
Behaviour of Thermochromic Coatings under Thermal Exposure


Abstract
:1. Introduction
2. Materials and Methods
2.1. Components for Preparation Thermochromic Paints
2.2. Dispergation Parameters
2.3. Marking of Samples
2.4. Sample Material and Pretreatment
2.5. Methodology for Measuring the Behaviour of Thermochromic Coatings under Thermal Loading
- The temperature exposure of the samples was performed in a temperature-controlled oven with an accuracy of ±0.5 °C;
- The samples were exposed to a temperature 25 °C higher than the defined transition temperature (Table 5) and were then cooled naturally;
- The time of temperature loading was dependent on the dimensions of the sample, and consistent heating throughout the volume had to be guaranteed;
- The heated sample had a temperature at least 5 °C higher than the first measurement value before starting the measurement;
- The temperature was continuously sensed by an appropriate method, i.e., a thermometer;
- Colour measurements were made using a spectrophotometer in the heated state and at an appropriate interval during cooling.
2.6. Evaluation of Measured Data
- L* is the lightness parameter;
- a* specifies the position on the a-axis where the colours green to red are located;
- b* determines the position on the b-axis where the colours blue and yellow are located;
Method of Evaluation
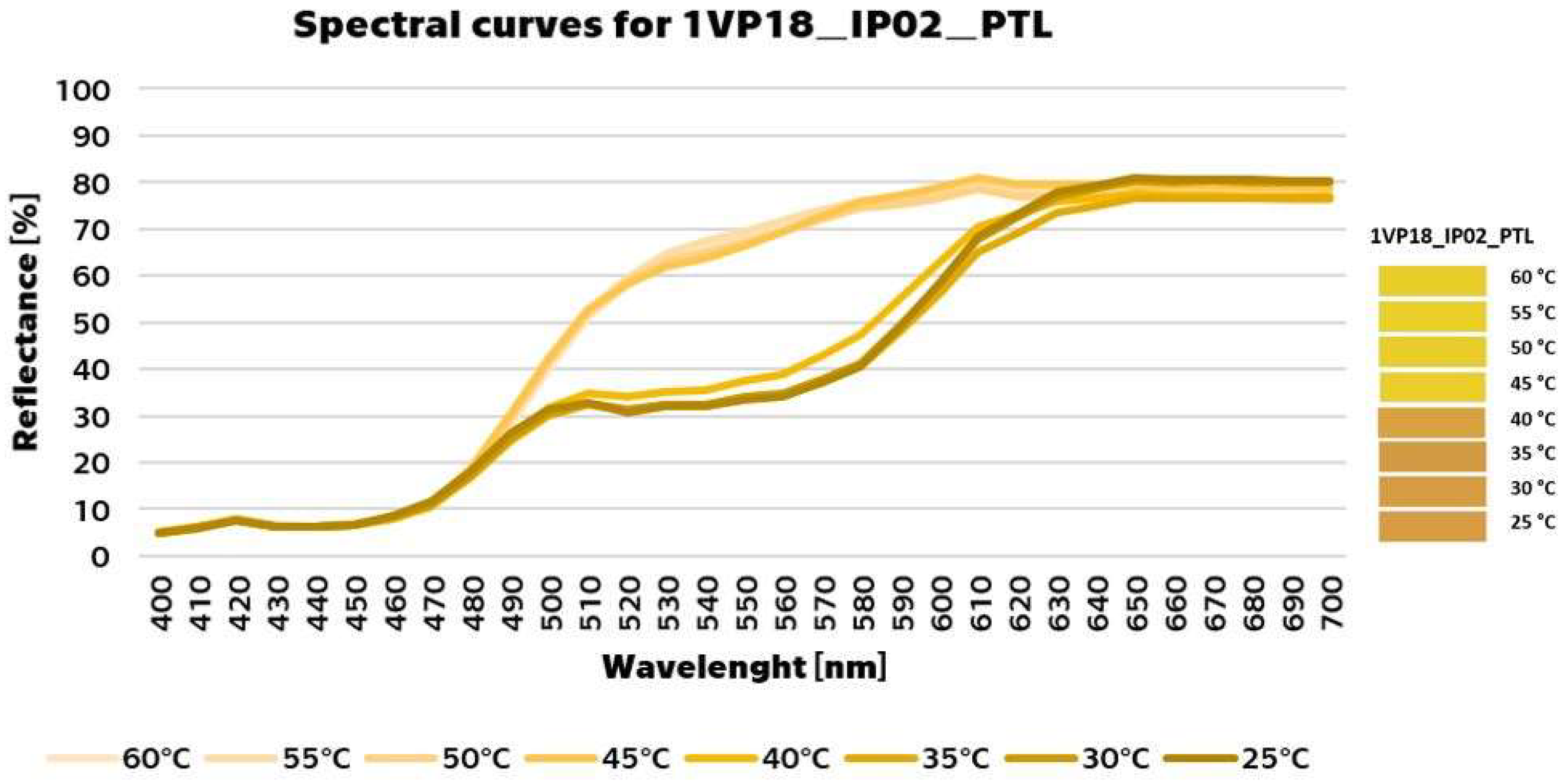
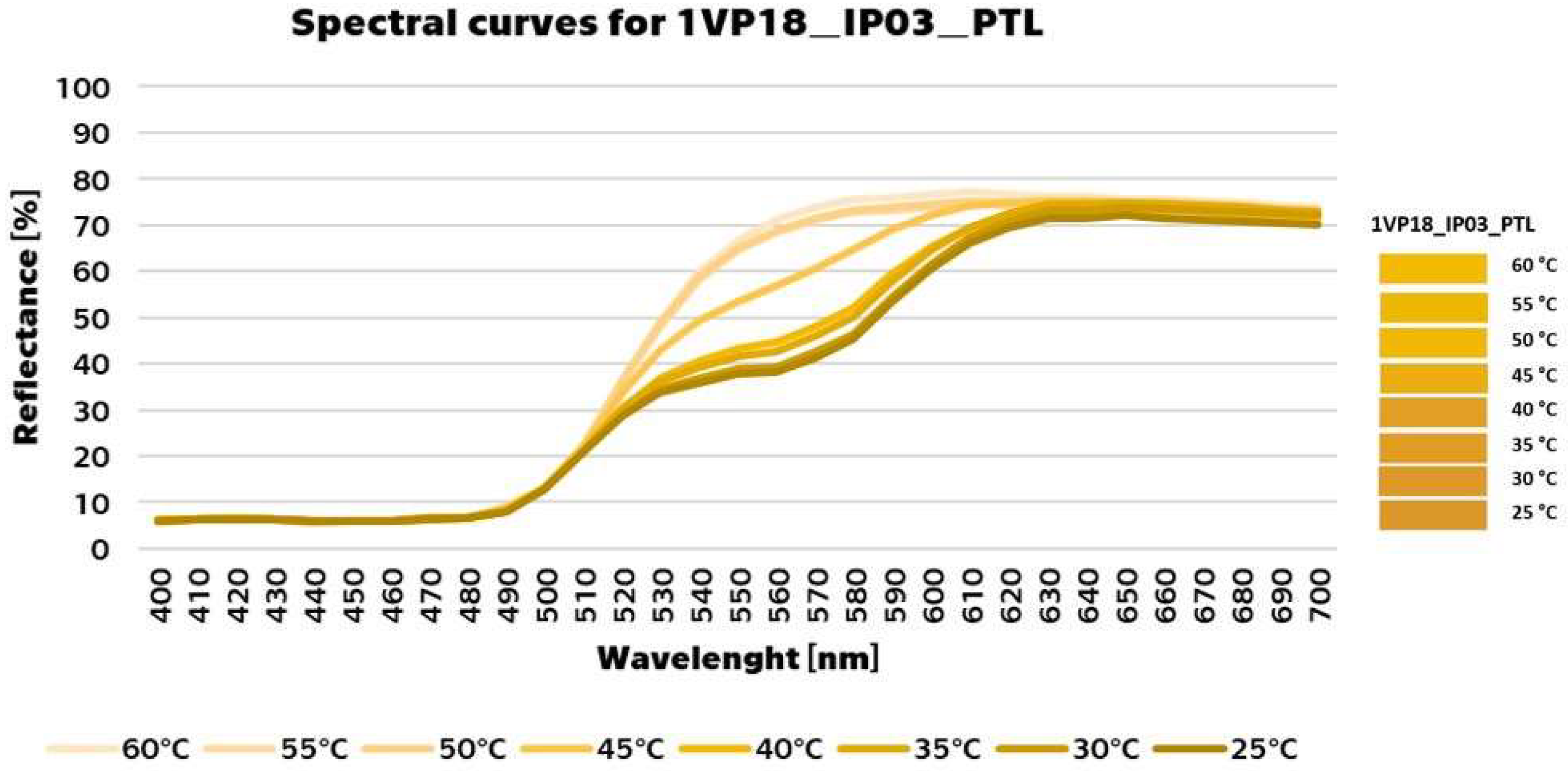
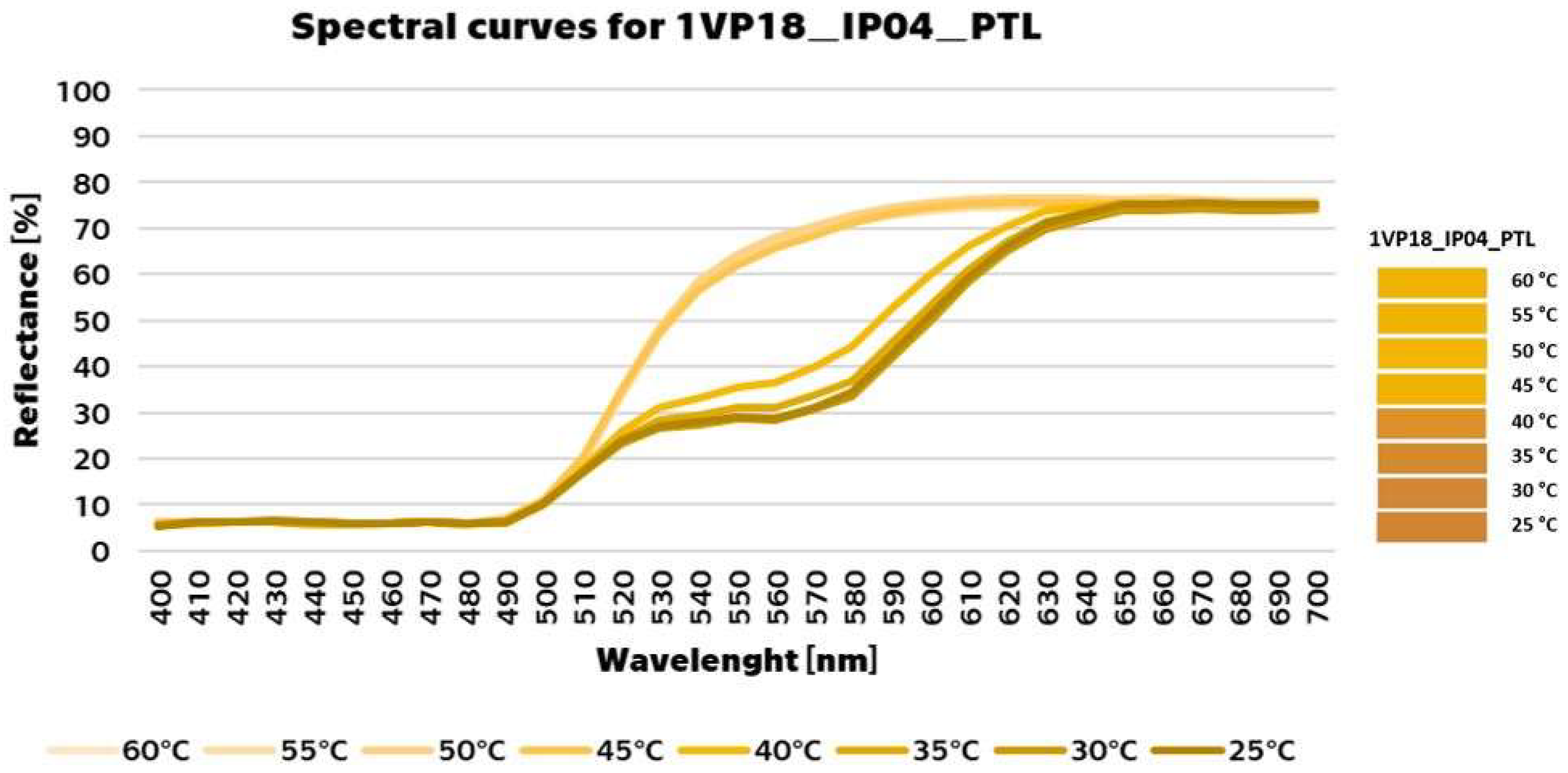
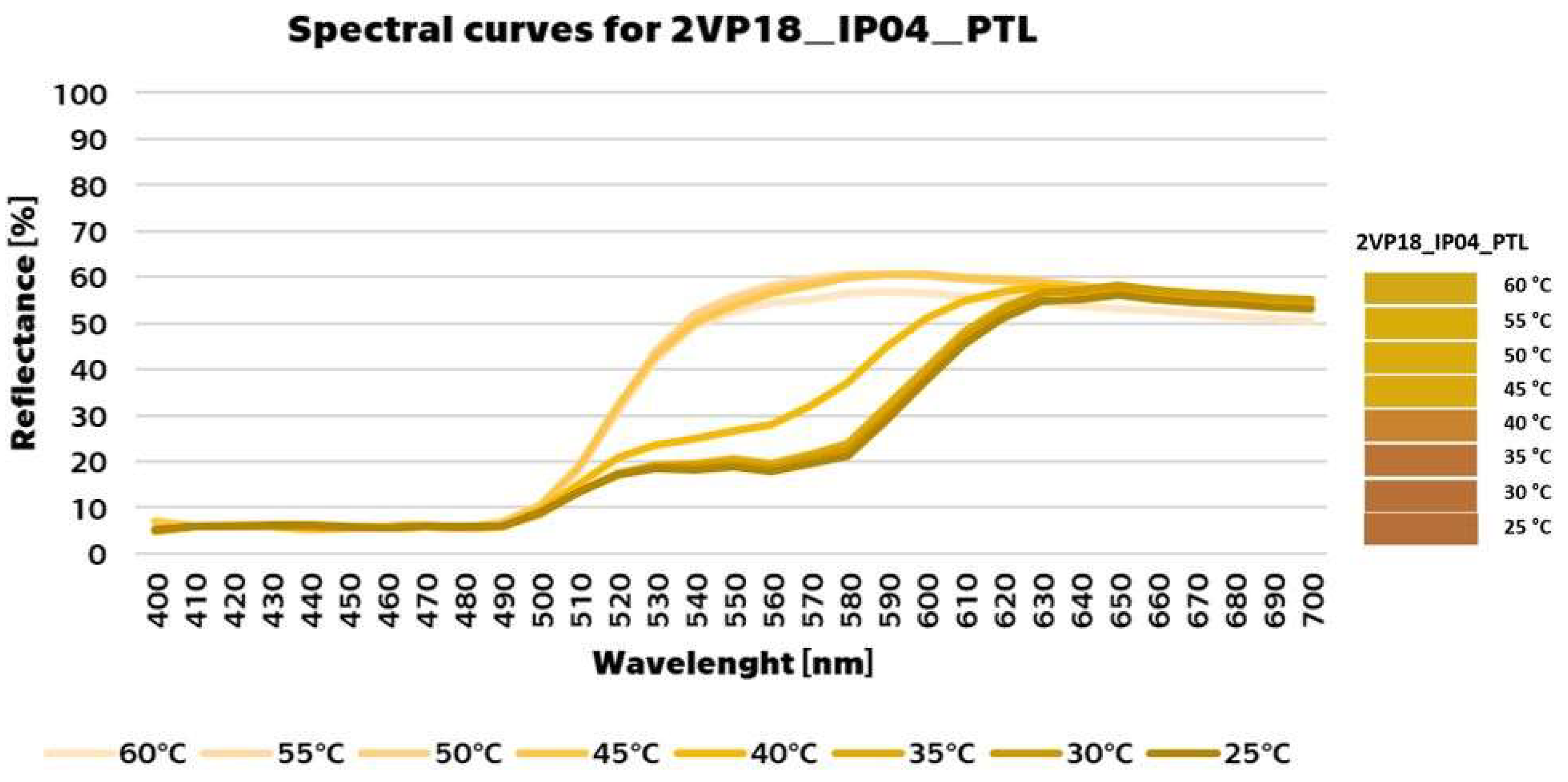
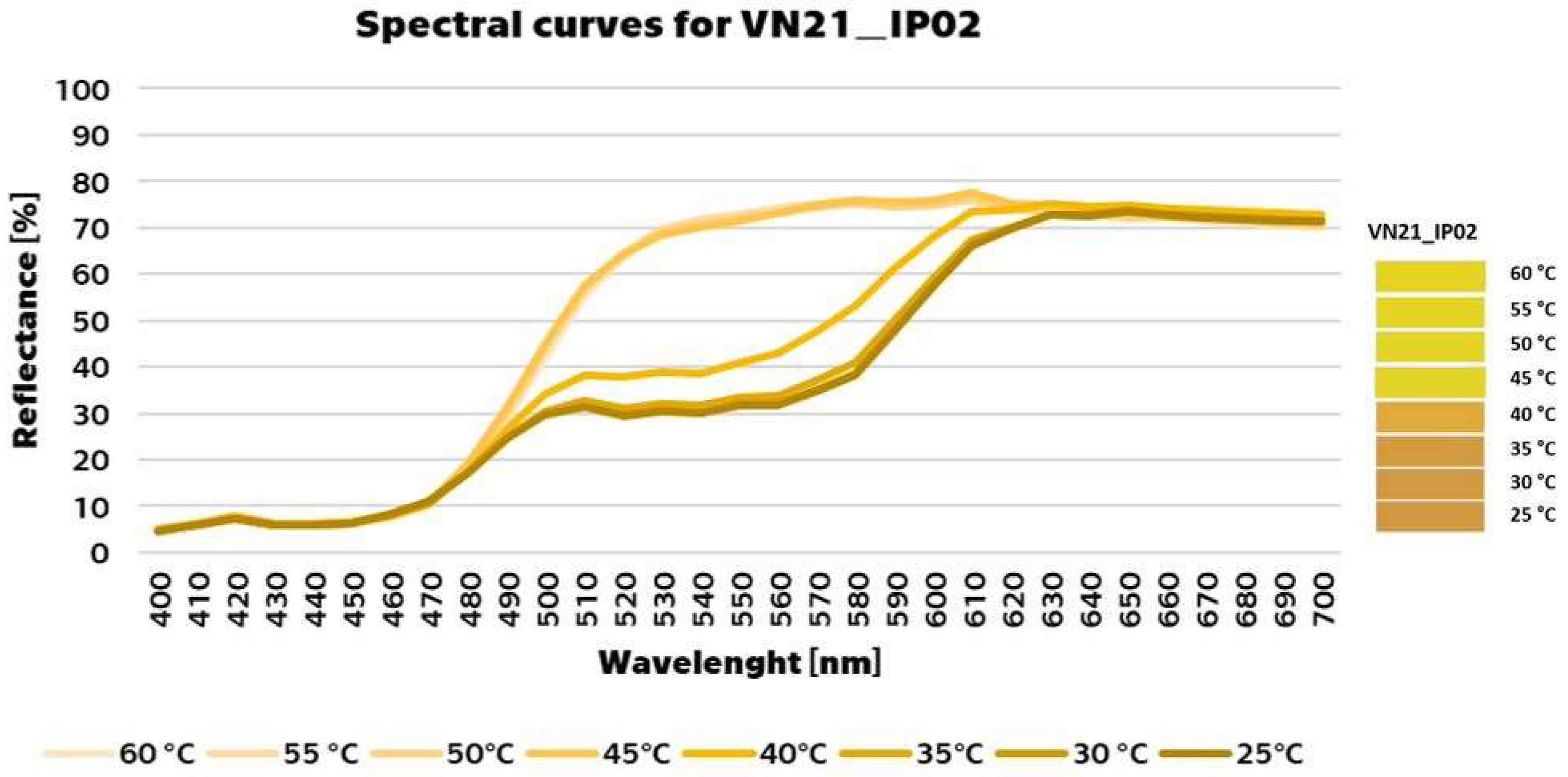
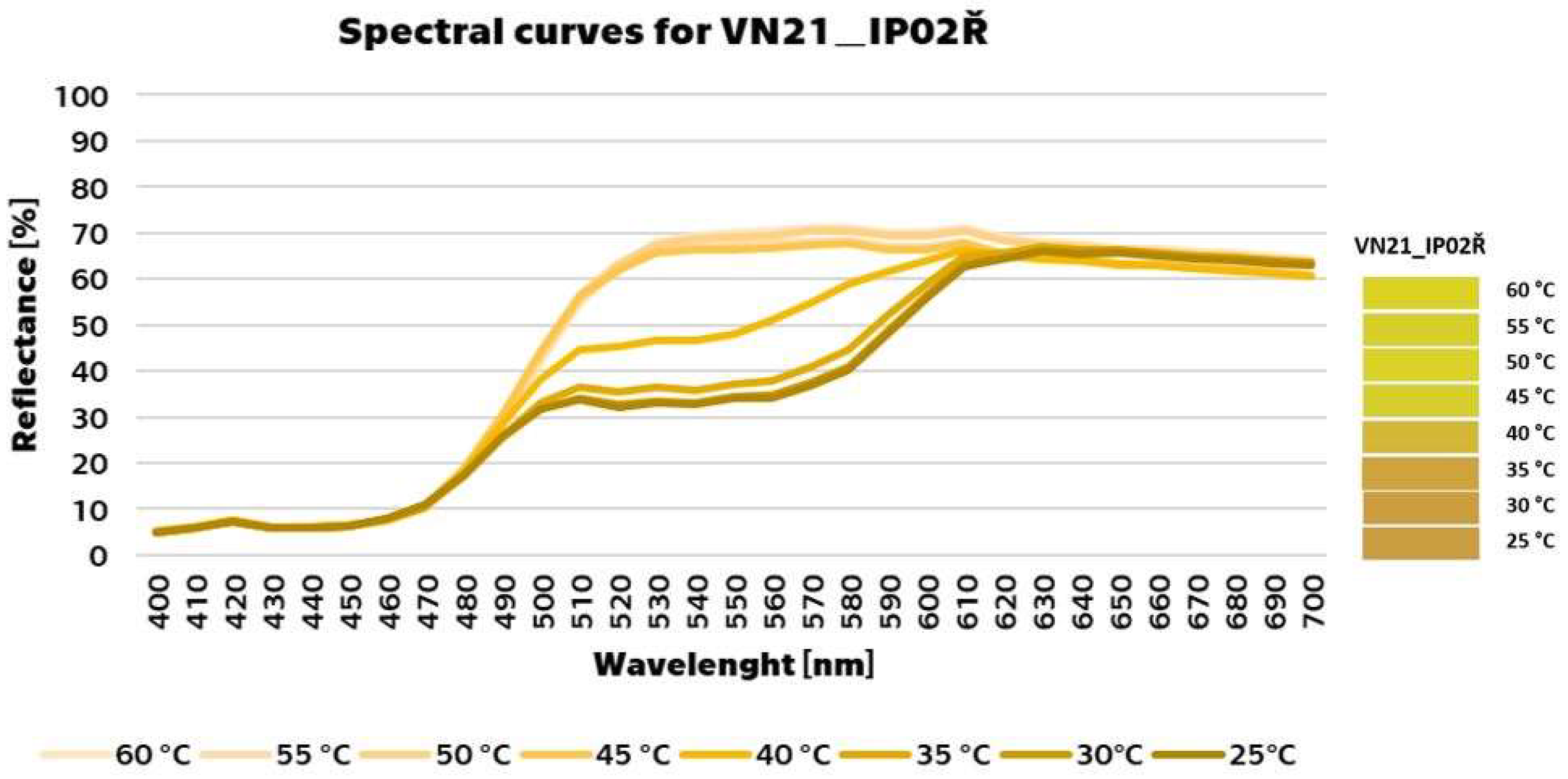
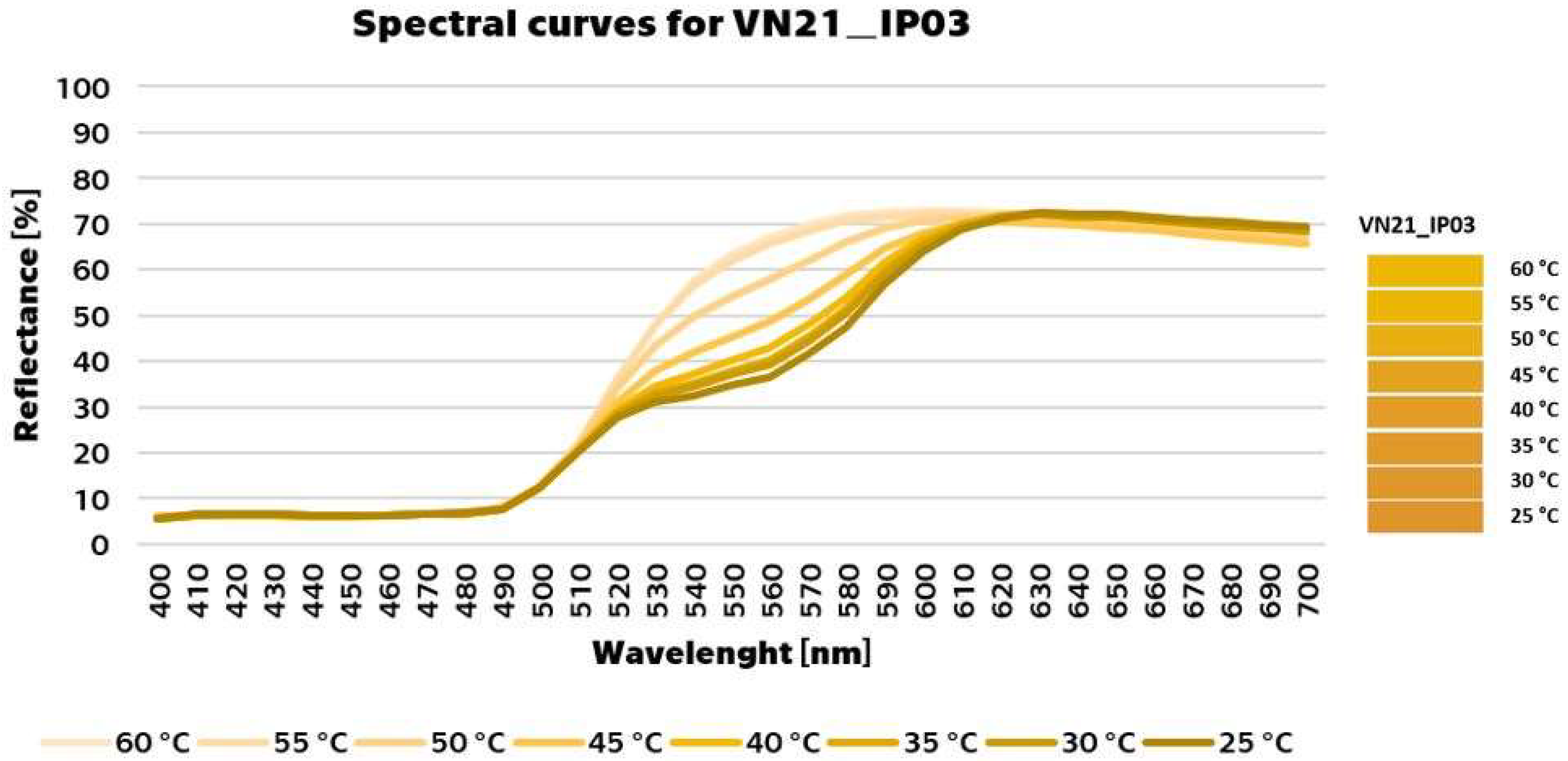
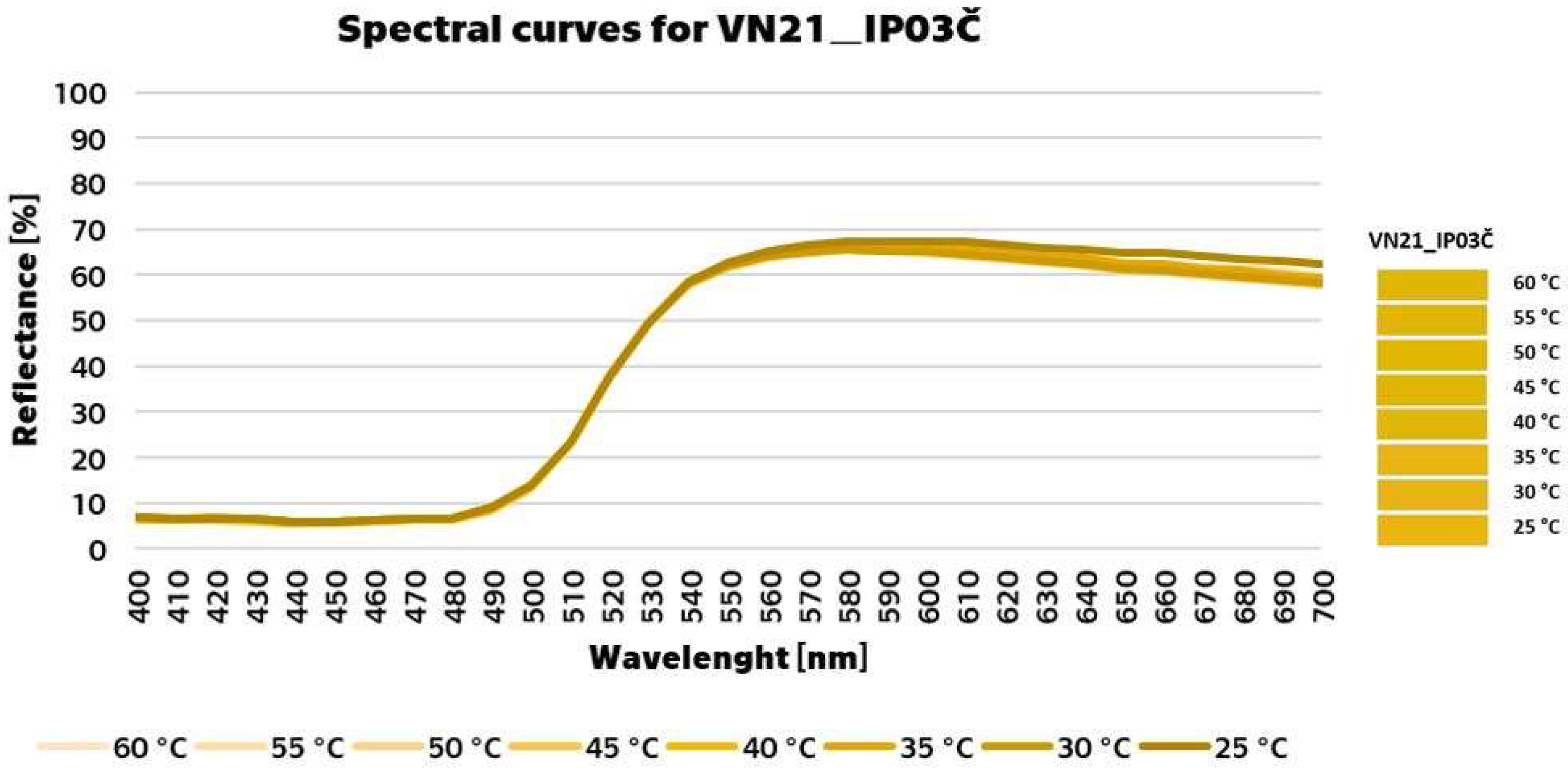
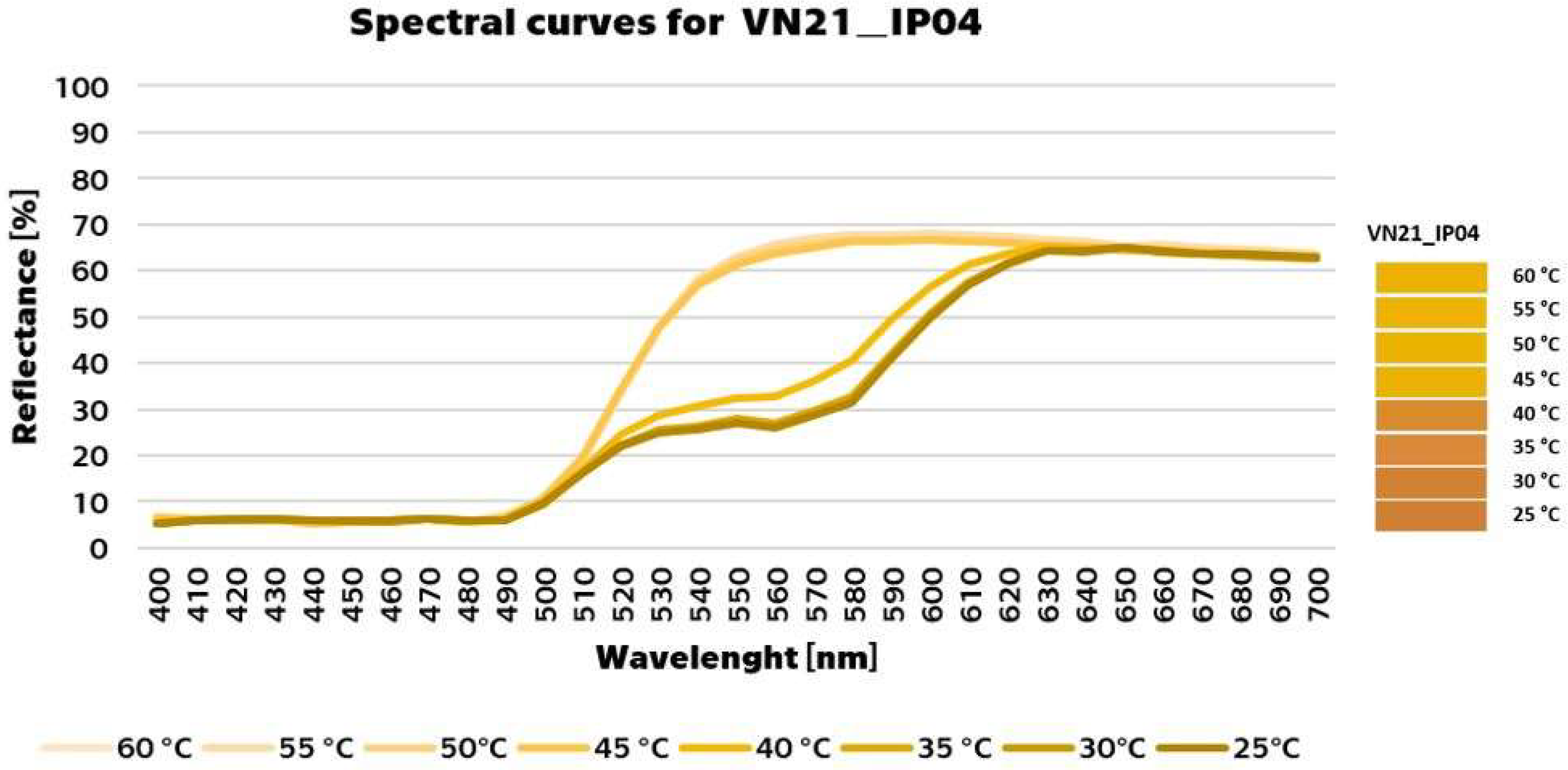
- The L*, a*, and b* coordinates and values for the determination of spectral reflectance curves were evaluated;
- Changes in the colour characteristics were evaluated by both calculating the colour difference ΔE* between the limit states, the differences in individual coordinates, and evaluating the spectral reflectance curves, which clearly showed the overall change;
- The shift in the individual curves between the two edge states (i.e., heated and cold) determined the colour behaviour during cooling. From the position of the individual curves, it was possible to define the behaviour of the coating;
- The evaluation of the colour difference between the cold and heated coatings was bounded by a minimum value greater than ΔE* = 20. This colour change should be easily and safely readable for most of the population. Here, the rule of thumb is that the greater the colour change, the more it is observable to the human eye.
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aklujkar, P.S.; Kandasubramanian, B. A review of microencapsulated thermochromic coatings for sustainable building applications. J. Coat. Technol. Res. 2021, 18, 19–37. [Google Scholar] [CrossRef]
- Kim, I.J.; Ramalingam, M.; Son, Y.-A. Investigation of reversible self-thermochromism in microencapsulated fluoran-based materials. Dye. Pigment. 2018, 151, 64–74. [Google Scholar] [CrossRef]
- MacLaren, D.; White, M.A. Design rules for reversible thermochromic mixtures. J. Mater. Sci. 2005, 40, 669–676. [Google Scholar] [CrossRef]
- Zhu, C.F.; Wu, A.B. Studies on the synthesis and thermochromic properties of crystal violet lactone and its reversible thermochromic complexes. Thermochim. Acta 2005, 425, 7–12. [Google Scholar] [CrossRef]
- Zhao, W.; Yan, X. Preparation of Thermochromic Microcapsules of Bisphenol A and Crystal Violet Lactone and Their Effect on Coating Properties. Polymers 2022, 14, 1393. [Google Scholar] [CrossRef]
- Panák, O.; Držková, M.; Kaplanová, M. Insight into the evaluation of colour changes of leuco dye based thermochromic systems as a function of temperature. Dye. Pigment. 2015, 120, 279–287. [Google Scholar] [CrossRef]
- Tang, H.; MacLaren, D.; White, M.A. New insights concerning the mechanism of reversible thermochromic mixtures. Can. J. Chem. 2010, 88, 1063–1070. [Google Scholar] [CrossRef]
- Bamfield, P.; Hutchins, M.G. Chromic Phenomena: Technological Applications of Colour Chemistry, 2nd ed.; Royal Society of Chemistry: Cambridge, UK, 2010. [Google Scholar]
- Seeboth, A.; Lötzsch, D. Thermochromic and Thermotropic Materials; Pan Stanford: Singapore, 2014. [Google Scholar]
- Vik, M.; Periyasamy, A.P. Chromic Materials: Fundaments, Measurements, and Applications; Apple Academic Press: New York, NY, USA, 2018. [Google Scholar]
- Hajzeri, M.; Bašnec, K.; Bele, M.; Gunde Klanjšek, M. Influence of developer on structural, optical and thermal properties of a benzofluoran-based thermochromic composite. Dye. Pigment. 2015, 113, 754–762. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Q.; Zheng, X.; Li, Y.; Luan, J. Microcapsule encapsulated with leuco dye as a visual sensor for concrete damage indication via color variation. RSC Adv. 2020, 10, 1226–1231. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, Y.; Zhu, B.; Wu, K. Preparation of reversible thermochromic building coatings and their properties. J. Coat. Technol. 2000, 72, 67–71. [Google Scholar] [CrossRef]
- Özkayalar, S.; Adigüzel, E.; Aksoy, S.A.; Alkan, C. Reversible color-changing and thermal-energy storing nanocapsules of three-component thermochromic dyes. Mater. Chem. Phys. 2020, 252, 12. [Google Scholar] [CrossRef]
- Zheng, S.; Xu, Y.; Shen, Q.; Yang, H. Preparation of thermochromic coatings and their energy saving analysis. Sol. Energy 2015, 112, 263–271. [Google Scholar] [CrossRef]
- Karlessi, T.; Santamouris, M.; Apostolakis, K.; Synnefa, A.; Livada, I. Development and testing of thermochromic coatings for buildings and urban structures. Sol. Energy 2009, 83, 538–551. [Google Scholar] [CrossRef]
- Perez, G.; Mota-Heredia, C.; Sánchez-García, J.A.; Guerrero, A. Compatibility between thermochromic pigments and Portland cement-based materials. Constr. Build. Mater. 2020, 252, 13. [Google Scholar] [CrossRef]
- Perez, G.; Sirvent, P.; Sánchez-García, J.A.; Guerrero, A. Improved methodology for the characterization of thermochromic coatings for adaptive facades. Sol. Energy 2021, 230, 409–420. [Google Scholar] [CrossRef]
- Han, Y.; Yan, X.; Zhao, W. Effect of Thermochromic and Photochromic Microcapsules on the Surface Coating Properties for Metal Substrates. Coatings 2022, 12, 1642. [Google Scholar] [CrossRef]
- Yan, X.; Wang, L.; Qian, X. Influence of Thermochromic Pigment Powder on Properties of Waterborne Primer Film for Chinese Fir. Coatings 2019, 9, 742. [Google Scholar] [CrossRef] [Green Version]
- Yan, X.; Chang, Y.; Qian, X. Effect of Concentration of Thermochromic Ink on Performance of Waterborne Finish Films for the Surface of Cunninghamia Lanceolata. Polymers 2020, 12, 552. [Google Scholar] [CrossRef] [Green Version]
- Calovi, M.; Russo, F.; Rossi, S. Synergic behavior of graphene-based filler and thermochromic pigments in cataphoretic coatings. Prog. Org. Coat. 2021, 150, 14. [Google Scholar] [CrossRef]
- Yan, X.; Zhao, W.; Wang, L. Mechanism of Thermochromic and Self-Repairing of Waterborne Wood Coatings by Synergistic Action of Waterborne Acrylic Microcapsules and Fluorane Microcapsules. Polymers 2022, 14, 56. [Google Scholar] [CrossRef]
- Rossi, S.; Simeoni, M.; Quaranta, A. Behavior of chromogenic pigments and influence of binder in organic smart coatings. Dye. Pigment. 2021, 184, 19. [Google Scholar] [CrossRef]
- Berardi, U.; Garai, M.; Morselli, T. Preparation and assessment of the potential energy savings og thermochromic and cool coatings considering inter-building effects. Sol. Energy 2020, 209, 493–504. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhai, X. Preparation and testing of thermochromic coatings for buildings. Sol. Energy 2019, 191, 540–548. [Google Scholar] [CrossRef]
- Sharma, M.; Whaley, M.; Chamberlain, J.; Oswald, T.; Schroden, R.; Graham, A.; Bager, M.; Richey, B. Evaluation of thermochromic elastomeric roof coating for low-slope roofs. Energy Build. 2017, 155, 459–466. [Google Scholar] [CrossRef]
- Kolomiets, A.; Jirout, T. Analysis of the Dispersion of Viscoelastic Clusters in the Industrial Rotor-Stator Equipment. Processes 2021, 9, 2232. [Google Scholar] [CrossRef]
- Tatíčková, Z.; Kreibich, V.; Kudláček, J.; Svoboda, J. Thermochromic painting systems—A new approach to increase occupational safety. In Proceedings of the METAL 30th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 26–28 May 2021; Volume 30, pp. 593–599. [Google Scholar] [CrossRef]
- Tatíčková, Z.; Zoubek, M.; Kudláček, J.; Kuchař, J.; Kreibich, V. Smart Interactive Paints—The Effect of Dispergation on Color Characteristics. In Proceedings of the Manufacturing 2022—International Scientific—Technical Conference, Poznan, Poland, 16–19 May 2022; pp. 175–188. [Google Scholar] [CrossRef]
- Technical Data Sheet List APEX TH. 2015. Available online: https://chemoxpound.com/divisions/adhesives-coatings/apex-2/ (accessed on 15 September 2015).
- Giorgianni, E.J.; Madden, T.E. Digital Color Management; John Wiley & Sons Ltd.: Chichester, UK, 2008. [Google Scholar]
- Hunt, R.W.G. The Reproduction of Colour; John Wiley & Sons Ltd.: Chichester, UK, 2004. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Designation | Thermochromic Pigment | Conventional Pigment | Generic Name of Base Matrix | Base Matrix |
|---|---|---|---|---|
| IP02 | Acrylic polyol | Setalux 1182 SS-55 | ||
| IP03 | 5% APEX TH 50 RED | 10% P.Y. 74 | Waterborne acrylic | Viton HAE 30a |
| IP04 | Polyurethane | Viton PD 53 |
| Coating Material | Base Matrix | Dispergation Time [Min] | Mixer Speed [Min−1] |
|---|---|---|---|
| IP02 | Acrylic polyol | 5 | 3000 |
| IP03 | Waterborne acrylic | 2 | 3000 |
| IP04 | Polyurethane | 3 | 3000 |
| Coating Material | Base Matrix | Dispergation Time [Min] | Mixer Speed [Min−1] |
|---|---|---|---|
| IP02 | Acrylic polyol | 2 | 10,000 |
| IP03 | Waterborne acrylic | 2 | 10,000 |
| IP04 | Polyurethane | 2 | 10,000 |
| Designation | Significance |
|---|---|
| 1VP18_IP02 | method of dispergation: saw tooth stirrer |
| 2VP18_IP03 | method of dispergation: rotor-stator mixer |
| 1VP18_IP02 | original state |
| 1VP18_IP02_PTL | after three years of exposure |
| VN21_IP03 | comparator, created by original painting material in liquid state |
| IP02, IP03, IP04 | describes the name of the coating material, generic name is shown in Table 1 |
| Defined Pigment Transition Temperature [°C] | Exposure Temperature [°C] | Temperature Measurement in the Heated State [°C] | Temperature When the Coating Is Defined as Cold [°C] |
|---|---|---|---|
| 20 | 45 | 25–40 | 10–15 |
| 30 | 55 | 35–50 | 15–20 |
| 40 | 65 | 45–60 | 20–25 |
| 50 | 75 | 55–70 | 20–25 |
| 60 | 85 | 65–80 | 20–25 |
| ΔE* | Verbal Evaluation of the Difference |
|---|---|
| 0–0.2 | Imperceptible |
| 1.5–3 | Clearly perceptible |
| 3–6 | Medium |
| 6–12 | Distinctive |
| 12–16 | Very marked |
| More than 16 | Distracting |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tatíčková, Z.; Kudláček, J.; Zoubek, M.; Kuchař, J. Behaviour of Thermochromic Coatings under Thermal Exposure. Coatings 2023, 13, 642. https://doi.org/10.3390/coatings13030642
Tatíčková Z, Kudláček J, Zoubek M, Kuchař J. Behaviour of Thermochromic Coatings under Thermal Exposure. Coatings. 2023; 13(3):642. https://doi.org/10.3390/coatings13030642
Chicago/Turabian StyleTatíčková, Zuzana, Jan Kudláček, Michal Zoubek, and Jiří Kuchař. 2023. "Behaviour of Thermochromic Coatings under Thermal Exposure" Coatings 13, no. 3: 642. https://doi.org/10.3390/coatings13030642
APA StyleTatíčková, Z., Kudláček, J., Zoubek, M., & Kuchař, J. (2023). Behaviour of Thermochromic Coatings under Thermal Exposure. Coatings, 13(3), 642. https://doi.org/10.3390/coatings13030642