
Investigation of the Microstructure and Wear Properties of Conventional Laser Cladding and Ultra-High-Speed Laser Cladding Alloy Coatings for Wheel Materials


 and
and
Abstract
:1. Introduction
2. Materials and Methods
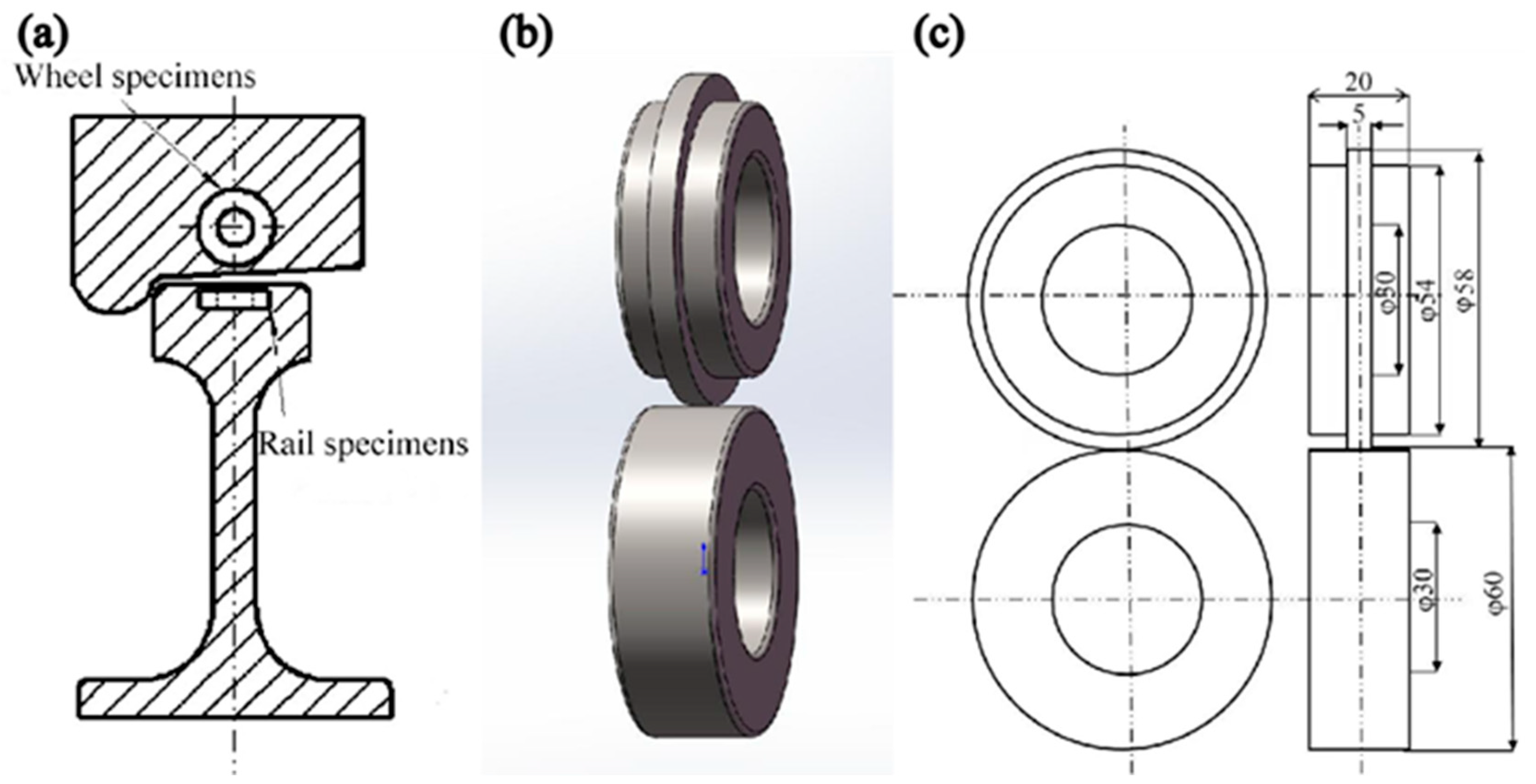
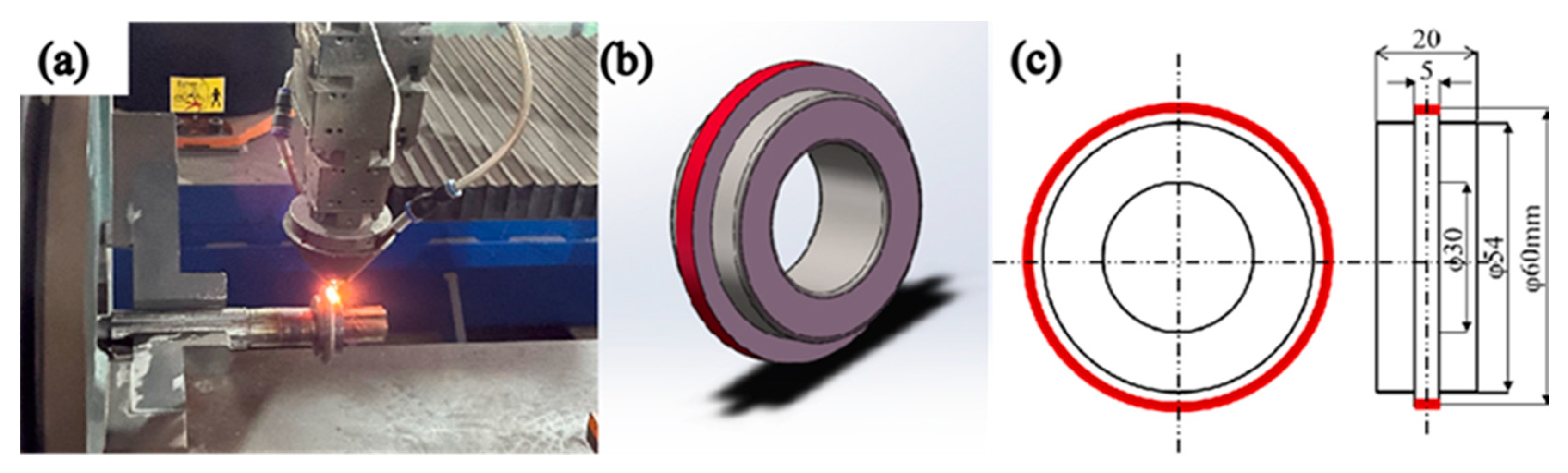
2.1. Material and Specimen Preparation
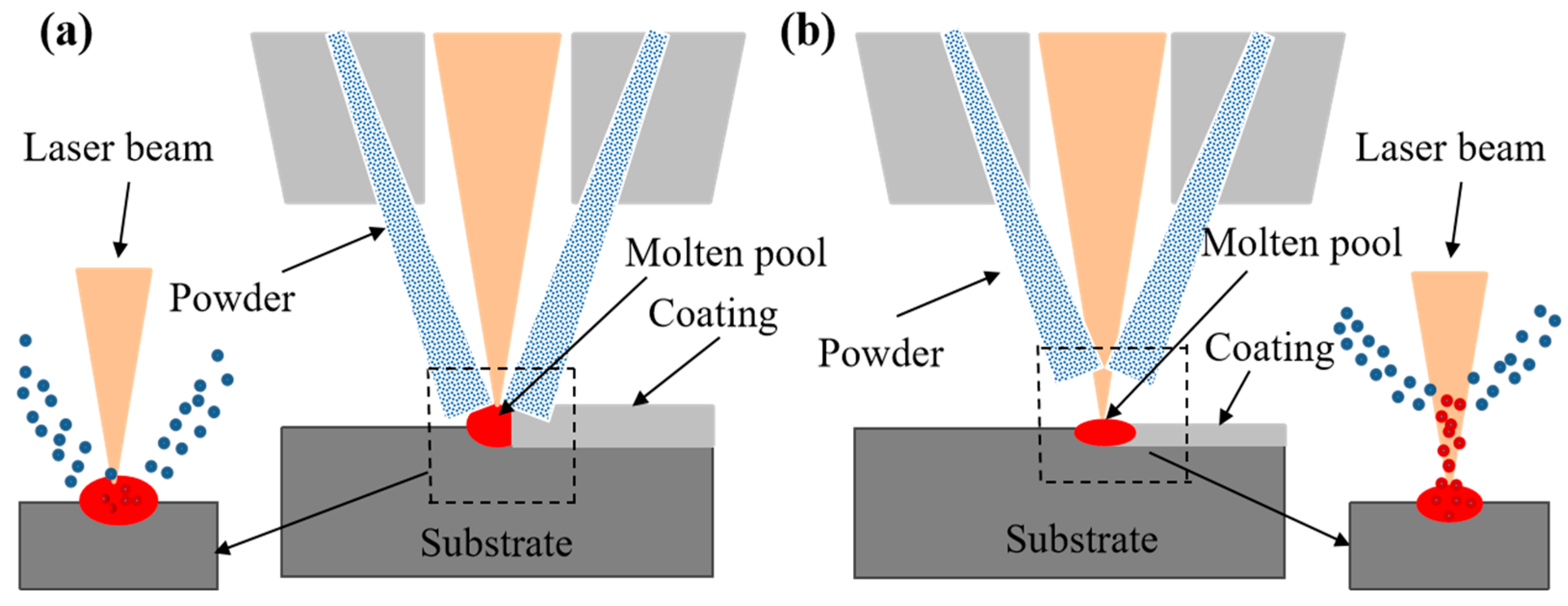
2.2. Test Parameters
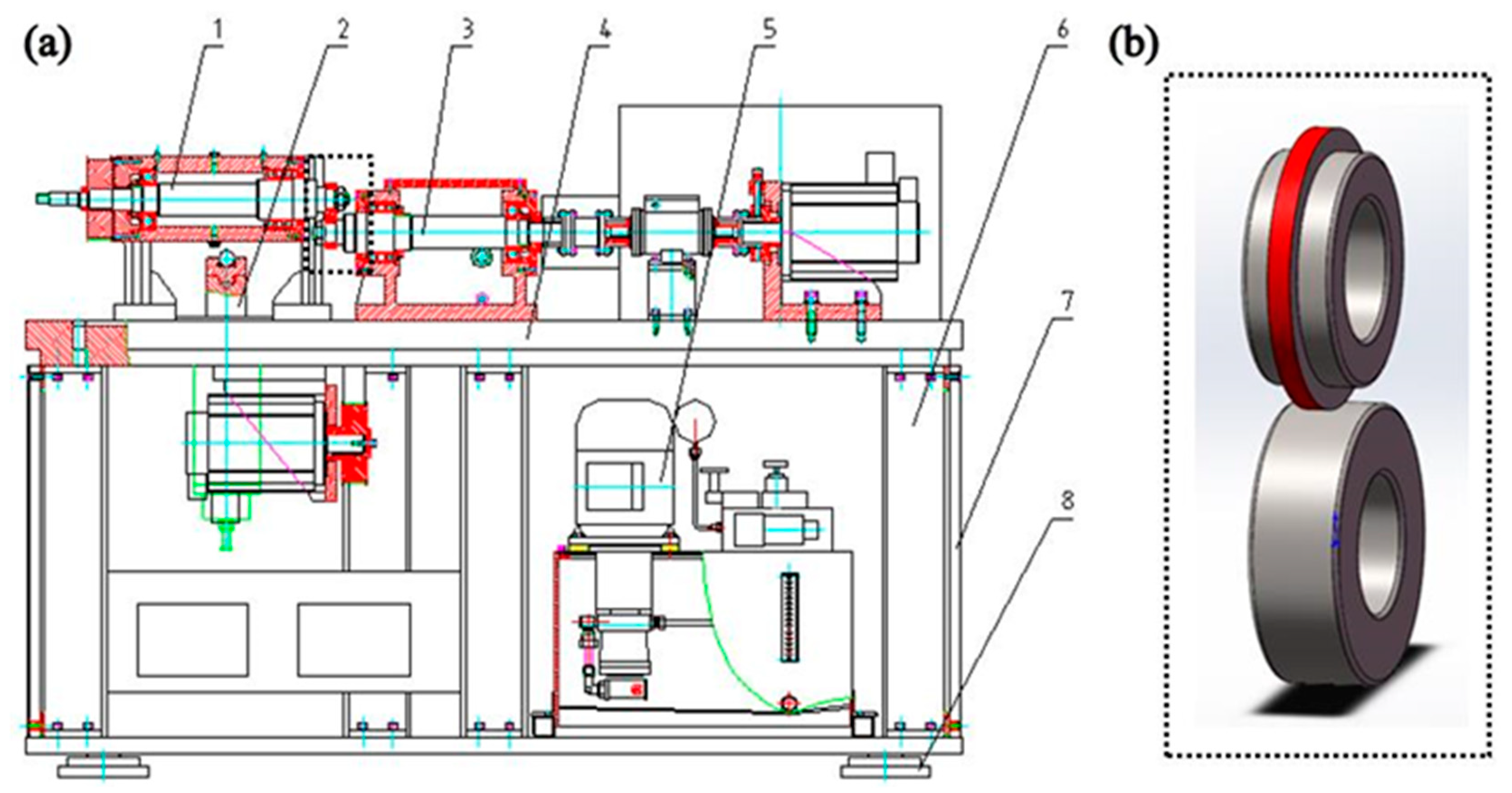
2.3. Microstructure Analysis and Properties of the Wear Resistance
3. Results and Discussion
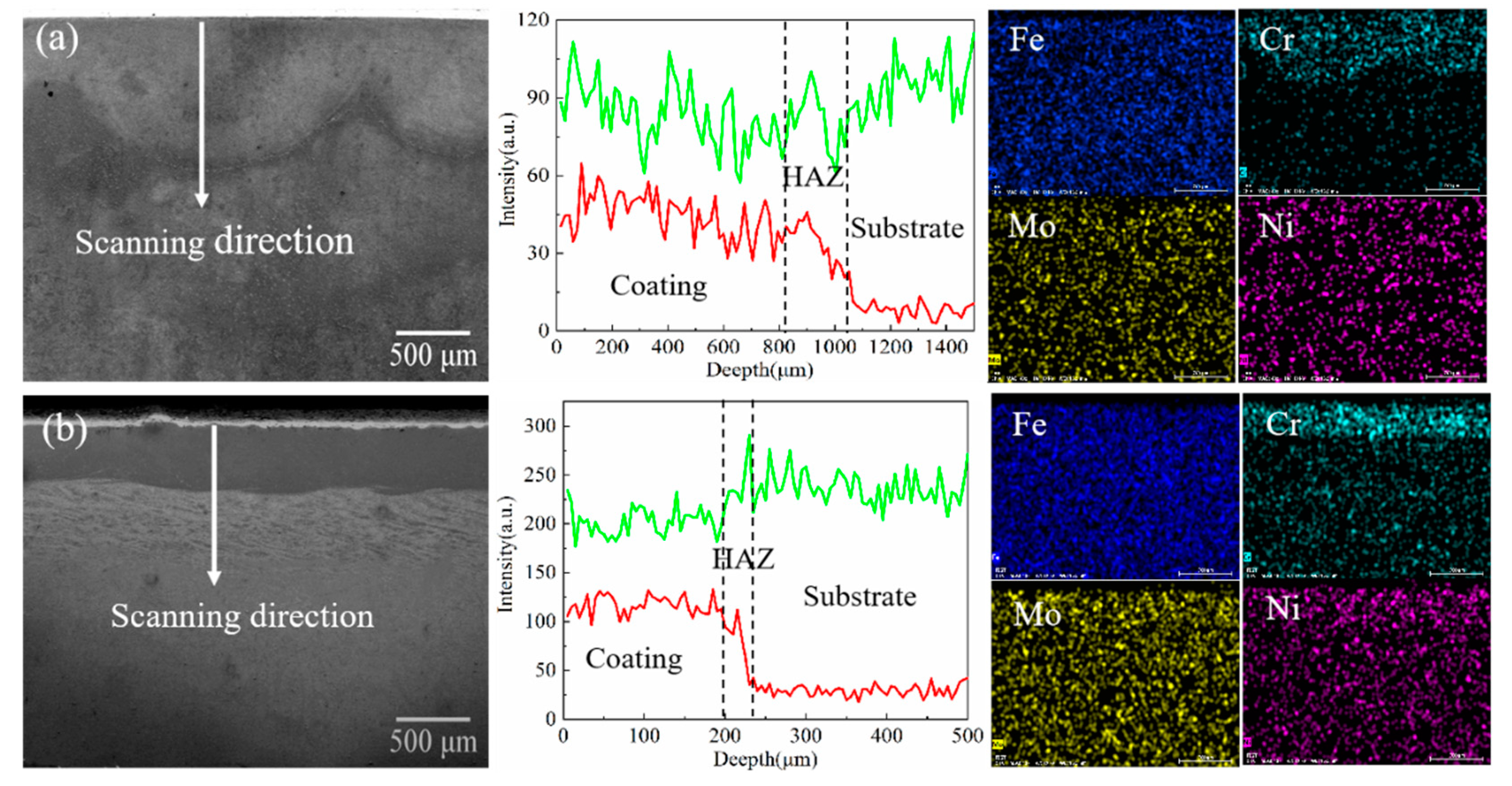
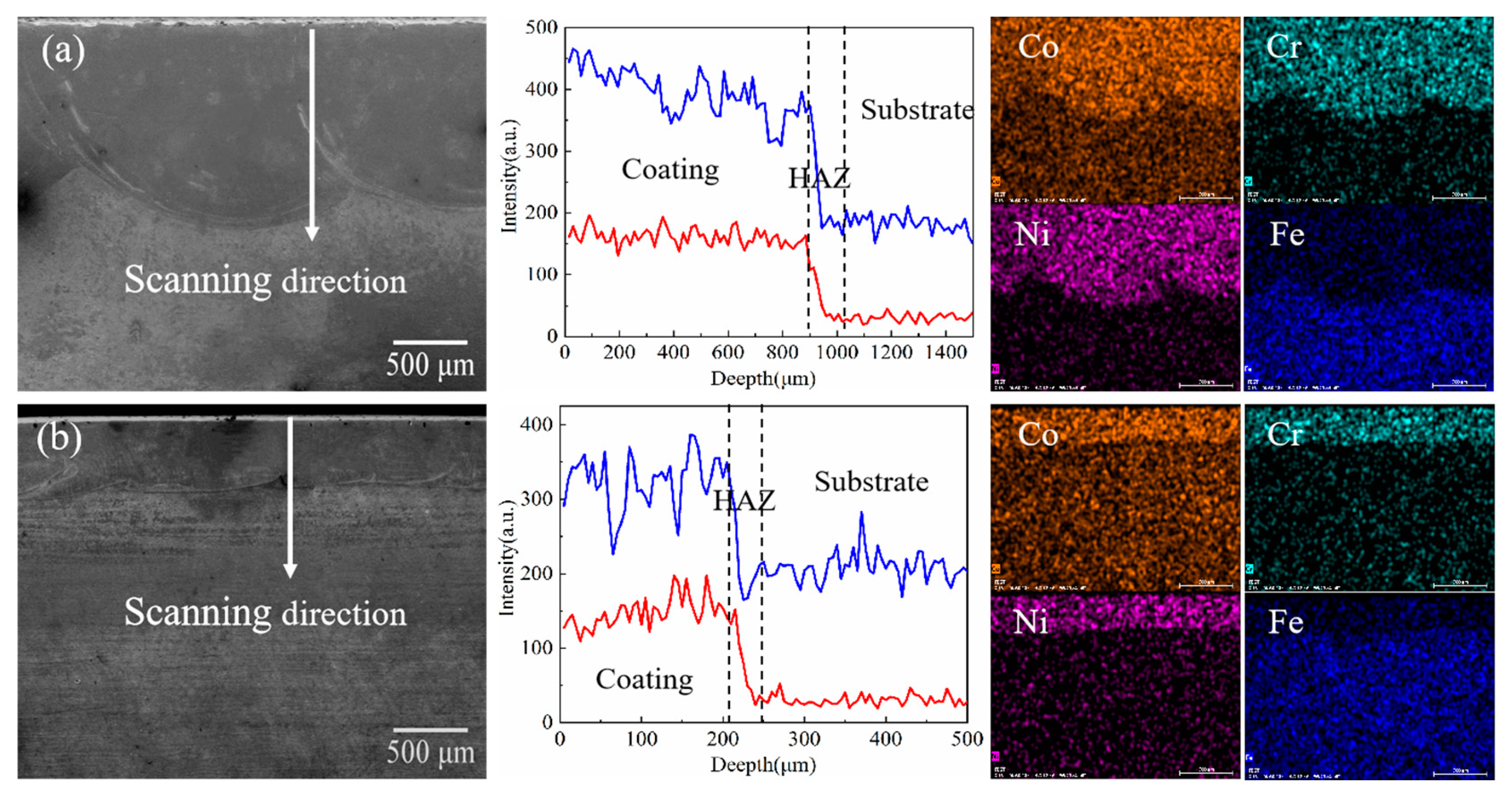
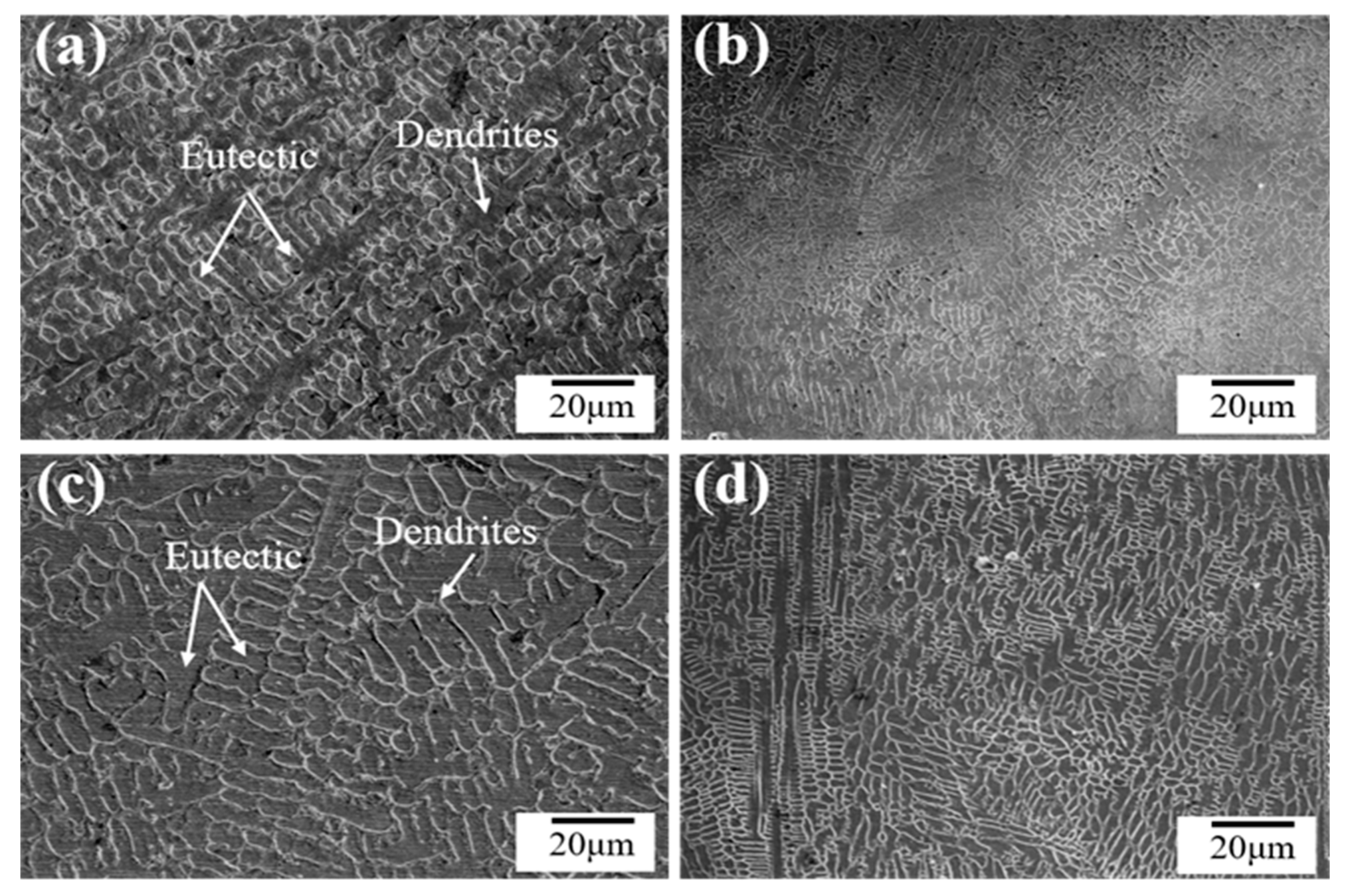
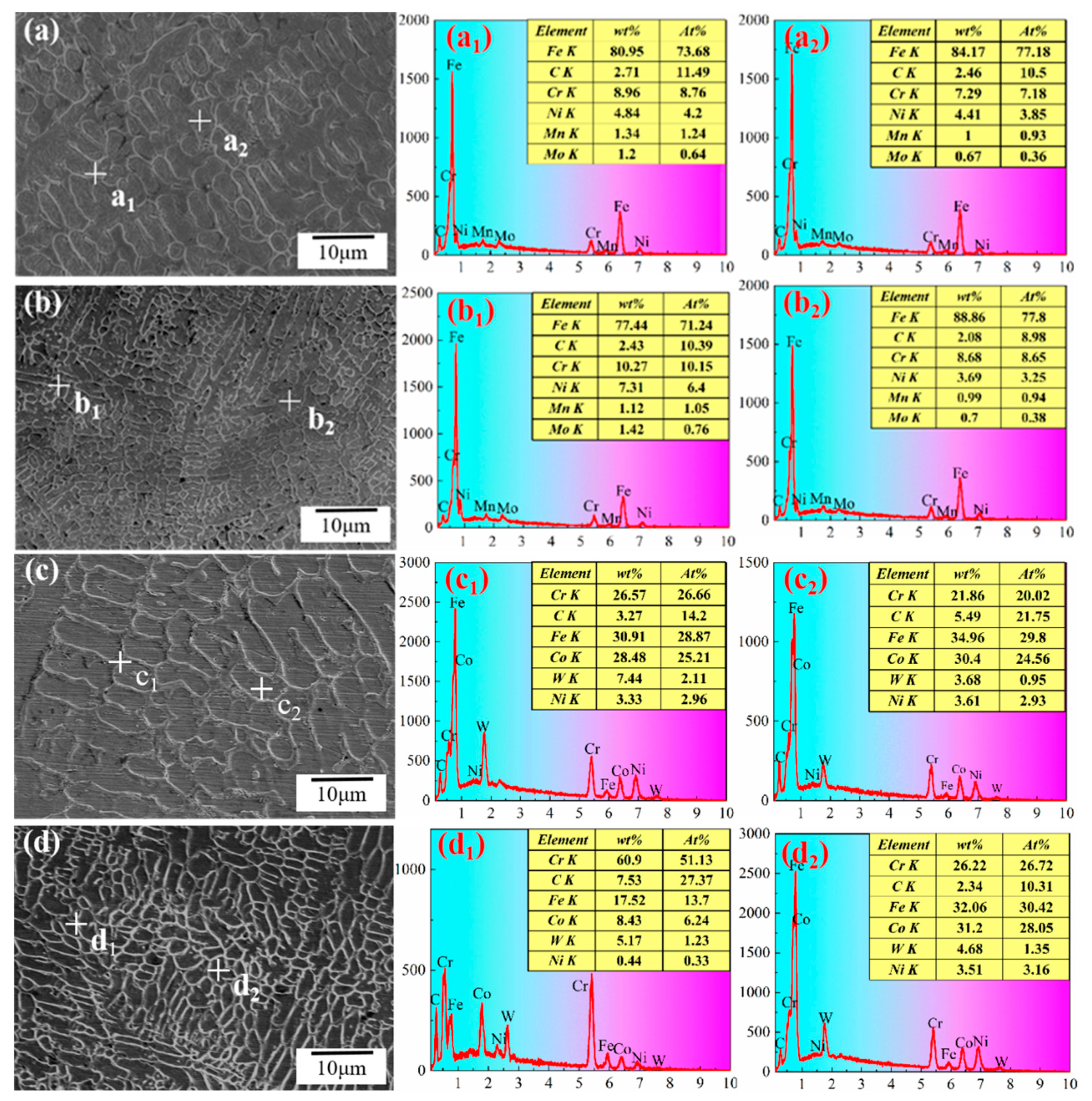
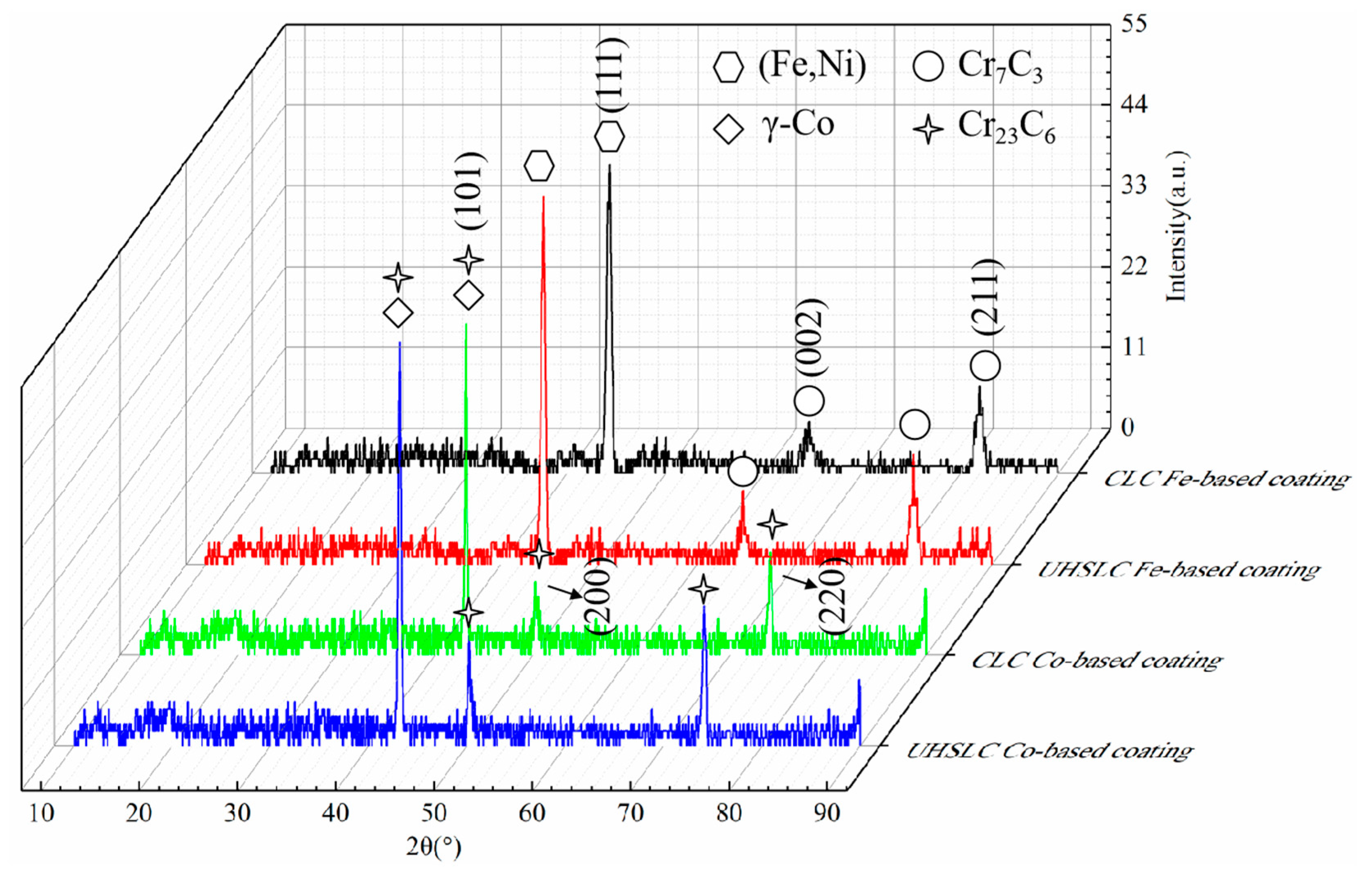
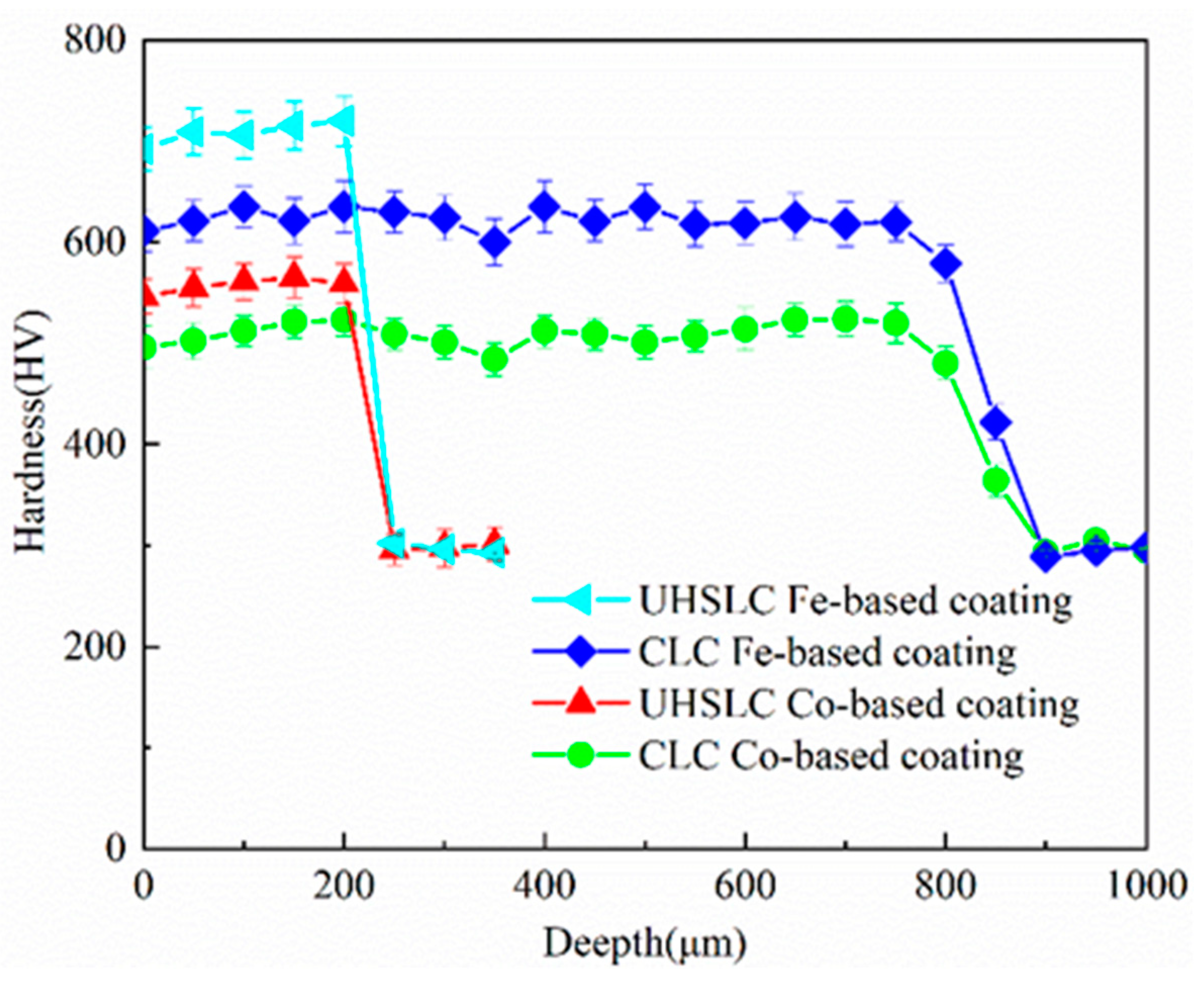
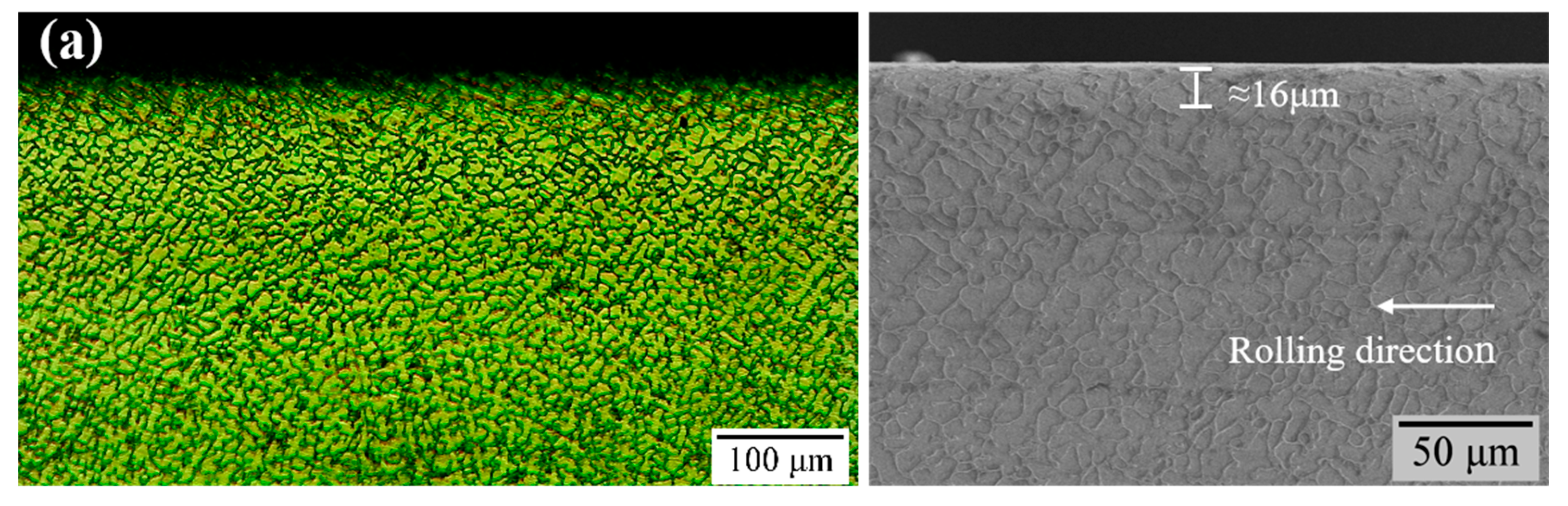
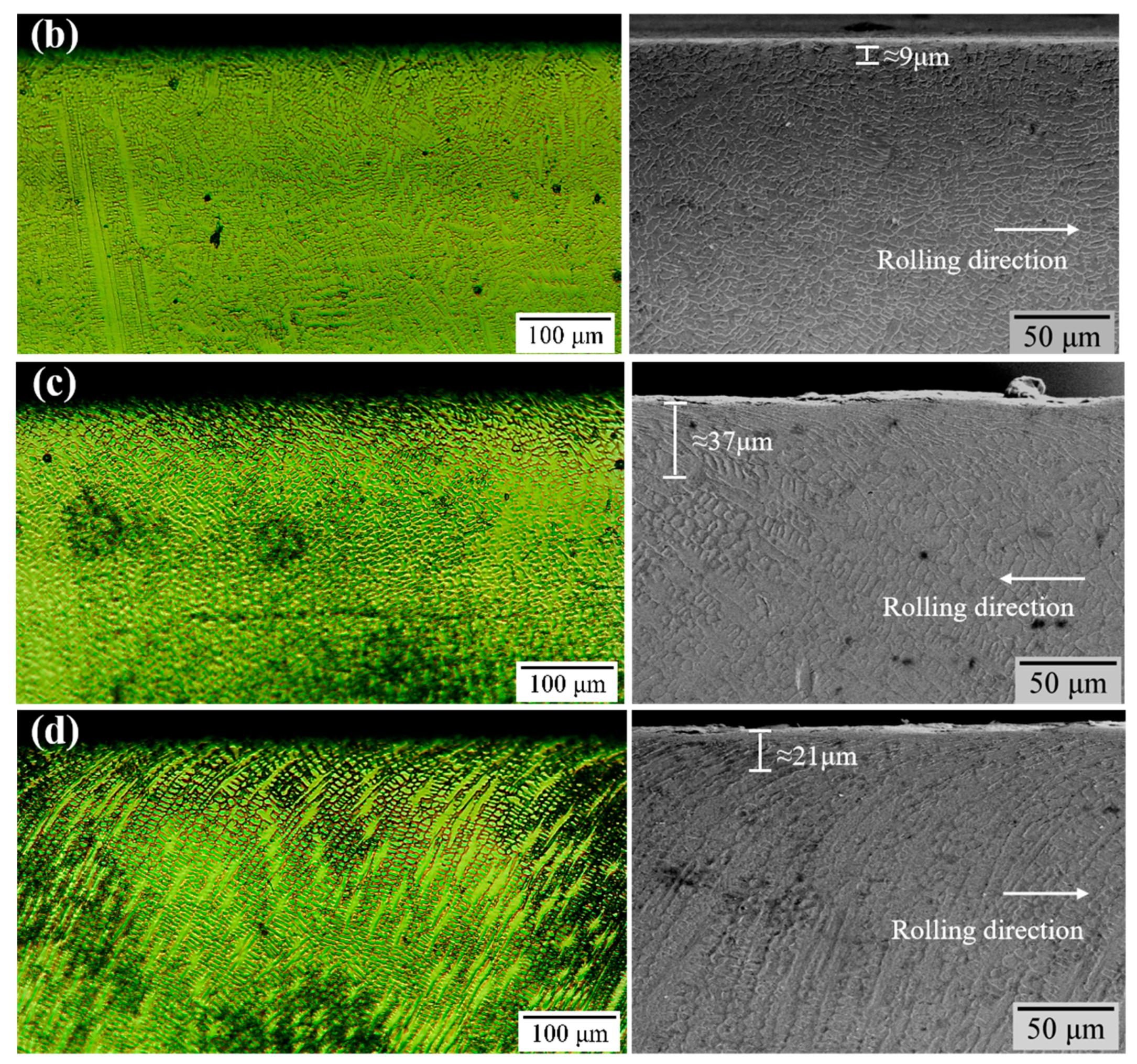
3.1. Microstructures
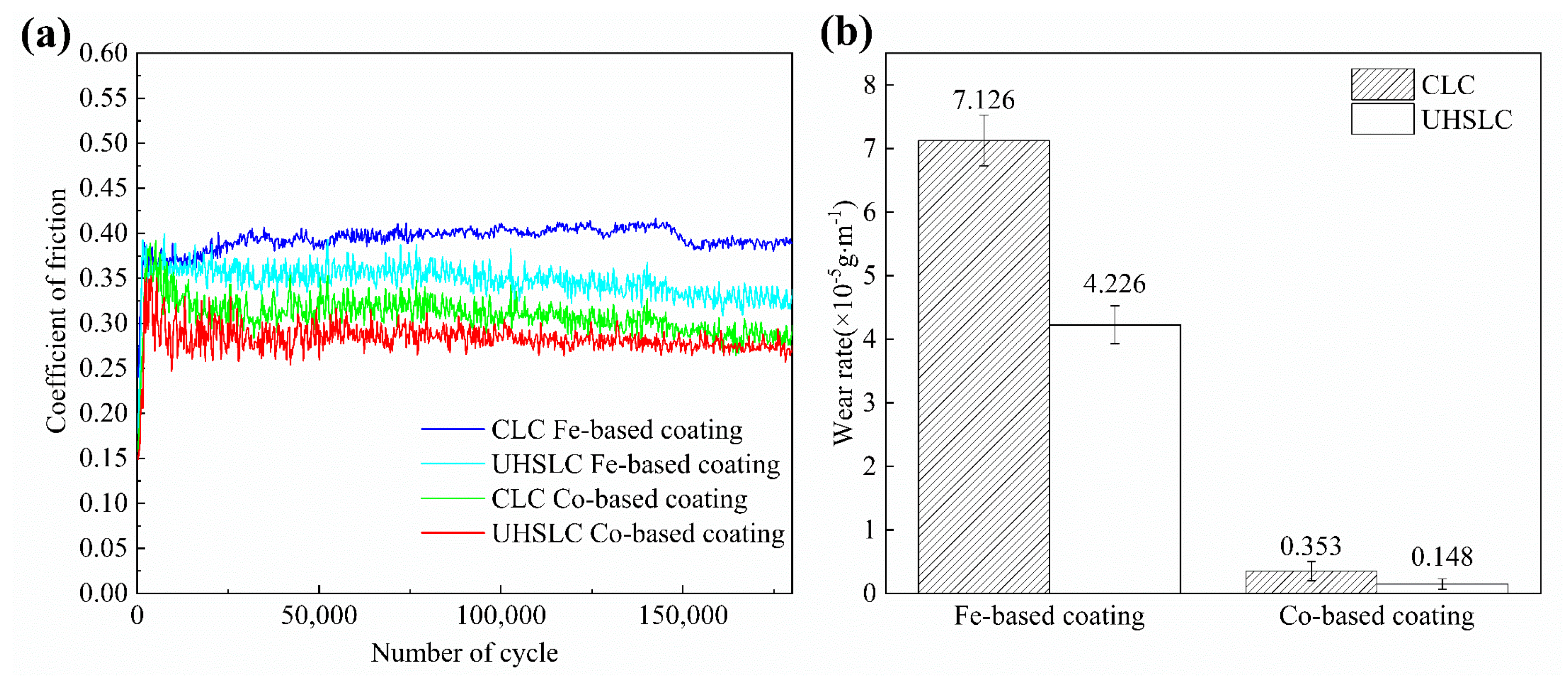
3.2. The Behaviour of Friction and Wear
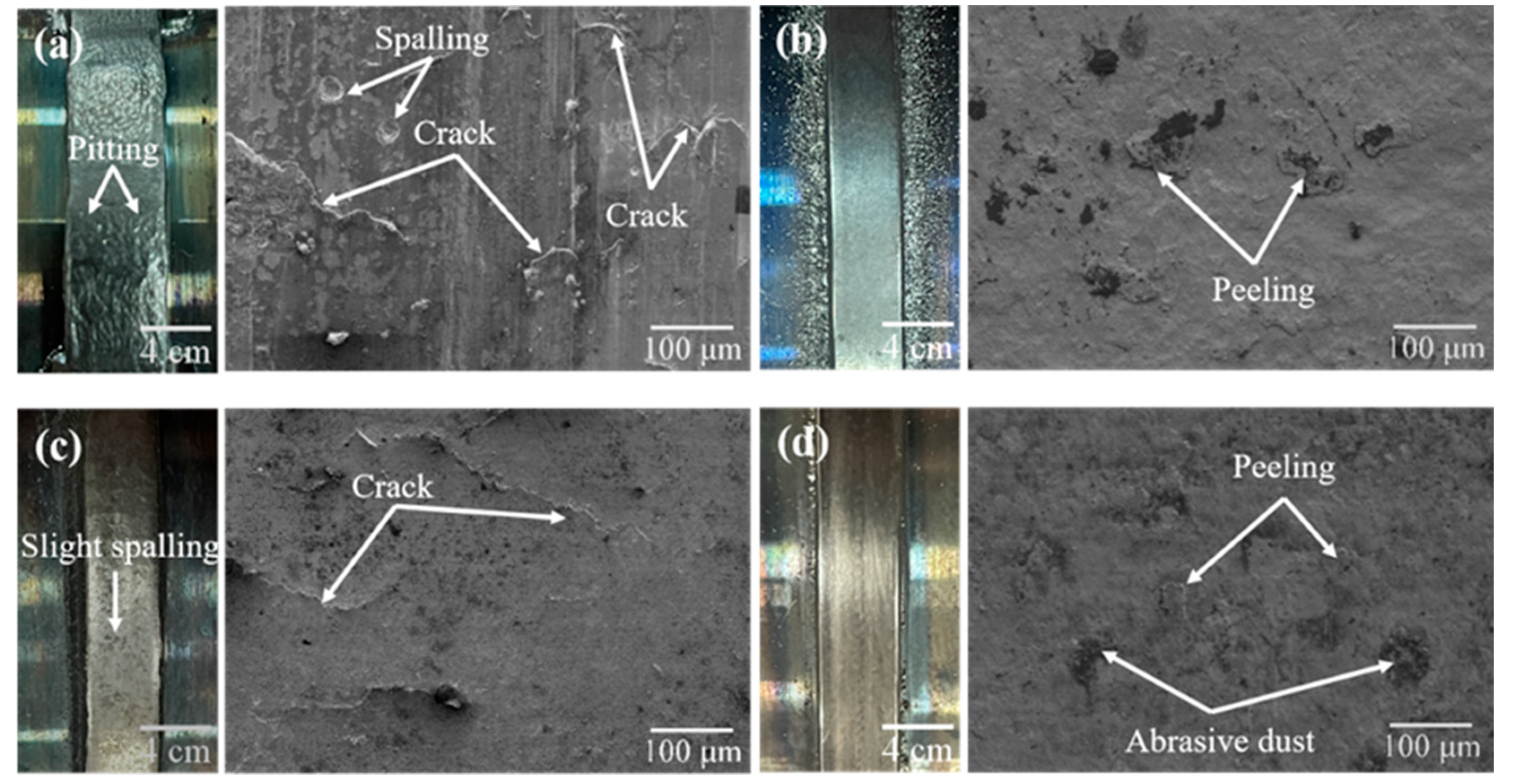
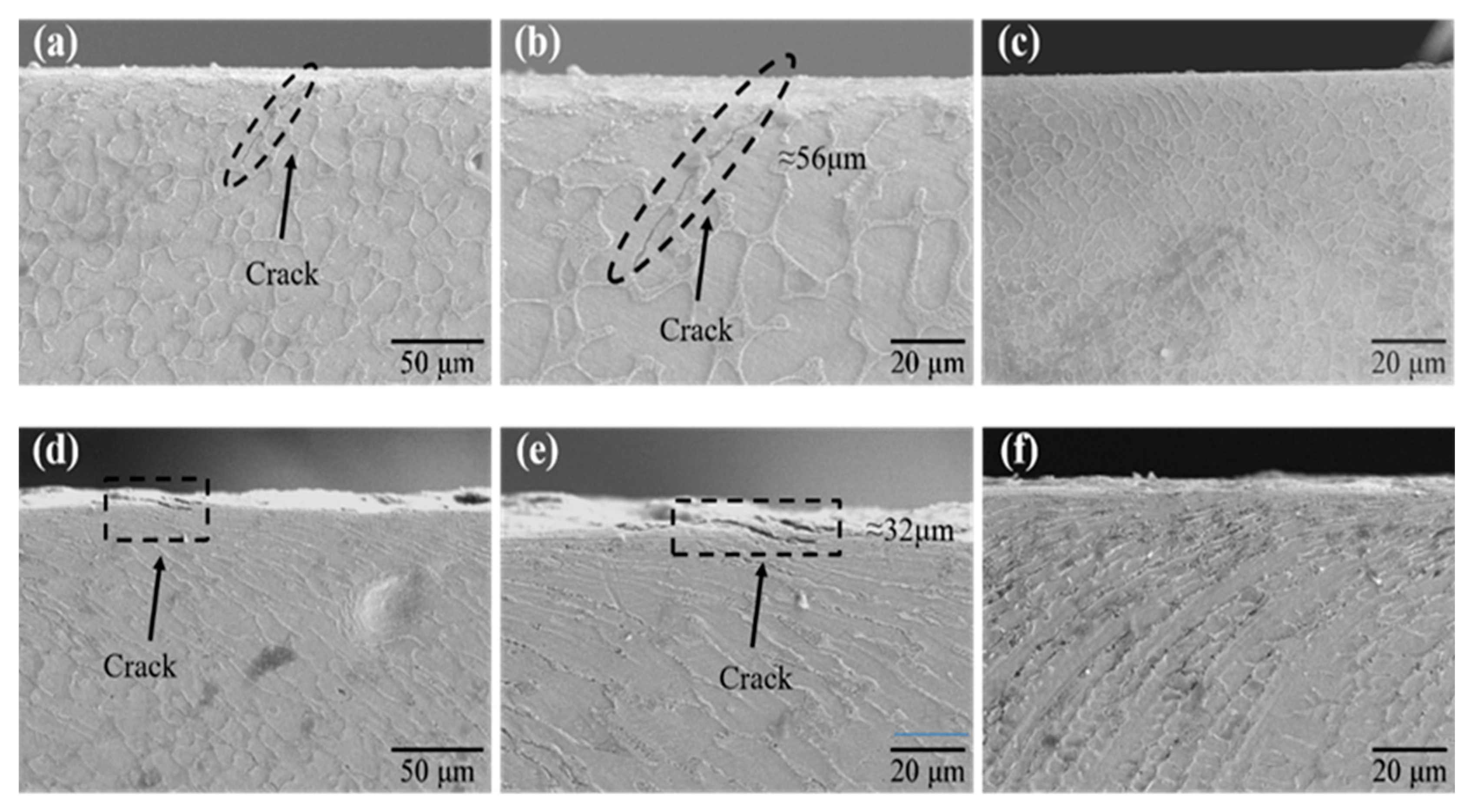
3.3. Damage Behaviour
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Microstructural Characterization of AISI 431 Martensitic Stainless Steel Laser-Deposited Coatings. J. Mater. Sci. 2011, 46, 3405–3414. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Spiryagin, M.; Ding, H.H.; Wu, Q.; Guo, J.; Liu, Q.Y.; Wang, W.J. Rail Rolling Contact Fatigue Formation and Evolution with Surface Defects. Int. J. Fatigue 2022, 158, 106762. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, Y.; Mu, X.; Wang, W.; Yao, Z.; Yang, H. Study on Wear and RCF Performance of Repaired Damage Railway Wheels: Assessing Laser Cladding to Repair Local Defects on Wheels. Wear 2019, 430–431, 126–136. [Google Scholar] [CrossRef]
- Hu, Y.; Zhou, L.; Ding, H.H.; Lewis, R.; Liu, Q.Y.; Guo, J.; Wang, W.J. Microstructure Evolution of Railway Pearlitic Wheel Steels under Rolling-Sliding Contact Loading. Tribol. Int. 2021, 154, 106685. [Google Scholar] [CrossRef]
- Yang, J.X.; Bai, B.; Ke, H.; Cui, Z.; Liu, Z.; Zhou, Z.; Xu, H.C.; Xiao, J.H.; Liu, Q.; Li, H.X. Effect of Metallurgical Behavior on Microstructure and Properties of FeCrMoMn Coatings Prepared by High-Speed Laser Cladding. Opt. Laser Technol. 2021, 144, 107431. [Google Scholar] [CrossRef]
- Sun, S.T.; Fu, H.G.; Ping, X.L.; Guo, X.Y.; Lin, J.; Lei, Y.P.; Wu, W.B.; Zhou, J.X. Effect of CeO2 Addition on Microstructure and Mechanical Properties of In-Situ (Ti, Nb)C/Ni Coating. Surf. Coat. Technol. 2019, 359, 300–313. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Q.; Dai, J.N.; Chen, P.J.; Gao, W.P.; Hao, J.B.; Yang, H.F. Microstructure and High-Temperature Wear Behavior of CoCrFeNiWx High-Entropy Alloy Coatings Fabricated by Laser Cladding. Tribol. Int. 2022, 172, 107574. [Google Scholar] [CrossRef]
- Lewis, S.R.; Lewis, R.; Fletcher, D.I. Assessment of Laser Cladding as an Option for Repairing/Enhancing Rails. Wear 2015, 330–331, 581–591. [Google Scholar] [CrossRef]
- Li, L.Q.; Shen, F.M.; Zhou, Y.D.; Tao, W. Comparative Study of Stainless Steel AISI 431 Coatings Prepared by Extreme-High-Speed and Conventional Laser Cladding. J. Laser Appl. 2019, 31, 042009. [Google Scholar] [CrossRef]
- Shen, B.W.; Du, B.R.; Wang, M.H.; Xiao, N.; Xu, Y.F.; Hao, S. Comparison on Microstructure and Properties of Stainless Steel Layer Formed by Extreme High-Speed and Conventional Laser Melting Deposition. Front. Mater. 2019, 6, 248. [Google Scholar] [CrossRef]
- Wang, W.J.; Hu, J.; Guo, J.; Liu, Q.Y.; Zhu, M.H. Effect of Laser Cladding on Wear and Damage Behaviors of Heavy-Haul Wheel/Rail Materials. Wear 2014, 311, 130–136. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, Q.; Han, B.; Li, M.Y.; Hu, C.Y.; Wang, J.L. Comparative Studies on Microstructure and Properties of CoCrFeMnNi High Entropy Alloy Coatings Fabricated by High-Speed Laser Cladding and Normal Laser Cladding. J. Alloys Compd. 2023, 947, 169517. [Google Scholar] [CrossRef]
- Zhang, Q.; Han, B.; Li, M.Y.; Chen, Z.B.; Hu, C.Y.; Jia, C.X. Comparison of CoCrFeNi Coatings Prepared via High-Speed Laser Cladding and Normal Laser Cladding on Microstructure and Properties. Intermetallics 2023, 153, 107795. [Google Scholar] [CrossRef]
- Yuan, W.Y.; Li, R.F.; Chen, Z.H.; Gu, J.Y.; Tian, Y.T. A Comparative Study on Microstructure and Properties of Traditional Laser Cladding and High-Speed Laser Cladding of Ni45 Alloy Coatings. Surf. Coat. Technol. 2021, 405, 126582. [Google Scholar] [CrossRef]
- Tong, X.; Li, F.H.; Liu, M.; Dai, M.J.; Zhou, H. Thermal Fatigue Resistance of Non-Smooth Cast Iron Treated by Laser Cladding with Different Self-Fluxing Alloys. Opt. Laser Technol. 2010, 42, 1154–1161. [Google Scholar] [CrossRef]
- Liu, Y.N.; Ding, Y.; Yang, L.J.; Sun, R.L.; Zhang, T.G.; Yang, X.J. Research and Progress of Laser Cladding on Engineering Alloys: A Review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Meymand, S.Z.; Keylin, A.; Ahmadian, M. A Survey of Wheel–Rail Contact Models for Rail Vehicles. Veh. Syst. Dyn. 2016, 54, 386–428. [Google Scholar] [CrossRef]
- Shen, F.M.; Tao, W.; Li, L.Q.; Zhou, Y.D.; Wang, W.; Wang, S.L. Effect of Microstructure on the Corrosion Resistance of Coatings by Extreme High Speed Laser Cladding. Appl. Surf. Sci. 2020, 517, 146085. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Dargusch, M.S. Metallurgical and Geometrical Characterisation of the 316L Stainless Steel Clad Deposited on a Mild Steel Substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- Qu, C.C.; Li, J.; Juan, Y.F.; Shao, J.Z.; Song, R.; Bai, L.L.; Chen, J.L. Effects of the Content of MoS2 on Microstructural Evolution and Wear Behaviors of the Laser-Clad Coatings. Surf. Coat. Technol. 2019, 357, 811–821. [Google Scholar] [CrossRef]
- Ali, N.; Olofsson, U.; Dizdar, S. Friction, Wear, and Airborne Particle Emissions from Rail-Wheel Contact with Laser Cladded Overlays—A Pin-Disc Tribometer Simulation. Wear 2023, 518–519, 204635. [Google Scholar] [CrossRef]
- Zhou, S.F.; Dai, X.Q.; Zheng, H.Z. Microstructure and Wear Resistance of Fe-Based WC Coating by Multi-Track Overlapping Laser Induction Hybrid Rapid Cladding. Opt. Laser Technol. 2012, 44, 190–197. [Google Scholar] [CrossRef]
- Liu, H.M.; Hu, Z.Q.; Qin, X.P.; Wang, Y.L.; Zhang, J.; Huang, S. Parameter Optimization and Experimental Study of the Sprocket Repairing Using Laser Cladding. Int. J. Adv. Manuf. Technol. 2017, 91, 3967–3975. [Google Scholar] [CrossRef]
- Navas, C.; Cadenas, M.; Cuetos, J.M.; de Damborenea, J. Microstructure and Sliding Wear Behaviour of Tribaloy T-800 Coatings Deposited by Laser Cladding. Wear 2006, 260, 838–846. [Google Scholar] [CrossRef]
- Li, R.F.; Yuan, W.Y.; Yue, H.Y.; Zhu, Y.Y. Study on Microstructure and Properties of Fe-Based Amorphous Composite Coating by High-Speed Laser Cladding. Opt. Laser Technol. 2022, 146, 107574. [Google Scholar] [CrossRef]
- Ju, J.; Zhou, Y.; Kang, M.D.; Wang, J. Optimization of Process Parameters, Microstructure, and Properties of Laser Cladding Fe-Based Alloy on 42CrMo Steel Roller. Materials 2018, 11, 2061. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Q.; Zhang, B.; Yang, W.B. Investigation on Sliding Tribological Properties of Laser Cladding Alloy Coating for Subway Wheels. Coatings 2022, 12, 1561. [Google Scholar] [CrossRef]
- Roy, T.; Lai, Q.; Abrahams, R.; Mutton, P.; Paradowska, A.; Soodi, M.; Yan, W. Effect of Deposition Material and Heat Treatment on Wear and Rolling Contact Fatigue of Laser Cladded Rails. Wear 2018, 412–413, 69–81. [Google Scholar] [CrossRef]
- Meng, L.; Zhu, B.B.; Hu, Q.W.; Zeng, X.Y.; Wang, D.Z. Laser-Induction Hybrid Cladding of Different Coatings on Rail Surface: Microstructure, Wear Properties and Contact Fatigue Behaviors. Appl. Surf. Sci. 2021, 566, 150678. [Google Scholar] [CrossRef]
- Ding, H.H.; Yang, T.; Wang, W.J.; Zhu, Y.; Lin, Q.; Guo, J.; Xiao, Q.; Gan, L.; Liu, Q.Y. Optimization and Wear Behaviors of 316L Stainless Steel Laser Cladding on Rail Material. Wear 2023, 523, 204830. [Google Scholar] [CrossRef]
- Lewis, S.R.; Fretwell-Smith, S.; Goodwin, P.S.; Smith, L.; Lewis, R.; Aslam, M.; Fletcher, D.I.; Murray, K.; Lambert, R. Improving Rail Wear and RCF Performance Using Laser Cladding. Wear 2016, 366–367, 268–278. [Google Scholar] [CrossRef]
- Ding, H.H.; He, C.G.; Ma, L.; Guo, J.; Liu, Q.Y.; Wang, W.J. Wear Mapping and Transitions in Wheel and Rail Materials under Different Contact Pressure and Sliding Velocity Conditions. Wear 2016, 352–353, 1–8. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Fe | |
| RE8 wheel steel | 0.52–0.56 | 0.26–0.40 | 0.73–0.80 | ≤0.020 | ≤0.015 | 0.25–0.30 | Bal. |
| U71Mn hot-rolled steel | 0.71–0.80 | 0.50–0.80 | 0.70–1.05 | ≤0.030 | ≤0.030 | - | Bal. |
| Powders | Element | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | B | Cr | W | Ni | Fe | Co | |
| Fe-based | 0.8–1.2 | 1.0–2.0 | 0.5–0.80 | 3.0–4.0 | 16.0–18.0 | - | 2.0 | Bal. | - |
| Co-based | 1.15 | 1.1 | - | - | 29.0 | 4.0 | ≤3.0 | ≤3.0 | Bal. |
| Laser Cladding Process | Parameter | ||||
|---|---|---|---|---|---|
| Power of Laser (W) | Scanning Speed (m/min) | Diameter of Light Spot (mm) | Powder Delivery Capacity (g/min) | Offset (mm) | |
| CLC | 2200 | 0.4 | 3 | 21 | 1.5 |
| UHSLC | 2200 | 12 | 3 | 55 | 1.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Q.; Xia, J.; Gao, X.; Yang, W.; Chen, D.; Ding, H.; Wang, Y. Investigation of the Microstructure and Wear Properties of Conventional Laser Cladding and Ultra-High-Speed Laser Cladding Alloy Coatings for Wheel Materials. Coatings 2023, 13, 949. https://doi.org/10.3390/coatings13050949
Xiao Q, Xia J, Gao X, Yang W, Chen D, Ding H, Wang Y. Investigation of the Microstructure and Wear Properties of Conventional Laser Cladding and Ultra-High-Speed Laser Cladding Alloy Coatings for Wheel Materials. Coatings. 2023; 13(5):949. https://doi.org/10.3390/coatings13050949
Chicago/Turabian StyleXiao, Qian, Jinlong Xia, Xueshan Gao, Wenbin Yang, Daoyun Chen, Haohao Ding, and Yao Wang. 2023. "Investigation of the Microstructure and Wear Properties of Conventional Laser Cladding and Ultra-High-Speed Laser Cladding Alloy Coatings for Wheel Materials" Coatings 13, no. 5: 949. https://doi.org/10.3390/coatings13050949
APA StyleXiao, Q., Xia, J., Gao, X., Yang, W., Chen, D., Ding, H., & Wang, Y. (2023). Investigation of the Microstructure and Wear Properties of Conventional Laser Cladding and Ultra-High-Speed Laser Cladding Alloy Coatings for Wheel Materials. Coatings, 13(5), 949. https://doi.org/10.3390/coatings13050949