
Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
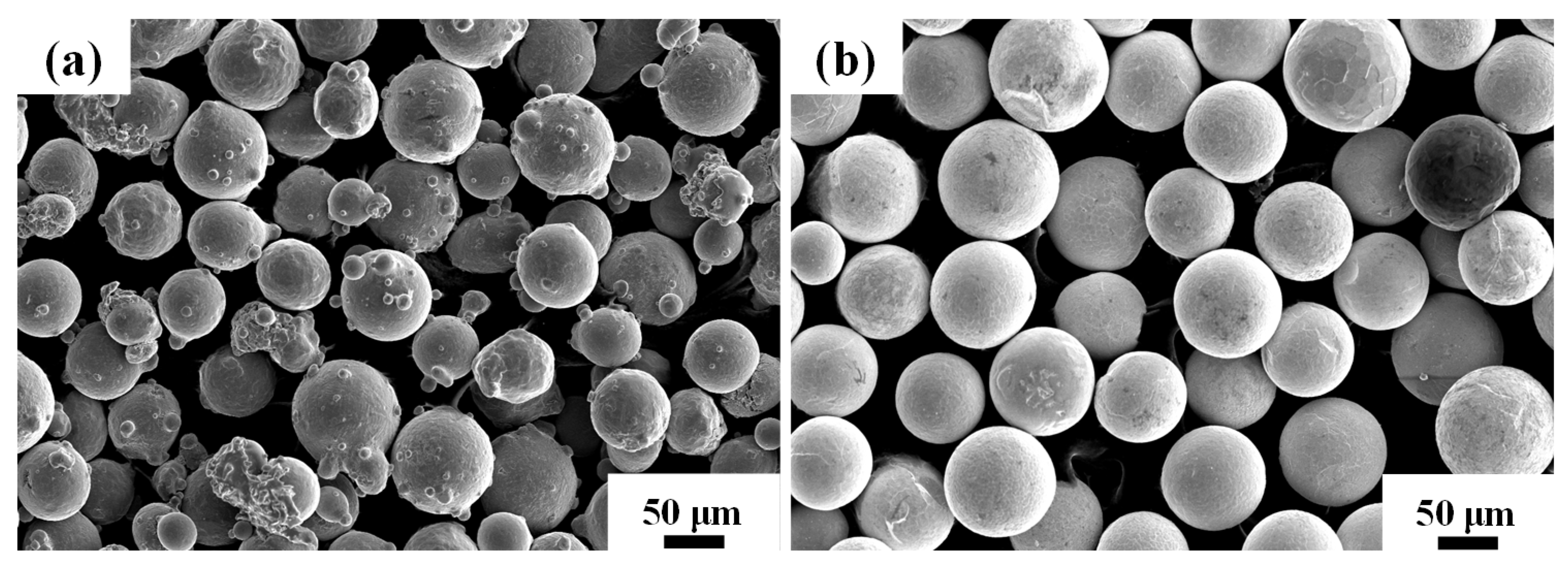
2.1. Materials
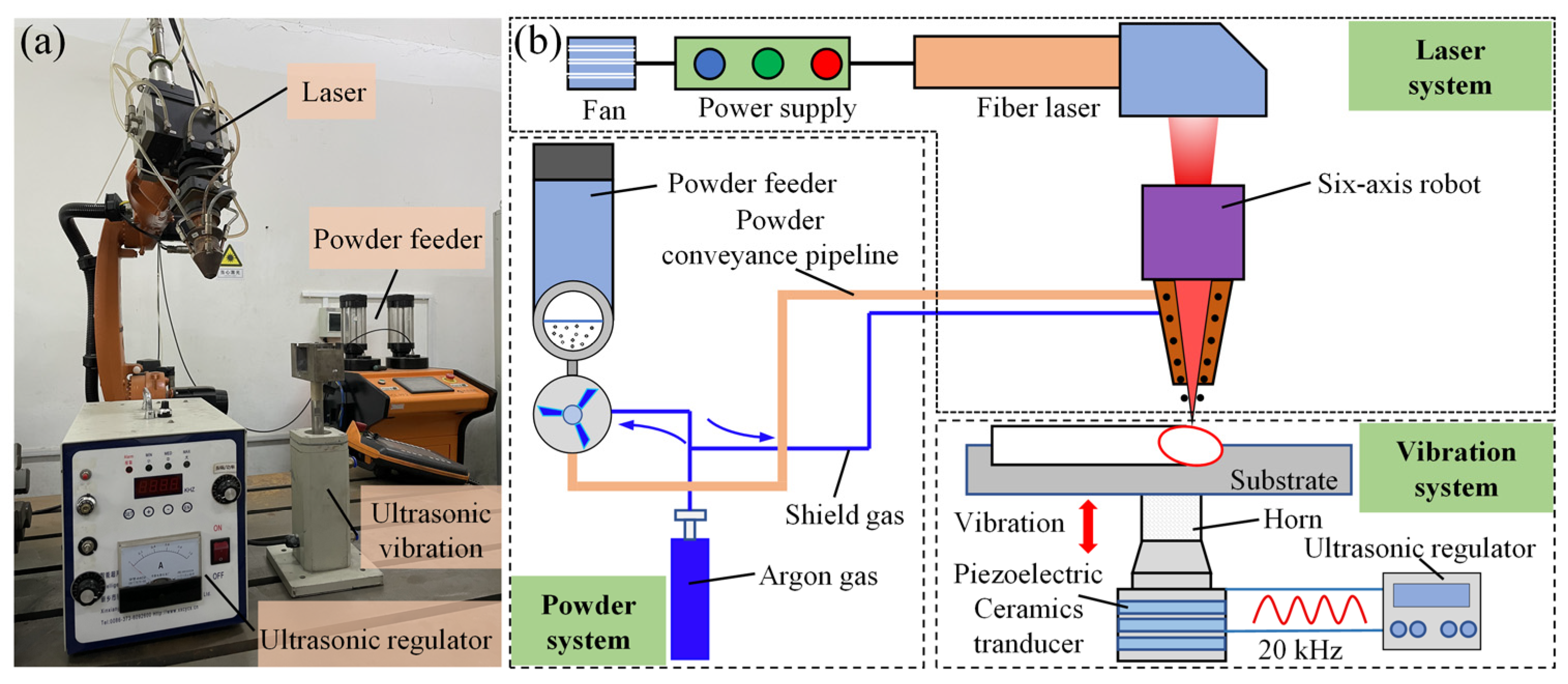
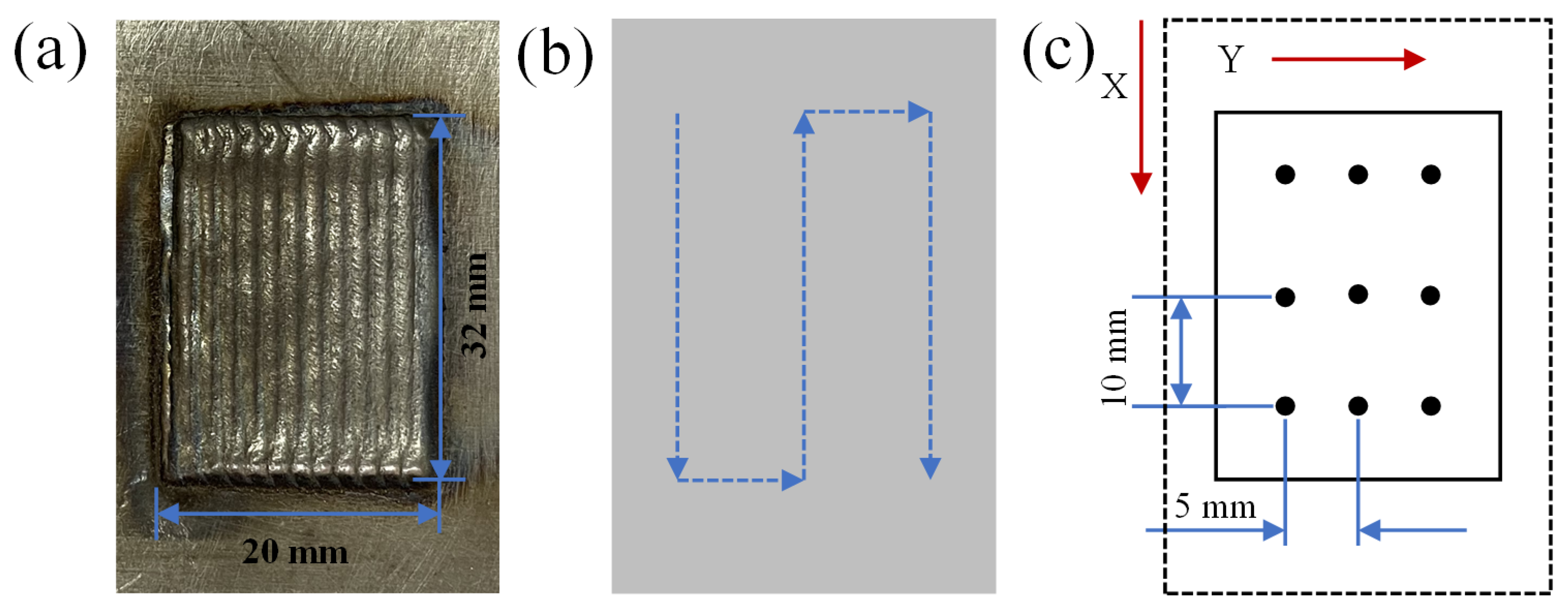
2.2. Experimental Procedure
2.3. Microstructure and Properties Characterization
3. Results and analysis
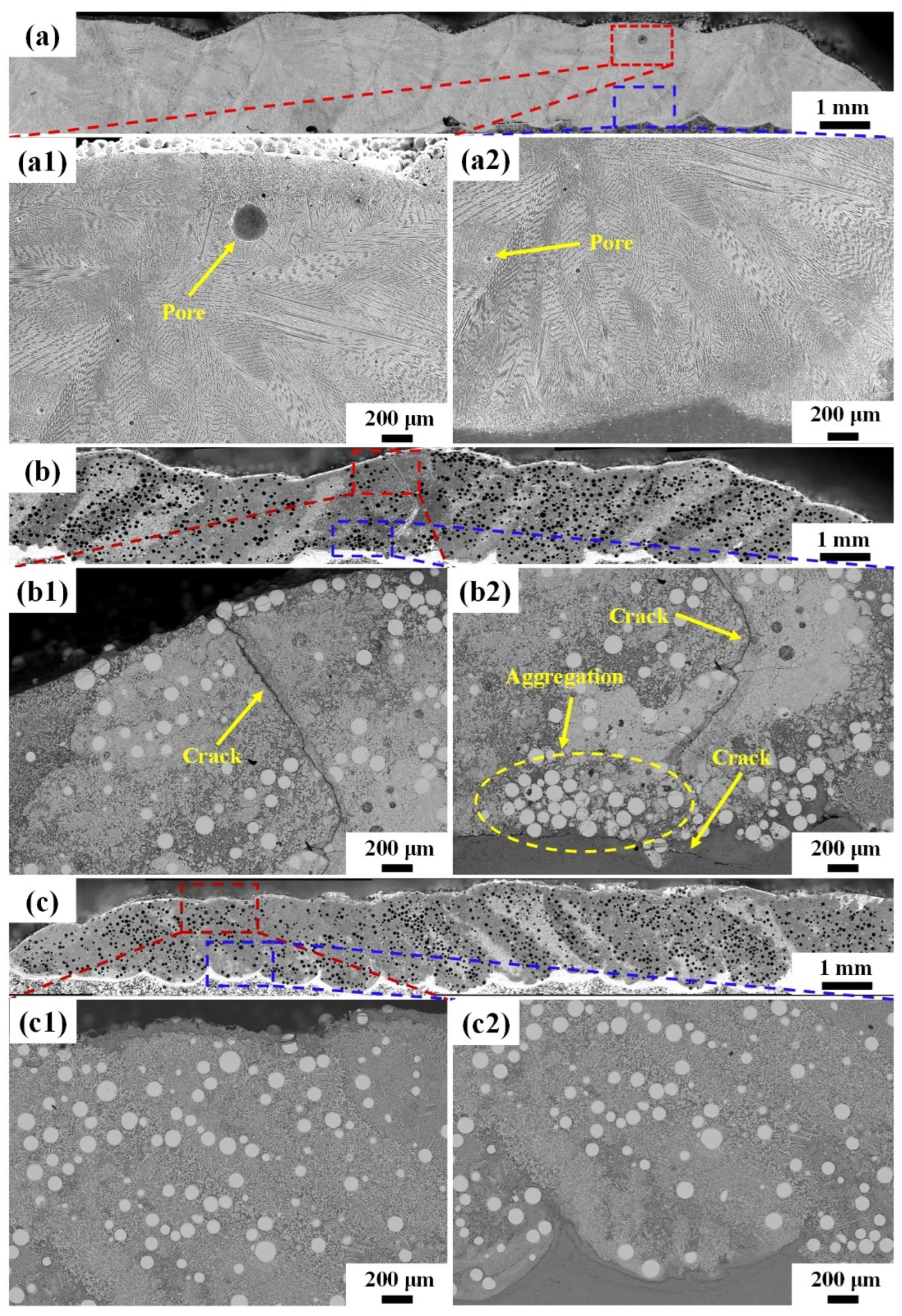
3.1. Cross-Sectional Morphologies of Different Coatings
3.2. Microstructure of Coatings
3.2.1. Phase Composition Analysis
3.2.2. Microstructure Analysis
3.3. Performance of Composite Coating
3.3.1. Microhardness
3.3.2. Residual Stress
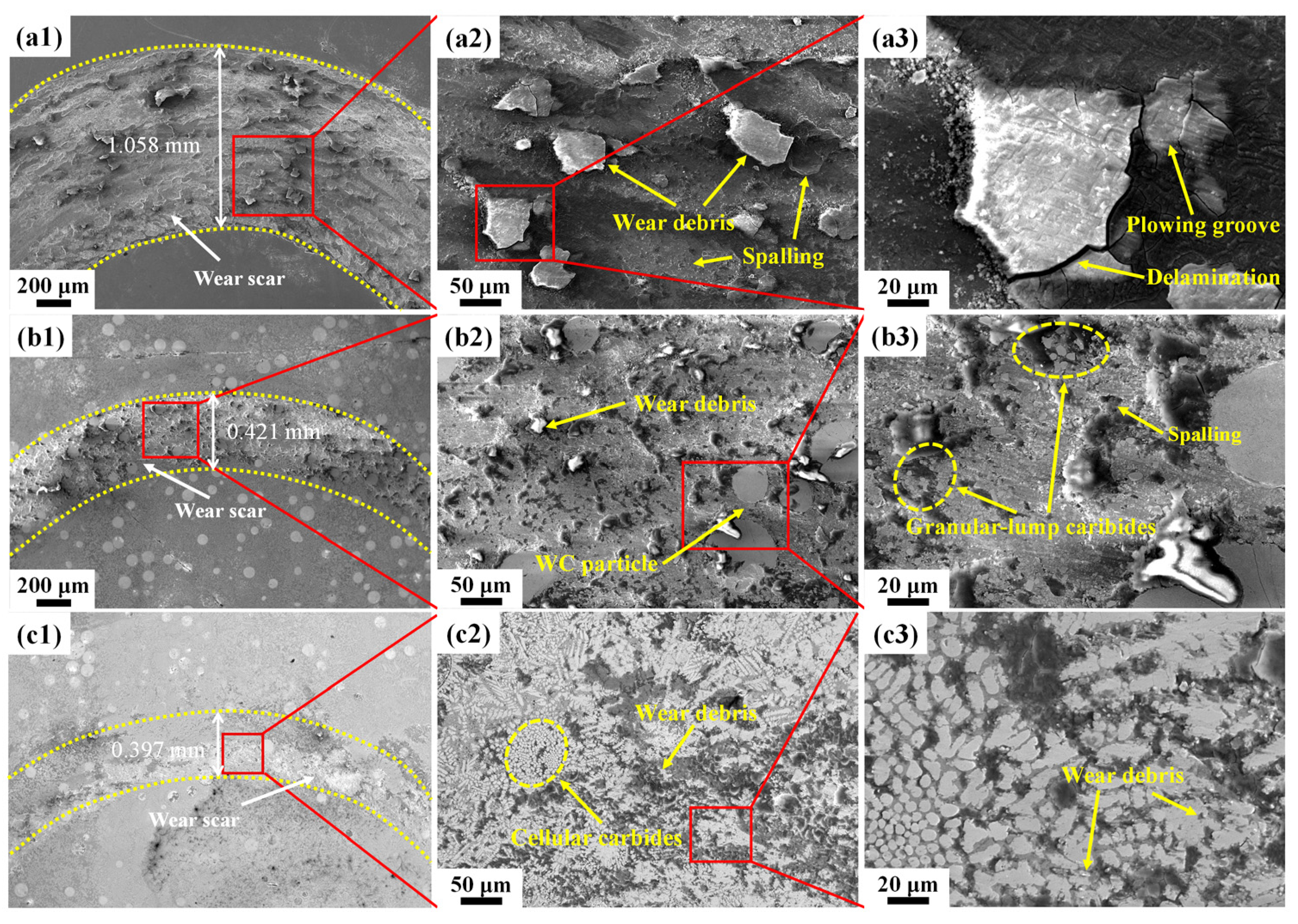
3.3.3. Tribological Properties
4. Discussion
5. Conclusions
- (1)
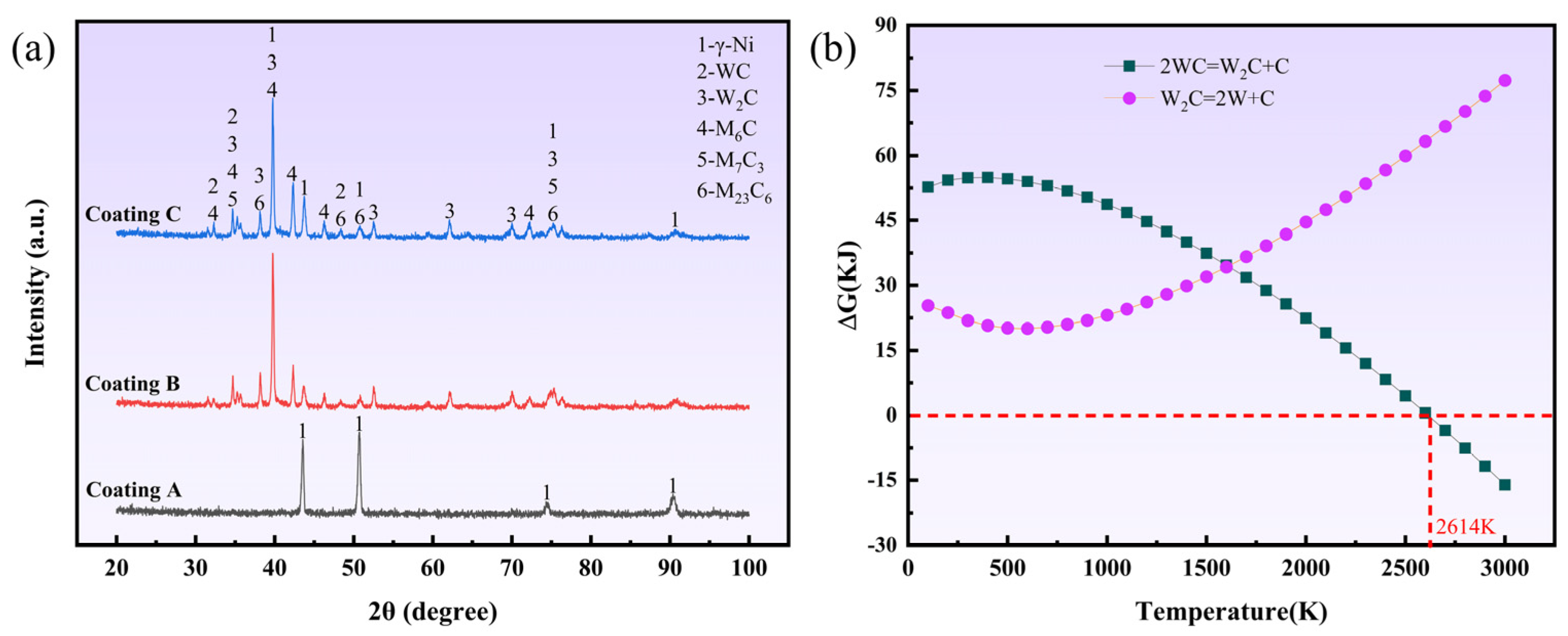
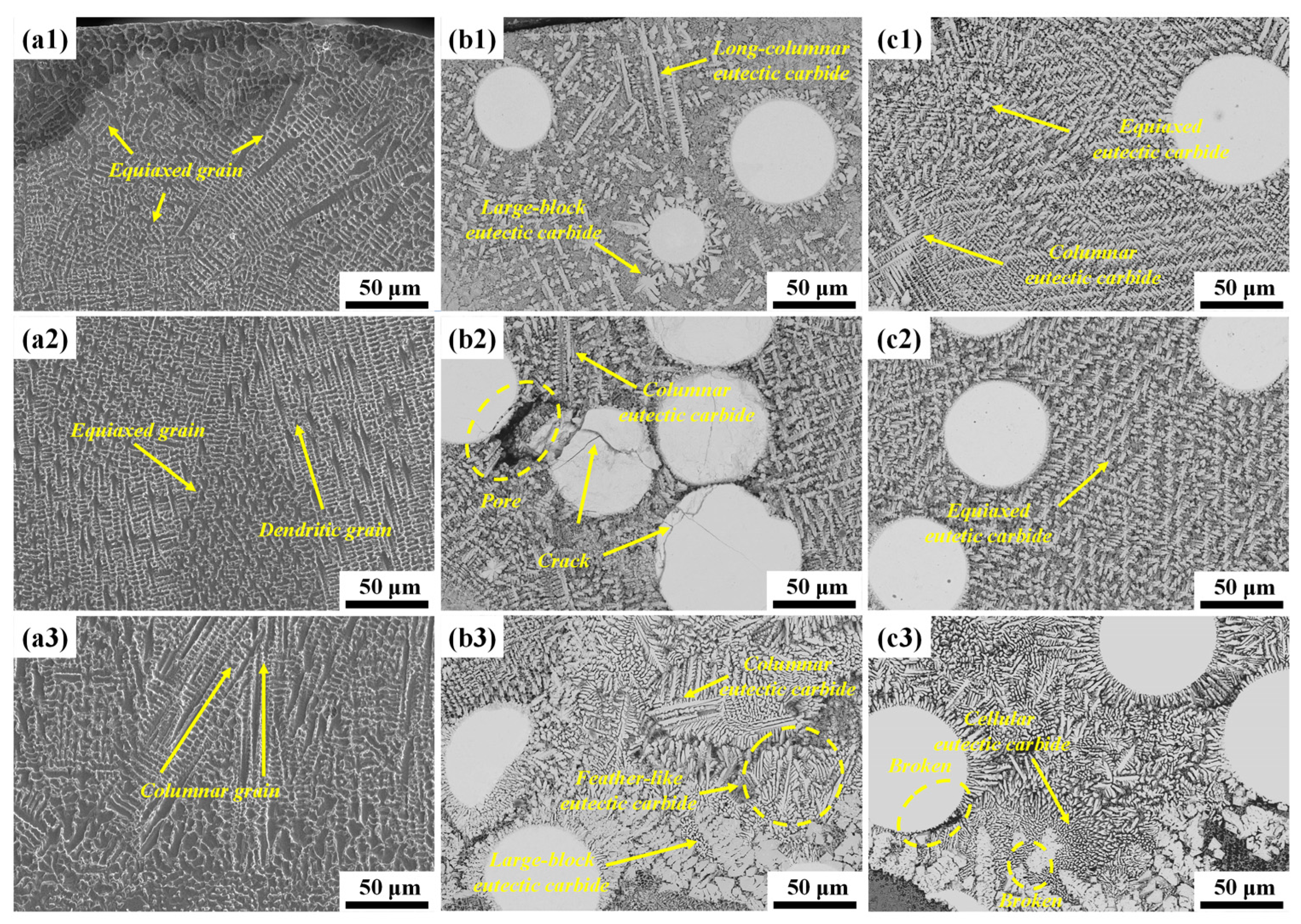
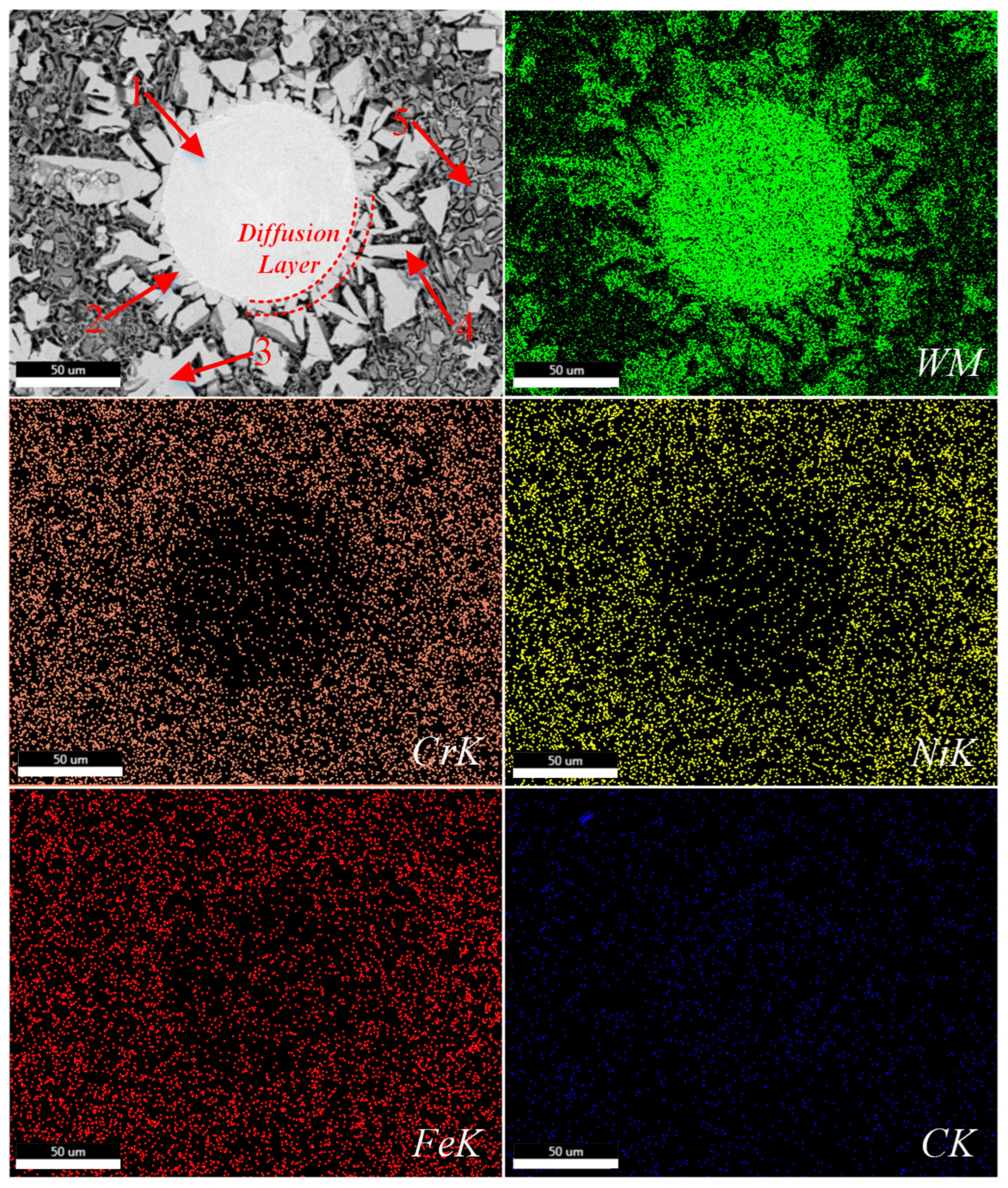
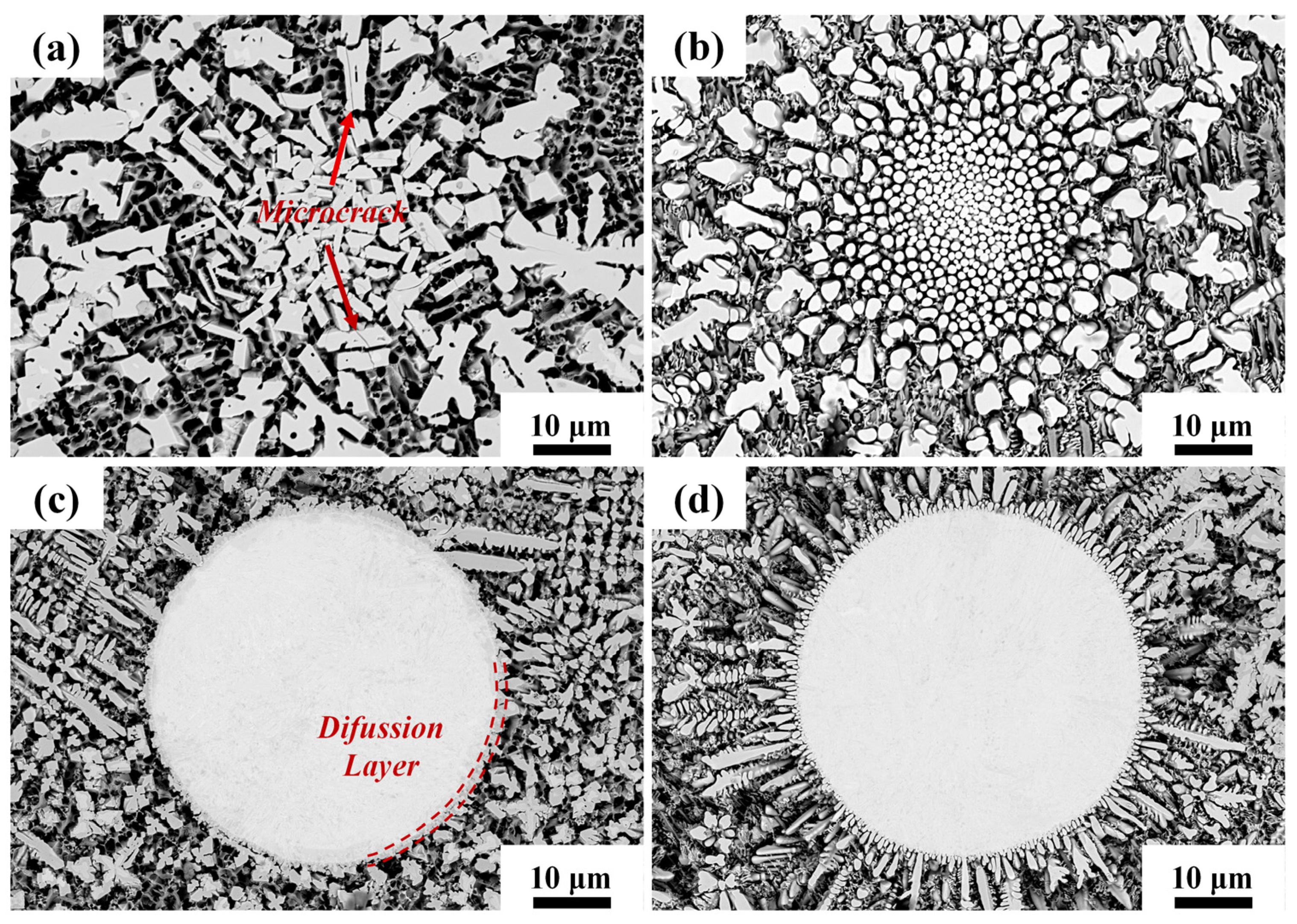
- The main phase in laser cladding IN718 coating is the γ-Ni phase. With the addition of numerous WC particles, the phase compositions are converted into γ-Ni, WC, W2C, M6C (Fe3W3C and Fe3Mo3C), M7C3 (Cr7C3) and M23C6 (Cr23C6) due to considerable generation of precipitated carbides with various shapes and sizes.
- (2)
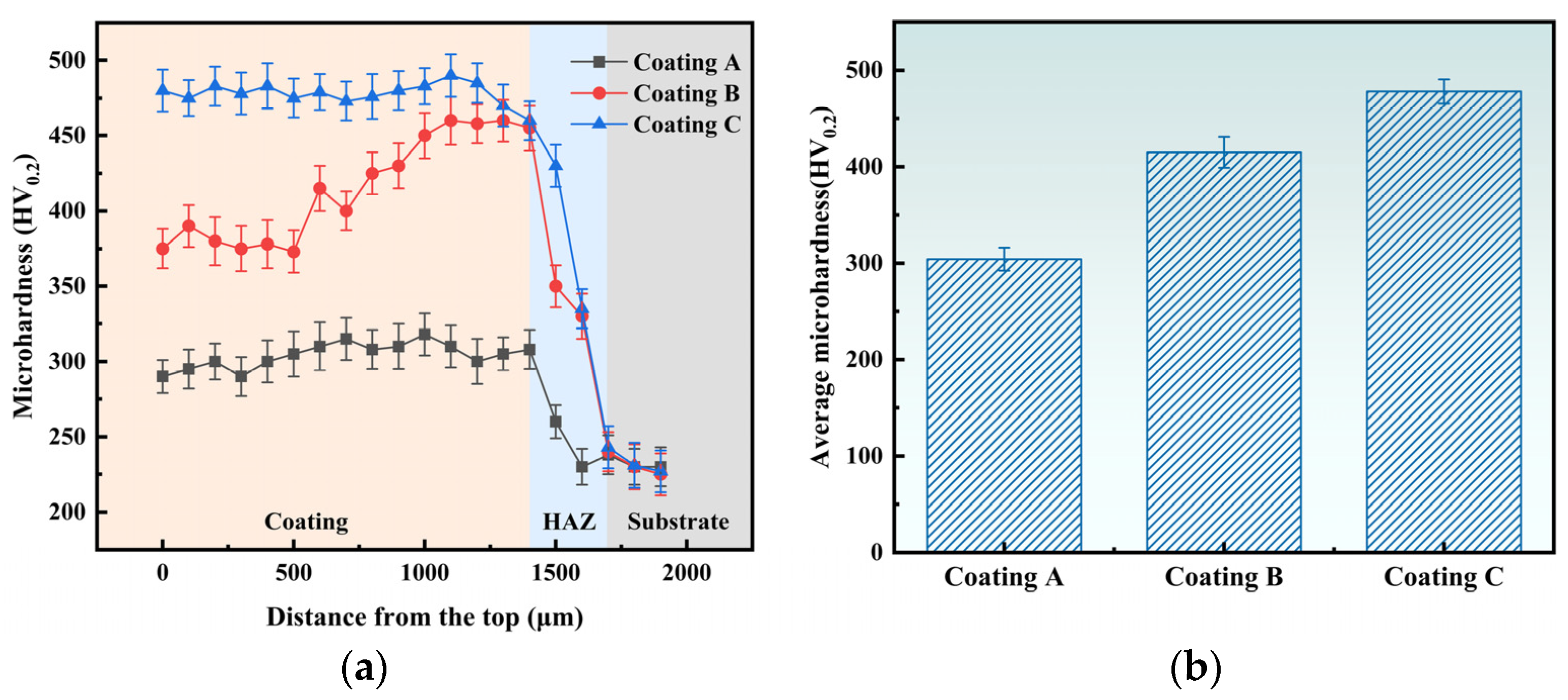
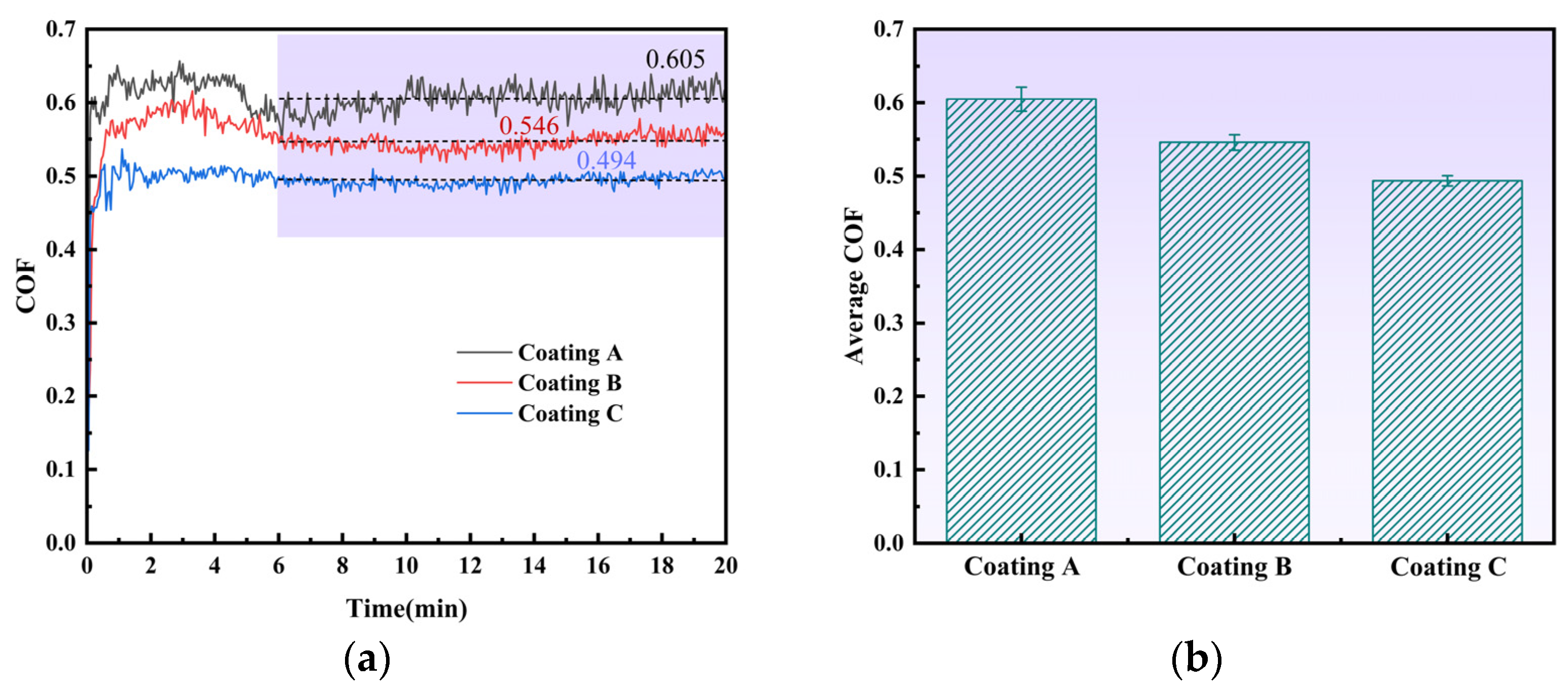
- The decomposition of WC particles can greatly enhance microhardness and wear resistance of composite coatings. Meanwhile, acoustic streaming and cavitation can homogenize the distribution of WC particles and refine the microstructure. Therefore, the composite coating assisted by ultrasonic has the highest microhardness (478.15 HV0.2) and the lowest COF (0.494).
- (3)
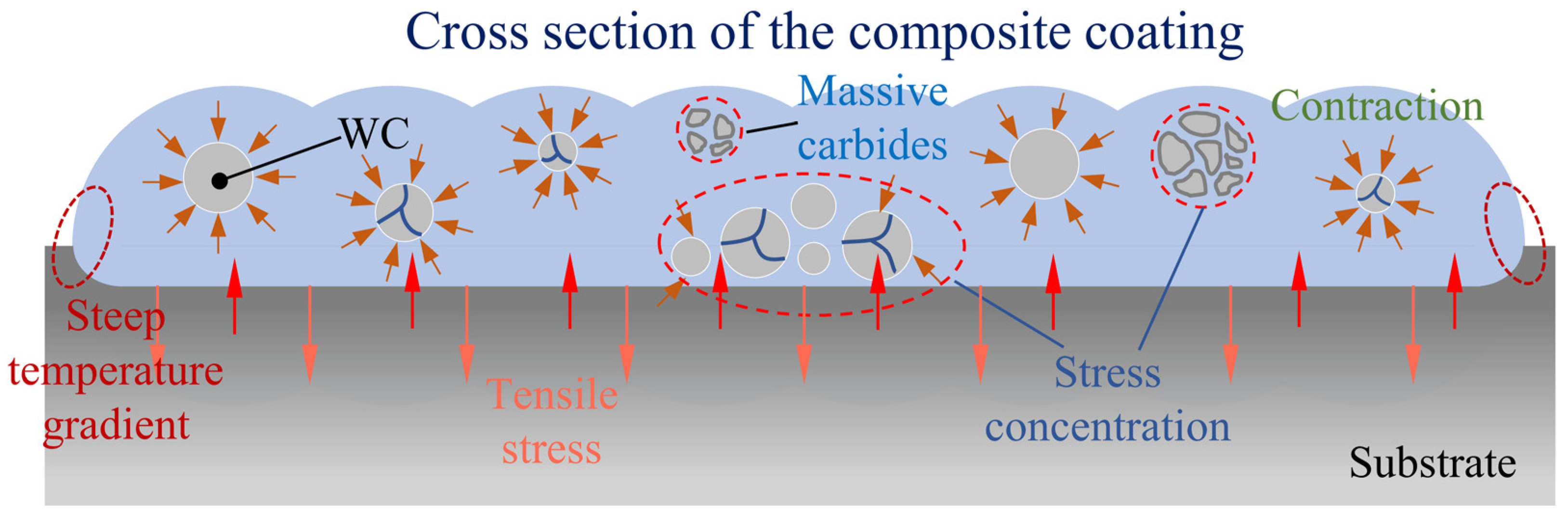
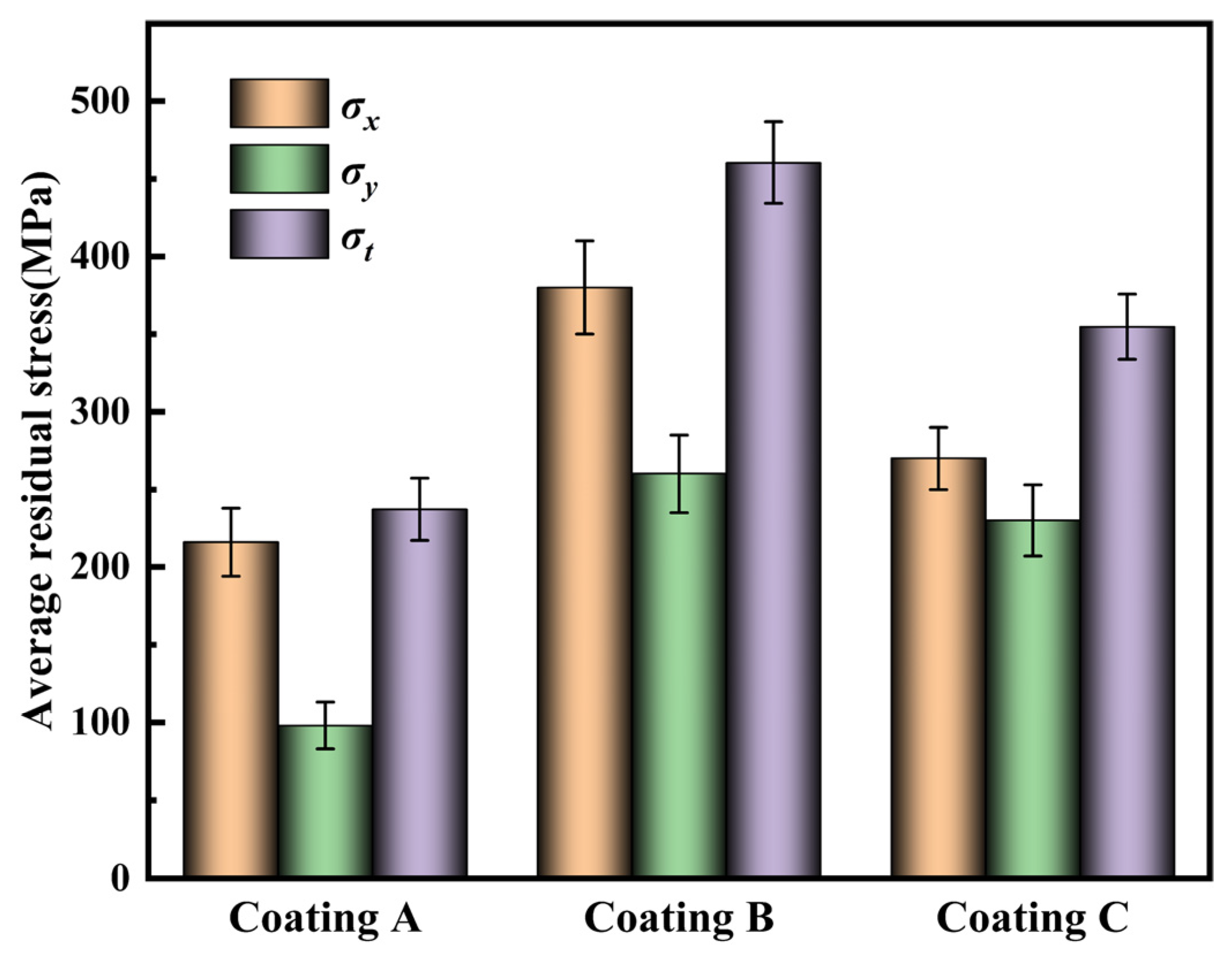
- Massive particles and carbides can increase residual stress on the surfaces of coatings, while ultrasonic vibration can inhibit the formation of massive carbides with sharp edges. Thus, the resultant residual stress and the gap between σx and σy can be effectively decreased.
- (4)
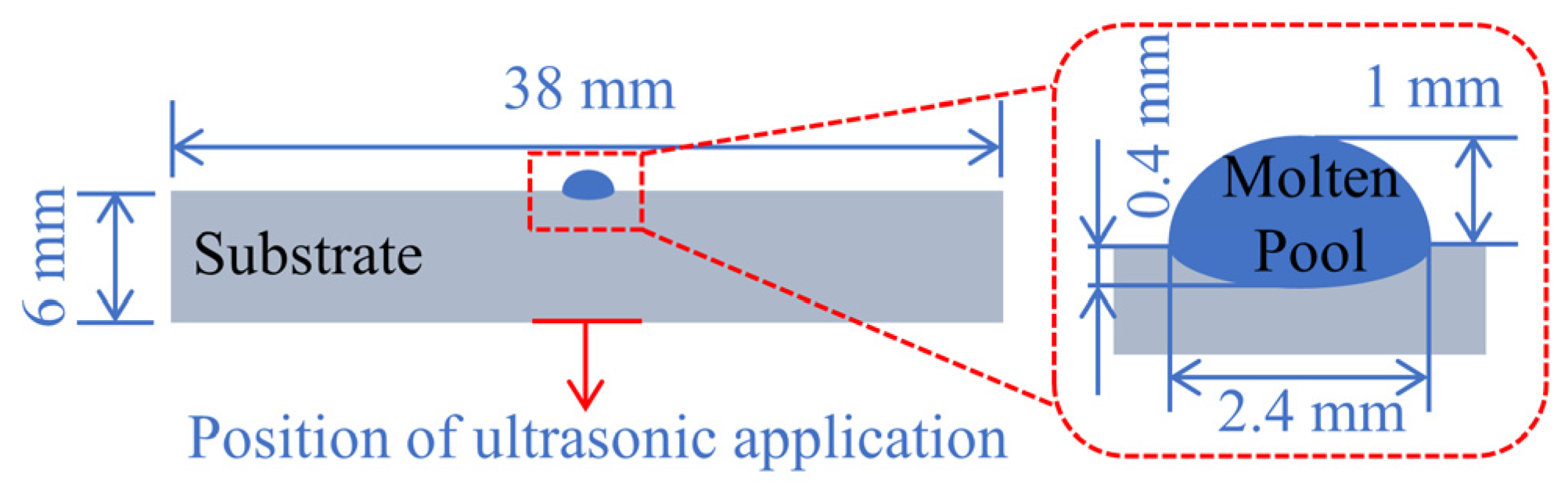
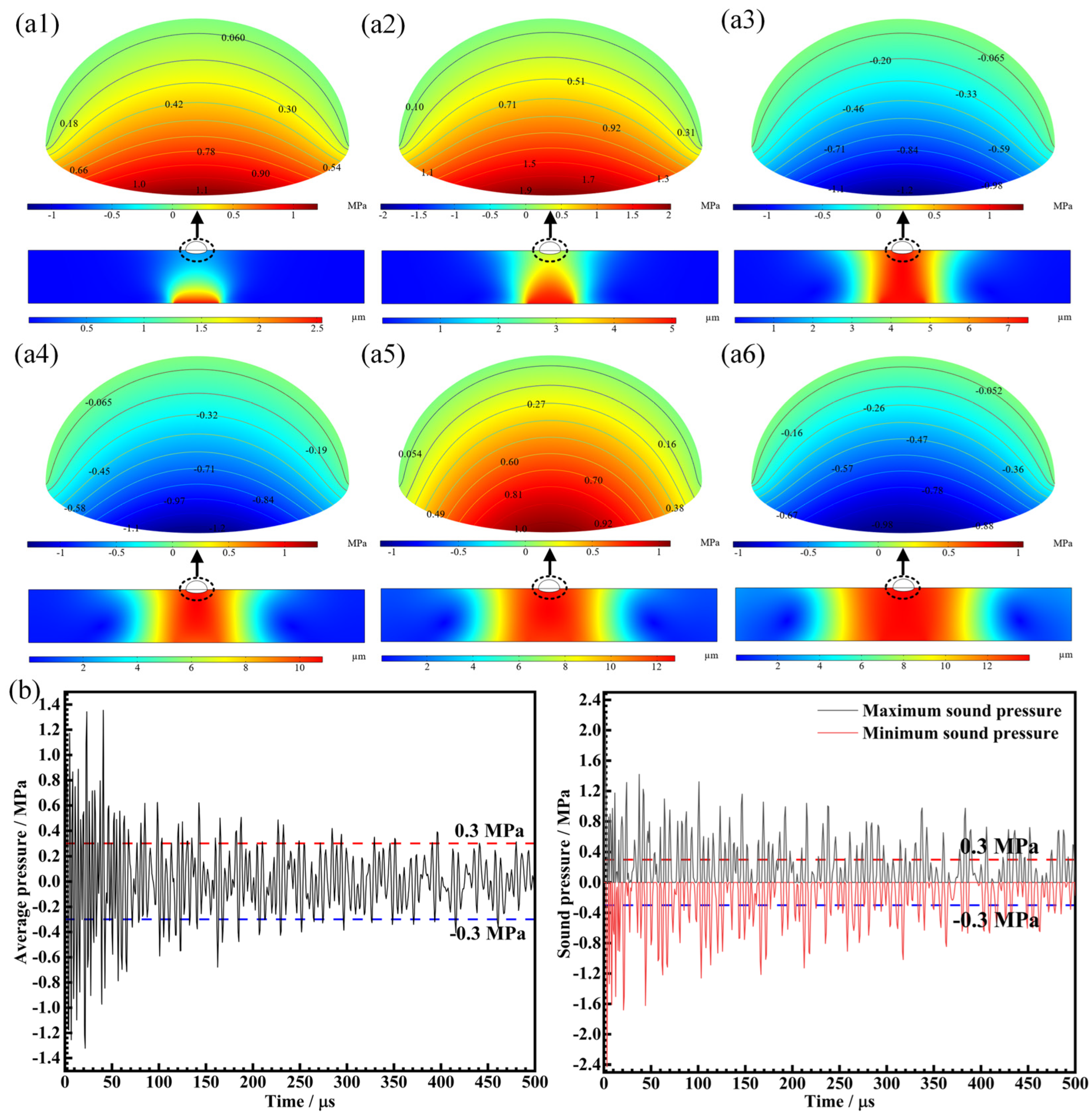
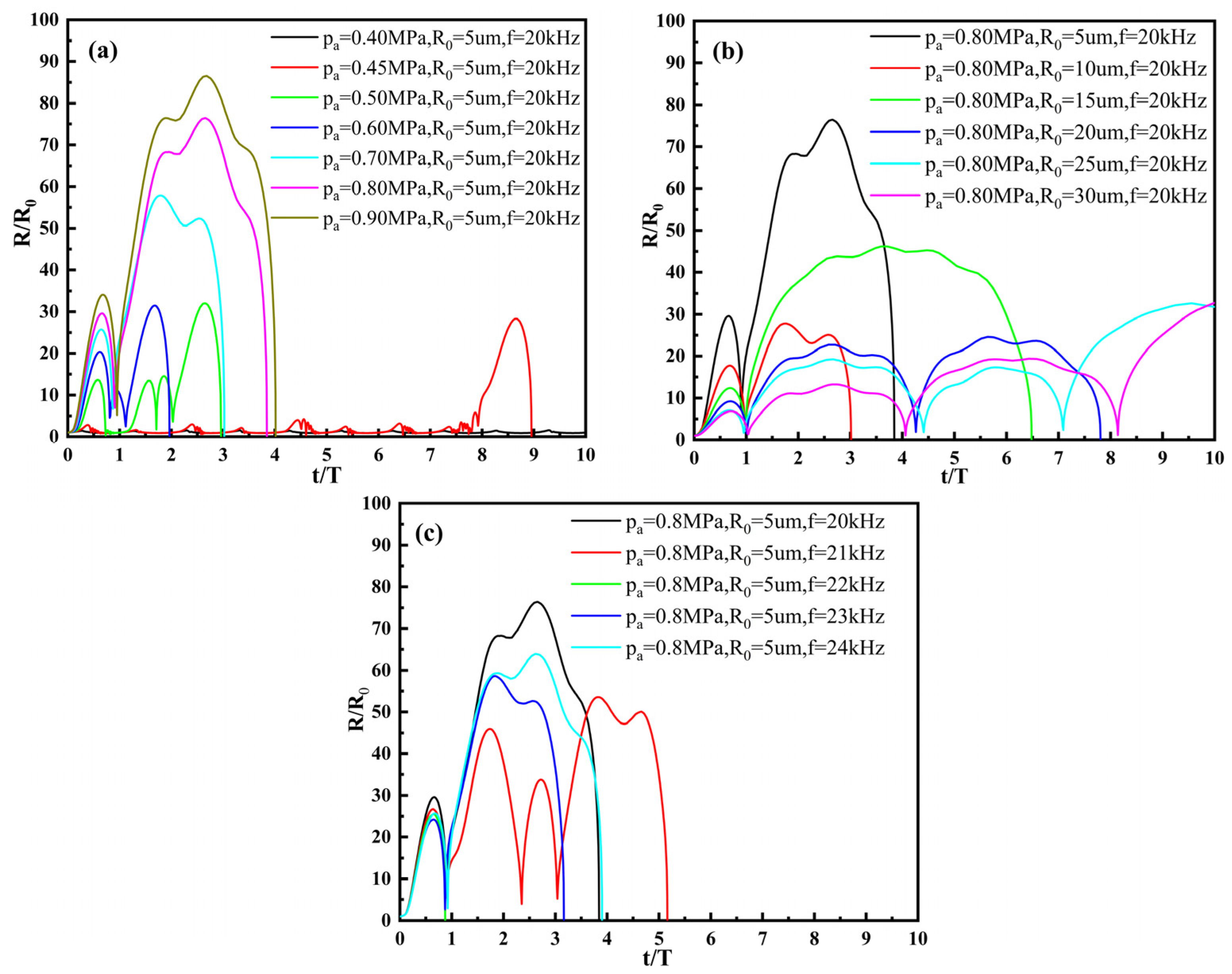
- The cavitation effect is mainly concentrated at the bottom of the molten pool. The ultrasonic used in this work can guarantee the intensity of cavitation, including through higher radius variation and moderate collapse time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mandal, V.; Tripathi, P.; Kumar, A.; Singh, S.S.; Ramkumar, J. A study on selective laser melting (SLM) of TiC and B4C reinforced IN718 metal matrix composites (MMCs). J. Alloys Compd. 2022, 901, 163527. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, L.; Song, H.; Wang, H. Effect of WC-17Co content on microstructure and properties of IN718 composites prepared by laser cladding. Opt. Laser Technol. 2022, 148, 107780. [Google Scholar] [CrossRef]
- Chen, T.; Deng, Z.; Liu, D.; Zhu, X.; Xiong, Y. Bioinert TiC ceramic coating prepared by laser cladding: Microstructures, wear resistance, and cytocompatibility of the coating. Surf. Coat. Technol. 2021, 423, 127635. [Google Scholar] [CrossRef]
- Lei, J.; Shi, C.; Zhou, S.; Gu, Z.; Zhang, L.-C. Enhanced corrosion and wear resistance properties of carbon fiber reinforced Ni-based composite coating by laser cladding. Surf. Coat. Technol. 2018, 334, 274–285. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Wang, L.; Yao, J.; Xia, H.; Li, J.; Liu, R. Effects of electromagnetic compound field on the escape behavior of pores in molten pool during laser cladding. Surf. Coat. Technol. 2020, 383, 125198. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Q.; Han, B.; Song, L.; Cui, G.; Yang, J.; Li, J. Microstructure and property of Ni/WC/La2O3 coatings by ultrasonic vibration-assisted laser cladding treatment. Opt. Lasers Eng. 2020, 125, 105848. [Google Scholar] [CrossRef]
- Xu, S.; Cai, Q.; Li, G.; Lu, X.; Zhu, X. Effect of scanning speed on microstructure and properties of TiC/Ni60 composite coatings on Ti6Al4V alloy by laser cladding. Opt. Laser Technol. 2022, 154, 108309. [Google Scholar] [CrossRef]
- Jiang, C.; Zhang, J.; Chen, Y.; Hou, Z.; Zhao, Q.; Li, Y.; Zhu, L.; Zhang, F.; Zhao, Y. On enhancing wear resistance of titanium alloys by laser cladded WC-Co composite coatings. Int. J. Refract. Met. Hard Mater. 2022, 107, 105902. [Google Scholar] [CrossRef]
- Chen, Y.; Zhou, J.; Li, P.; Huo, K.; Meng, X. Effect of Electromagnetic Field on Wear Resistance of Fe901/Al2O3 Metal Matrix Composite Coating Prepared by Laser Cladding. Materials 2022, 15, 1531. [Google Scholar] [CrossRef]
- Obadele, B.A.; Andrews, A.; Olubambi, P.A.; Mathew, M.T.; Pityana, S. Effect of ZrO 2 addition on the dry sliding wear behavior of laser clad Ti6Al4V alloy. Wear 2015, 328–329, 295–300. [Google Scholar] [CrossRef]
- Jing, P.; Wang, H.; Chen, W.; Chen, L.; Yin, H.; Wu, H.; Li, D. Effect of Ti addition on microstructure and tribological properties of laser cladding Ni35/WC coating in an oxygen-free environment. Surf. Coat. Technol. 2022, 440, 128480. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, S.; Dai, X.; Lei, J.; Guo, J.; Gu, Z.; Wang, T. Evaluation and mechanisms on heat damage of WC particles in Ni60/WC composite coatings by laser induction hybrid cladding. Int. J. Refract. Met. Hard Mater. 2017, 64, 234–241. [Google Scholar] [CrossRef]
- Li, G.J.; Li, J.; Luo, X. Effects of high temperature treatment on microstructure and mechanical properties of laser-clad NiCrBSi/WC coatings on titanium alloy substrate. Mater. Charact. 2014, 98, 83–92. [Google Scholar] [CrossRef]
- Xia, Y.; Chen, H.; Liang, X.; Lei, J. Circular oscillating laser melting deposition of nickel-based superalloy reinforced by WC: Microstructure, wear resistance and electrochemical properties. J. Manuf. Process. 2021, 68, 1694–1704. [Google Scholar] [CrossRef]
- Shen, X.; He, X.; Gao, L.; Su, G.; Xu, C.; Xu, N. Study on crack behavior of laser cladding ceramic-metal composite coating with high content of WC. Ceram. Int. 2022, 48, 17460–17470. [Google Scholar] [CrossRef]
- Wang, L.; Yao, J.; Hu, Y.; Zhang, Q.; Sun, Z.; Liu, R. Influence of electric-magnetic compound field on the WC particles distribution in laser melt injection. Surf. Coat. Technol. 2017, 315, 32–43. [Google Scholar] [CrossRef]
- Zhang, N.; Liu, W.; Deng, D.; Tang, Z.; Liu, X.; Yan, Z.; Zhang, H. Effect of electric-magnetic compound field on the pore distribution in laser cladding process. Opt. Laser Technol. 2018, 108, 247–254. [Google Scholar] [CrossRef]
- Huo, K.; Zhou, J.; Dai, F.; Xu, J. Particle distribution and microstructure of IN718/WC composite coating fabricated by electromagnetic compound field-assisted laser cladding. Appl. Surf. Sci. 2021, 545, 149078. [Google Scholar] [CrossRef]
- Han, X.; Li, C.; Yang, Y.; Gao, X.; Gao, H. Experimental research on the influence of ultrasonic vibrations on the laser cladding process of a disc laser. Surf. Coat. Technol. 2021, 406, 126750. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, J.; Lv, J.; Meng, X.; Li, P.; Huang, S. A novel hybrid ultrasonic and electromagnetic field assisted laser cladding: Experimental study and synergistic effects. J. Mater. Process. Technol. 2022, 307, 117658. [Google Scholar] [CrossRef]
- Zhu, L.; Yang, Z.; Xin, B.; Wang, S.; Meng, G.; Ning, J.; Xue, P. Microstructure and mechanical properties of parts formed by ultrasonic vibration-assisted laser cladding of Inconel Surf. Coat. Technol. 2021, 410, 126964. [Google Scholar] [CrossRef]
- Fan, Q.; Chen, C.; Fan, C.; Liu, Z.; Cai, X.; Lin, S.; Yang, C. Ultrasonic induces grain refinement in gas tungsten arc cladding AlCoCrFeNi high-entropy alloy coatings. Mater. Sci. Eng. A 2021, 821, 141607. [Google Scholar] [CrossRef]
- Xu, J.; Zhou, J.; Tan, W.; Huang, S.; Wang, S.; He, W. Ultrasonic vibration on wear property of laser cladding Fe-based coating. Surf. Eng. 2020, 36, 1261–1269. [Google Scholar] [CrossRef]
- Nerz, J.; Kushner, B.; Rotolico, A. Microstructural evaluation of tungsten carbide-cobalt coatings. J. Therm. Spray Technol. 1992, 1, 147–152. [Google Scholar] [CrossRef]
- Sadhu, A.; Choudhary, A.; Sarkar, S.; Nair, A.M.; Nayak, P.; Pawar, S.D.; Muvvala, G.; Pal, S.K.; Nath, A.K. A study on the influence of substrate pre-heating on mitigation of cracks in direct metal laser deposition of NiCrSiBC-60%WC ceramic coating on Inconel Surf. Coat. Technol. 2020, 389, 125646. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Numerical simulation of thermal behavior and multicomponent mass transfer in direct laser deposition of Co-base alloy on steel. Int. J. Heat Mass Transf. 2017, 104, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Li, Q.; Zhang, L.; Chen, D.X.; Jin, H.; Li, J.D.; Zhang, J.W.; Ban, C.Y. Microstructure and properties of Ni-WC gradient composite coating prepared by laser cladding. Ceram. Int. 2022, 48, 7905–7917. [Google Scholar] [CrossRef]
- Li, W.; Di, R.; Yuan, R.; Song, H.; Lei, J. Microstructure, wear resistance and electrochemical properties of spherical/non-spherical WC reinforced Inconel 625 superalloy by laser melting deposition. J. Manuf. Process. 2022, 74, 413–422. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Surface-active element transport and its effect on liquid metal flow in laser-assisted additive manufacturing. Int. Commun. Heat Mass Transf. 2017, 86, 206–214. [Google Scholar] [CrossRef] [Green Version]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Abioye, T.E.; Folkes, J.; Clare, A.T.; McCartney, D.G. Concurrent Inconel 625 wire and WC powder laser cladding: Process stability and microstructural characterisation. Surf. Eng. 2013, 29, 647–653. [Google Scholar] [CrossRef]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R. Microstructure and wear resistance of Al2O3–M7C3/Fe composite coatings produced by laser controlled reactive synthesis. Opt. Laser Technol. 2015, 68, 11–17. [Google Scholar] [CrossRef]
- Zhou, S.; Zeng, X.; Hu, Q.; Huang, Y. Analysis of crack behavior for Ni-based WC composite coatings by laser cladding and crack-free realization. Appl. Surf. Sci. 2008, 255, 1646–1653. [Google Scholar] [CrossRef]
- Tian, J.; Xu, P.; Liu, Q. Effects of stress-induced solid phase transformations on residual stress in laser cladding a Fe-Mn-Si-Cr-Ni alloy coating. Mater. Des. 2020, 193, 108824. [Google Scholar] [CrossRef]
- Ji, F.; Qin, X.; Hu, Z.; Xiong, X.; Ni, M.; Wu, M. Influence of ultrasonic vibration on molten pool behavior and deposition layer forming morphology for wire and arc additive manufacturing. Int. Commun. Heat Mass Transf. 2022, 130, 105789. [Google Scholar] [CrossRef]
- Yuan, D.; Shao, S.; Guo, C.; Jiang, F.; Wang, J. Grain refining of Ti-6Al-4V alloy fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Ultrason. Sonochem. 2021, 73, 105472. [Google Scholar] [CrossRef]
- Jamshidi, R.; Brenner, G. Dissipation of ultrasonic wave propagation in bubbly liquids considering the effect of compressibility to the first order of acoustical Mach number. Ultrasonics 2013, 53, 842–848. [Google Scholar] [CrossRef]
- Geng, L.; Chen, J.; Escaler, X. Improvement of cavitation mass transfer modeling by including Rayleigh–Plesset equation second order term. Eur. J. Mech.—B/Fluids 2020, 84, 313–324. [Google Scholar] [CrossRef]
- Lv, T.; Li, Y. Simulation of Ultrasonic Flow Polishing inside the Mold Cavity. Front. Manuf. Eng. 2015, 3, 20–24. [Google Scholar] [CrossRef]
- Wang, F.; Eskin, D.; Mi, J.; Wang, C.; Koe, B.; King, A.; Reinhard, C.; Connolley, T. A synchrotron X-radiography study of the fragmentation and refinement of primary intermetallic particles in an Al-35 Cu alloy induced by ultrasonic melt processing. Acta Mater. 2017, 141, 142–153. [Google Scholar] [CrossRef]
- Wang, B.; Tan, D.; Lee, T.L.; Khong, J.C.; Wang, F.; Eskin, D.; Connolley, T.; Fezzaa, K.; Mi, J. Ultrafast synchrotron X-ray imaging studies of microstructure fragmentation in solidification under ultrasound. Acta Mater. 2018, 144, 505–515. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | Cr | Nb | Mo | Al | Si | Ti | Fe |
|---|---|---|---|---|---|---|---|---|
| wt.% | 52.3 | 19.01 | 5.07 | 3.06 | 0.57 | 0.35 | 1.00 | Bal. |
| Laser Cladding | Value | Ultrasonic Vibration | Value |
|---|---|---|---|
| Laser power (w) | 1300 | Ultrasonic power (w) | 300 |
| Scanning speed (mm/min) | 450 | Amplitude (µm) | 20 |
| Power feeding rate (g/min) | 16 | Angular frequency (kHz) | 20 |
| Overlapping ration (%) | 50 | Wavelength (mm) | 1.7 |
| Materials | Density | Expansion Coefficient | Elastic Modulus | Melting Point |
|---|---|---|---|---|
| g cm−3 | 10−6 K−1 | Gpa | K | |
| IN718 | 8.24 | 11.8–18.7 | 199.9–240 | 1523 |
| WC | 16.5 | 6.5–7.4 | 650–710 | 2798 |
| Point | Phase | Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|---|---|
| W | C | Ni | Fe | Cr | Mo | Nb | ||
| 1 | WC | 78.63 | 10.13 | 1.62 | 2.35 | 0.96 | 0.09 | 6.22 |
| 2 | W2C | 75.65 | 6.56 | 1.05 | 1.64 | 0.70 | 0.18 | 14.21 |
| 3 | Block carbide | 49.10 | 9.65 | 15.25 | 6.94 | 9.23 | 1.03 | 8.79 |
| 4 | Strip carbide | 42.21 | 6.54 | 11.41 | 4.49 | 11.64 | 1.32 | 22.39 |
| 5 | Ni matrix | 12.35 | 2.1 | 45.85 | 17.58 | 15.25 | 0.76 | 6.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zhou, J.; Zhang, T.; Meng, X.; Li, P.; Huang, S.; Zhu, H. Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles. Coatings 2023, 13, 151. https://doi.org/10.3390/coatings13010151
Wang J, Zhou J, Zhang T, Meng X, Li P, Huang S, Zhu H. Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles. Coatings. 2023; 13(1):151. https://doi.org/10.3390/coatings13010151
Chicago/Turabian StyleWang, Jizhuang, Jianzhong Zhou, Teng Zhang, Xiankai Meng, Pengfei Li, Shu Huang, and Hao Zhu. 2023. "Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles" Coatings 13, no. 1: 151. https://doi.org/10.3390/coatings13010151
APA StyleWang, J., Zhou, J., Zhang, T., Meng, X., Li, P., Huang, S., & Zhu, H. (2023). Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles. Coatings, 13(1), 151. https://doi.org/10.3390/coatings13010151