Effects of Organic Additives on Alkaline Non-Cyanide Zinc Electroplating


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
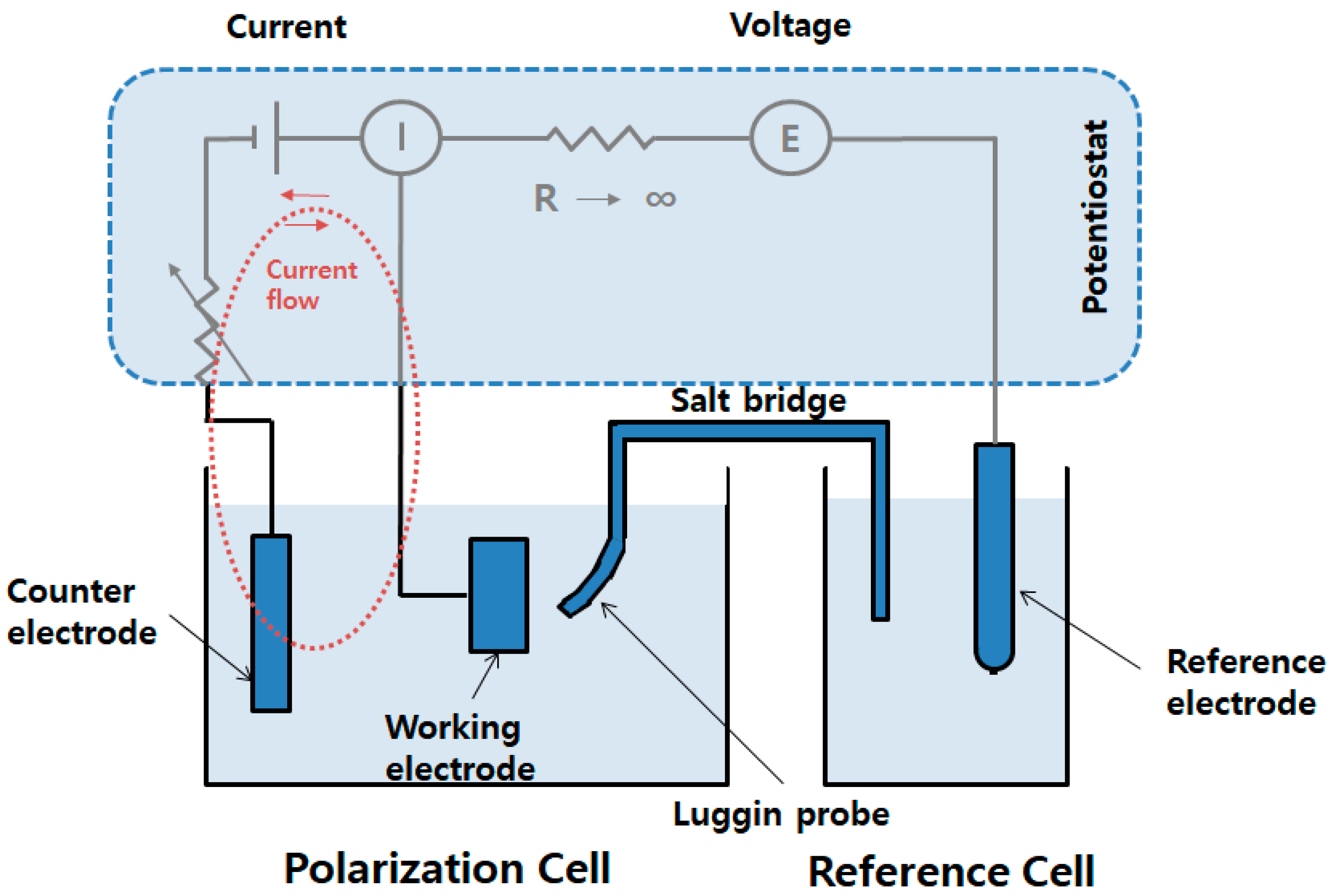
2.2.1. Electrochemical Experiments
2.2.2. Hull Cell Experiment
2.2.3. Throwing Power Experiment
3. Results and Discussion
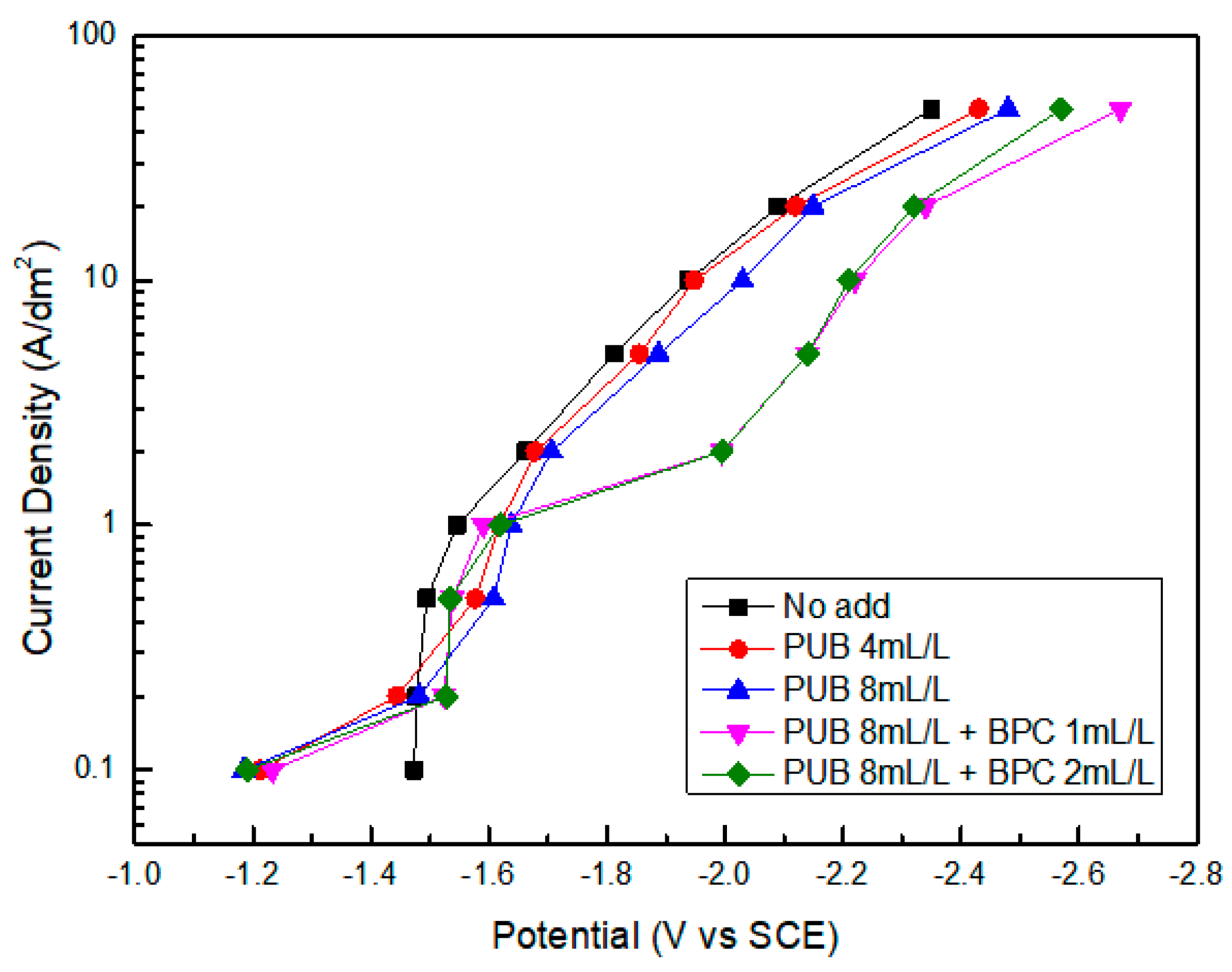
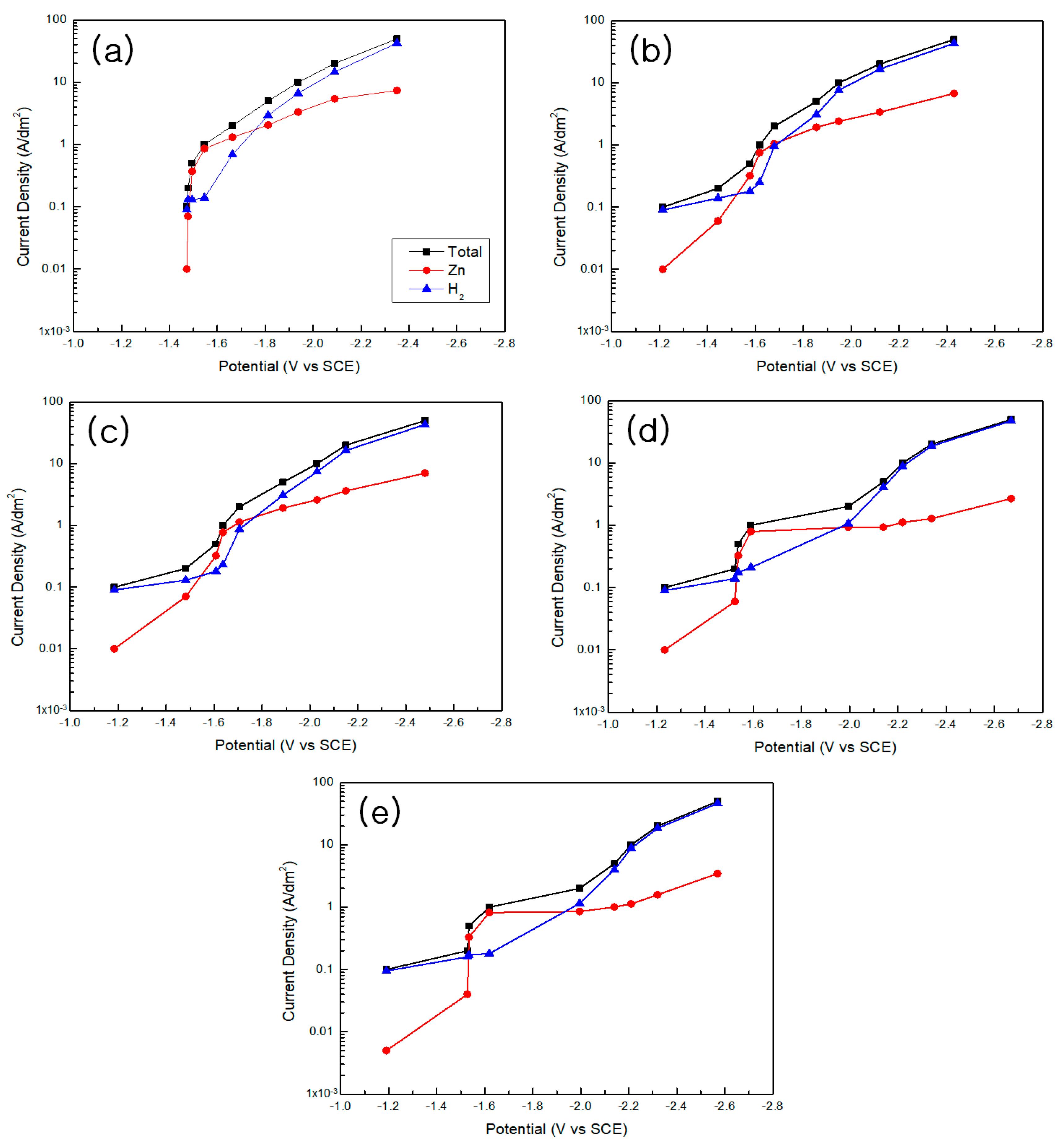
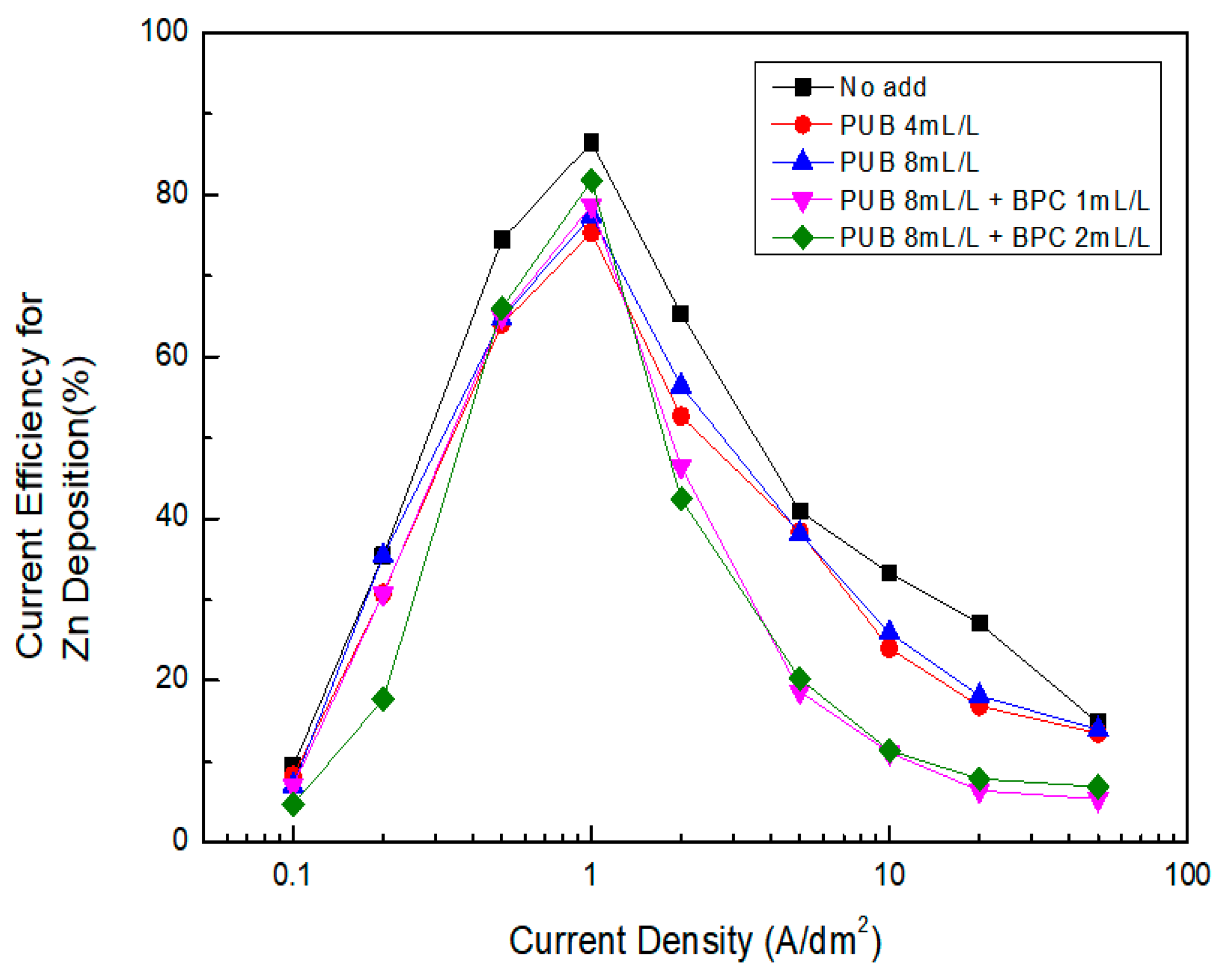
3.1. Electrochemical Experiment
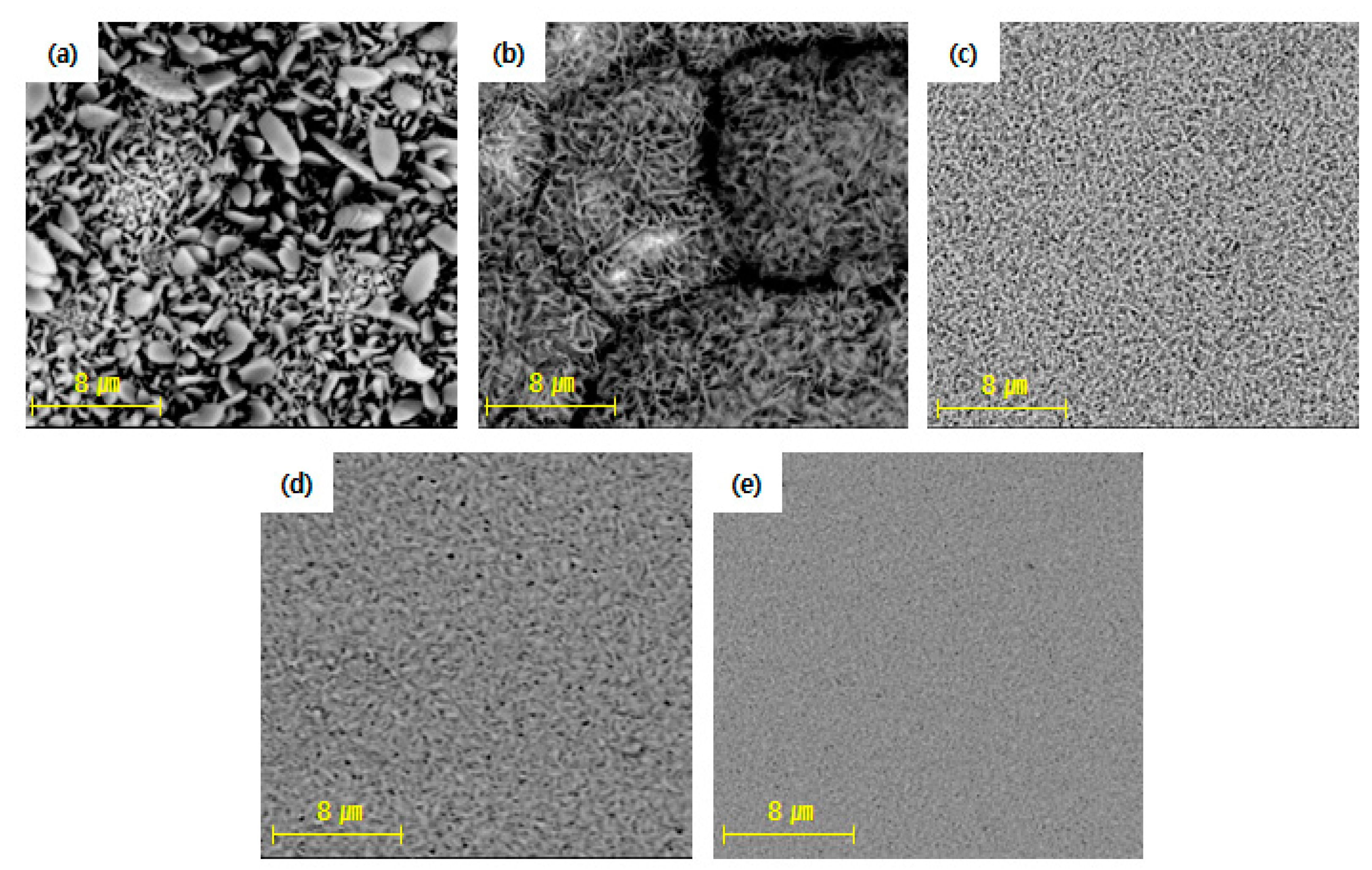
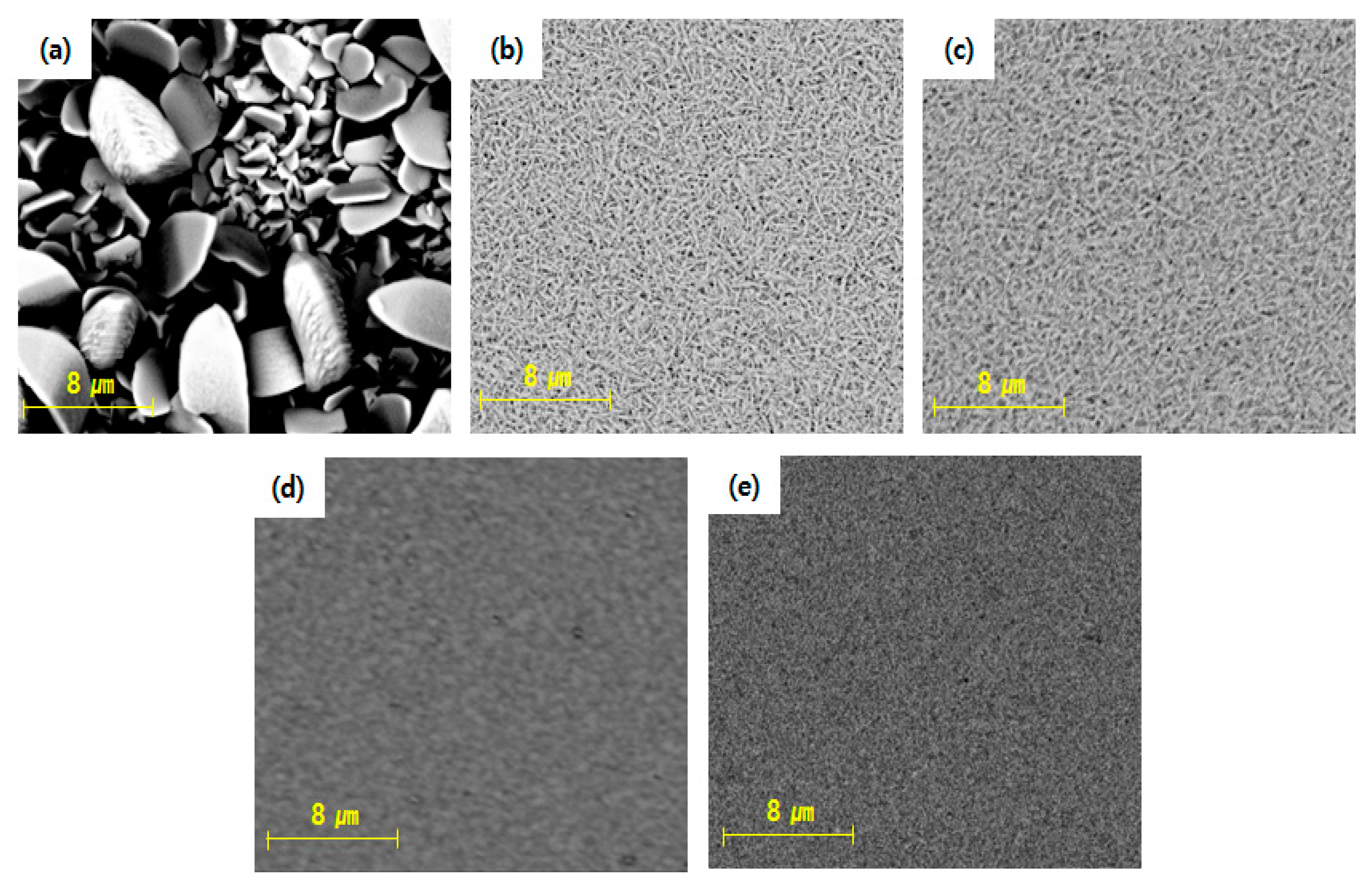
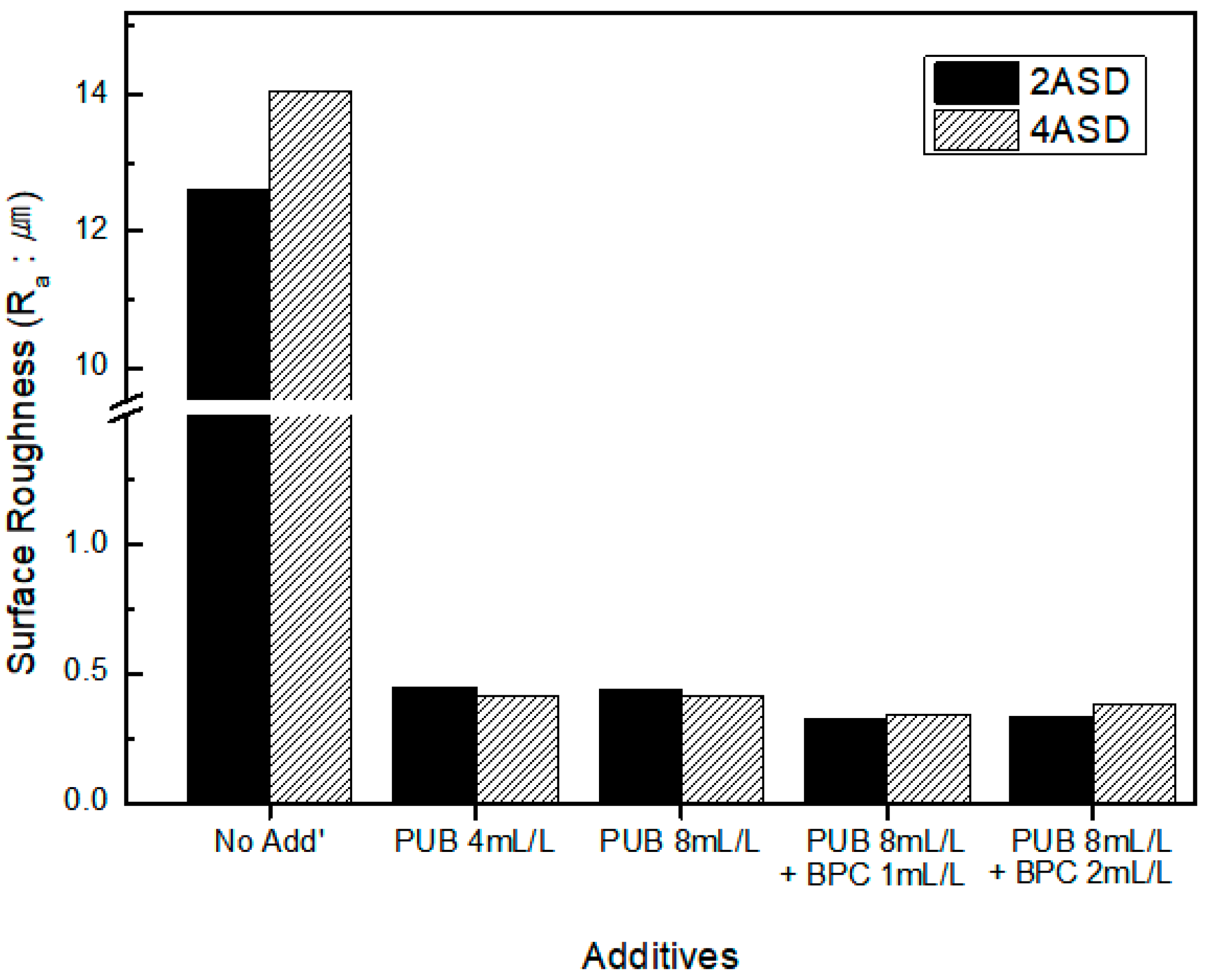
3.2. Morphology of Zinc (Zn) Surface
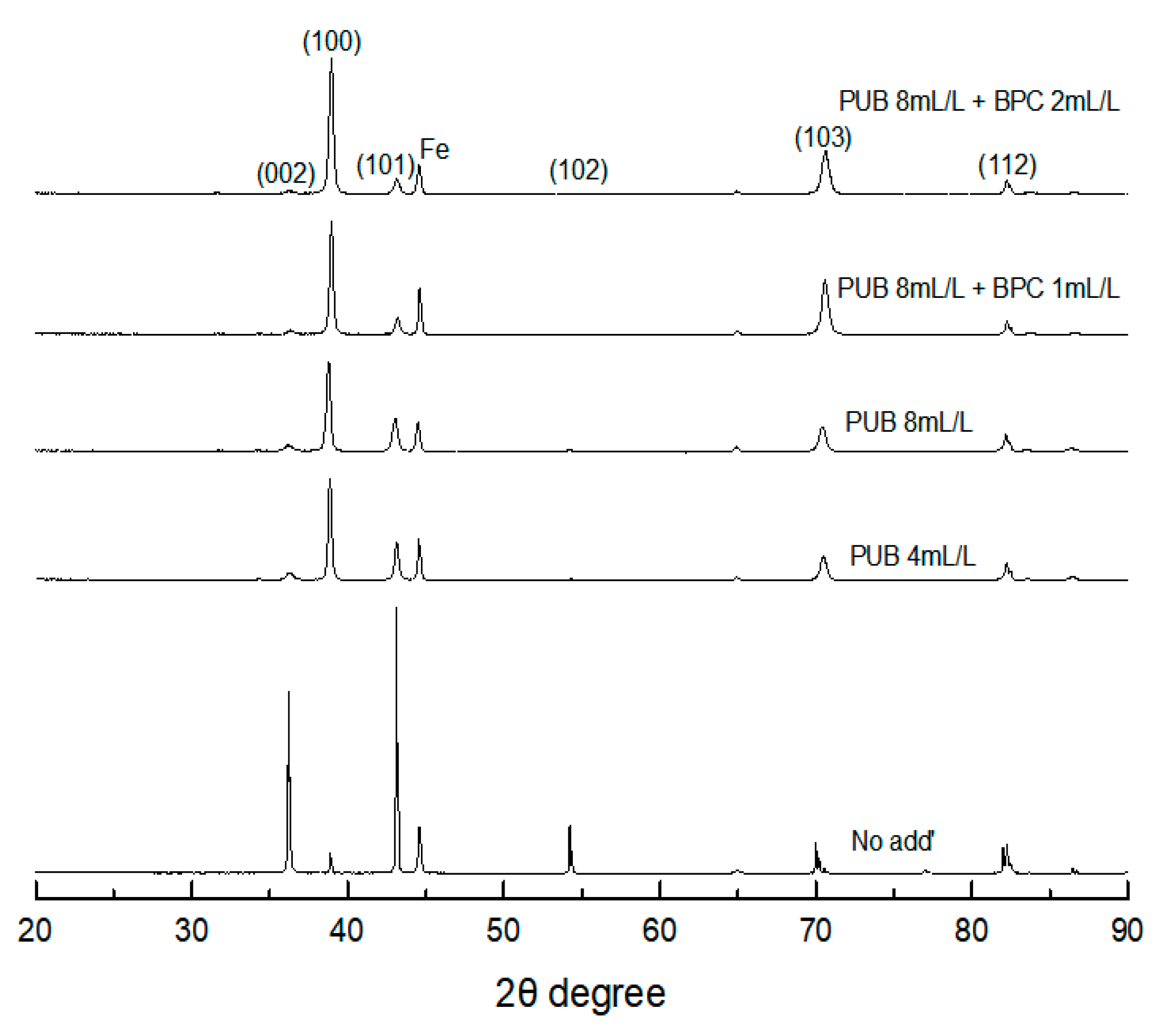
3.3. XRD Patterns
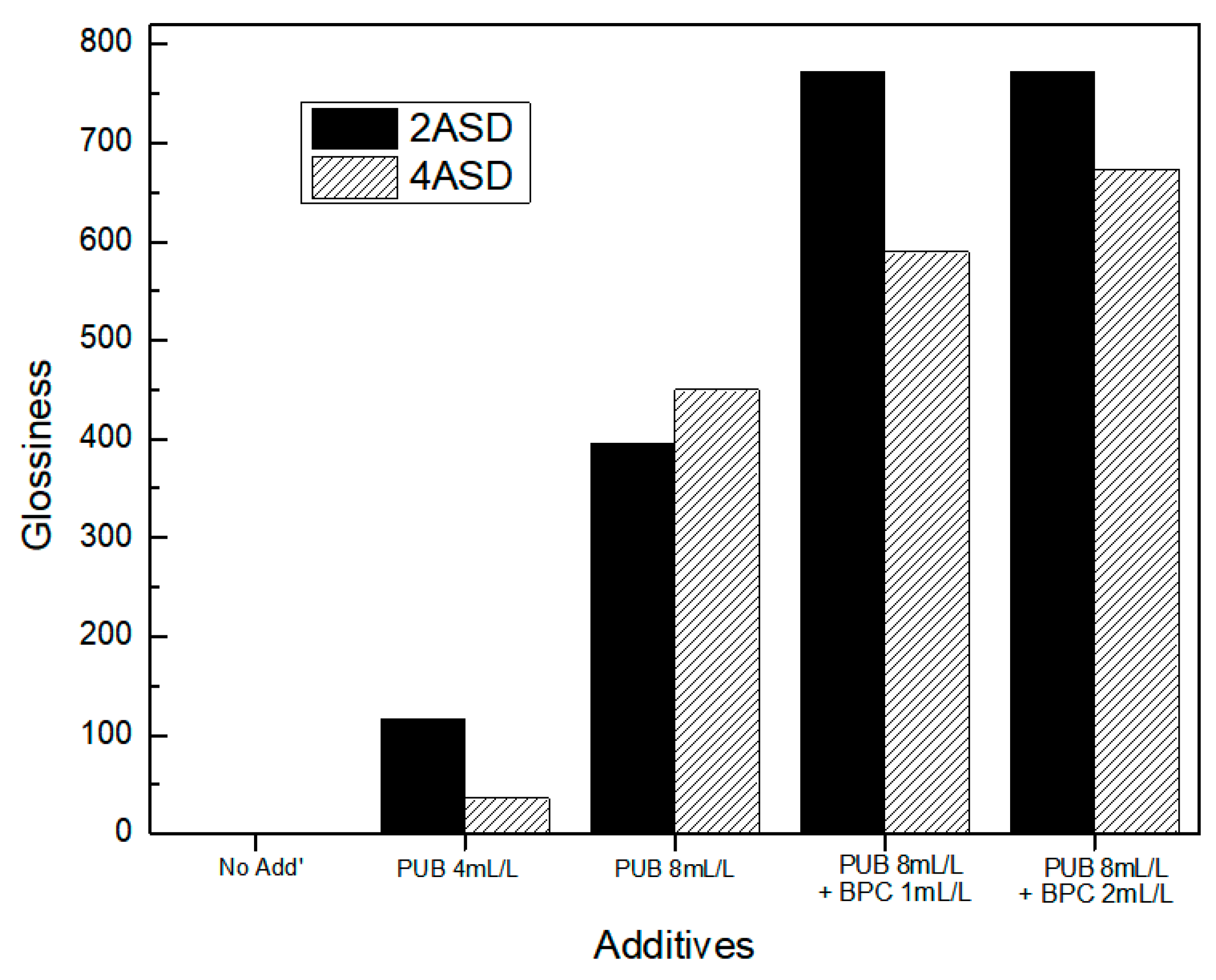
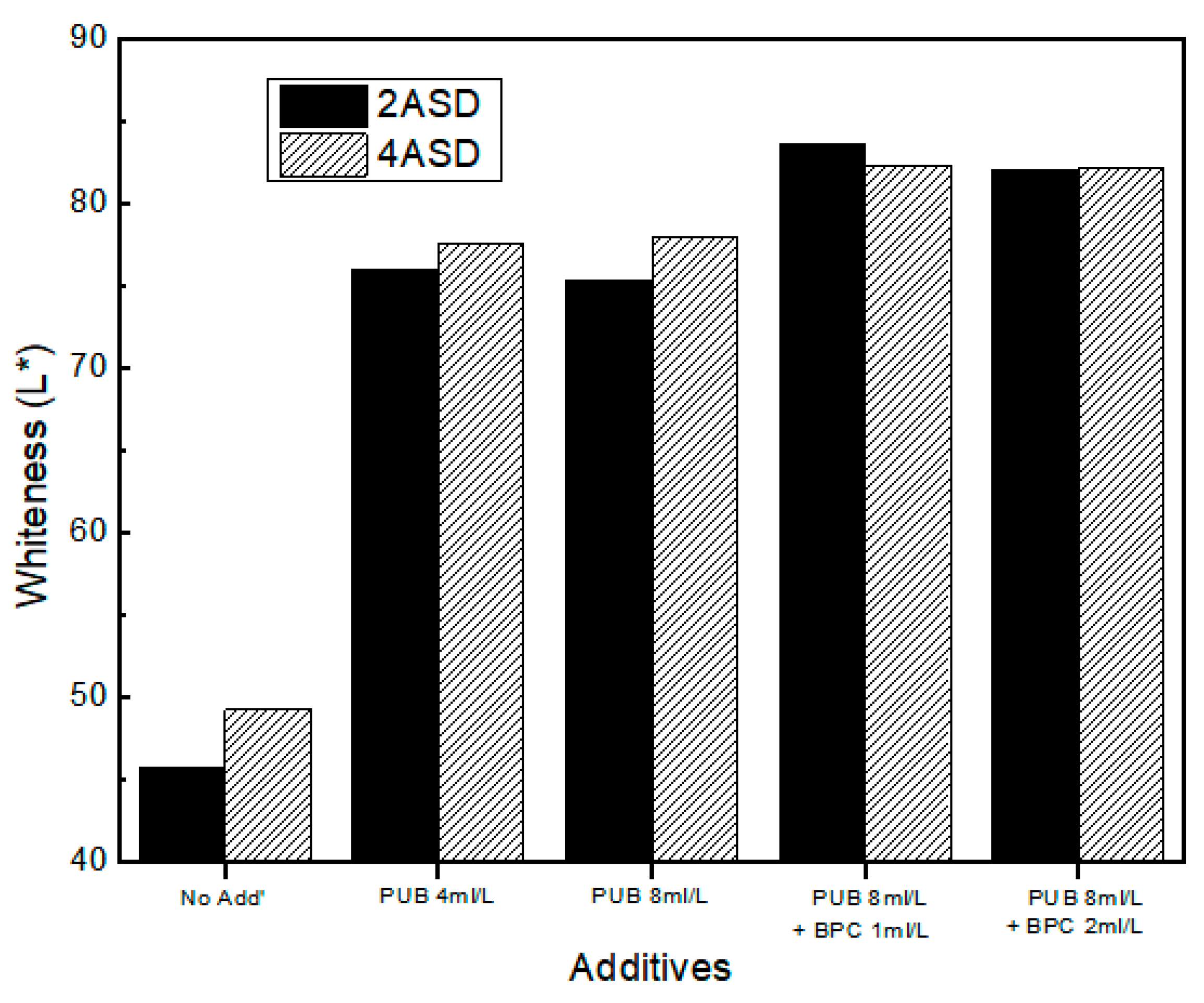
3.4. Appearance of the Plating Layer Surface
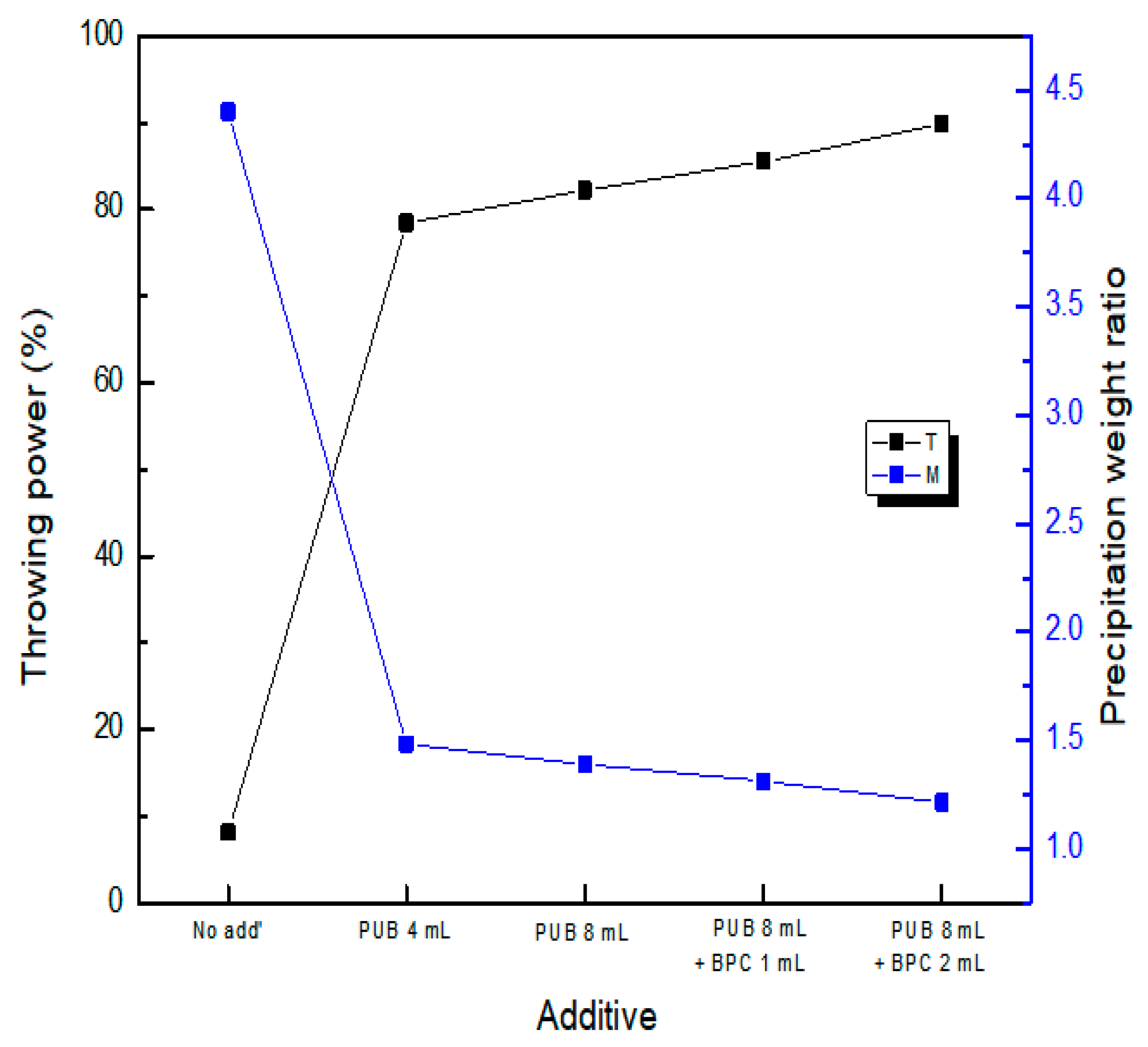
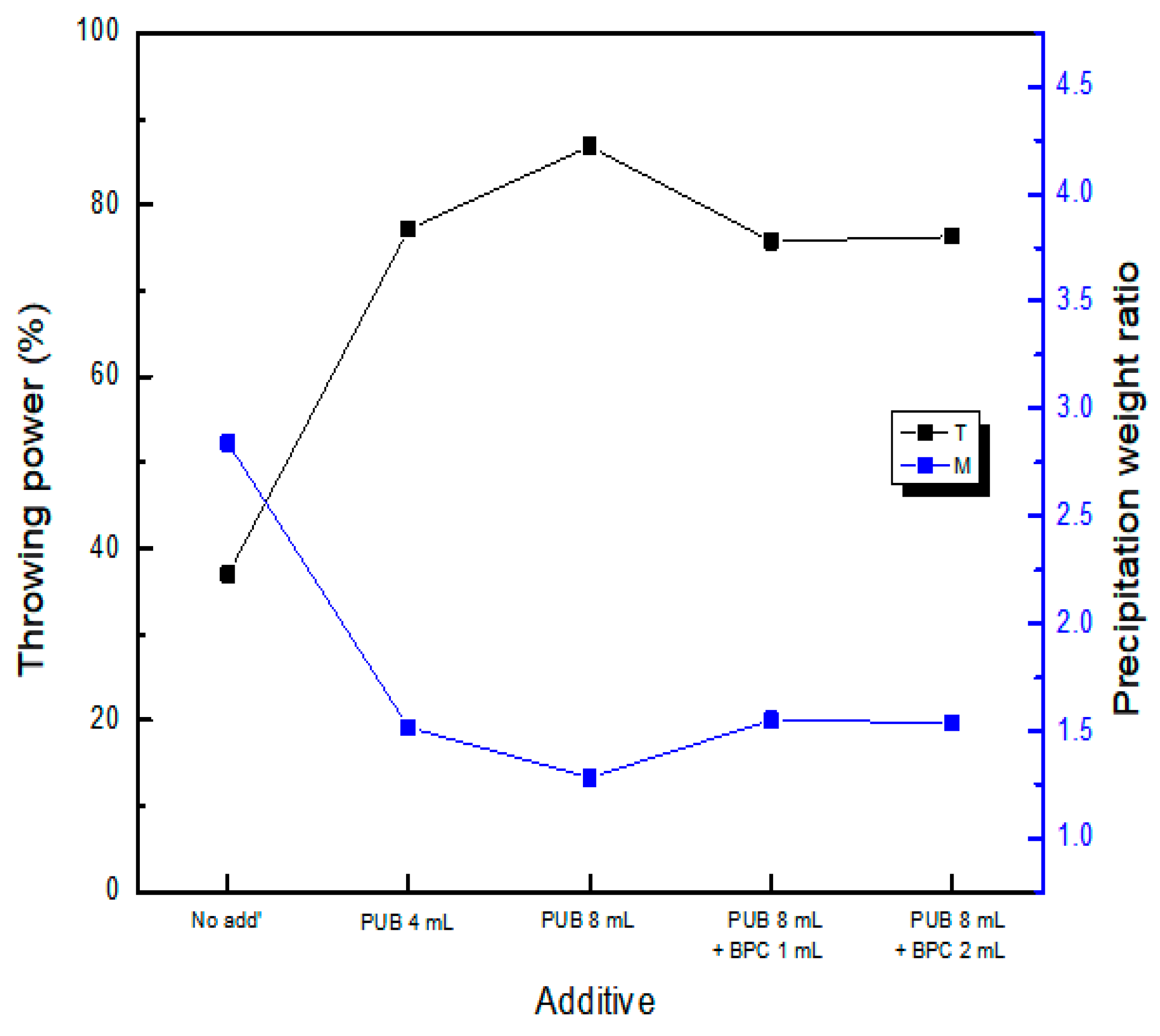
3.5. Throwing Power
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohammed, A.J.; Moats, M. Effects of Carrier, Leveller, and Booster Concentrations on Zinc Plating from Alkaline Zincate Baths. Metals 2022, 12, 621. [Google Scholar] [CrossRef]
- Keyvani, A.; Yeganeh, M.; Rezaeyan, H. Electrodeposition of Zn-Co-Mo Alloy on the Steel Substrate from Citrate Bath and Its Corrosion Behavior in the chloride Media. J. Mater. Eng. Perform. 2017, 26, 1958–1966. [Google Scholar] [CrossRef]
- Rouabhia, F.; Hamlaoui, Y.; Meroufel, A.; Pedraza, F. Corrosion properties of ceria-based coating electrodeposited from alkaline bath on electrogalvanized steel. J. Appl. Electrochem. 2021, 51, 567–580. [Google Scholar] [CrossRef]
- El Fazazi, A.; Ouakki, M.; Cherkaoui, M. Electrochemical Deposition and Spectroscopy Investigation of Zn coatings on Steel. J. Bio Tribo-Corros. 2021, 7, 58. [Google Scholar] [CrossRef]
- Kancharla, H.; Mandal, G.K.; Maharana, H.S.; Singh, S.S.; Mondal, K. Structure-Dependent Corrosion Behavior of Electrodeposited Zn Coating. J. Mater. Eng. Perform. 2023, 32, 2993–3006. [Google Scholar] [CrossRef]
- Chotirach, M.; Rattanawaleedirojn, P.; Boonyongmaneerat, Y.; Chanajaree, R.; Schmid, K.; Metzner, M.; Rodthongkum, N. Systematic investigation of brightener’s effects on alkaline non-cyanide zinc electroplating using HPLC and molecular modeling. Mater. Chem. Phys. 2022, 277, 125567. [Google Scholar] [CrossRef]
- Oniciu, L.; Mureşan, L. Some fundamental aspects of levelling and brightening in metal electrodeposition. J. Appl. Electrochem. 1991, 21, 565–574. [Google Scholar] [CrossRef]
- Thomas, J.D. Leveling, Definition, Measurement and Understanding. Proc. Am. Electropl. Soc. 1956, 43, 60–67. [Google Scholar]
- Kardos, O.; Foulke, D.G. Title of the chapter. In Advances in Electrochemistry and Electrochemical Engineering; Tobias, C.W., Ed.; lnterscience Publishers: New York, NY, USA, 1966; Volume 2, p. 145. [Google Scholar]
- Kohlschuter, V. Trans. Electrochem. Soc. 1924, 45, 229.
- Liebreich, E. The effects of film formation on the structure of electro-deposited metallic coatings. Trans. Faraday Soc. 1935, 31, 1188–1194. [Google Scholar] [CrossRef]
- Monshi, A.; Foroughi, M.R.; Monshi, M.R. Modified Scherrer Equation to Estimate More Accurately Nano-Crystallite Size Using XRD. World J. Nano Sci. Eng. 2012, 2, 154–160. [Google Scholar] [CrossRef]
- Ibrahim, M.A.M. Improving the throwing power of acidic zinc sulfate electroplating baths. J. Chem. Technol. Biotechnol. 2000, 75, 745–755. [Google Scholar] [CrossRef]
- Ahmed, A.; Shaaban, A.J. Evaluation of some new organic additives with alternative function groups in cyanide-free alkaline zinc electroplating. Sci. Arts 2012, 2, 169–176. [Google Scholar]
- Ortiz-Aparicio, J.L.; Meas, Y.; Trejo, G.; Ortega, R.; Chapman, T.W.; Chainet, E. Effects of organic additives on zinc electrodeposition from alkaline electrolytes. J. Appl. Electrochem. 2013, 43, 289–300. [Google Scholar] [CrossRef]
- Kavitha, B.; Santhosh, P.; Renukadevi, M.; Kalpana, A.; Shakkthivel, P.; Vasudevan, T. Role of organic additives on zinc plating. Surf. Coat. Technol. 2006, 201, 3438–3442. [Google Scholar] [CrossRef]
- Bae, S.H.; Oue, S.; Son, I.J.; Nakano, H. Effect of Reaction Product of Epichlorohydrin and Imidazole on the Electrodeposition Behavior of Zn–Ni Alloy from Alkaline Zincate Solution. ISIJ Int. 2021, 61, 2256–2263. [Google Scholar] [CrossRef]
- Jung, S.S.; Kim, B.I.; Kim, Y.-G. Effects of Composition of Organic Additives and Electrolytic Conditions on Surface Appearance of Electrodeposited Zinc. Korean J. Met. Mater. 2004, 42, 597–602. [Google Scholar]
- Gavrila, M.; Millet, J.P.; Mazille, H.; Marchandise, D.; Cuntz, J.M. Corrosion behaviour of zinc–nickel coatings, electrodeposited on steel. Surf. Coat. Technol. 2000, 123, 164–172. [Google Scholar] [CrossRef]
- Kim, H.T.; Chung, W.S.; Cho, N.W. The Effect of the Polyethylenglycol on Electrocrystallization of Zinc Coat. J. Korean Inst. Surf. Eng. 1997, 30, 128–135. [Google Scholar]
- Kim, H.T.; Kim, T.Y.; Lee, R.R.; Chang, S.K. The effect of polyethyleneglycol on the electrocrystallization of Zn electrodeposition. J. Korean Cryst. Growth 1999, 9, 590–596. [Google Scholar]
- Inoue, K.; Nakata, T.; Shindo, Y.; Watanabe, T. Surface Morphology and Crystallographic Orientation of Electrodeposited Gold Films. J. Jpn. Inst. Met. 2002, 66, 400–408. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additives | Structural Formula Image | CAS No. | Molecular Formula |
|---|---|---|---|
| PUB (Polyquaternium-2) |  | 68555-36-2 | C15H34Cl2N4O2 |
| BPC |  | 15990-43-9 | C13H11NO2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeon, S.-B.; Son, B.-K.; Choi, J.-W.; Son, I. Effects of Organic Additives on Alkaline Non-Cyanide Zinc Electroplating. Coatings 2023, 13, 781. https://doi.org/10.3390/coatings13040781
Jeon S-B, Son B-K, Choi J-W, Son I. Effects of Organic Additives on Alkaline Non-Cyanide Zinc Electroplating. Coatings. 2023; 13(4):781. https://doi.org/10.3390/coatings13040781
Chicago/Turabian StyleJeon, Su-Byung, Byung-Ki Son, Ji-Won Choi, and Injoon Son. 2023. "Effects of Organic Additives on Alkaline Non-Cyanide Zinc Electroplating" Coatings 13, no. 4: 781. https://doi.org/10.3390/coatings13040781
APA StyleJeon, S. -B., Son, B. -K., Choi, J. -W., & Son, I. (2023). Effects of Organic Additives on Alkaline Non-Cyanide Zinc Electroplating. Coatings, 13(4), 781. https://doi.org/10.3390/coatings13040781