
Improving the Surface Friction and Corrosion Resistance of Magnesium Alloy AZ31 by Ion Implantation and Ultrasonic Rolling

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Sample Preparation
2.2. Microstructure and Performance Characterization
3. Results
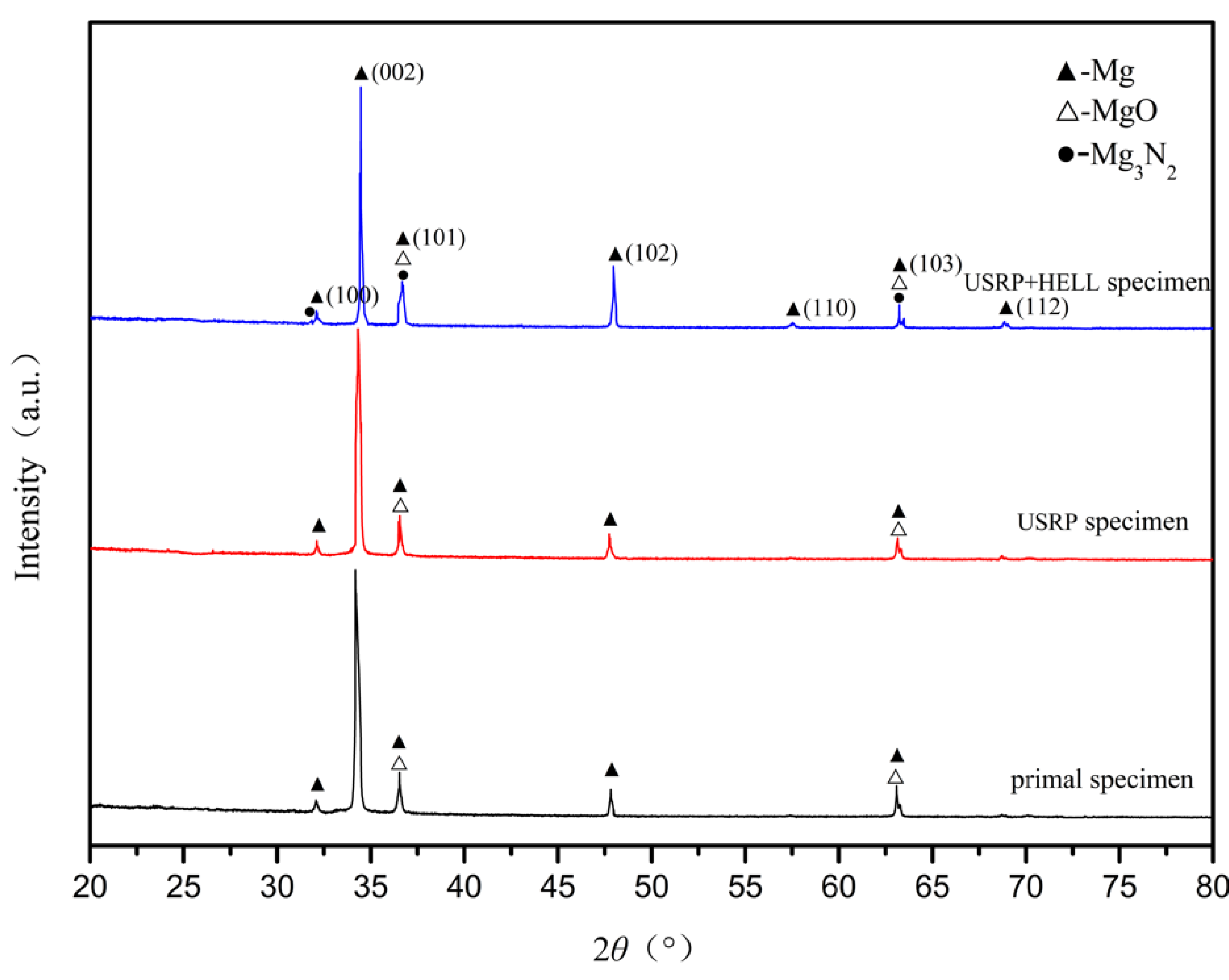
3.1. Phase Analysis
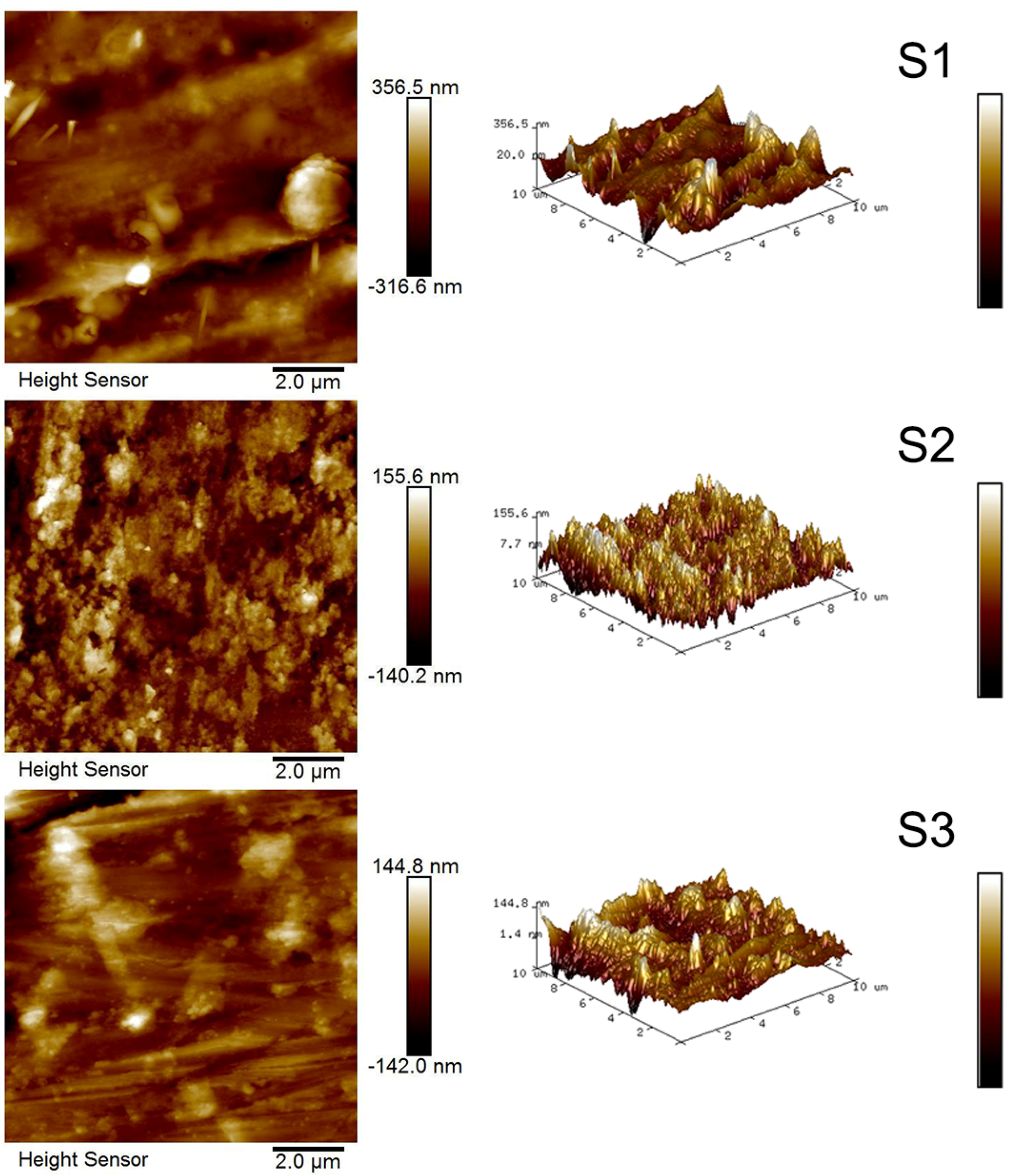
3.2. Surface Roughness and Microhardness
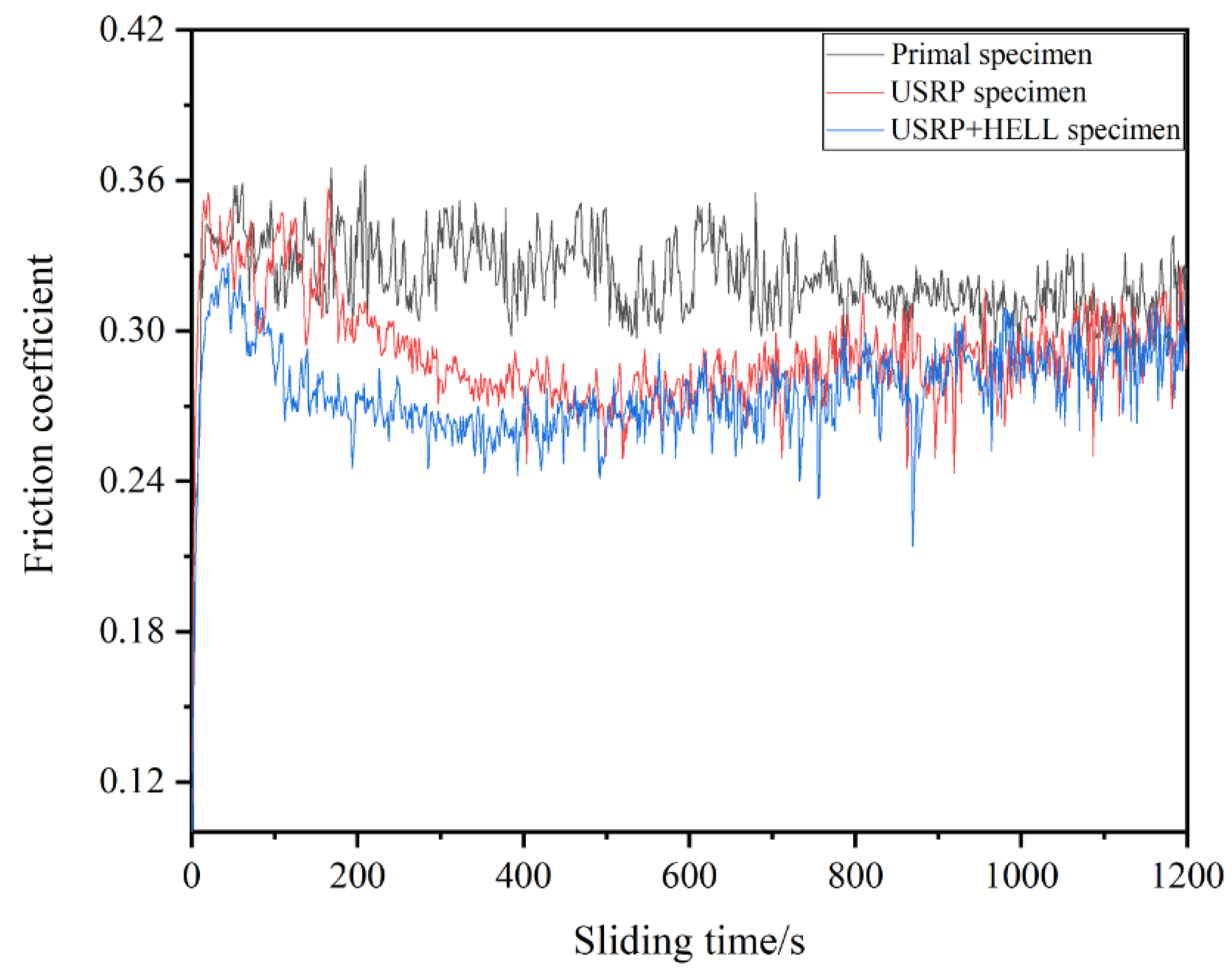
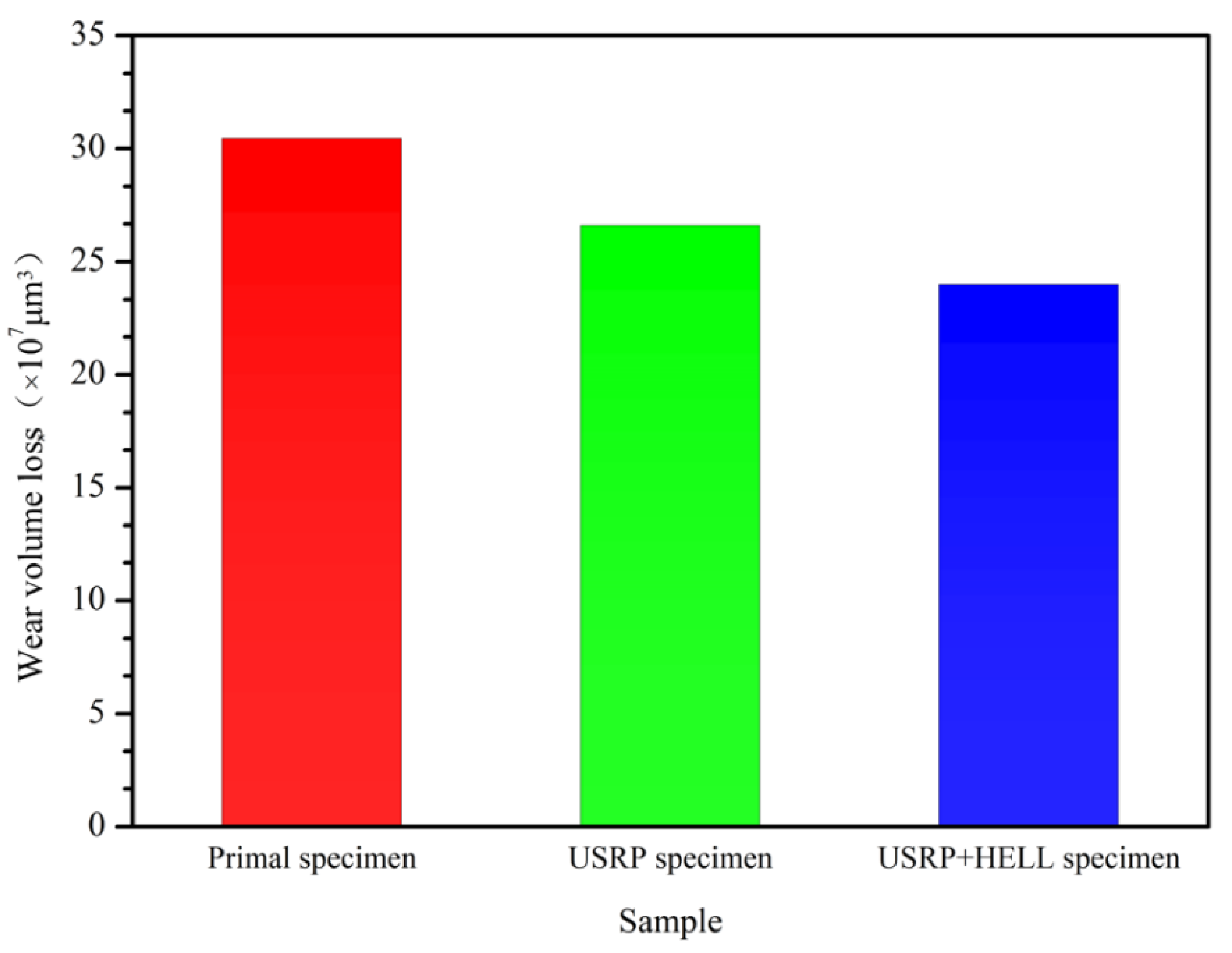
3.3. Friction and Wear Performance
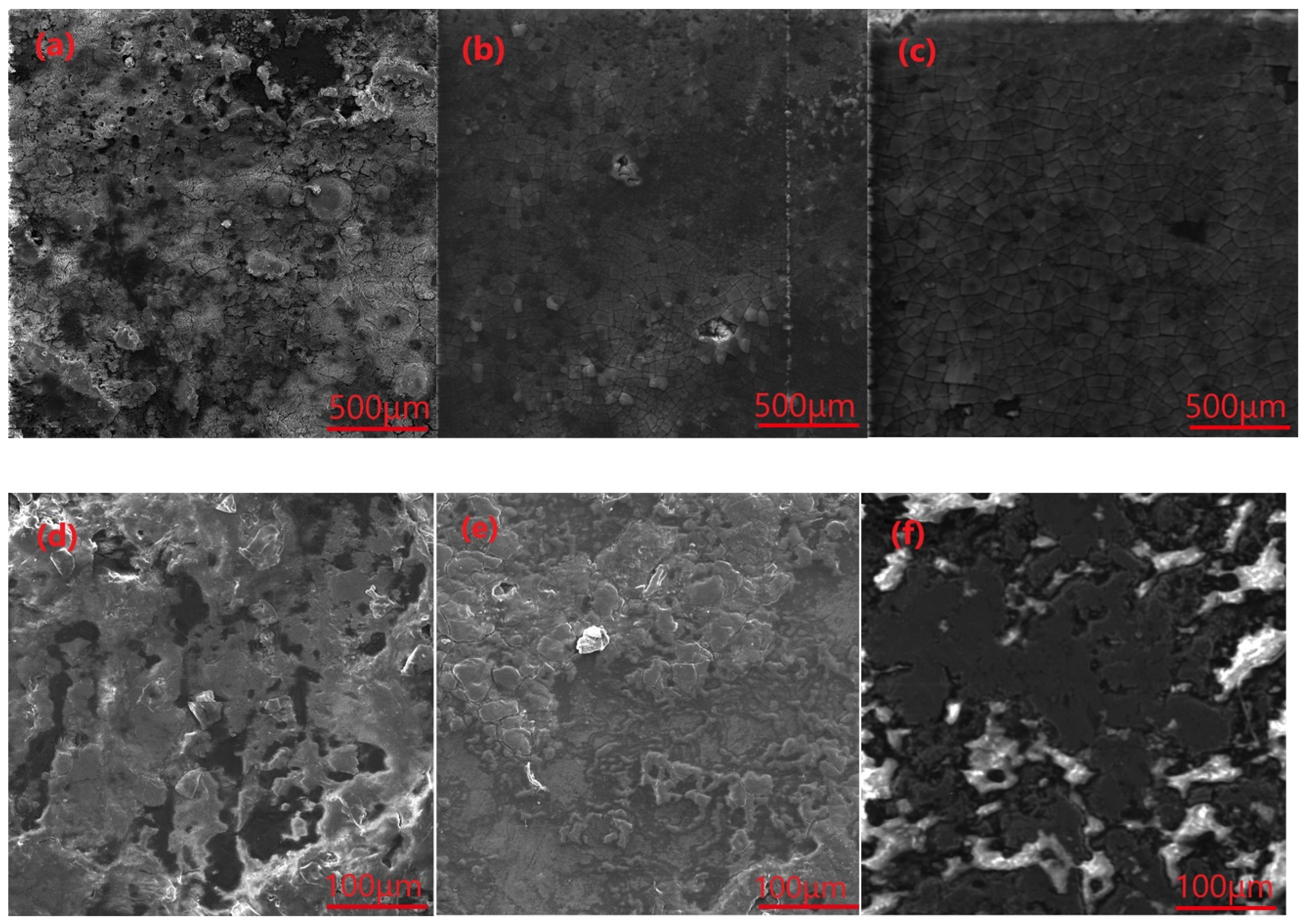
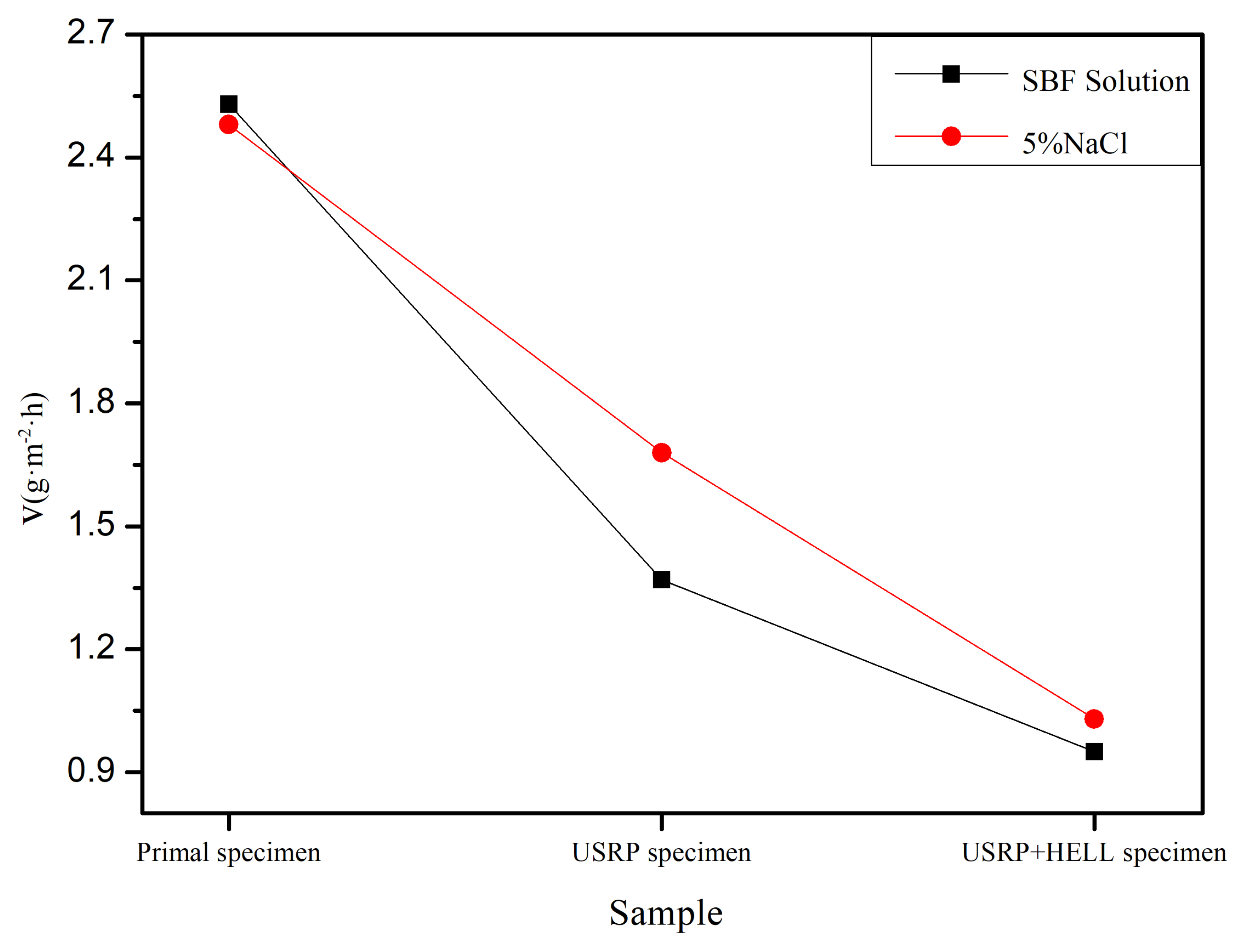
3.4. Corrosion Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Esmaily, M.; Svensson, J.E.; Fajardo, S.; Birbilis, N.; Frankel, G.S.; Virtanen, S.; Arrabal, R.; Thomas, S.; Johansson, L.G. Fundamentals and advances in magnesium alloy corrosion. Prog. Mater. Sci. 2017, 89, 92–193. [Google Scholar] [CrossRef]
- Ding, W.; Wu, Y.; Peng, L.; Zeng, X.; Lin, D.; Chen, B. Research and application development of advanced magnesium alloys. Mater. China 2010, 29, 37–45. [Google Scholar]
- Ma, R.; Lv, S.; Xie, Z.; Yang, Q.; Yan, Z.; Meng, F.; Qiu, X. Achieving high strength-ductility in a wrought Mg–9Gd–3Y–0.5Zr alloy by modifying with minor La addition. J. Alloy. Compd. 2021, 884, 1–12. [Google Scholar] [CrossRef]
- Jana, A.; Das, M.; Balla, V.K. Effect of heat treatment on microstructure, mechanical, corrosion and biocompatibility of Mg-Zn-Zr-Gd-Nd alloy. J. Alloy. Compd. 2020, 821, 153462. [Google Scholar] [CrossRef]
- Chen, B.; Wang, D.; Zhang, L.; Geng, G.; Yan, Z.; Eckert, J. Correlation between the crystallized structure of Mg67Zn28Ca5 amorphous alloy and the corrosion behavior in simulated body fluid. J. Non-Cryst. Solids 2020, 553, 120473. [Google Scholar] [CrossRef]
- Zaludin, M.A.F.; Jamal, Z.A.Z.; Derman, M.N.; Kasmuin, M.Z. Fabrication of calcium phosphate coating on pure magnesium substrate via simple chemical conversion coating: Surface properties and corrosion performance evaluations. J. Mater. Res. Technol. 2019, 8, 981–987. [Google Scholar] [CrossRef]
- Zhou, Z.; Zheng, B.; Lang, H.; Qin, A.; Ou, J. Corrosion resistance and biocompatibility of polydopamine/hyaluronic acid composite coating on AZ31 magnesium alloy. Surf. Interfaces 2020, 20, 100560. [Google Scholar] [CrossRef]
- Jamari, J.; Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; Prakoso, A.T.; Basri, H.; van der Heide, E. Computational contact pressure prediction of CoCrMo, SS 316L and Ti6Al4V femoral head against UHMWPE acetabular cup under gait cycle. J. Funct. Biomater. 2022, 13, 64. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Xia, S.; Liu, Y.; Fu, D.; Jin, B.; Lu, J. Effect of surface mechanical attrition treatment on tribological behavior of the AZ31 alloy. J. Mater. Sci. Technol. 2016, 32, 1245–1252. [Google Scholar] [CrossRef]
- Wu, S.X.; Wang, S.R.; Wang, G.Q.; Yu, X.C.; Liu, W.T.; Chang, Z.Q.; Wen, D.S. Microstructure, mechanical and corrosion properties of magnesium alloy bone plate treated by high-energy shot peening. Trans. Nonferrous Met. Soc. China 2019, 29, 1641–1652. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, C.; Chen, M.; Wang, L.; Ji, V. Surface layer microstructures and wear properties modifications of Mg-8Gd-3Y alloy treated by shot peening. Mater. Charact. 2019, 158, 109952. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, S.; Liu, W.; Sun, Z.; Zhu, G.; Xiao, T. Effect of laser shock peening on tribological properties of magnesium alloy ZK60. Tribol. Int. 2020, 144, 106138. [Google Scholar] [CrossRef]
- Liu, Y.; Jin, B.; Li, D.J.; Zeng, X.Q.; Lu, J. Wear behavior of nanocrystalline structured magnesium alloy induced by surface mechanical attrition treatment. Surf. Coat. Technol. 2015, 261, 219–226. [Google Scholar] [CrossRef]
- Liu, M.E.; Sheng, G.M.; Yin, L.J. Effects of high energy shot peening for magnesium alloy AZ31 on the corrosion properties and microhardness. Funct. Mater. 2012, 43, 2702–2704. [Google Scholar]
- Fei, Z.; Xuchao, S.G. Effect of Surface Ultrasonic Rolling Treatment on Fatigue Properties of AISI304 Stainless Steel. Chin. J. Hot. Manuf. Technol. 2017, 46, 136–140. [Google Scholar]
- Haiquan, Z.; Peiquan, G. Experimental Research on Surface Rolling Strengthening of ZK60 Magnesium Alloy. Chin. J. Manuf. Technol. Mach. Tool 2020, 02, 93–97. [Google Scholar]
- Xilian, Y.; Yu, Z.; Wenting, H.; Meihong, H. Effect of ultrasonic surface rolling on friction and wear properties of AZ31B magnesium alloy. Spec. Cast. Non-Ferr. Alloy. 2020, 40, 1214–1218. [Google Scholar]
- Yangyang, T.; Linbo, L.; Chao, W.; Zhao, F.; Weibo, M. Research Status of Ultrasonic Surface Rolling Nanotechnology. Chin. J. Surf. Technol. 2021, 50, 160–169. [Google Scholar]
- Lei, M.K.; Li, P.; Yang, H.G.; Zhu, X.M. Wear and corrosion resistance of Al ion implanted AZ31 magnesium alloy. Surf. Coat. Technol. 2007, 201, 5182–5185. [Google Scholar] [CrossRef]
- Ba, Z.; Jia, Y.; Dong, Q.; Li, Z.; Kuang, J. Effect of Zr ion implantation on wear and corrosion resistance of magnesium alloy. J. Mater. Heat Treat. 2019, 40, 135–142. [Google Scholar]
- Fei, C.; Hai, Z.; Suo, C.; Fanxiu, L.; Chengming, L. Corrosion resistance properties of AZ31 magnesium alloy after Ti ion implantation. Rare Met. 2007, 26, 142–146. [Google Scholar]
- Liu, H.; Xu, Q.; Jiang, Y.; Wang, C.; Zhang, X. Corrosion resistance and mechanical property of AZ31 magnesium alloy by N/Ti duplex ion implantation. Surf. Coat. Technol. 2013, 228 (Suppl. 1), S538–S543. [Google Scholar] [CrossRef]
- WenHua, X.; ShouZhou, W. Effect of surface nanocrystallization pretreatment on tribological properties of nitrogen layers of 316L stainless steel. Mater. Prot. 2017, 50, 23–27. [Google Scholar]
- Zhao, X.H.; Nie, D.W.; Xu, D.S.; Liu, Y.; Hu, C.H. Effect of gradient nanostructures on tribological properties of 316L stainless steel with high energy ion implantation tungsten carbide. Tribol. Trans. 2019, 62, 189–197. [Google Scholar] [CrossRef]
- ASTM G31-72. Standard Practice for Laboratory Immersion Corrosion Testing of Metals. ASTM: West Conshohocken, PA, USA, 1990.
- Jialong, Z.; Liwei, L.; Wei, K.; Bo, C.; Minhao, L.; Yutian, F.; Min, M. Effect of cryogenic treatment on microstructure and mechanical properties of AZ31 magnesium alloy Sheet after Rolling. J. Plast. Eng. 2010, 29, 126–133. [Google Scholar]
- Zhao, X.H.; Liu, K.C.; Xu, D.S.; Liu, Y.; Hu, C.H. Effects of ultrasonic surface rolling processing and subsequent recovery treatment on the wear resistance of AZ91D Mg alloy. Materials 2020, 13, 5705. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Andani, M.T.; Lakshmanan, A.; Sundararaghavan, V.; Allison, J.; Misra, A. Quantitative study of the effect of grain boundary parameters on the slip system level Hall-Petch slope for basal slip system in Mg-4Al. Acta Mater. 2020, 200, 148–161. [Google Scholar] [CrossRef]
- Ye, H.; Sun, X.; Liu, Y.; Rao, X.; Gu, Q. Effect of ultrasonic surface rolling process on mechanical properties and corrosion resistance of AZ31B Mg alloy. Surf. Coat. Technol. 2019, 372, 288–298. [Google Scholar] [CrossRef]
- Li, P.; Han, X.G.; Xin, J.P.; Zhu, X.P.; Lei, M.K. Wear and corrosion resistance of AZ31 magnesium alloy irradiated by high-intensity pulsed ion beam. Nucl. Instrum. Methods Phys. Res. 2008, 266, 3945–3952. [Google Scholar] [CrossRef]
- Mena-Morcillo, E.; Veleva, L. Degradation of AZ31 and AZ91 magnesium alloys in different physiological media: Effect of surface layer stability on electrochemical behaviour. J. Magnes. Alloy. 2020, 8, 667–675. [Google Scholar] [CrossRef]
- Wang, L.; Shinohara, T.; Zhang, B. Corrosion behavior of Mg, AZ31, and AZ91 alloys in dilute NaCl solutions. J. Solid State Electrochem. 2010, 14, 1897–1907. [Google Scholar] [CrossRef]
- Xin, R.; Li, B.; Li, L.; Liu, Q. Influence of texture on corrosion rate of AZ31 Mg alloy in 3.5 wt.% NaCl. Mater. Des. 2011, 32, 4548–4552. [Google Scholar] [CrossRef]
- Jinzhong, L.; Shijie, J.; Liujun, W.; Kaiyu, L. Effect of Laser Shock-Ultrasonic Rolling Composite Process on Mechanical Properties of AZ91D Magnesium Alloy. Chin. J. Jilin Univ. Eng. Technol. Ed. 2020, 50, 1301–1309. [Google Scholar]
- Li, Y.; Zhang, T.; Wang, F.H. Effect of micro crystallization on corrosion resistance of AZ91D alloy. Electrochim. Acta 2006, 51, 2845. [Google Scholar] [CrossRef]
- Pandey, V.; Singh, J.K.; Chattopadhyay, K.; Srinivas, N.C.S.; Singh, V. Influence of ultrasonic shot peening on corrosion behavior of 7075 aluminum alloy. J. Alloy. Compd. 2017, 723, 826–840. [Google Scholar] [CrossRef]
- Ye, W.; Li, Y.; Wang, F. The improvement of the corrosion resistance of 309 stainless steel in the transpassive region by nano-crystallization. Electrochim. Acta 2009, 54, 1339–1349. [Google Scholar] [CrossRef]
- Yanzhang, L.; Shaoyu, Q.; Xiaotao, Z.; Li, W.; Xinquan, H. A Study of Effect of Nitrogen Implantation on Corrosion Properties of Ti-Al-Zr Alloy. Nucl. Phys. Rev. 2006, 23, 202–206. [Google Scholar]
- Xuewei, T.; Zhangzhong, W.; Zhixin, B.; Shixiao, K.; Qixiang, H. Research progress on surface modification technology of magnesium alloy ion implantation. Mater. Rev. 2014, 28, 112–115. [Google Scholar]
- Heng, C.; Lin, L. Influence of residual stress on local corrosion behavior of metal materials. Chin. J. Eng. Sci. 2019, 41, 929–939. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Si | Ca | Cu | Fe | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| 2.5–3.5 | 0.6–1.4 | 0.2–1.0 | 0.08 | 0.04 | 0.04 | 0.003 | 0.001 | Remainder |
| Sample (#) | Primal Specimen | USRP Specimen | USRP + HELL Specimen |
|---|---|---|---|
| RMS roughness (nm) | 87.4 | 42.7 | 35.0 |
| Average roughness (nm) | 64.2 | 34.3 | 26.0 |
| Microhardness (HV) | 60.2 | 73.3 | 81.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dou, Z.; Jiang, H.; Ao, R.; Luo, T.; Zhang, D. Improving the Surface Friction and Corrosion Resistance of Magnesium Alloy AZ31 by Ion Implantation and Ultrasonic Rolling. Coatings 2022, 12, 899. https://doi.org/10.3390/coatings12070899
Dou Z, Jiang H, Ao R, Luo T, Zhang D. Improving the Surface Friction and Corrosion Resistance of Magnesium Alloy AZ31 by Ion Implantation and Ultrasonic Rolling. Coatings. 2022; 12(7):899. https://doi.org/10.3390/coatings12070899
Chicago/Turabian StyleDou, Zhongyu, Haili Jiang, Rongfei Ao, Tianye Luo, and Dianxi Zhang. 2022. "Improving the Surface Friction and Corrosion Resistance of Magnesium Alloy AZ31 by Ion Implantation and Ultrasonic Rolling" Coatings 12, no. 7: 899. https://doi.org/10.3390/coatings12070899
APA StyleDou, Z., Jiang, H., Ao, R., Luo, T., & Zhang, D. (2022). Improving the Surface Friction and Corrosion Resistance of Magnesium Alloy AZ31 by Ion Implantation and Ultrasonic Rolling. Coatings, 12(7), 899. https://doi.org/10.3390/coatings12070899