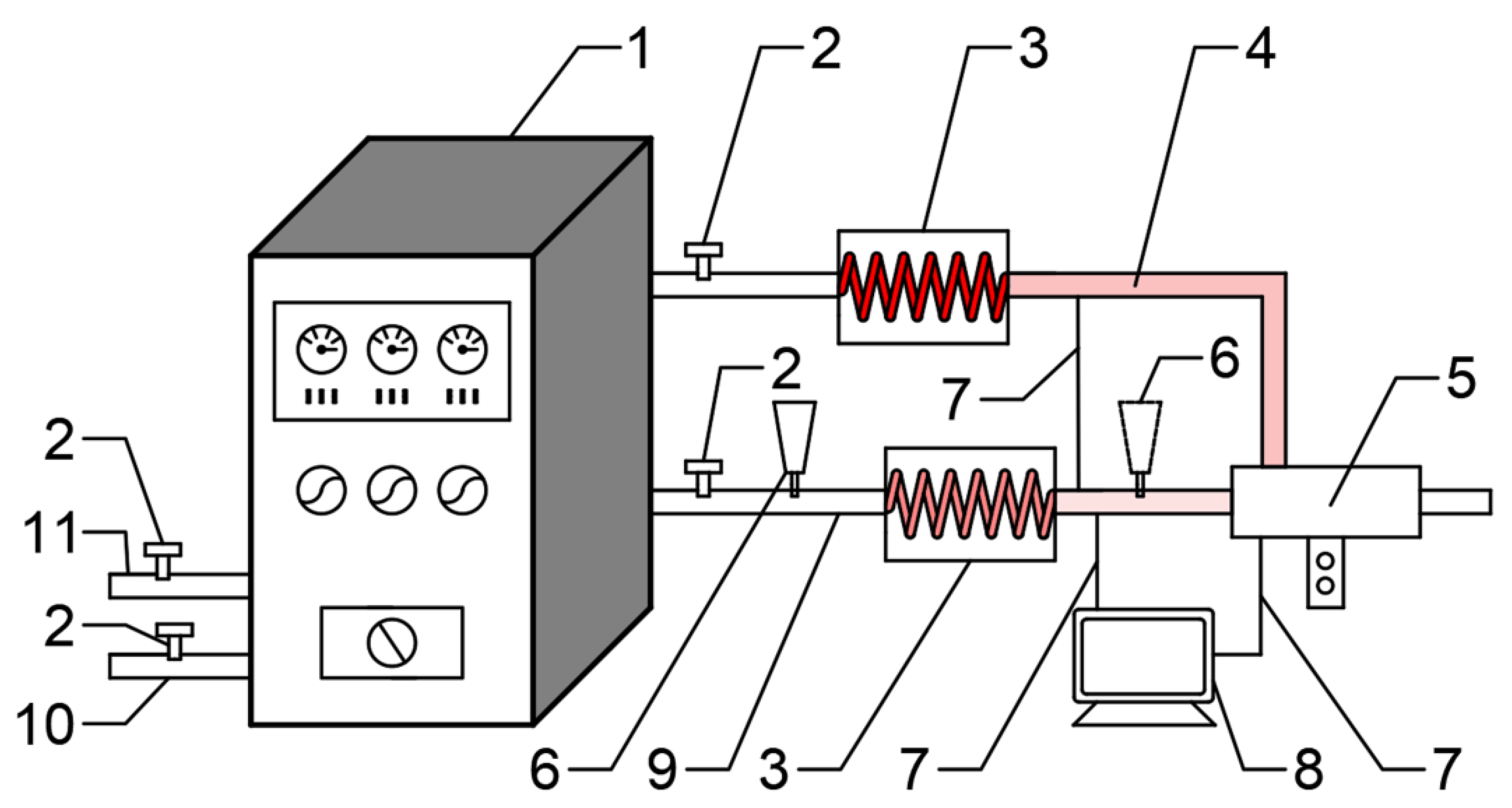
2.2. Coating Preparation
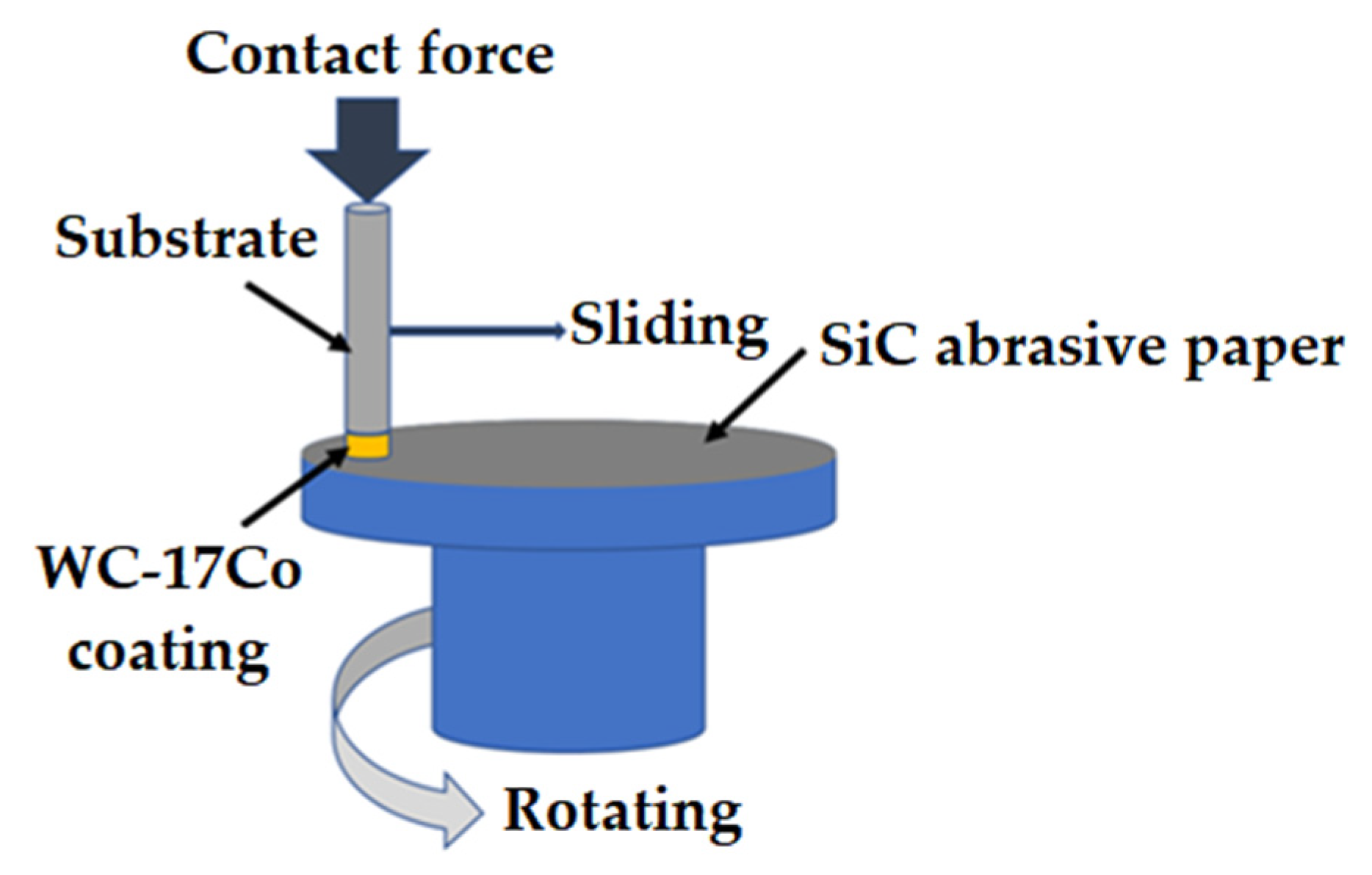
2.3. Microhardness, Fracture Toughness and Abrasive Wear
2.4. Microstructure Characterization of Powders and Coatings
3. Results and Discussion
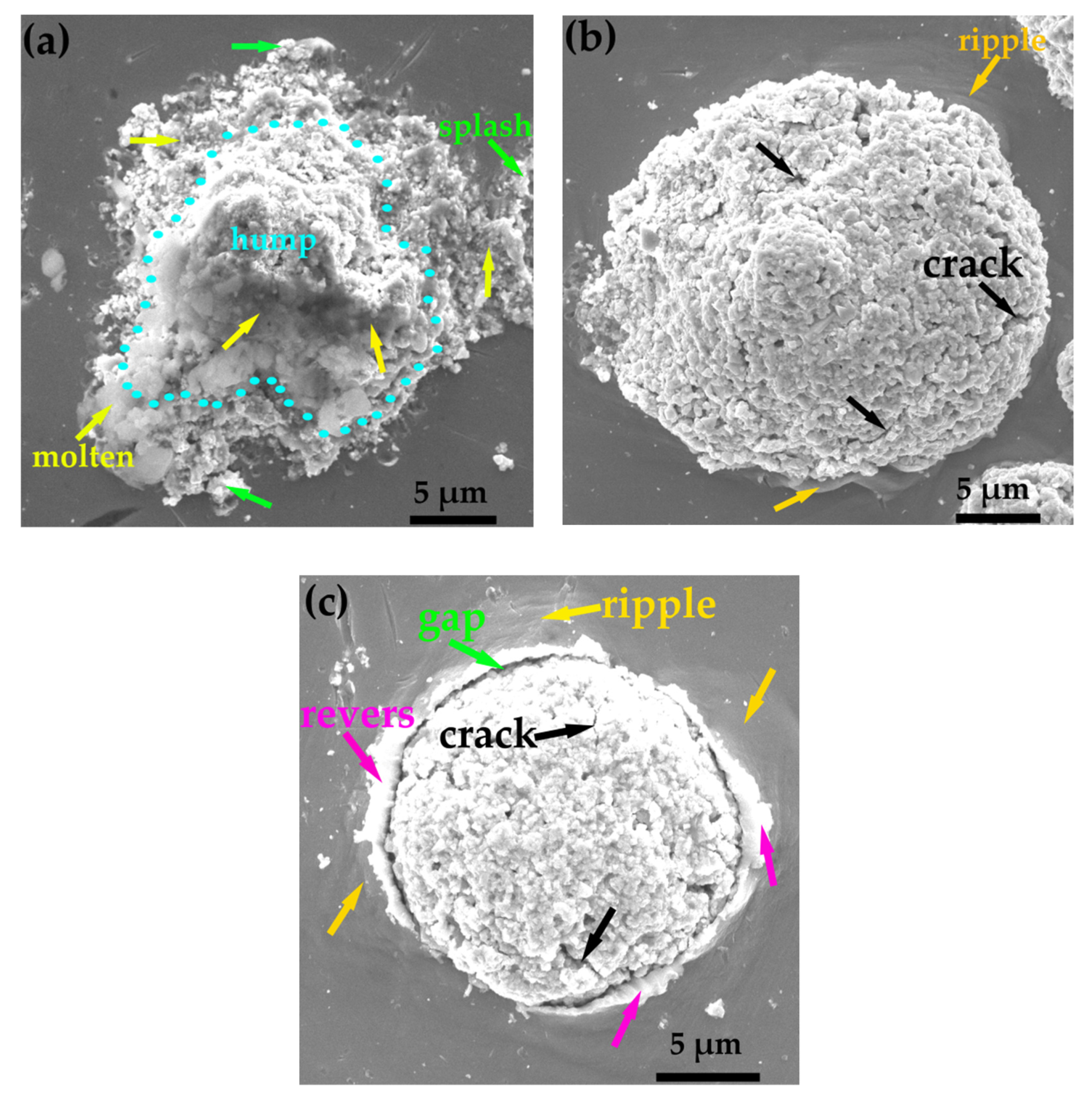
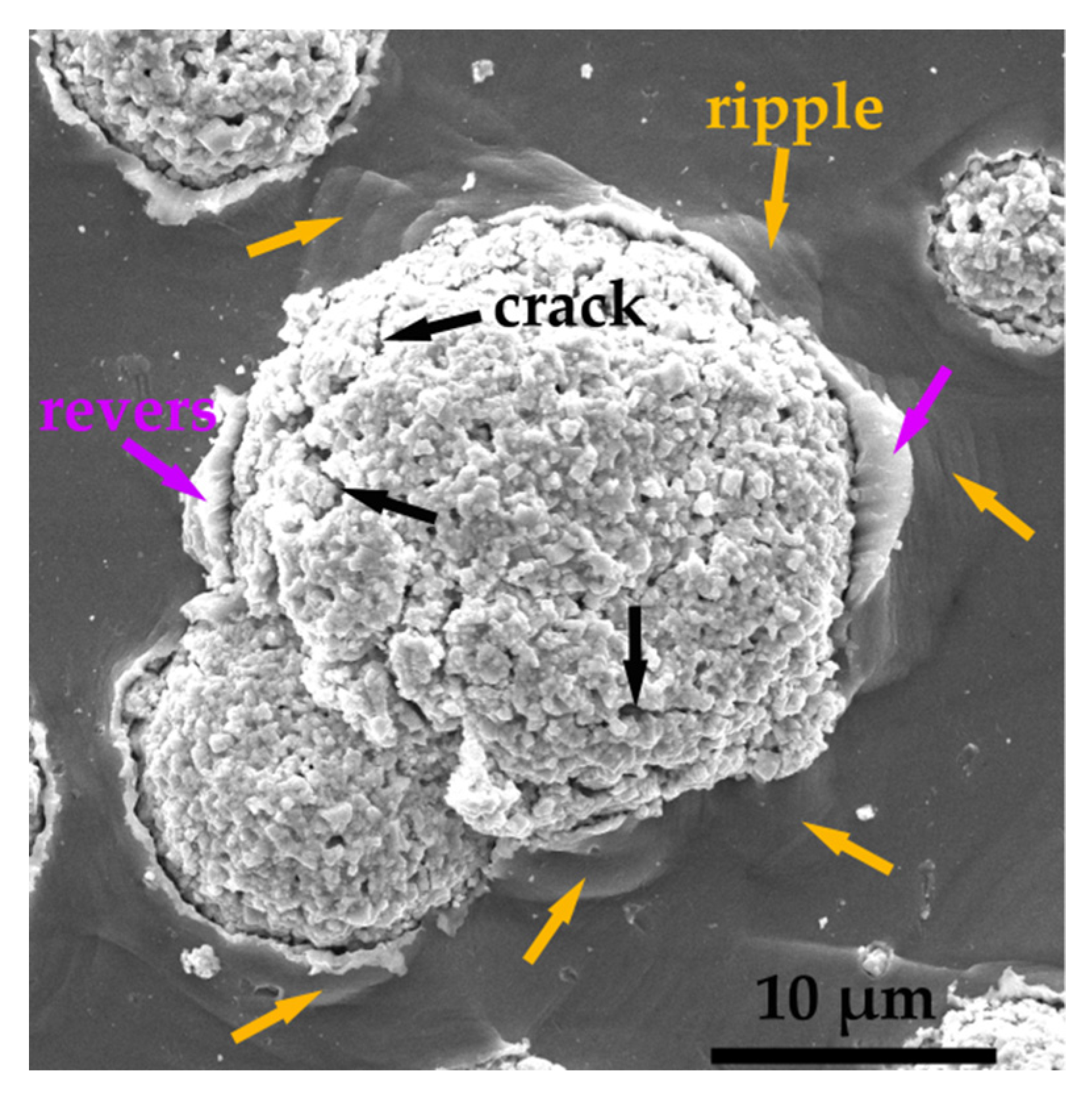
3.1. Deposition Behavior of WC-17Co Splats
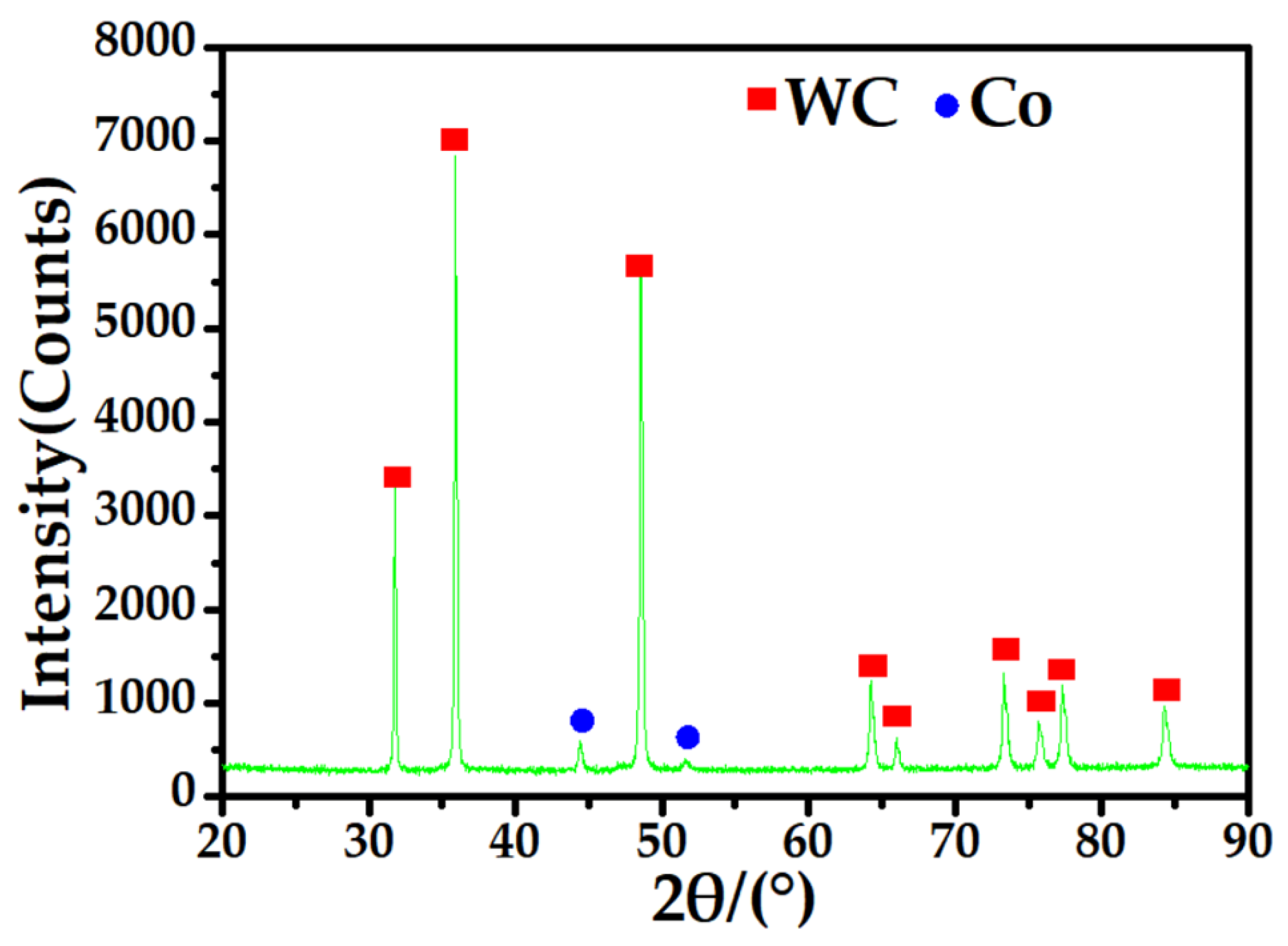
3.2. XRD Patterns of As-Sprayed WC-17Co Coatings
3.3. Microstructure of As-Sprayed WC-17Co Coatings
3.4. Microhardness and Fracture Toughness of As-Sprayed WC-17Co Coatings
3.5. Abrasive Wear of As-Sprayed WC-17Co Coatings and Q235 Steel
4. Conclusions
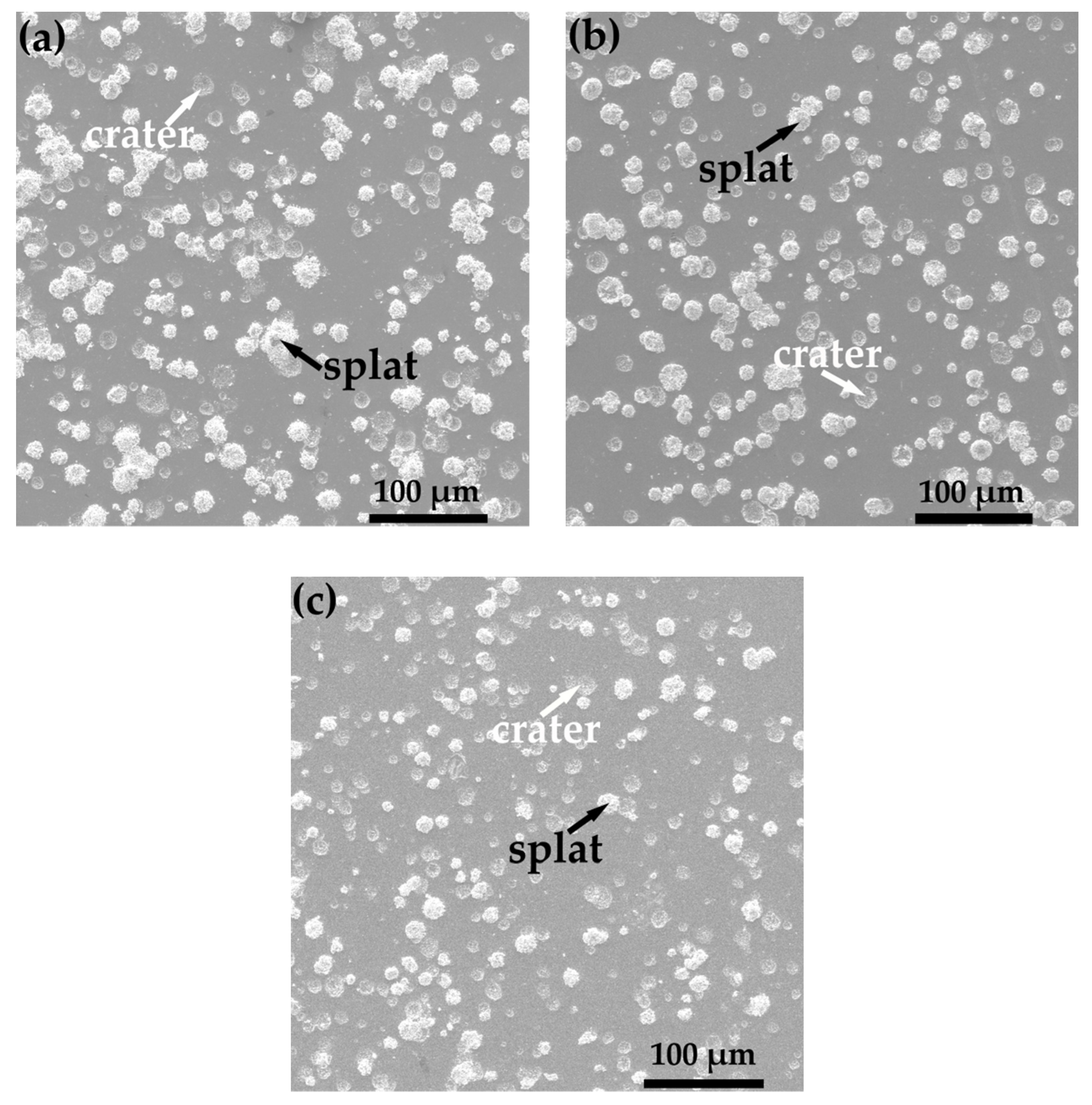
- I.
- In comparison to the WC-17Co splat deposited by HVOF and WS, the WC-17Co splat deposited by CS remained nearly spherical shape, and the embedding depth of the small particle into Q235 steel substrate was deeper than that of large splat. Due to the high-velocity impacting effect of cold-sprayed splat, the plastic deformation of the substrate was severe with more ripple and revers.
- II.
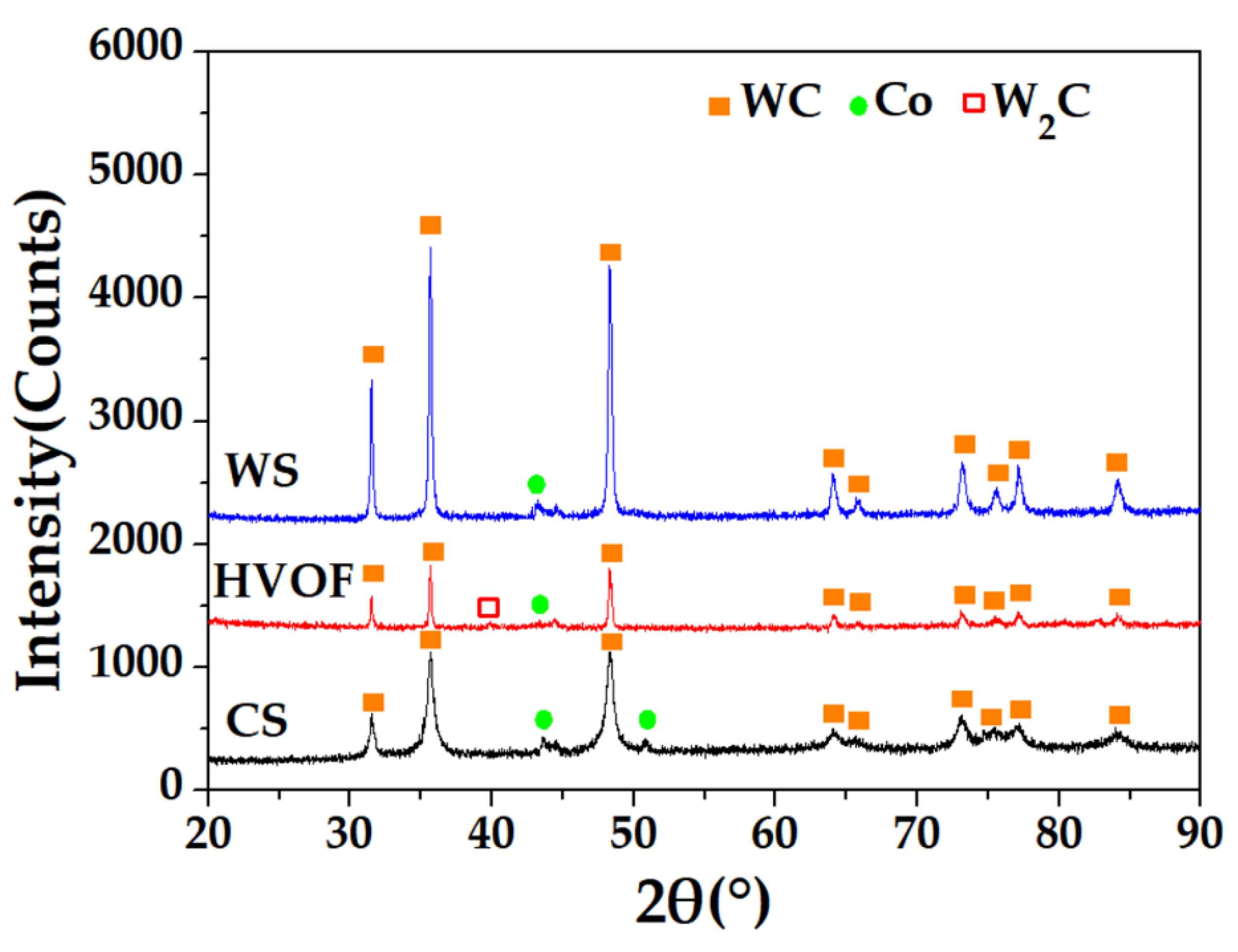
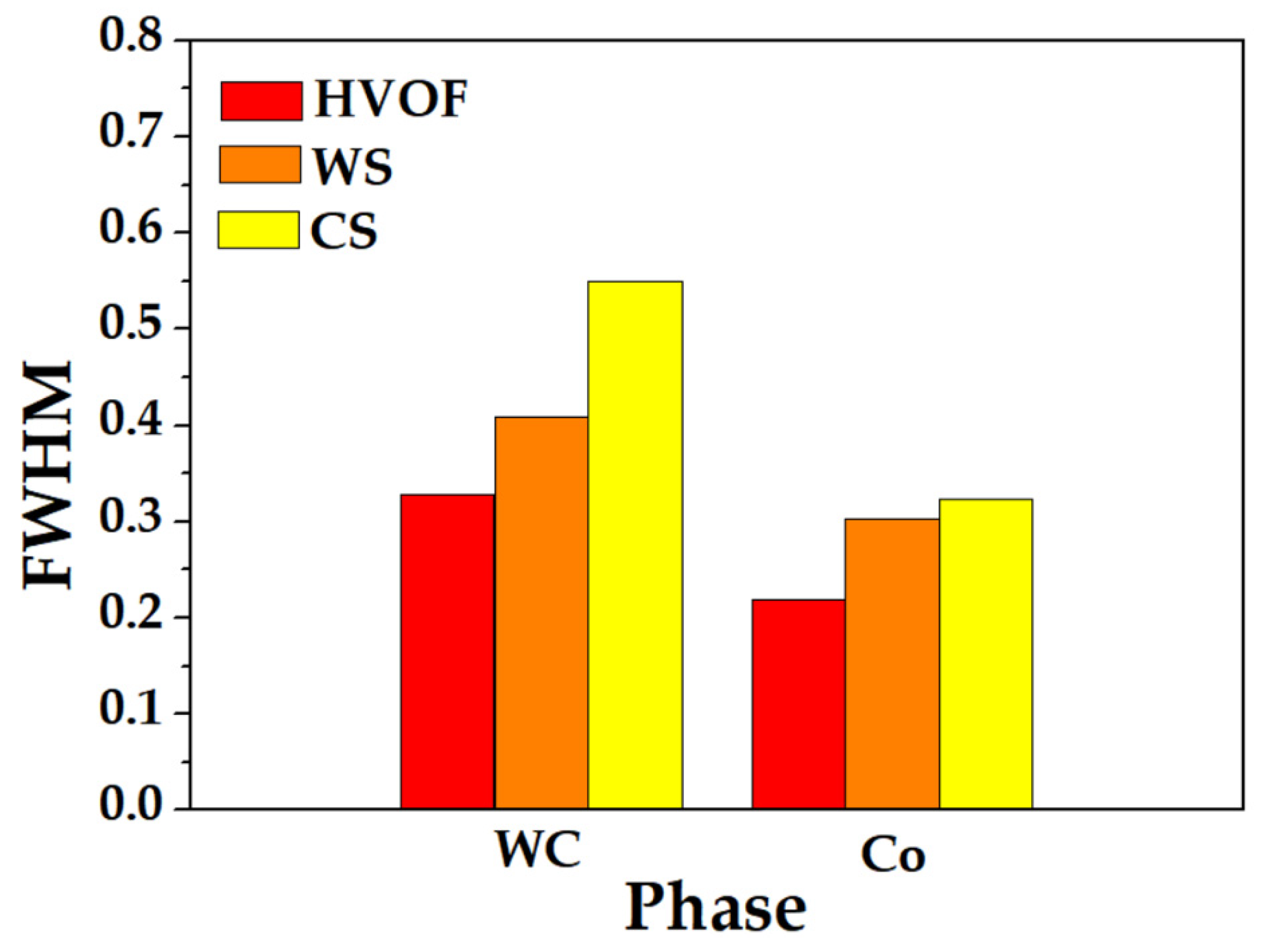
- Although there was a small amount of W2C phase in HVOF-sprayed coating, the main phase compositions of all the WC-17Co coatings were WC and Co phases. By comparing with HVOF-sprayed WC-17Co coating, the diffraction peaks of WC and Co of warm-sprayed and cold-sprayed WC-17Co coatings were broadened. By measuring the full widths at half maximums (FWHMs) of WC and Co diffraction peaks of WC-17Co coatings formed in various spraying ways, the FWHMs of WC and Co diffraction peaks of warm-sprayed and cold-sprayed WC-17Co coatings were larger than those of HVOF-sprayed coatings; moreover, those of the cold-sprayed WC-17Co coatings were the largest.
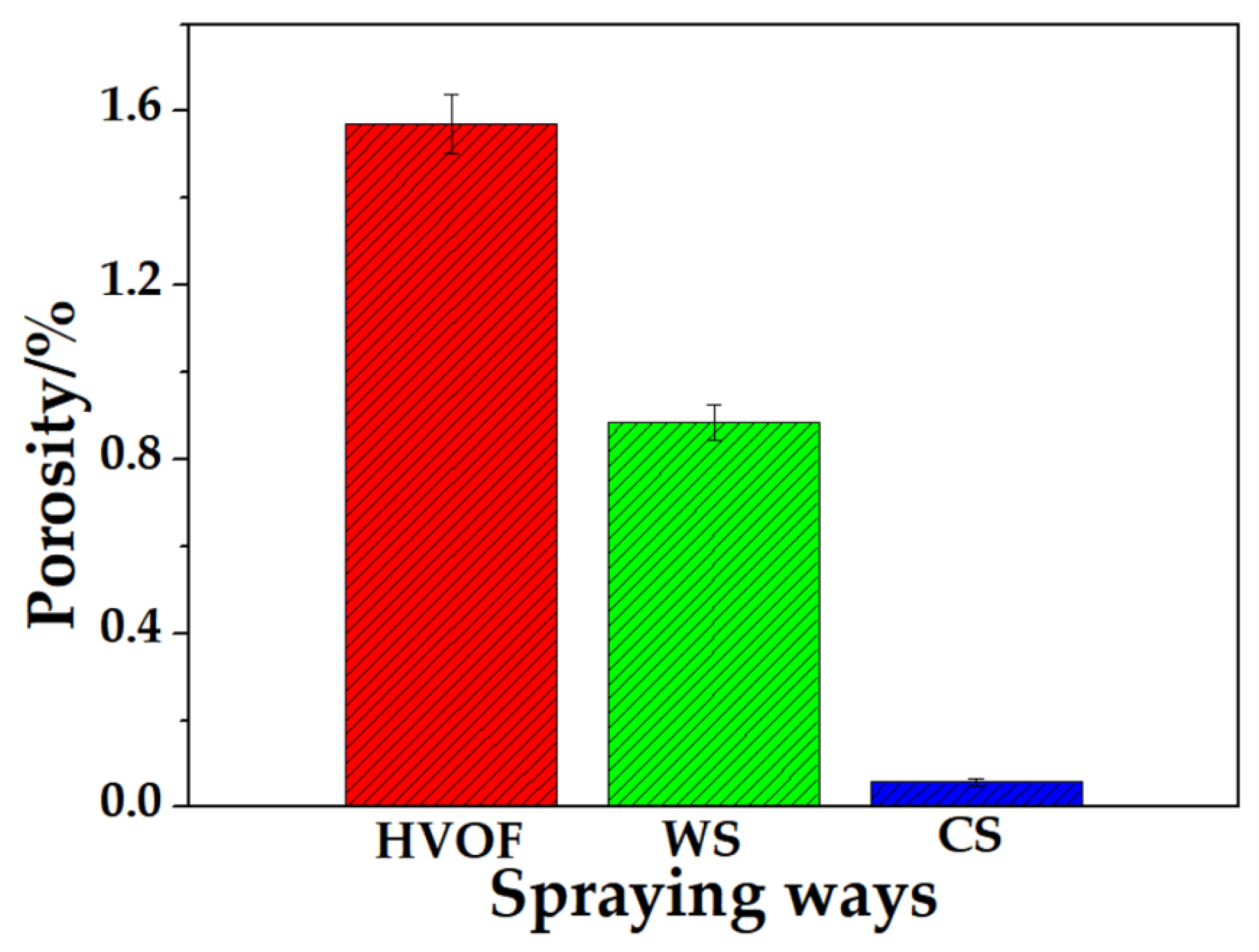
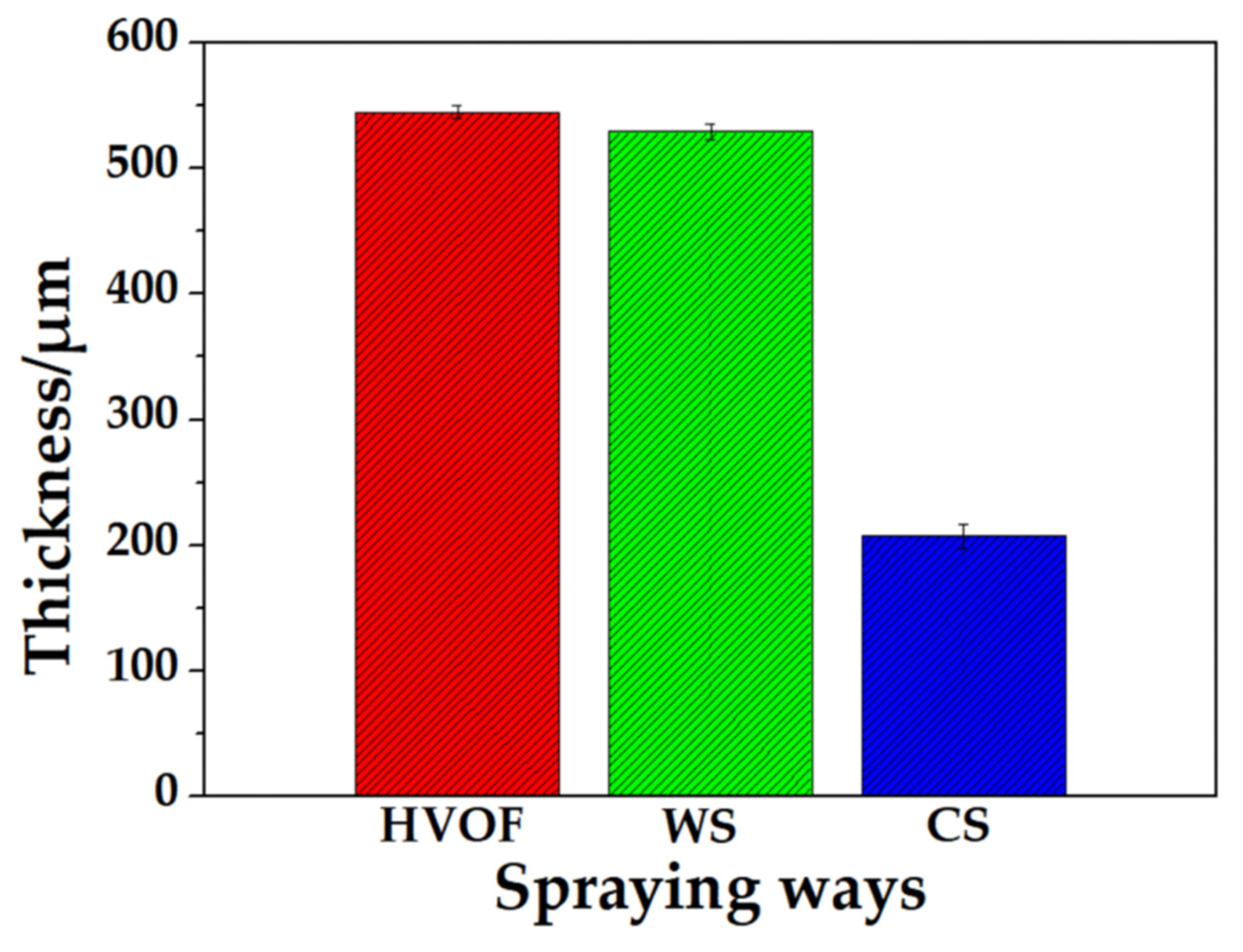
- III.
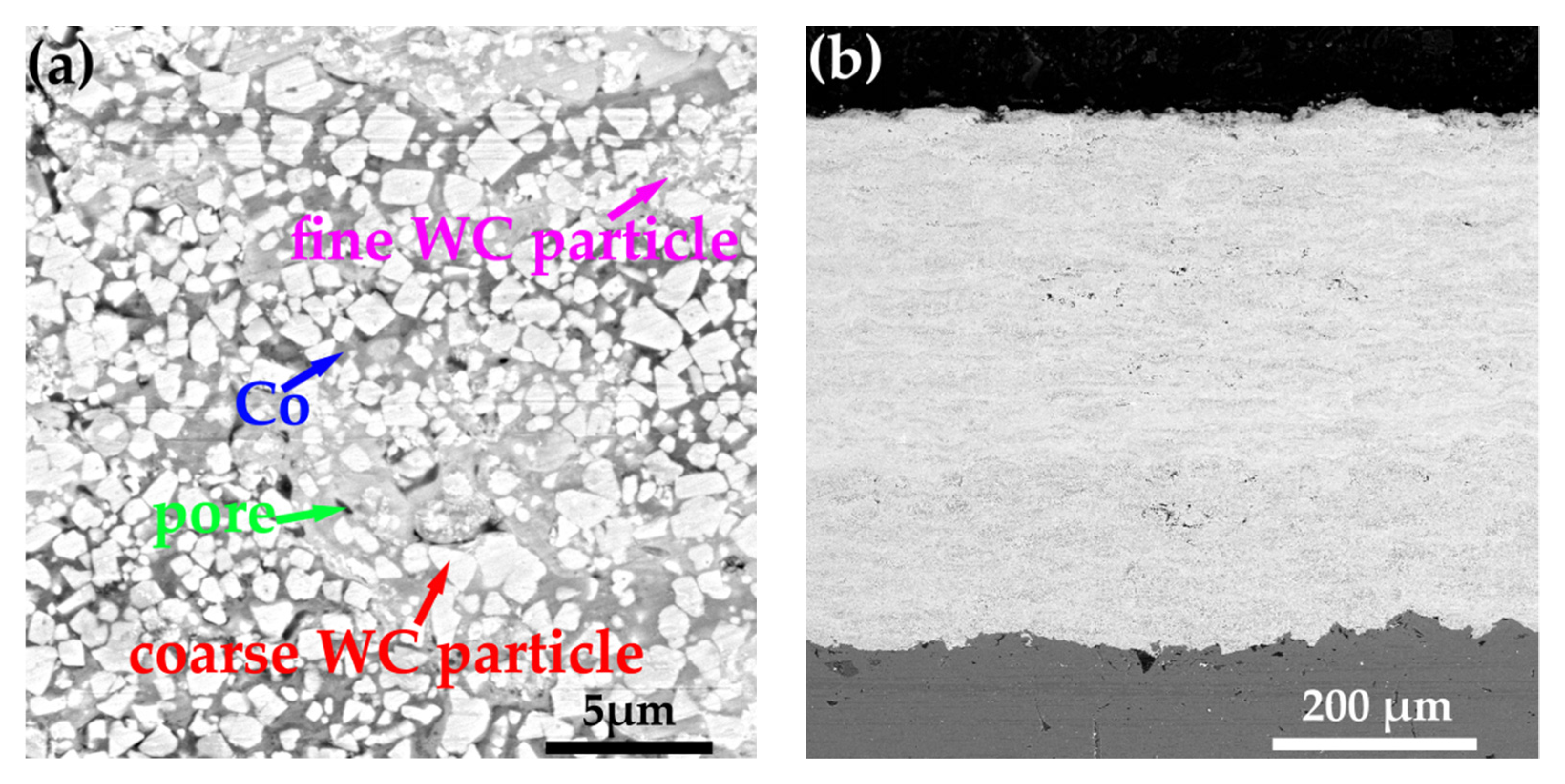
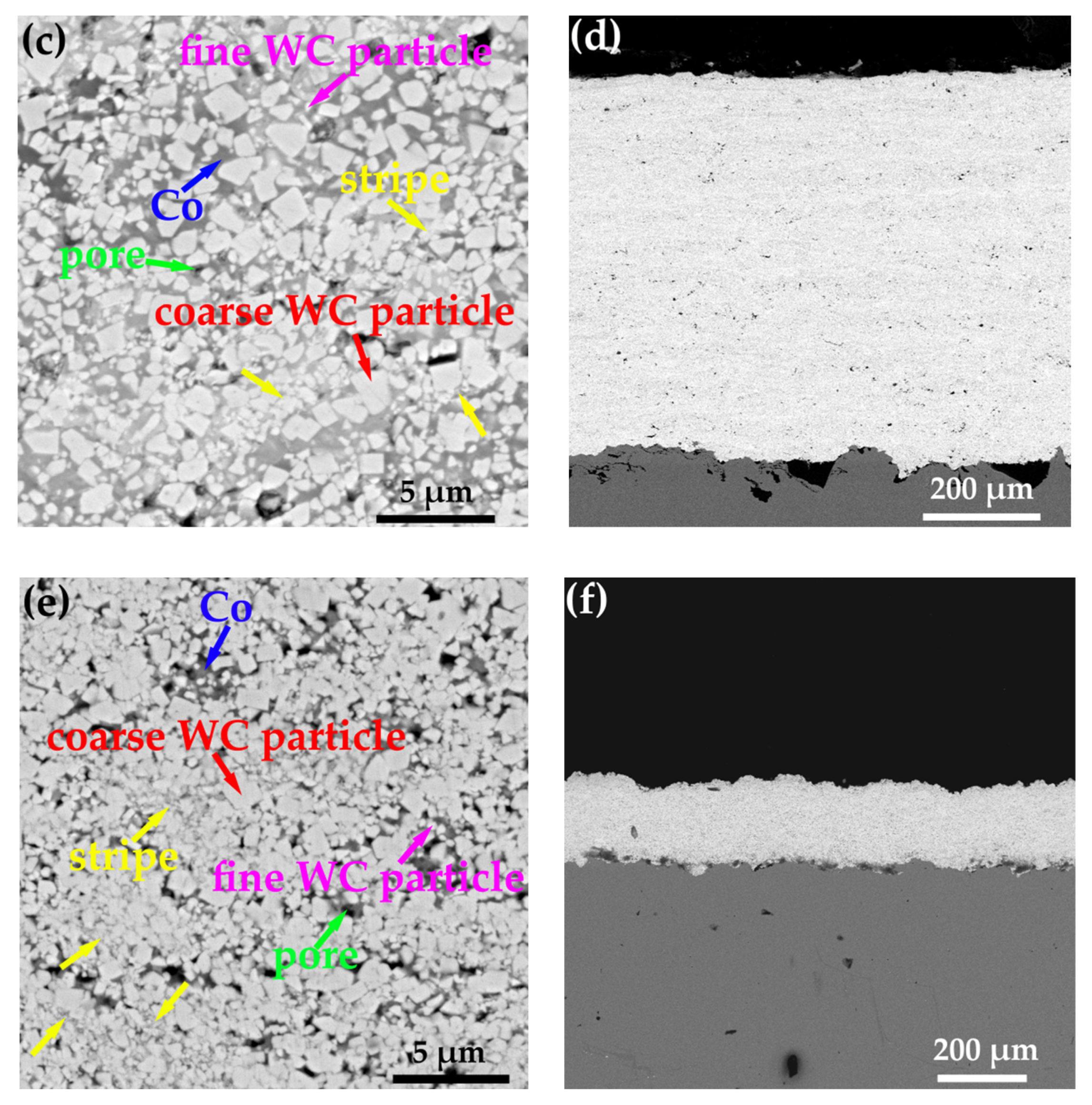
- Due to the fragment of coarse WC particles, fine WC particles were observed in the coatings; in particular, the content of fine WC particles in the cold-sprayed coating was the highest. The size range of fine WC particles formed in HVOF, WS, and CS was about 0.110.16 μm, 0.10–0.13 μm, 0.09–0.12 μm, respectively. Due to the cold spraying high-velocity characteristic and more stripe structures in the cold-sprayed coating, the microstructure of the cold-sprayed coating was denser than the other coatings. The mean porosity of WC-17Co coatings formed in HVOF, WS, and CS was 1.57%, 0.89%, and 0.058%, respectively. The mean thickness of the WC-17Co coatings formed in HVOF, WS, and CS was 544.33 ± 4.81 μm, 528.75 ± 5.98 μm, and 207.61 ± 9.64 μm, respectively.
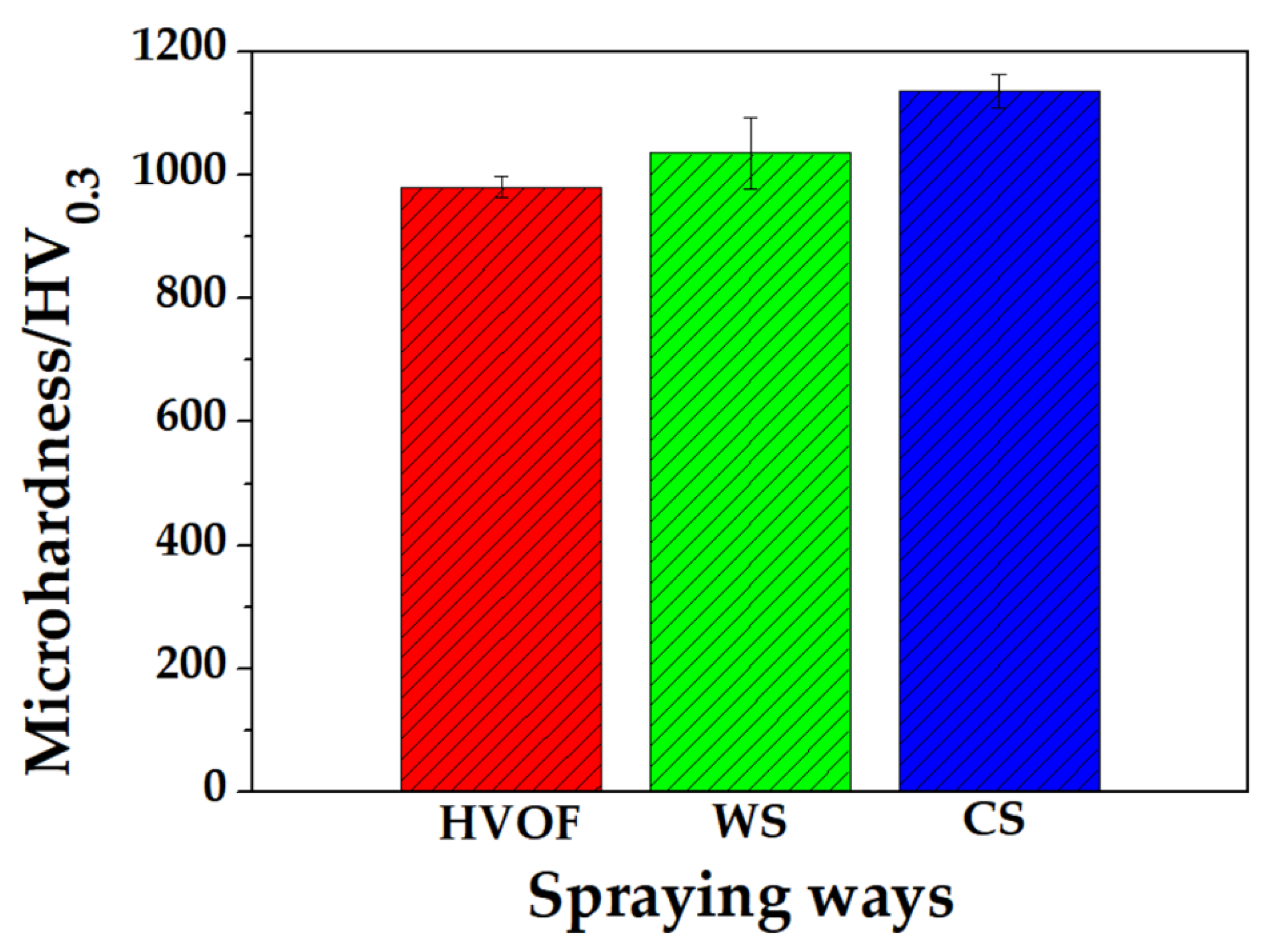
- IV.
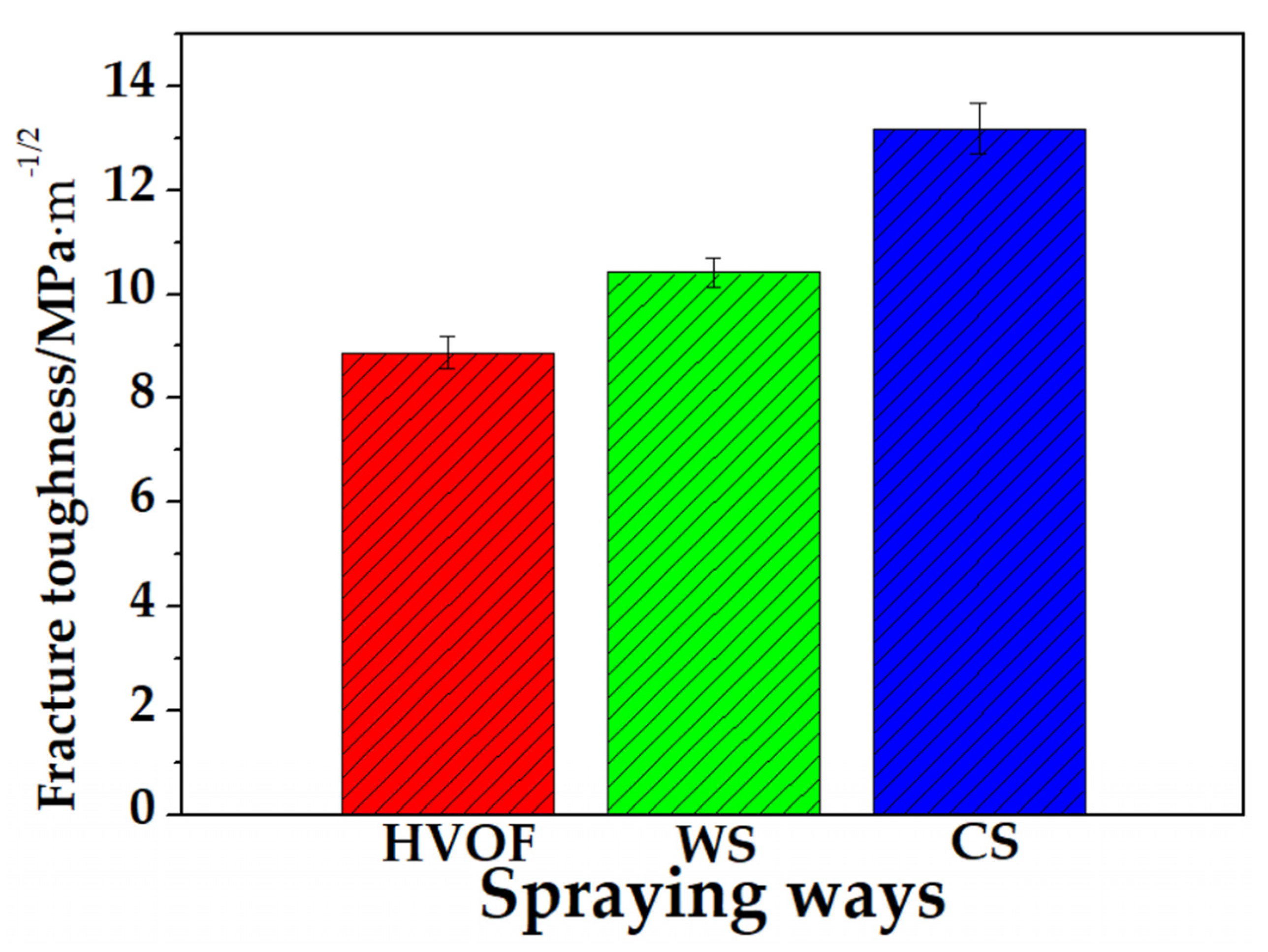
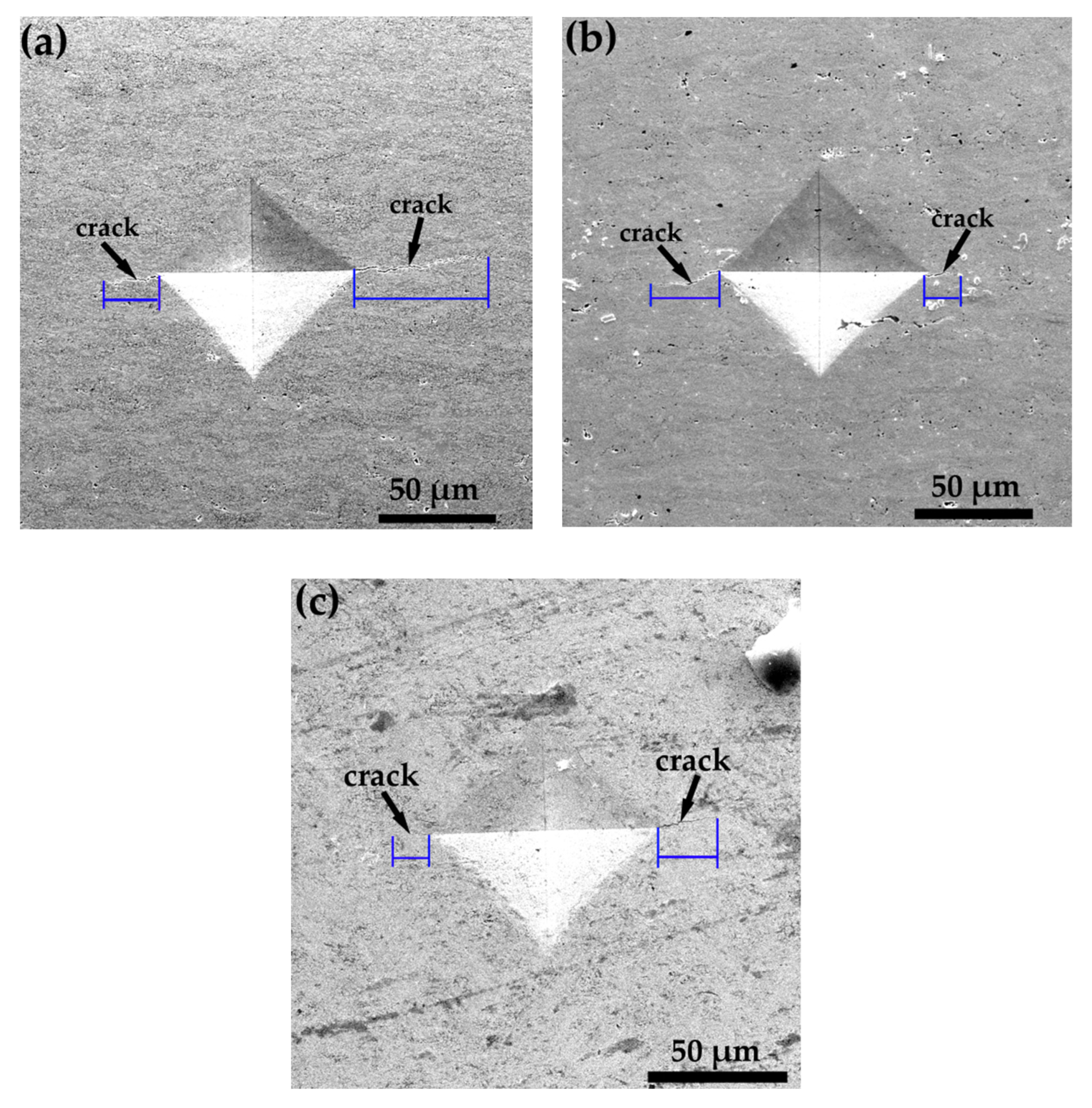
- The average microhardness of the WC-17Co coatings formed in HVOF, WS, and CS was 980.0 ± 17.6 HV0.3, 1034.8 ± 57.5 HV0.3, and 1136 ± 26.8 HV0.3, respectively. The average fracture toughness of WC-17Co coatings formed in HVOF, WS, and CS was 8.88 ± 0.31, 10.42 ± 0.28, and 13.18 ± 0.49 MPa·m−1/2, respectively.
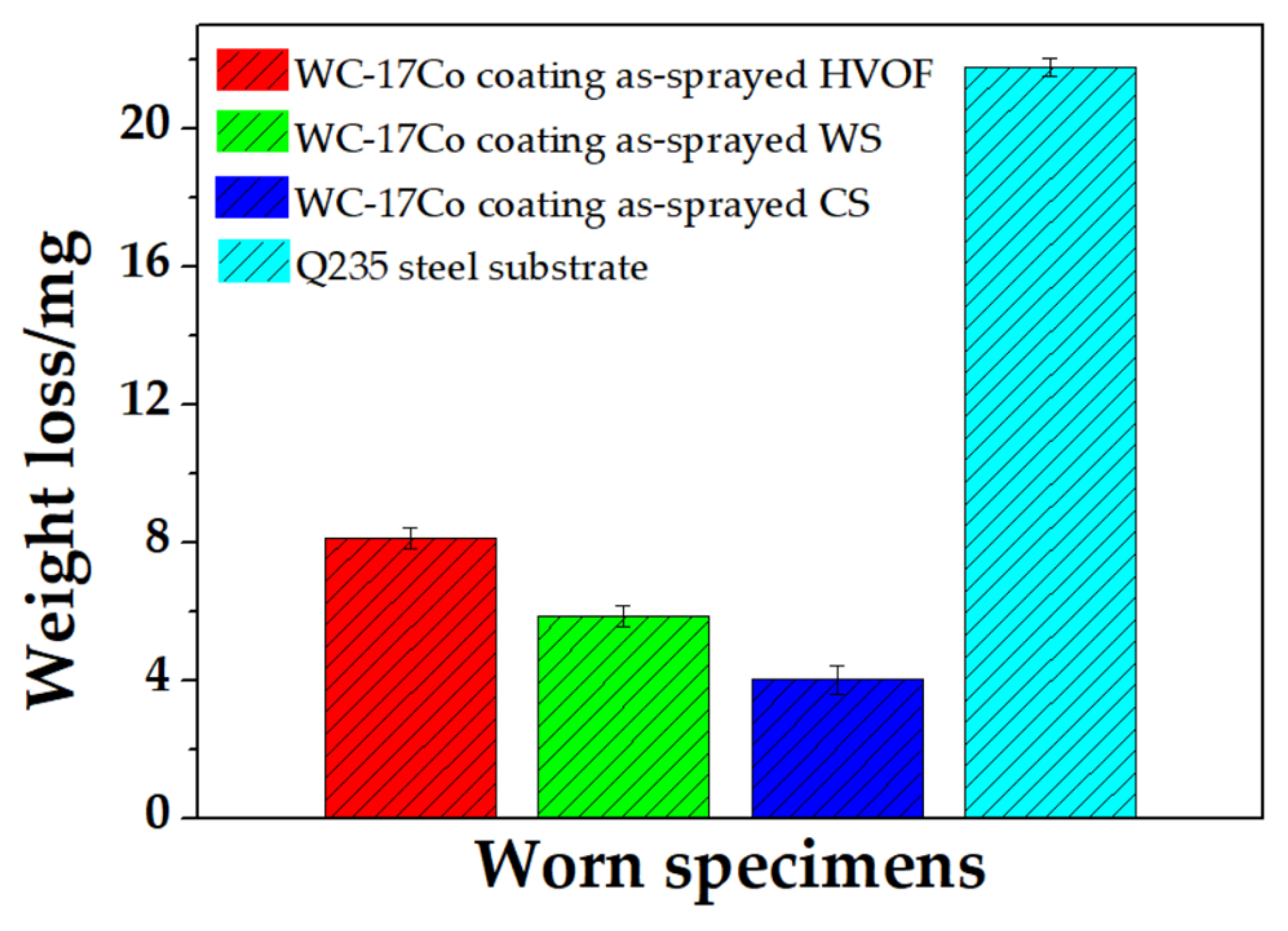
- V.
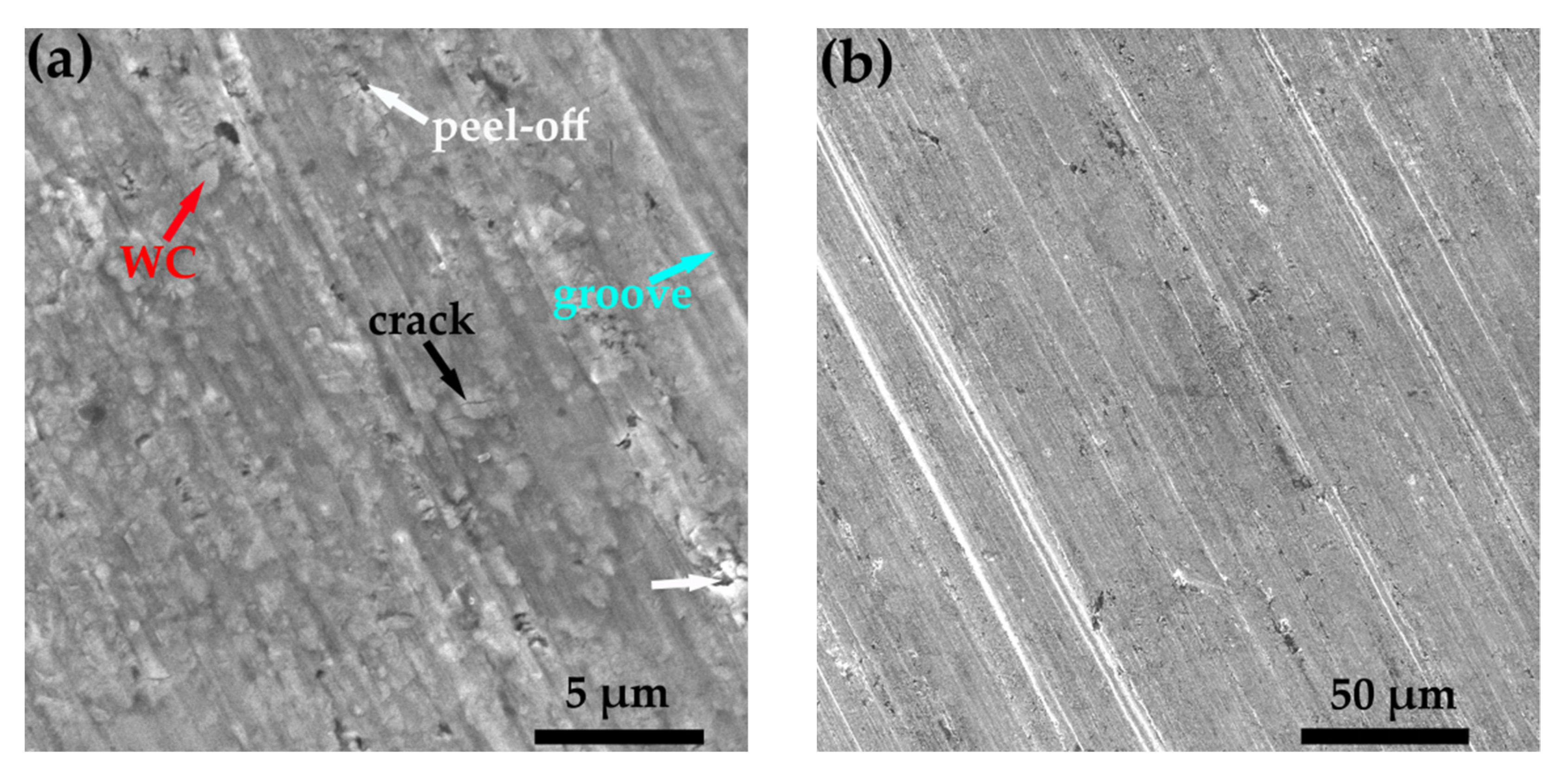
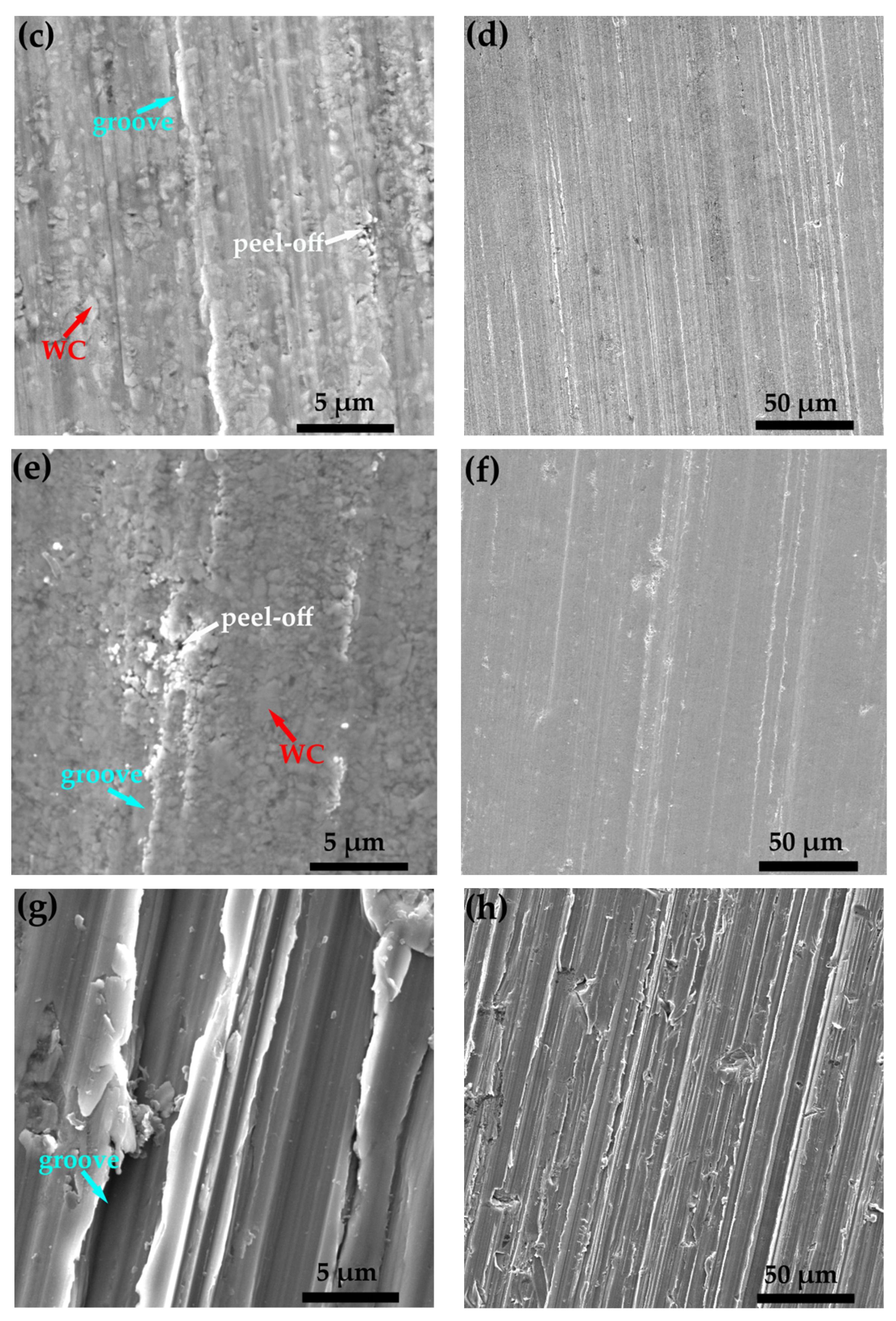
- The main wear mechanism of all coatings was the groove and some peel-offs. The average weight loss of the WC-17Co coatings formed in HVOF, WS, and CS was 8.15 ± 0.31 mg, 5.31 ± 0.32 mg, and 4.05 ± 0.41 mg, respectively. However, the average weight loss of Q235 steel was 21.77 ± 0.25 mg, which was more than 5 times that of the cold-sprayed WC-17Co coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Magnani, M.; Suegama, P.H.; Espallargas, N. Influence of HVOF parameters on the corrosion and wear resistance of WC-Co coatings sprayed on AA7050 T7. Surf. Coat. Technol. 2008, 202, 4746–4757. [Google Scholar] [CrossRef]
- Katiyar, P.K.; Singh, P.K.; Singh, R.; Kumar, A. Modes of failure of cemented tungsten carbide tool bits (WC/Co): A study of wear parts. Int. J. Refract. Met. Hard Mater. 2016, 54, 27–38. [Google Scholar] [CrossRef]
- Ding, Z.; Chen, W.; Wang, C. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF. Trans. Nonferrous Met. Soc. China 2011, 21, 2231–2236. [Google Scholar] [CrossRef]
- Ma, N.; Cheng, Z.X.; Wu, H.T.; Ye, F.X. Effects of structure of feedstock powders on the microstructure and properties of HVOF sprayed WC-Co coatings. Rare Met. Mat. Eng. 2015, 44, 3219–3223. [Google Scholar]
- Sahraoui, T.; Fenineche, N.E.; Montavon, G.; Coddet, C. Alternative to chromium: Characteristics and wear behavior of HVOF coatings for gas turbine shafts repair (heavy-duty). J. Mater. Process. Technol. 2004, 152, 43–55. [Google Scholar] [CrossRef]
- Ghadami, F.; Sohi, M.H.; Ghadami, S. Effect of TIG surface melting on structure and wear properties of air plasma-sprayed WC-Co coatings. Surf. Coat. Technol. 2015, 261, 108–113. [Google Scholar] [CrossRef]
- Balamurugan, G.M.; Duraiselvam, M.; Anandakrishnan, V. Comparison of high temperature wear behaviour of plasma sprayed WC-Co coated and hard chromium plated AISI 304 austenitic stainless steel. Mater. Des. 2012, 35, 640–646. [Google Scholar] [CrossRef]
- Bonache, V.; Salvador, M.D.; García, J.C.; Sánchez, E.; Bannier, E. Influence of plasma intensity on wear and erosion resistance of conventional and nanometric WC-Co coatings deposited by APS. J. Therm. Spray Technol. 2011, 20, 549–559. [Google Scholar] [CrossRef]
- Chen, H.; Gou, G.Q.; Tu, M.J.; Liu, Y. Research on the friction and wear behavior at elevated temperature of plasma-sprayed nanostructured WC-Co coatings. J. Mater. Eng. Perform. 2010, 19, 1–6. [Google Scholar] [CrossRef]
- Zhan, Q.; Yu, L.G.; Ye, F.X.; Xue, Q.J.; Li, H. Quantitative evaluation of the decarburization and microstructure evolution of WC-Co during plasma spraying. Surf. Coat. Technol. 2012, 206, 4068–4074. [Google Scholar] [CrossRef]
- Wood, R.J.K. Tribology of thermal sprayed WC-Co coatings. In special issue: Tribology of Hard Coatings. Int. J. Refract. Met. Hard Mater. 2009, 28, 82–94. [Google Scholar] [CrossRef]
- Fedrizzi, L.; Valentinelli, L.; Rossi, S.; Segna, S. Tribocorrosion behaviour of HVOF cermet coatings. Corros. Sci. 2007, 49, 2781–2799. [Google Scholar] [CrossRef]
- Ding, X.; Ke, D.; Yuan, C.Q.; Ding, Z.X.; Cheng, X.D. Microstructure and cavitation erosion resistance of HVOF deposited WC-Co coatings with different size WC. Coatings 2018, 8, 307. [Google Scholar] [CrossRef] [Green Version]
- Mi, P.B.; Zhao, H.J.; Wang, T.; Ye, F.X. Sliding wear behavior of HVOF sprayed WC-(nano-WC-Co) coating at elevated temperatures. Mater. Chem. Phys. 2018, 206, 1–6. [Google Scholar] [CrossRef]
- Shipway, P.H.; McCartney, D.G.; Sudaprasert, T. Sliding wear behaviour of conventional and nanostructured HVOF sprayed WC-Co coatings. Wear 2005, 259, 820–827. [Google Scholar] [CrossRef]
- Cho, T.Y.; Yoon, J.H.; Kim, K.S.; Song, K.O.; Joo, Y.K.; Fang, W.; Zhang, S.H.; Youn, S.J.; Chun, H.G.; Hwang, S.Y. A study on HVOF coatings of micron and nano WC-Co powders. Surf. Coat. Technol. 2008, 202, 5556–5559. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Dosta, S.; Miguel, J.R. The enhancement of the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders. Surf. Coat. Technol. 2006, 201, 1180–1190. [Google Scholar] [CrossRef]
- Baumann, I.; Hagen, L.; Tillmann, W.; Hollingsworth, P.; Stangier, D.; Schmidtmann, G.; Tolan, M.; Paulus, M.; Sternemann, C. Process characteristics, particle behavior and coating properties during HVOF spraying of conventional, fine and nanostructured WC-12Co powders. Surf. Coat. Technol. 2021, 405, 126716. [Google Scholar] [CrossRef]
- Mi, P.B.; Ye, F.X. Structure and wear performance of the atmospheric heat-treated HVOF sprayed bimodal WC-Co coating. Int. J. Refract. Met. Hard Mater. 2018, 76, 185–191. [Google Scholar] [CrossRef]
- Ribu, D.C.; Rajesh, R.; Thirumalaikumarasamy, D.; Kaladgi, R.A.; Saleel, A.C.; Nisar, S.K.; Shaik, S.; Afzal, A. Experimental investigation of erosion corrosion performance and slurry erosion mechanism of HVOF sprayed WC-10Co coatings using design of experiment approach. J. Mater. Res. Technol. 2022, 18, 293–314. [Google Scholar] [CrossRef]
- Kuroda, S.; Watanabe, M.; Kim, K.; Katanoda, H. Current status and future prospects of warm spray technology. J. Therm. Spray Technol. 2011, 20, 653–676. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, M.; Brauns, C.; Komatsu, M.; Kuroda, S.; Gärtner, F.; Klassen, T.; Katanoda, H. Effect of nitrogen flow rate on microstructures and mechanical properties of metallic coatings by warm spray deposition. Surf. Coat. Technol. 2013, 232, 587–599. [Google Scholar] [CrossRef]
- Kawakita, J.; Kuroda, S.; Fukushima, T.; Katanoda, H.; Matsuo, K.; Fukanuma, H. Dense titanium coatings by modified HVOF spraying. Surf. Coat. Technol. 2006, 201, 1250–1255. [Google Scholar] [CrossRef]
- He, D.; Kusano, M.; Watanabe, M. Detecting the defects of warm-sprayed Ti-6Al-4V coating using Eddy current testing method. NDT E Int. 2022, 125, 102565. [Google Scholar] [CrossRef]
- Yao, H.L.; Ji, G.C.; Chen, Q.Y.; Bai, X.B.; Zou, Y.L.; Wang, H.T. Microstructures and properties of warm-sprayed carbonated hydroxyapatite coatings. J. Therm. Spray Technol. 2018, 27, 924–937. [Google Scholar] [CrossRef]
- Ji, G.C.; Zou, Y.L.; Chen, Q.Y.; Yao, H.L.; Bai, X.B.; Yang, C.; Wang, H.T.; Wang, F. Mechanical properties of warm sprayed HATi bio-ceramic composite coatings. Ceram. Int. 2020, 46, 27021–27030. [Google Scholar] [CrossRef]
- Sienkiewicz, J.; Kuroda, S.; Murakami, H.; Araki, H.; Giżyński, M.; Kurzydłowski, K.J. Fabrication and oxidation resistance of TiAl matrix coatings reinforced with silicide precipitates produced by heat treatment of warm sprayed coatings. J. Therm. Spray Technol. 2018, 27, 1165–1176. [Google Scholar] [CrossRef] [Green Version]
- Chivavibul, P.; Watanabe, M.; Kuroda, S.; Kawakita, J.; Komatsu, M.; Sato, K.; Kitamura, J. Effect of powder characteristics on properties of warm-sprayed WC-Co coatings. J. Therm. Spray Technol. 2010, 19, 81–88. [Google Scholar] [CrossRef]
- Chivavibul, P.; Watanabe, M.; Kuroda, S.; Kawakita, J.; Komatsu, M.; Sato, K.; Kitamura, J. Development of WC-Co coatings deposited by warm spray process. J. Therm. Spray Technol. 2008, 17, 750–756. [Google Scholar] [CrossRef]
- Wesmann, J.A.R.; Espallargas, N. Elucidating the complex role of surface oxides formed during sliding of self-mated warm sprayed WC-CoCr in different environments. Tribol. Int. 2016, 94, 360–372. [Google Scholar] [CrossRef]
- Watanabe, M.; Komatsu, M.; Kuroda, S. Multilayered WC-Co/Cu coatings by warm spray deposition. Surf. Coat. Technol. 2011, 205, 5358–5368. [Google Scholar] [CrossRef]
- Watanabe, M.; Komatsu, M.; Kuroda, S. WC-Co/Al multilayer coatings by warm spray deposition. J. Therm. Spray Technol. 2012, 21, 597–608. [Google Scholar] [CrossRef]
- Li, W.Y.; Cao, C.C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Couto, M.; Dosta, S.; Torrell, M.; Fernández, J.; Guilemany, J.M. Cold spray deposition of WC-17 and 12Co cermets onto aluminum. Surf. Coat. Technol. 2013, 235, 54–61. [Google Scholar] [CrossRef]
- Yin, S.; Ekoi, E.J.; Lupton, T.L.; Dowling, D.P.; Lupoi, R. Cold spraying of WC-Co-Ni coatings using porous WC-17Co powders: Formation mechanism, microstructure characterization and tribological performance. Mater. Des. 2017, 126, 305–313. [Google Scholar] [CrossRef]
- Suo, X.; Yin, S.; Li, H.; Lupoi, R. Numerical and experimental investigation on bonding behavior of cold sprayed porous WC-17Co particles onto different substrates. Coatings 2018, 8, 367. [Google Scholar] [CrossRef] [Green Version]
- Ang, A.S.M.; Berndt, C.C.; Cheang, P. Deposition effects of WC particle size on cold sprayed WC-Co coatings. Surf. Coat. Technol. 2011, 205, 3260–3267. [Google Scholar] [CrossRef]
- Li, C.J.; Yang, G.J.; Gao, P.H.; Ma, J.; Wang, Y.Y.; Li, C.X. Characterization of nanostructured WC-Co deposited by cold spraying. J. Therm. Spray Technol. 2007, 16, 1011–1020. [Google Scholar] [CrossRef]
- Gao, P.H.; Li, C.J.; Yang, G.J.; Li, Y.G.; Li, C.X. Influence of substrate hardness transition on built-up of nanostructured WC-12Co by cold spraying. Appl. Surf. Sci. 2010, 256, 2263–2268. [Google Scholar] [CrossRef]
- Yang, G.J.; Gao, P.H.; Li, C.X.; Li, C.J. Mechanical property and wear performance dependence on processing condition for cold-sprayed WC-(nanoWC-Co). Appl. Surf. Sci. 2015, 332, 80–88. [Google Scholar] [CrossRef]
- Ji, G.C.; Wang, H.T.; Chen, X.; Bai, X.B.; Dong, Z.X.; Yang, F.G. Characterization of cold-sprayed multimodal WC-12Co coating. Surf. Coat. Technol. 2013, 235, 536–543. [Google Scholar] [CrossRef]
- Wang, H.T.; Chen, X.; Bai, X.B.; Ji, G.C.; Dong, Z.X.; Yi, D.L. Microstructure and properties of cold sprayed multimodal WC-17Co deposits. Int. J. Refract. Met. Hard Mater. 2014, 45, 196–203. [Google Scholar] [CrossRef]
- Niihara, K.; Morena, R.; Hasselman, D.P.H. Evaluation of KIC of brittle solids by the indentation method with low crack-to-indent ratios. J. Mater. Sci. Lett. 1982, 1, 13–16. [Google Scholar] [CrossRef]
- Marshall, D.B.; Noma, T.; Evans, A.G. A simple method for determining elastic-modulus-to-hardness ratios using Knoop indentation measurements. J. Am. Ceram. Soc. 1982, 65, 175–176. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H.T.; Ji, G.C.; Bai, X.B.; Fu, W. Microstructure and properties of TiB2-Ni coatings with different binder phase contents deposited by HVOF spray process. Rare Met. 2015, 41, 1385–1393. [Google Scholar] [CrossRef]
- Li, W.Y.; Jiang, R.R.; Huang, C.J.; Zhang, Z.H.; Feng, Y. Effect of cold sprayed Al coating on mechanical property and corrosion behavior of friction stir welded AA2024-T351 joint. Mater. Des. 2015, 65, 757–761. [Google Scholar] [CrossRef]
- Lima, R.S.; Karthikeyan, J.; Kay, C.M.; Lindemann, J.; Berndt, C.C. Microstrucrural characteristics of cold-sprayed nanostructured WC-Co coatings. Thin Solid Films. 2002, 416, 129–135. [Google Scholar] [CrossRef]
- Lee, C.W.; Han, J.H.; Yoon, J.; Shin, M.C.; Kwun, S.I. A study on powder mixing for high fracture toughness and wear resistance of WC-Co-Cr coatings sprayed by HVOF. Surf. Coat. Technol. 2010, 204, 2223–2229. [Google Scholar] [CrossRef]
- Chen, C.; Guo, Z.X.; Li, S.H.; Xiao, Y.; Chai, B.B.; Liu, J.B. Microstructure and properties of WC-17Co cermets prepared using different processing routes. Ceram. Int. 2019, 45, 9203–9210. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HVOF Spray | Value | Warm Spray | Value | Cold Spray | Value |
|---|---|---|---|---|---|
| Pressure of O2 /MPa | 0.55 | Pressure of O2 /MPa | 0.55 | Accelerating gas pressure/MPa | 2.4 |
| Flow rate of O2 /L∙min−1 | 543 | Flow rate of O2 /L∙min−1 | 543 | Powder-feeding gas pressure/MPa | 2.6 |
| Pressure of C3H8 /MPa | 0.4 | Pressure of C3H8 /MPa | 0.4 | Gas temperature in gun chamber/℃ | 750 ± 30 |
| Flow rate of C3H8 /L∙min−1 | 24 | Flow rate of C3H8 /L∙min−1 | 24 | ||
| Pressure of N2 /MPa | 0.6 | Pressure of N2 /MPa | 0.6 | ||
| Flow rate of N2 /L∙min−1 | 45 | Flow rate of N2 /L∙min−1 | 450 | ||
| Transverse speed of gun/mm∙s−1 | 150 | Transverse speed of gun/mm∙s−1 | 100 | Transverse speed of gun/mm∙s−1 | 10 |
| Spray distance/mm | 200 | Spray distance/mm | 200 | Spray distance/mm | 20 |
| Rotation rate/r∙min−1 | 50 | Rotation rate/r∙min−1 | 50 | Rotation rate/r∙min−1 | 50 |
| coats of powder | 20 | coats of powder | 20 | coats of powder | 20 |
| Substrate | Q235 steel | Substrate | Q235 steel | Substrate | Q235 steel |
| Wear Parameters | Values |
|---|---|
| Load/N | 10 |
| Rotation speed of the disk/r∙min−1 | 60 |
| Radial feed rate of the pin/mm∙r−1 | 4 |
| Wear distance/m | 16 |
| SiC abrasive paper | 300 grit size |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Li, C.; Gao, Q.; Duan, X.; Liu, H. Comparison of Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of WC-17Co Coatings Formed in Various Spraying Ways. Coatings 2022, 12, 814. https://doi.org/10.3390/coatings12060814
Chen X, Li C, Gao Q, Duan X, Liu H. Comparison of Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of WC-17Co Coatings Formed in Various Spraying Ways. Coatings. 2022; 12(6):814. https://doi.org/10.3390/coatings12060814
Chicago/Turabian StyleChen, Xiao, Chengdi Li, Qinqin Gao, Xixi Duan, and Hao Liu. 2022. "Comparison of Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of WC-17Co Coatings Formed in Various Spraying Ways" Coatings 12, no. 6: 814. https://doi.org/10.3390/coatings12060814
APA StyleChen, X., Li, C., Gao, Q., Duan, X., & Liu, H. (2022). Comparison of Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of WC-17Co Coatings Formed in Various Spraying Ways. Coatings, 12(6), 814. https://doi.org/10.3390/coatings12060814