
Impact Resistance of CVD Multi-Coatings with Designed Layers


 , , and
, , and
Abstract
:1. Introduction
2. The Solution for Cyclic Impact Tests
2.1. Design of CVD Coatings
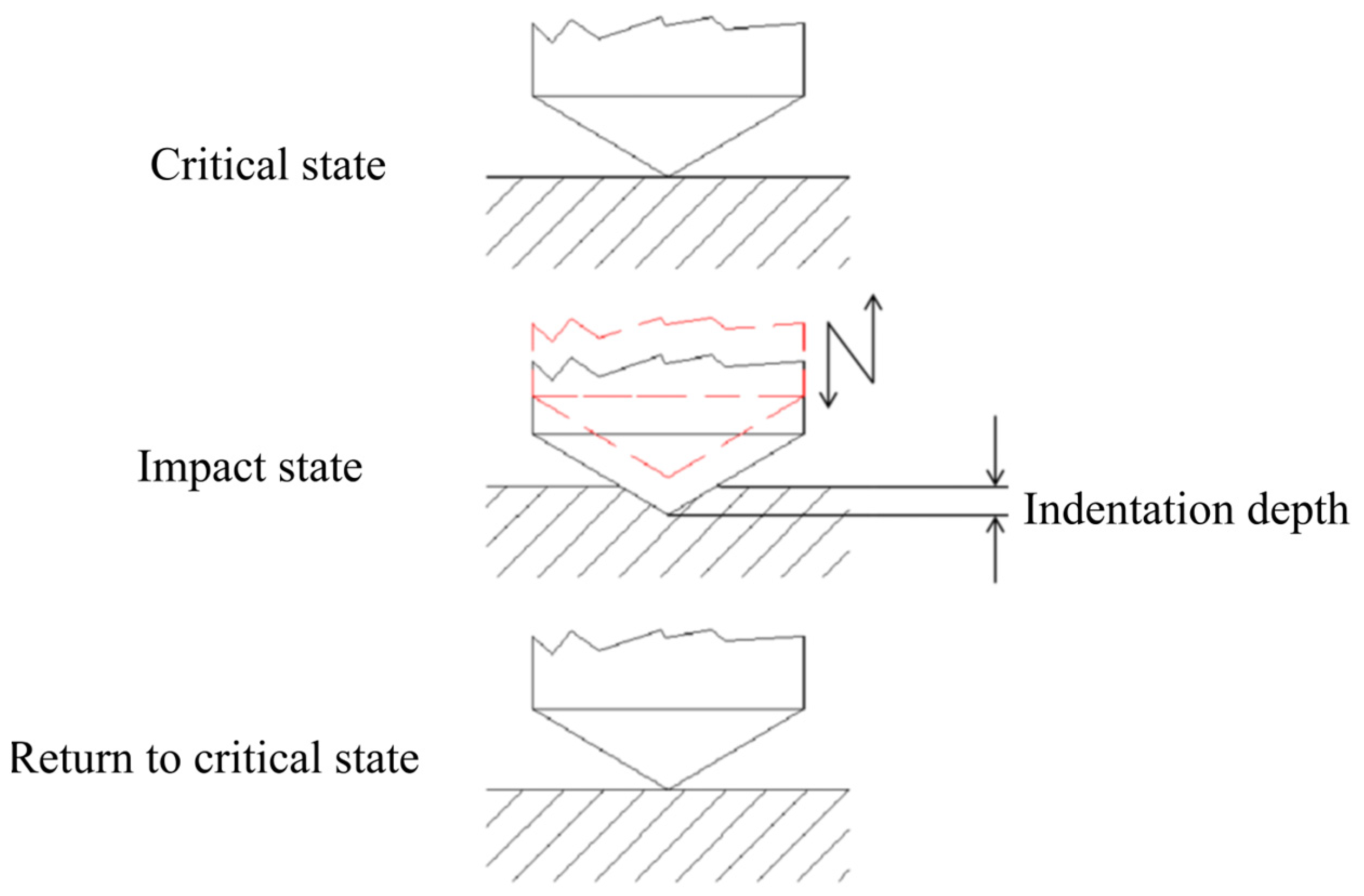
2.2. Test Principle
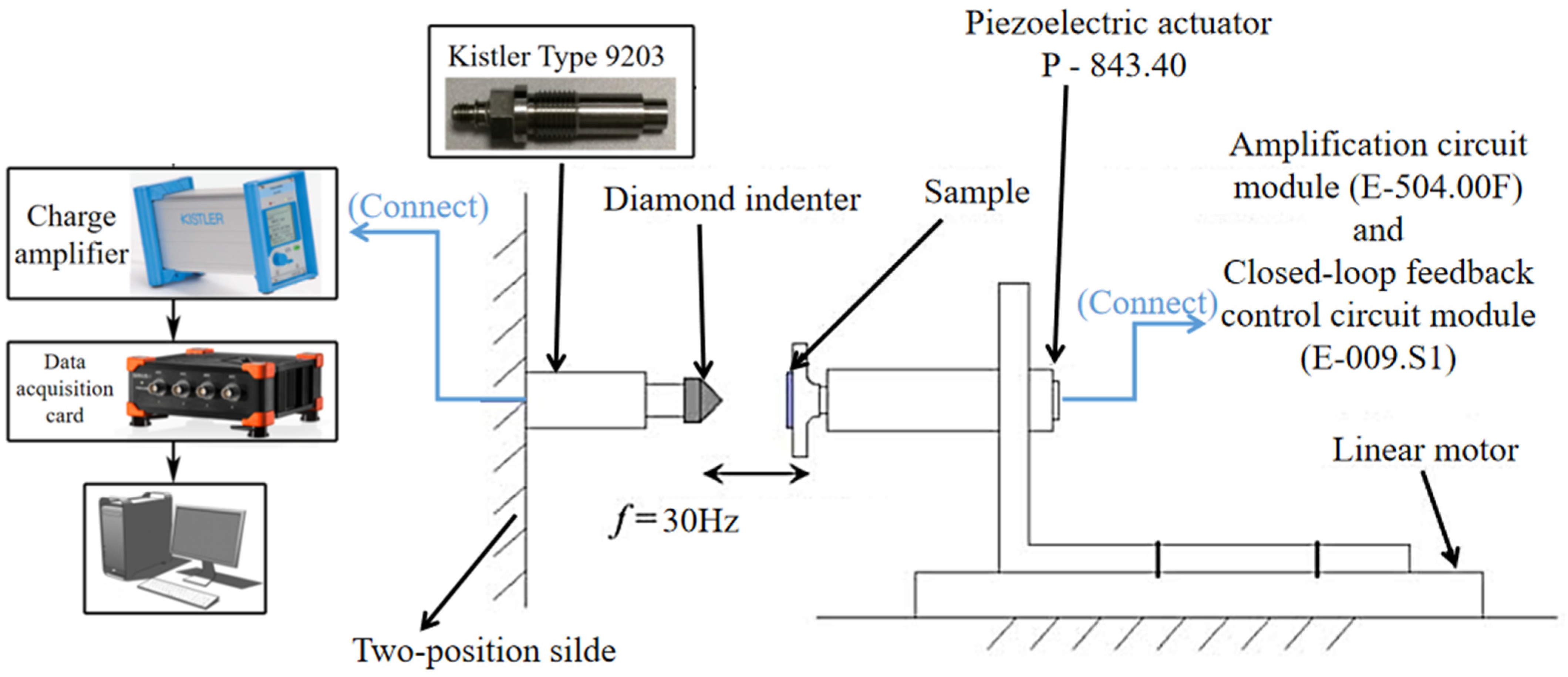
2.3. Design of the Impact Test
3. Results and Discussion
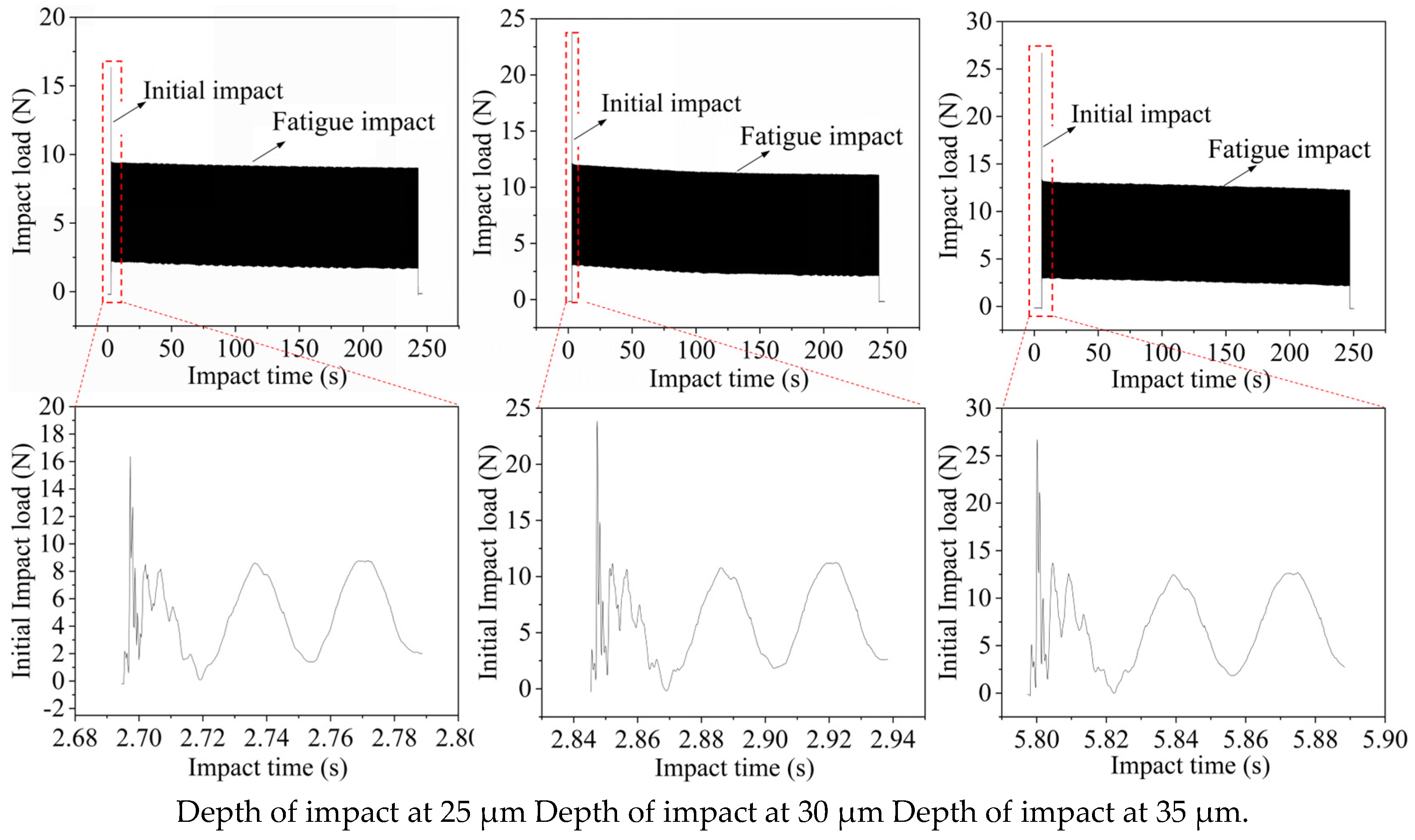
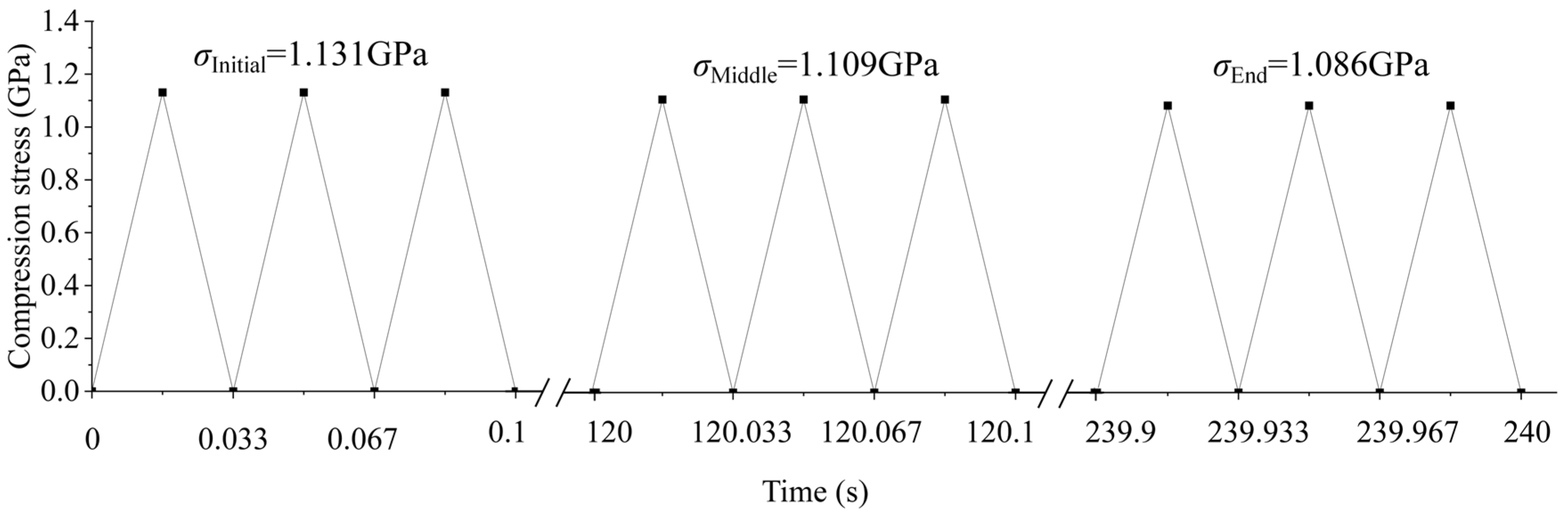
3.1. Cyclic Contact Stress Analysis
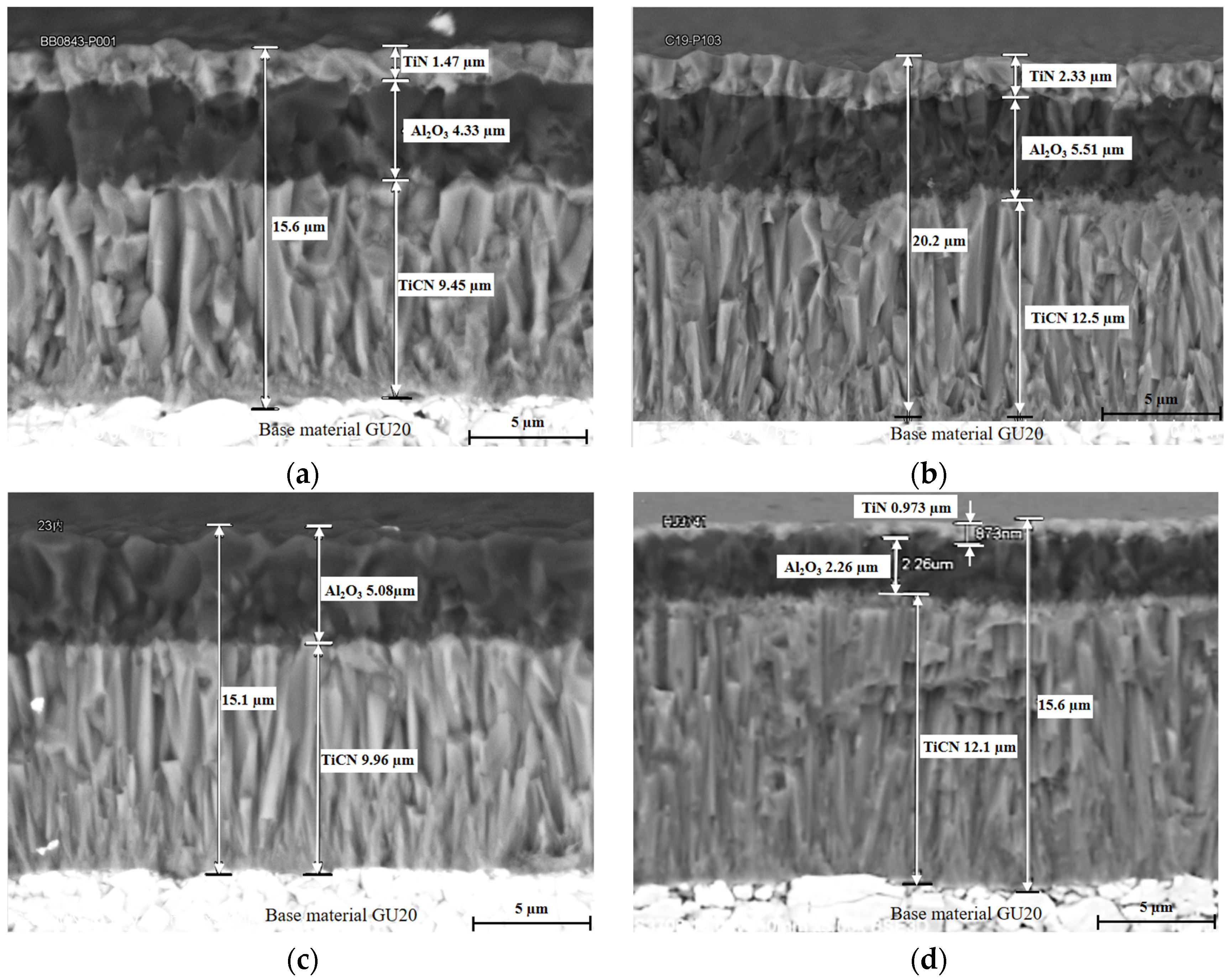
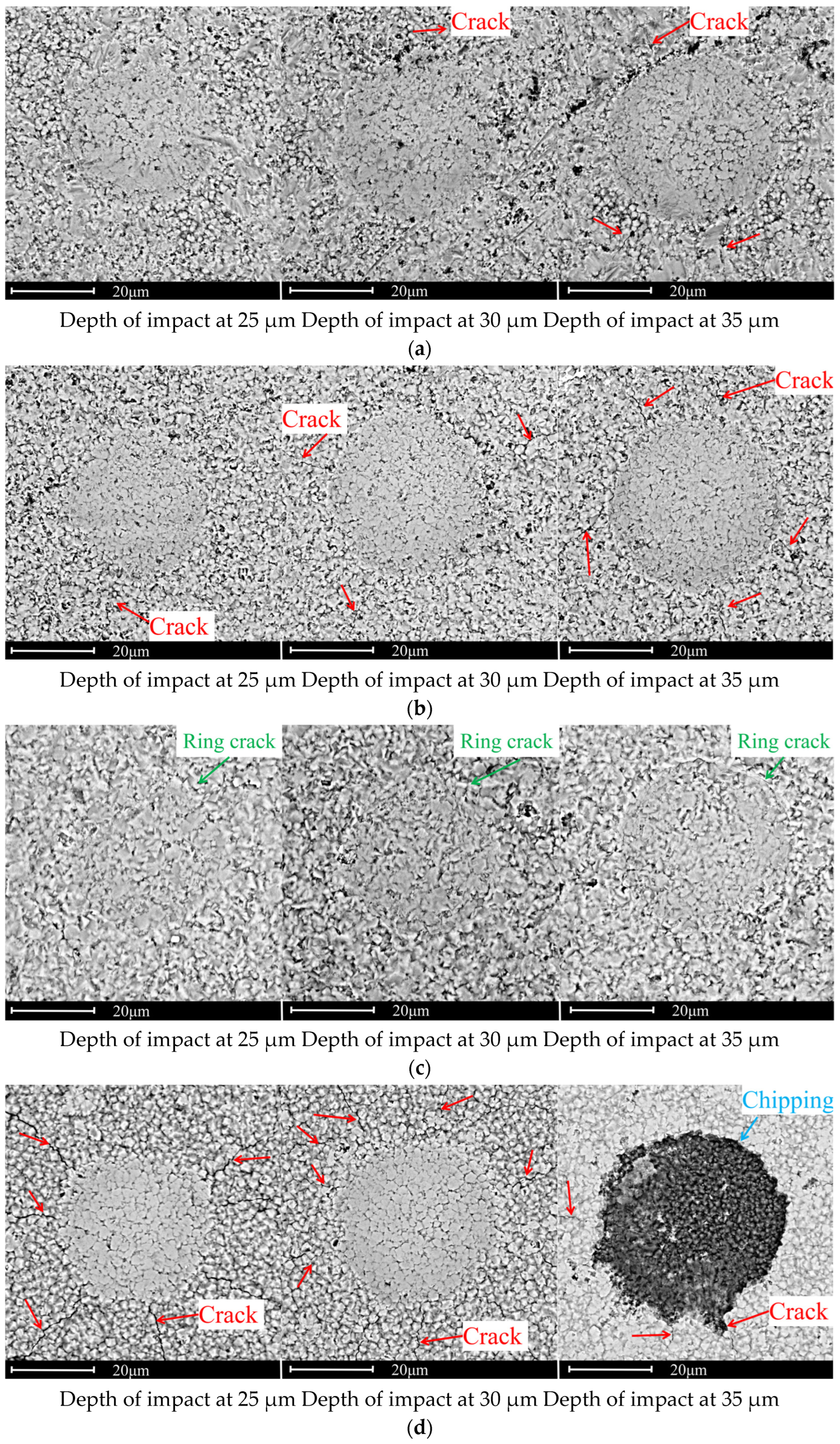
3.2. SEM Investigation
3.3. Discussion
4. Conclusions
- (1)
- Coating tool B increased the total layer thickness of coating A by 1.3 times. The study found that under the same impact cyclic load, the surface damage of coated tool B increased by about 10% compared with that of coated tool A, indicating that the fatigue impact resistance of coated tool B, with an increase in total thickness, was slightly lower than that of coated tool A.
- (2)
- Comparing coating A and coating C, the difference between the two coatings is that coating tool C removed the TiN layer and increased the thickness of the Al2O3 and TiCN layers, and the overall thickness remained almost unchanged. It was found that the surface crack of coated tool C was slightly more than that of coated tool A, and the cyclic impact resistance of coated tool C was also slightly lower than that of coated tool A.
- (3)
- Compared with coating A and coating D, the difference between them is that coating D reduced the thickness of TiN and Al2O3 while increasing the thickness of bonding layer TiCN. However, the experiment found that this thickness change caused more cracks to appear in coated tool D. When the impact depth was 30 µm, the surface cracks of coated tool D increased by more than 50% compared with those of coated tool A. At an impact depth of 35 µm, there was even a phenomenon of surface layer peeling. It shows that the decrease in TiN and Al2O3 thickness and the increase in TiN make the cyclic impact resistance of coating tools obviously decrease.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blinkov, I.V.; Belov, D.S.; Volkhonsky, A.O.; Sergevnin, V.S.; Nizamova, A.N.; Chernogor, A.V.; Kiryukhantsev-Korneev, F.V. Heat Resistance, High-Temperature Tribological Characteristics, and Electrochemical Behavior of Arc-PVD Nanostructural Multilayer Ti–Al–Si–N Coatings. Prot. Met. Phys. Chem. 2018, 54, 416–424. [Google Scholar] [CrossRef]
- Antonyuk, V.S.; Soroka, E.B.; Kalinichenko, V.I. Providing adhesion strength for a substrate-coating system under contact loading. J. Superhard Mater. 2008, 30, 133–138. [Google Scholar] [CrossRef]
- Wang, H.; Lu, H.; Song, X.; Yan, X.; Liu, X.; Nie, Z. Corrosion resistance enhancement of WC cermet coating by carbides alloying. Corros. Sci. 2019, 147, 372–383. [Google Scholar] [CrossRef]
- Sima, M.; Özel, T. Modified material constitutive models for serrated chip formation simulations and experimental validation in machining of titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2010, 50, 943–960. [Google Scholar] [CrossRef]
- Liyao, G.; Minjie, W.; Chunzheng, D. On adiabatic shear localized fracture during serrated chip evolution in high speed machining of hardened AISI 1045 steel. Int. J. Mech. Sci. 2013, 75, 288–298. [Google Scholar] [CrossRef]
- Gassner, M.; Schalk, N.; Tkadletz, M.; Czettl, C.; Mitterer, C. Thermal crack network on CVD TiCN/α-Al2O3 coated cemented carbide cutting tools. Int. J. Refract. Met. Hard Mater. 2019, 81, 1–6. [Google Scholar] [CrossRef]
- Zha, X.; Chen, F.; Jiang, F.; Xu, X. Correlation of the fatigue impact resistance of bilayer and nanolayered PVD coatings with their cutting performance in machining Ti6Al4V. Ceram. Int. 2019, 45, 14704–14717. [Google Scholar] [CrossRef]
- Wang, T.; Zha, X.; Chen, F.; Wang, J.; Li, Y.; Jiang, F. Mechanical impact test methods for hard coatings of cutting tools: A review. Int. J. Adv. Manuf. Technol. 2021, 115, 1367–1385. [Google Scholar] [CrossRef]
- Beake, B.D.; Bird, A.; Isern, L.; Endrino, J.L.; Jiang, F. Elevated temperature micro-impact testing of TiAlSiN coatings produced by physical vapour deposition. Thin Solid Films 2019, 688, 137358. [Google Scholar] [CrossRef]
- Lamri, S.; Langlade, C.; Kermouche, G. Damage phenomena of thin hard coatings submitted to repeated impacts: Influence of the substrate and film properties. Mater. Sci. Eng. A 2013, 560, 296–305. [Google Scholar] [CrossRef]
- Lamri, S.; Langlade, C.; Kermouche, G. Failure mechanisms of thin hard coatings submitted to repeated impacts: Influence of the film thickness. Adv. Mat. Res. 2010, 112, 73–82. [Google Scholar] [CrossRef]
- Beake, B.D.; Lau, S.P.; Smith, J.F. Evaluating the fracture properties and fatigue wear of tetrahedral amorphous carbon films on silicon by nano-impact testing. Surf. Coat. Technol. 2004, 177, 611–615. [Google Scholar] [CrossRef]
- Zhao, G.; Zhang, X.; Zavalnyi, O.; Liu, Y.; Xiao, W. Extended roughing operations to ISO 14649-11 for milling T-spline surfaces. Int. J. Adv. Manuf. Technol. 2019, 102, 4319–4335. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Luo, Q.; Robinson, G.; Pittman, M.; Howarth, M.; Doerwald, D.; Tietema, R.; Sim, W.M.; Deeming, A.; Zeus, T. TiAlN/VN superlattice structured PVD coatings: A new alternative in machining of aluminium alloys for aerospace and automotive components. Surf. Coat. Technol. 2006, 201, 265–272. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Gibson, I.; Goldberg, M.; Doeven, E.H.; Littlefair, G. Investigation on the effect of cutting fluid pressure on surface quality measurement in high speed thread milling of brass alloy (C3600) and aluminium alloy (5083). Measurement 2016, 82, 55–63. [Google Scholar] [CrossRef]
- Niu, J.; Huang, C.; Li, C.; Zou, B.; Xu, L.; Wang, J.; Liu, Z. A comprehensive method for selecting cutting tool materials. Int. J. Adv. Manuf. Technol. 2020, 110, 229–240. [Google Scholar] [CrossRef]
- Arriola, I.; Whitenton, E.; Heigel, J.; Arrazola, P.J. Relationship between machinability index and in-process parameters during orthogonal cutting of steels. CIRP Ann. 2011, 60, 93–96. [Google Scholar] [CrossRef]
- Baizeau, T.; Campocasso, S.; Rossi, F.; Poulachon, G.; Hild, F. Cutting force sensor based on digital image correlation for segmented chip formation analysis. J. Mater. Process. Technol. 2016, 238, 466–473. [Google Scholar] [CrossRef]
- Zha, X.; Jiang, F.; Xu, X. Investigation of modelling and stress distribution of a coating/substrate system after an indentation test. Int. J. Mech. Sci. 2017, 134, 1–14. [Google Scholar] [CrossRef]
- Zha, X.; Jiang, F.; Xu, X. Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf. Coat. Technol. 2018, 344, 689–701. [Google Scholar] [CrossRef]
- Zha, X.; Wang, T.; Chen, F.; Wang, J.; Lin, L.; Lin, F.; Xie, H.; Jiang, F. Investigation the fatigue impact behavior and wear mechanisms of bilayer micro-structured and multilayer nano-structured coatings on cemented carbide tools in milling titanium alloy. Int. J. Refract. Met. Hard Mater. 2022, 103, 105738. [Google Scholar] [CrossRef]
- Zha, X.; Wang, T.; Guo, B.; Chen, F.; Lin, L.; Zhang, T.; Jiang, F. Research on the oxidation resistance and ultra-high frequency thermal fatigue shock failure mechanisms of the bilayer and multilayer nano-coatings on cemented carbide tools. Int. J. Refract. Met. Hard Mater. 2023, 110, 106043. [Google Scholar] [CrossRef]
- Wang, T.; Zha, X.; Chen, F.; Wang, J.; Lin, L.; Xie, H.; Lin, F.; Jiang, F. Research on cutting performance of coated cutting tools by a new impact test method considering contact stress condition caused by segmented chips. J. Manuf. Process. 2021, 68, 1569–1584. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Skordaris, G.; Bouzakis, E.; Michailidis, N. Characterization methods and performance optimization of coated cutting tools. Ann. Fac. Eng. Hunedoara 2014, 12, 121. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Outer Layer TiN (µm) | Middle Layer Al2O3 (µm) | Inner Lying TiCN (µm) | Film Thickness (µm) |
|---|---|---|---|---|
| A | 1.47 | 4.33 | 9.45 | 15.6 |
| B | 2.33 | 5.51 | 12.5 | 20.2 |
| C | / | 5.08 | 9.96 | 15.1 |
| D | 0.973 | 2.26 | 12.1 | 15.6 |
| Electric Machine Parameter | Data |
|---|---|
| Rated thrust (N) | 67 |
| Peak thrust (N) | 202 |
| Top speed (m/s) | 4 |
| Peak current duration (s) | <1 |
| Raster resolution (µm) | 0.1 |
| Frequency of Impact (Hz) | Time of Impact (s) | Depth of Impact H (µm) |
|---|---|---|
| 30 | 240 | 25 |
| 30 | ||
| 35 |
| 25 µm | 30 µm | 35 µm | |
|---|---|---|---|
| Coating A | 9.42 N | 12.06 N | 13.21 N |
| Coating B | 8.72 N | 11.12 N | 13.09 N |
| Coating C | 8.84 N | 10.33 N | 12.63 N |
| Coating D | 9.22 N | 11.15 N | 13.77 N |
| 25 µm | 30 µm | 35 µm | |
|---|---|---|---|
| Coating A | 1.109 GPa | 1.105 GPa | 0.993 GPa |
| Coating B | 1.023 GPa | 1.031 GPa | 0.982 GPa |
| Coating C | 1.094 GPa | 1.008 GPa | 1.013 GPa |
| Coating D | 1.092 GPa | 1.030 GPa | 1.038 GPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, J.; Jiang, F.; Zha, X.; Zhang, T.; Yao, H.; Zhu, D.; Zhu, H.; Xie, H.; Wang, F.; Wu, X.; et al. Impact Resistance of CVD Multi-Coatings with Designed Layers. Coatings 2023, 13, 815. https://doi.org/10.3390/coatings13050815
Deng J, Jiang F, Zha X, Zhang T, Yao H, Zhu D, Zhu H, Xie H, Wang F, Wu X, et al. Impact Resistance of CVD Multi-Coatings with Designed Layers. Coatings. 2023; 13(5):815. https://doi.org/10.3390/coatings13050815
Chicago/Turabian StyleDeng, Jiedong, Feng Jiang, Xuming Zha, Tao Zhang, Hongfei Yao, Dongwei Zhu, Hongmei Zhu, Hong Xie, Fuzeng Wang, Xian Wu, and et al. 2023. "Impact Resistance of CVD Multi-Coatings with Designed Layers" Coatings 13, no. 5: 815. https://doi.org/10.3390/coatings13050815
APA StyleDeng, J., Jiang, F., Zha, X., Zhang, T., Yao, H., Zhu, D., Zhu, H., Xie, H., Wang, F., Wu, X., & Yan, L. (2023). Impact Resistance of CVD Multi-Coatings with Designed Layers. Coatings, 13(5), 815. https://doi.org/10.3390/coatings13050815