
Joining Technologies for Aluminium Castings—A Review




Abstract
:1. Introduction

2. Aluminium Casting Processes

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Casting Technology | Advantages | Disadvantages | Shrinkage Porosity | Oxide Inclusions | Surface Finish | Production Cost | |
|---|---|---|---|---|---|---|---|
| Gravity casting | Sand casting [16,17] | Simple process, few blow hole, can be heat treatment | Not for thin-walled castings with complex shapes, poor surface finish | ☆☆ | ☆☆☆ | ☆ | ☆☆☆☆☆ |
| Shell mould casting [18] | High precision, better surface finish than sand casting | Higher production cost and pungent odor release during casting | ☆☆ | ☆☆☆ | ☆☆☆ | ☆☆☆☆ | |
| Metal mould casting [19] | Simple process, high precision, better surface finish than sand casting | Not for thin-walled castings with complex shapes, easy form cold shut and blow hole | ☆☆ | ☆☆☆ | ☆☆☆ | ☆☆☆☆ | |
| High Pressure Die Casting (HPDC) | Traditional die casting [20] | High precision, high production efficiency, good surface finish, dense microstructures and fine grains | Easy form blow hole for the trapped air or air turbulent, cannot be heat treatment | ☆☆ | ☆☆☆ | ☆☆☆☆☆ | ☆☆ |
| Vacuum die casting [21] | Effectively reduce blow hole, dense microstructures and fine grains | Complex process and high production cost | ☆☆☆ | ☆☆☆☆☆ | ☆☆☆☆☆ | ☆ | |
| Pore-free die casting [22] | Effectively reduce blow hole, dense microstructures and fine grains | Complex process, easy form oxide inclusions and high production cost | ☆☆☆ | ☆☆ | ☆☆☆☆☆ | ☆ | |
| Squeeze casting | Direct squeeze casting [23,24] | High precision, dense microstructures, less shrinkage porosity | Complex process, easy form abnormal segregation | ☆☆☆☆ | ☆☆☆ | ☆☆☆☆☆ | ☆☆ |
| Indirect squeeze casting [24,25] | High precision, dense microstructures | Feeding difficulty, easy form cold shut and shrinkage porosity | ☆☆☆☆ | ☆☆☆ | ☆☆☆☆☆ | ☆☆ | |
| Local-loading squeeze casting [26] | Can be loading-local feeding, dense microstructures, less shrinkage porosity | Complex process and high production cost | ☆☆☆☆☆ | ☆☆☆ | ☆☆☆☆☆ | ☆ | |
| Direct-Chill casting (DC casting) | Traditional DC casting [27] | Stable casting, dynamic feeding, high production efficiency | Easy form macroscopic segregation and cold shut, poor surface finish | ☆☆☆ | ☆☆☆ | ☆☆ | ☆☆ |
| Oil and gas slip DC casting [28] | Effectively improve surface finish | Complex process, macroscopic segregation, inhomogeneous microstructure | ☆☆☆ | ☆☆ | ☆☆☆ | ☆ | |
| Low pressure DC casting [29] | Good surface finish, almost no macroscopic segregation | Complex process | ☆☆☆ | ☆☆☆ | ☆☆☆ | ☆ | |
| Centrifugal casting [30,31] | High density, few blow hole and shrinkage porosity | Poor inner surface finish, easy form specific gravity segregation | ☆☆☆ | ☆☆☆ | ☆ | ☆☆ | |
| Investment casting [32] | High precision, good surface finish, no draft angel, achievable for intricate and complex shapes | Complex process and high production cost | ☆☆ | ☆☆☆ | ☆☆☆☆ | ☆☆ | |
| Semi-solid metal casting [33,34] | Longer die life, uniform microstructures, less casting defects | Low production efficiency, poor quality stability, high production cost | ☆☆☆☆ | ☆☆☆ | ☆☆☆☆ | ☆☆ | |
3. Different Joining Technologies for Aluminium Castings
3.1. Friction Stir Welding
3.1.1. Process Parameters
- Good mechanical properties in the as-welded condition;
- Clean process: no toxic fumes or spatters;
- No consumables;
- Easily automated on simple milling machines: lower setup costs and less training;
- Can operate in all positions (horizontal, vertical and other angles);
- Generally good weld appearance and minimal thickness under/over-matching;
- Can use thinner materials with same joint strength;
- Low environmental impact;
- General performance and cost benefits from switching from fusion to friction.
- Exit hole left when tool is withdrawn;
- Backing plate is required for parts that are not stiff enough;
- Large down forces required with heavy-duty clamping necessary to hold the plates together;
- Less suitable for parts with complex weld line;
- Difficulties with thickness variations;
- Often slower welding speed than some fusion welding techniques, although this may be offset if fewer welding passes are required.
3.1.2. Recent Development of FSW for Aluminium Castings
3.2. Laser Welding
- High energy density;
- High welding speed;
- Low heat input, low heat affected zone and low thermal distortion;
- Non-contact;
- Only one-side access required;
- High flexible design for complex joints allowed;
- High joint strength.
- High initial cost, expensive equipment;
- Low tolerance of gap between the components to be joined;
- Due to rapid rate of cooling, cracks may be produced in some metals;
- Highly skilled labour required;
- Special safety enclosure required;
- Special arrangement required for coated steel.
Recent Development of Laser Welding for Aluminium Castings
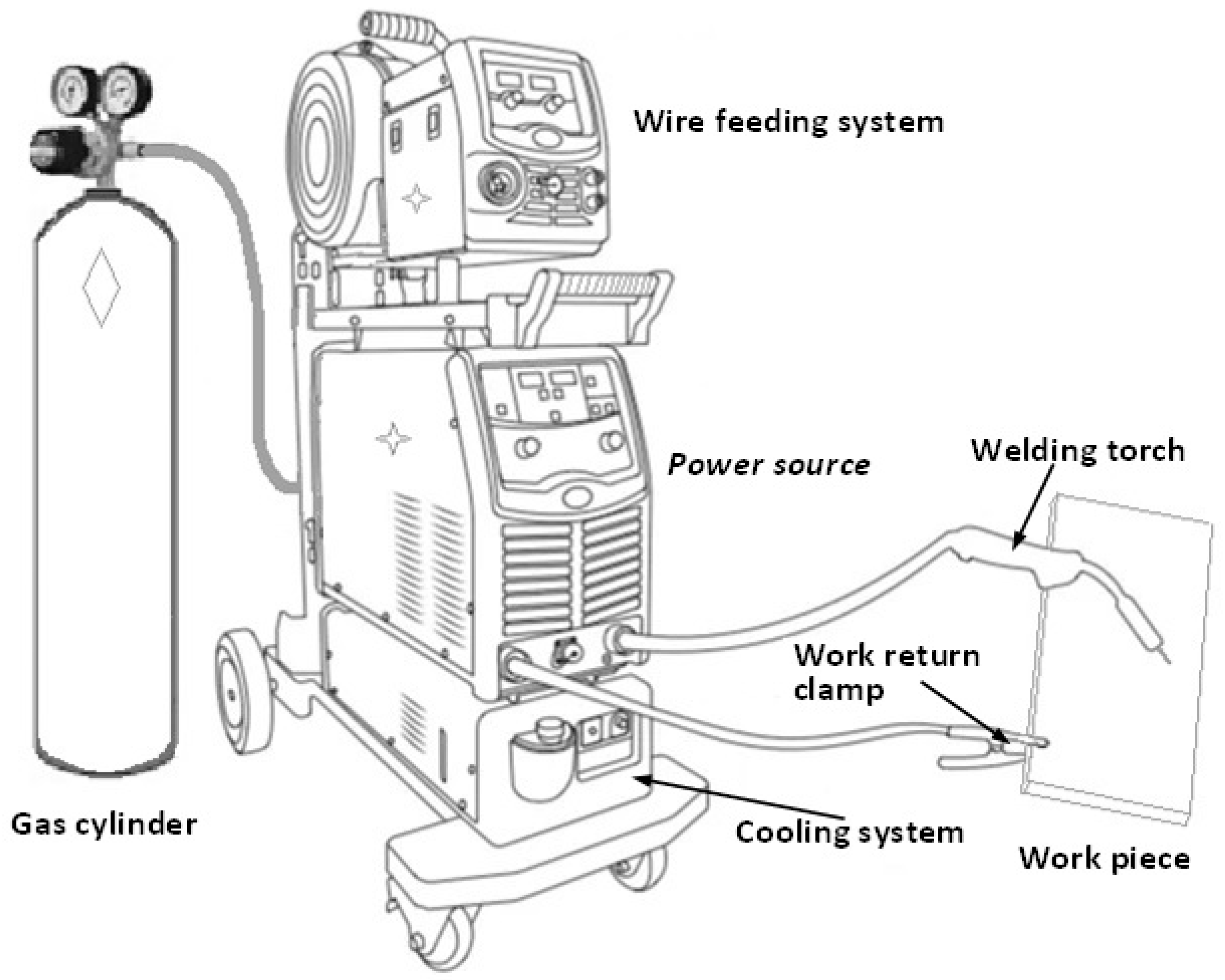
3.3. Arc Welding
- Ease of use;
- Only one-side access required;
- Suitable for almost all metals;
- Ability to adapt to different working conditions and environments for welding;
- Portability;
- Very low cost of the equipment.
- Thermally induced distortion;
- Existing of heat affected zone;
- Environmental issues: fume, noise, and arc;
- High energy required;
- Tendency to burn through on sections < 2.0 mm;
- Cost of filler wire.
3.3.1. Parameters of Arc Welding
- (1)
- As the material thickness increases, the travel speed must be reduced.
- (2)
- For a given material thickness and joint design, as the welding current is increased, so is the arc travel speed.
- (3)
- Higher welding speeds are attainable by using the forehand welding technique.
3.3.2. Recent Development of Arc Welding for Aluminium Castings
3.4. Laser Arc Hybrid Welding
3.5. Electron Beam Welding
- Low heat input and minimum distortion;
- Narrow fusion zone (FZ) and narrow heat affected zone (HAZ);
- Deep weld penetration from 0.05 mm to 200 mm in a single pass;
- High welding speed;
- No filler wires required;
- Welding of all metals include metals with high thermal conductivity;
- Welding of metals with dissimilar melting points;
- Vacuum provides a clean and reproducible environment;
- Good for oxygen greedy materials such as titanium, zirconium and niobium;
- Very good reliability and reproducibility;
- Cost-effective welding process for large production in automatic mode;
- Parts can mostly be used in the as welded condition—no post-machining required.
- Expensive as to equipment, set-up and maintenance;
- Limited size of parts that can be welded due to the chamber size;
- Longer cycle time than laser welding due to vacuuming time;
- Skilled manpower is required;
- X-rays and radiation are both present during the welding process.
Recent Development of Electron Beam Welding for Aluminium Castings
3.6. Mechanical Joining for Aluminium Castings
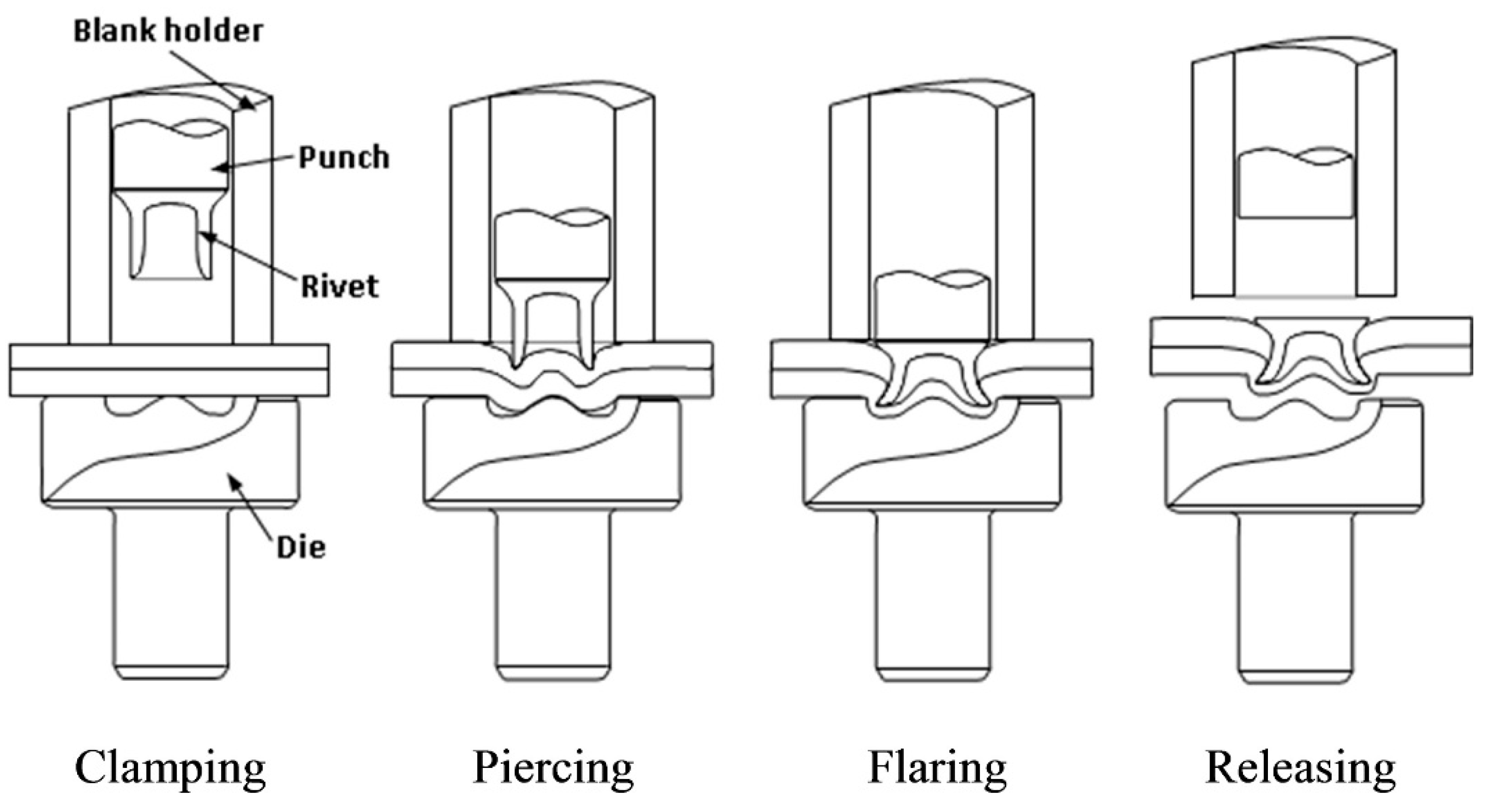
3.6.1. Self-Piercing Riveting
- Clean and friendly process: no fume, no spark and low noise;
- Ability to join similar and dissimilar materials;
- No requirement for pre-drilled/punched holes and alignment;
- No surface pre-treatment required;
- Ability to join with lubricants and adhesives;
- Low energy requirement;
- Long tool life, >200,000 operations before replacement;
- Easy for automation and process monitoring;
- Short cycle time, 1–4 s;
- Ability to achieve water tight joints;
- As a cold process, no side effect on the heat treatment of the substrate materials;
- High static and fatigue joint strengths.
- Two-side access required (although a single side access self-piercing riveting process was introduced by Liu et al. [141]);
- A joint button left on one side;
- Additional cost and weight from the rivets;
- Possibility of galvanic corrosion between the steel rivets and the aluminium alloy substrate, unless sacrificial corrosion protective coatings are used on the rivet surface;
- Not suitable for brittle materials, such as press hardened steel, when used on the die side;
- Relatively high rivet insertion force required.
SPR Process Parameters
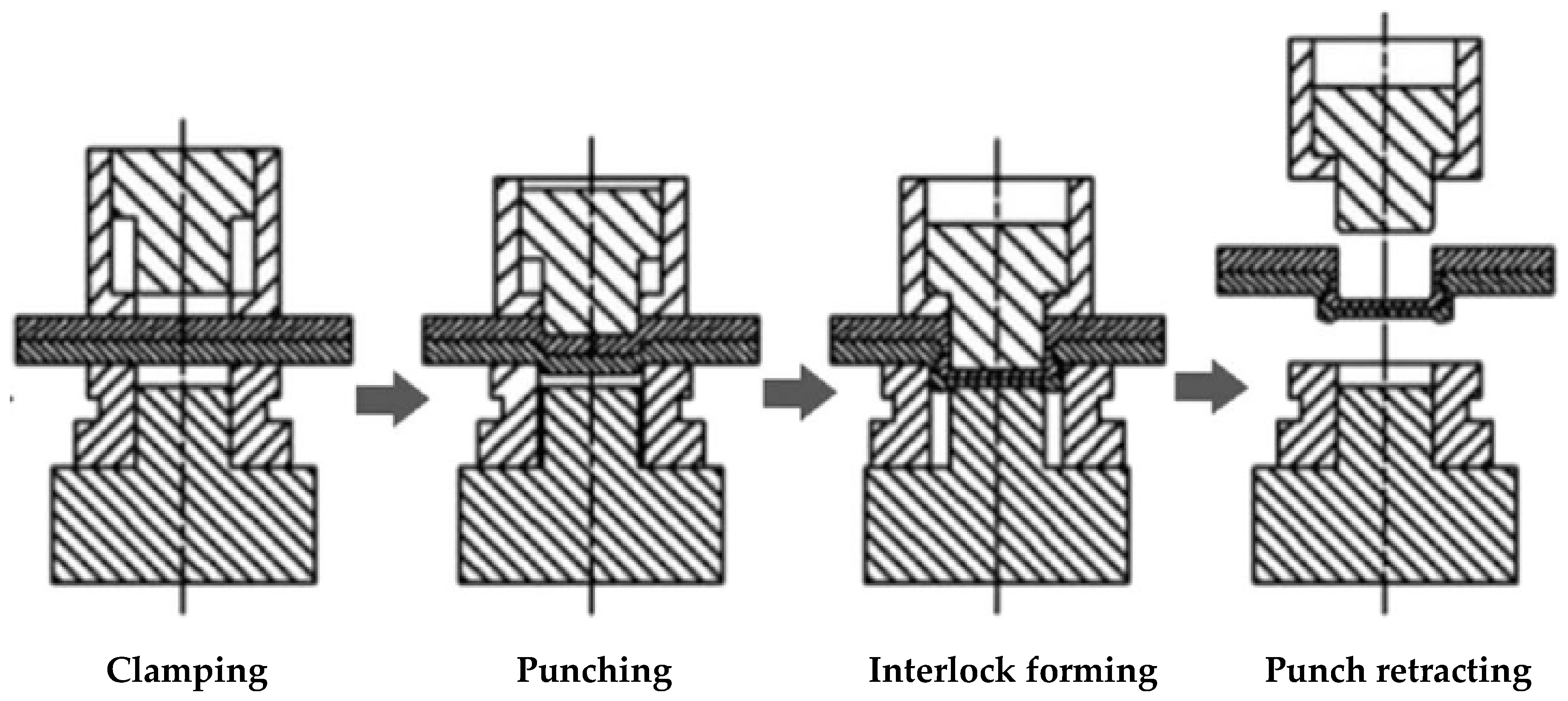
3.6.2. Clinching

- Short cycle time (the joining time is less than a second);
- Reduced cost and weight: the process does not involve additional elements such as screws, rivets, or adhesives;
- No pre-holes are required;
- Able to join similar or dissimilar materials including metals, polymers, wood, and composite materials;
- Ease automation;
- Eco-friendly: no pre-treatments with solvents and other harmful liquids required;
- High fatigue strength;
- Cleanness: the process does not produce sparks or fumes.
- Not suitable for brittle materials;
- Relatively low joint strength;
- Relatively high force required;
- Two side access required;
- A joint button left on one side.
3.6.3. Recent Development of SPR and Clinching for Aluminium Castings
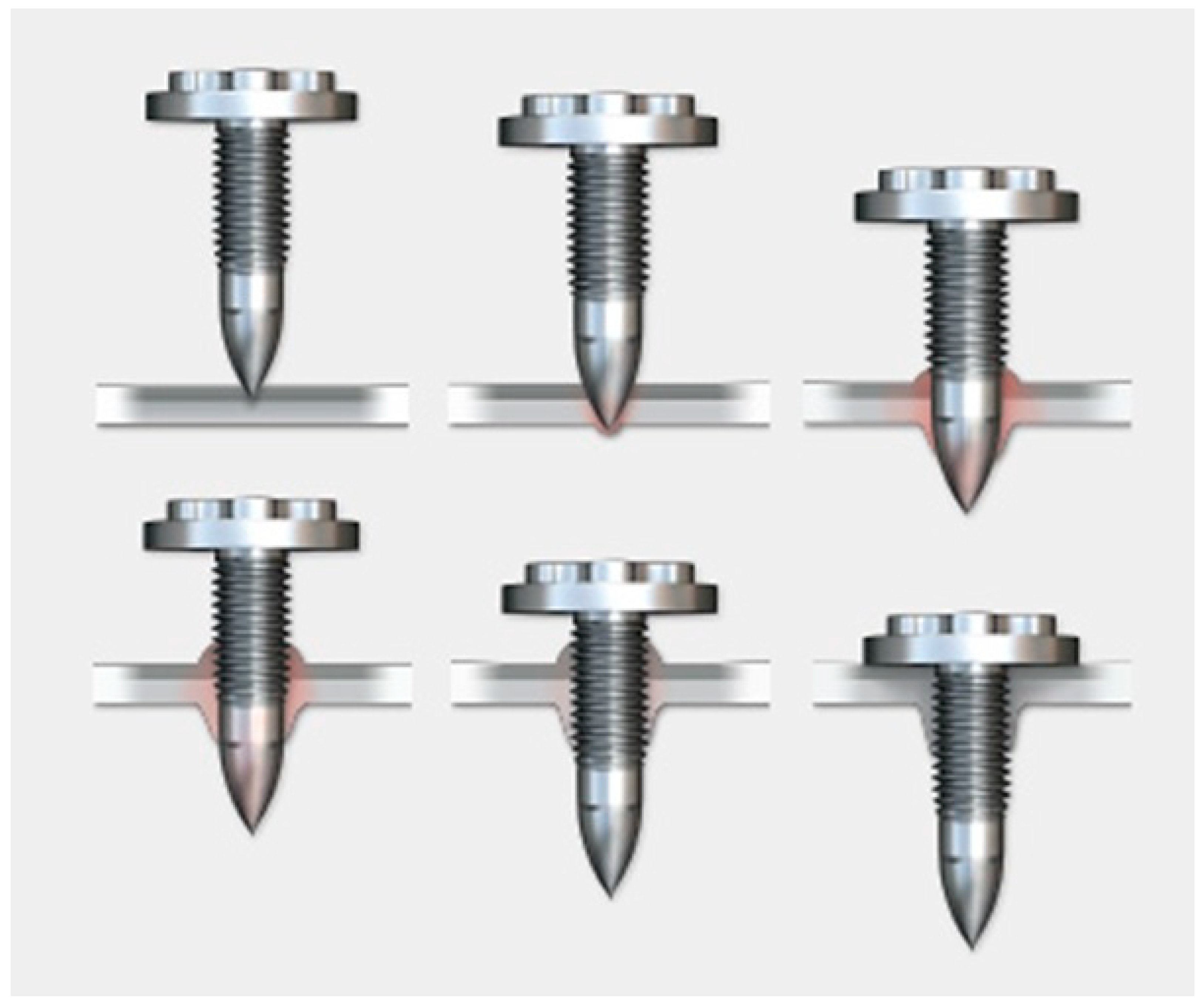
3.6.4. Flow Drill Screw
- One-sided accessibility;
- Removable and high quality screw joint, without part preparations, such as pre-drilling or punching;
- No tolerance problems with clearance or threaded holes;
- No material waste and no swarf;
- Use with various sheet surfaces;
- High loosening torque and vibration resistance, no need for additional safety elements;
- Easy removal and recycling;
- Repeat assemblies are also possible with metric screws.
- Relatively long cycle time (2–6 s);
- Added weight and cost from the screws;
- Not suitable for painted, plastic coated, galvanized, or heat treated materials;
- A sharp end protruded out on one side.
- GM Opel, for the aluminum space frame in the Speedster.
- Jaguar Land Rover, for the aluminium body in white in the XK, XJ, XF, XE and Range Rover.
- Lotus Cars, for the aluminium chassis in Proton and Evora.
- Volkswagen, for the cover of the entry step on the Cross Touran.
- ThyssenKrupp, for body panels on the Lamborghini.
- Fehrer Automotive and Alcoa, for body panels.
- Porsche 911 and Boxter.
- Ford F150, for body panels.
3.7. Other Joining Methods
4. Current Issues of Cast Aluminium Welding
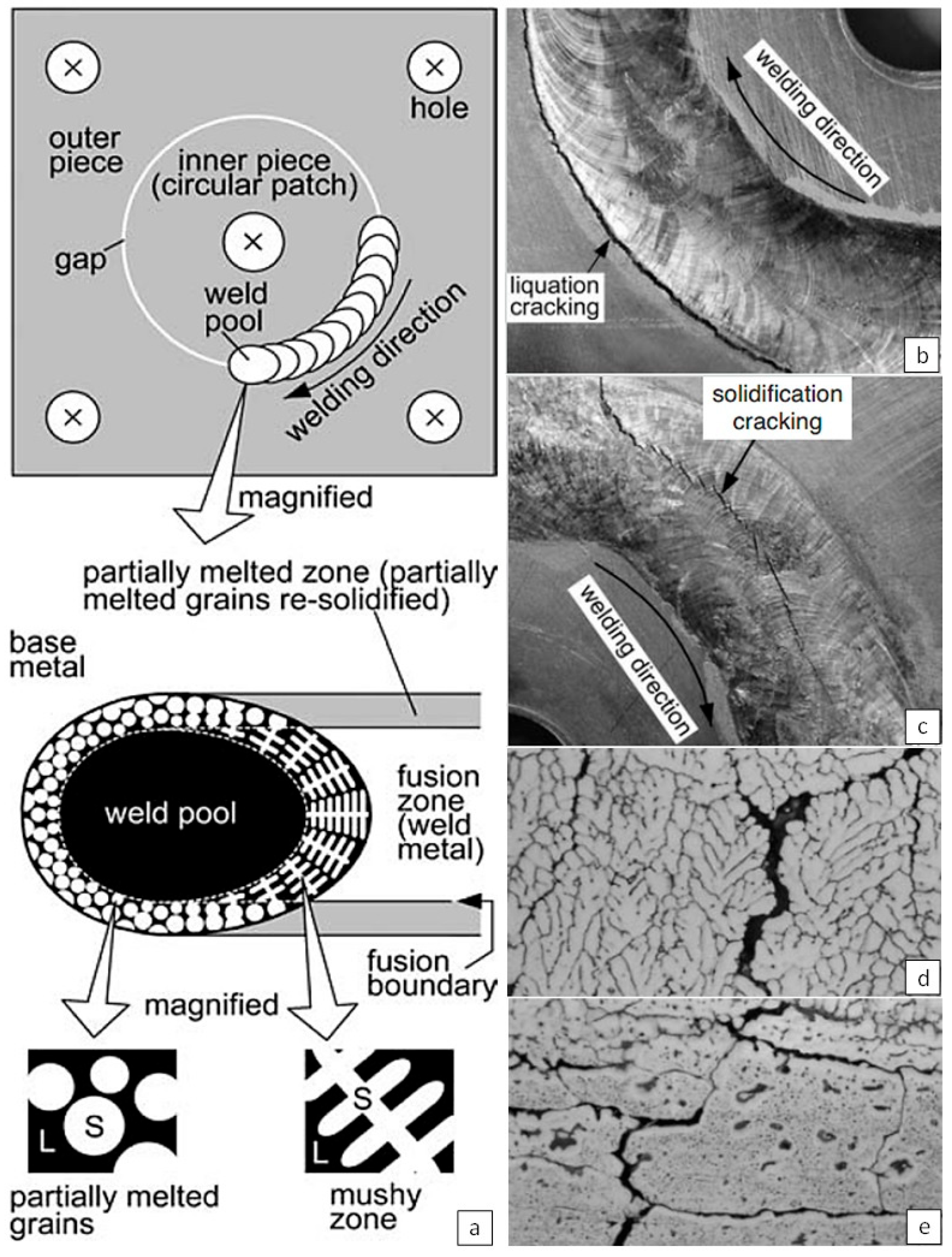
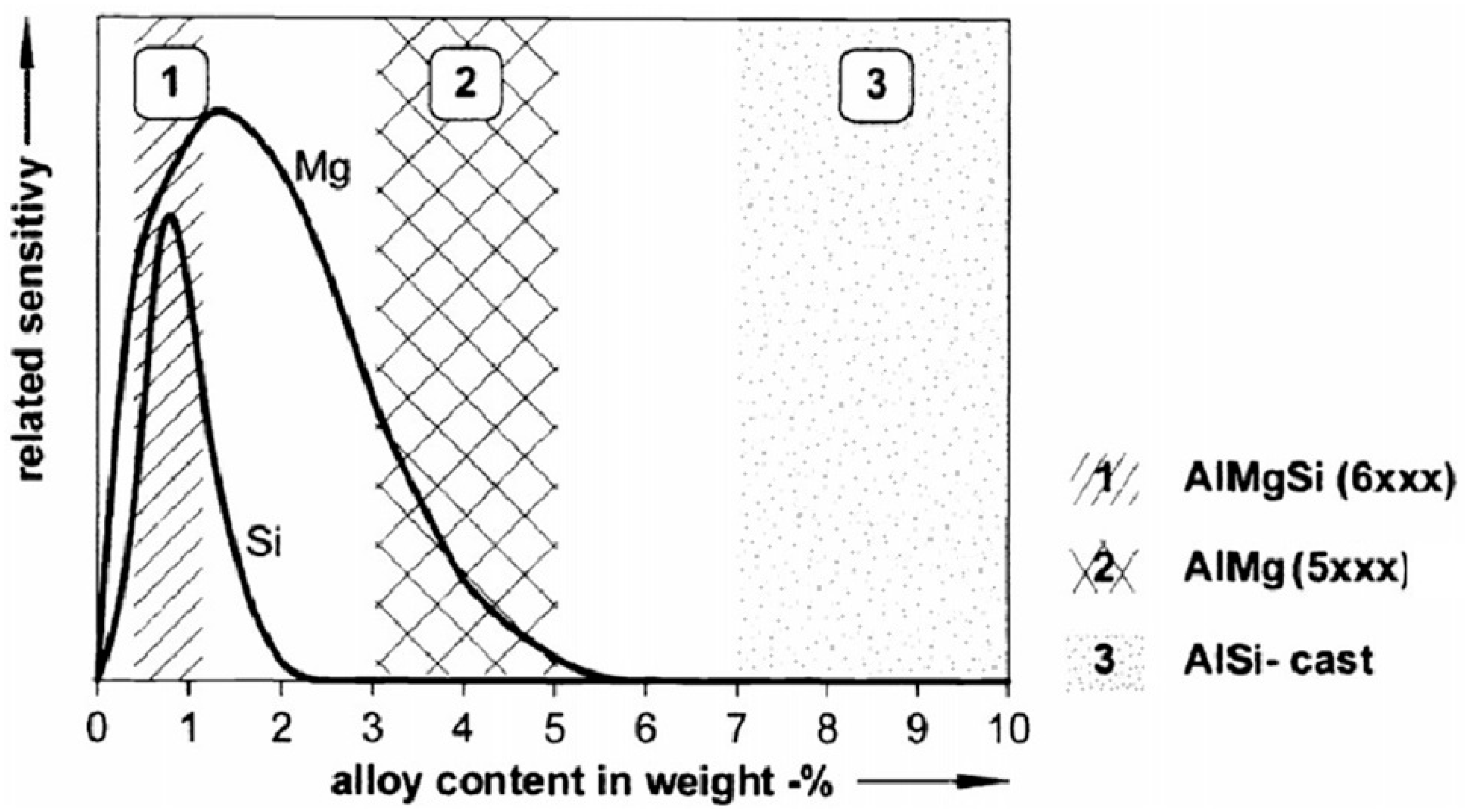
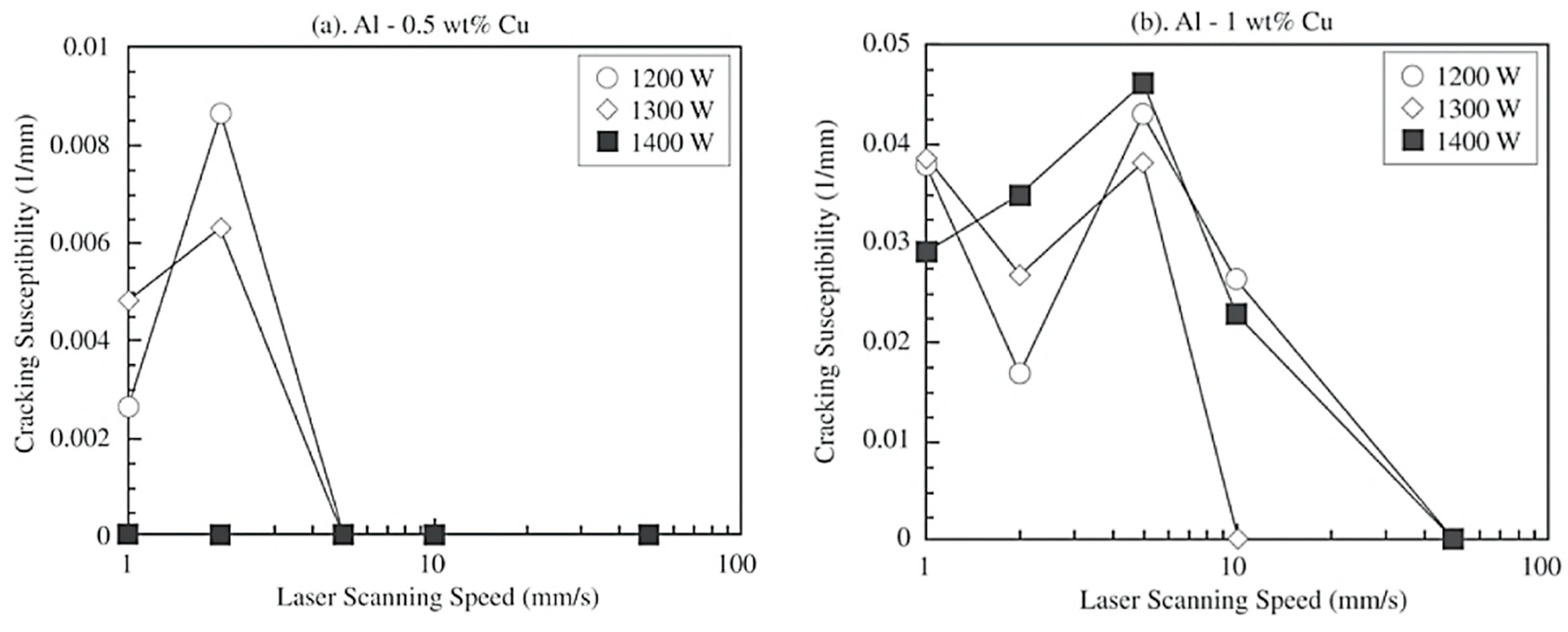
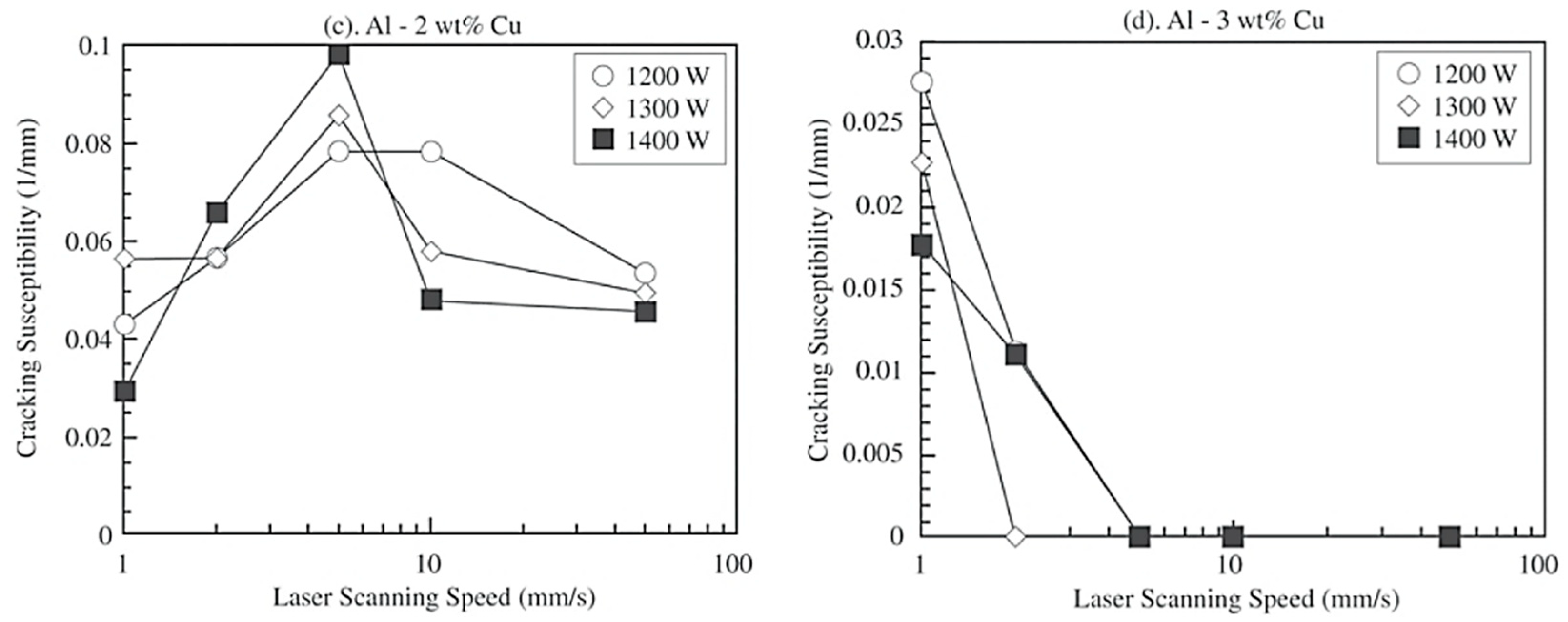
4.1. Hot Cracking
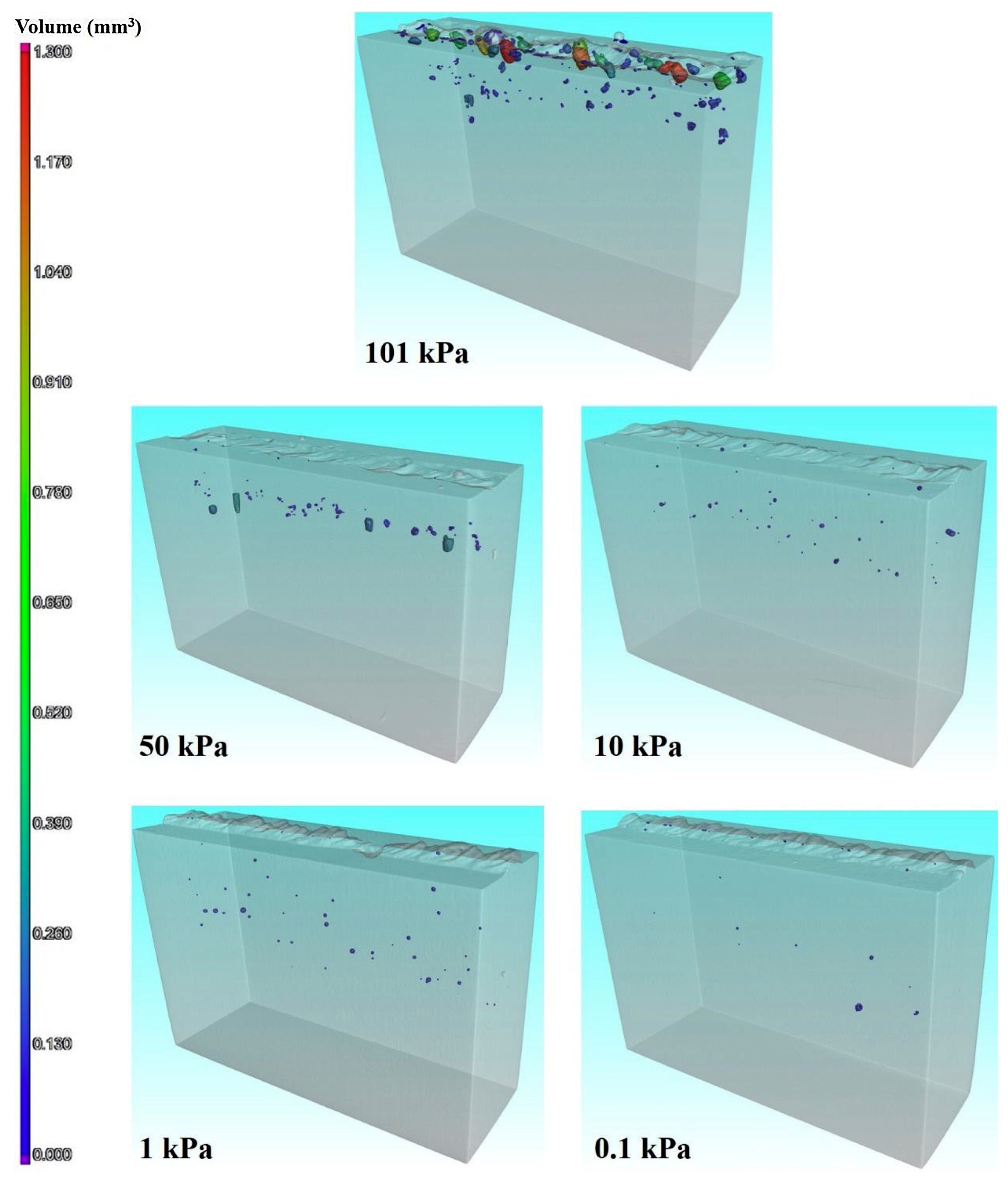
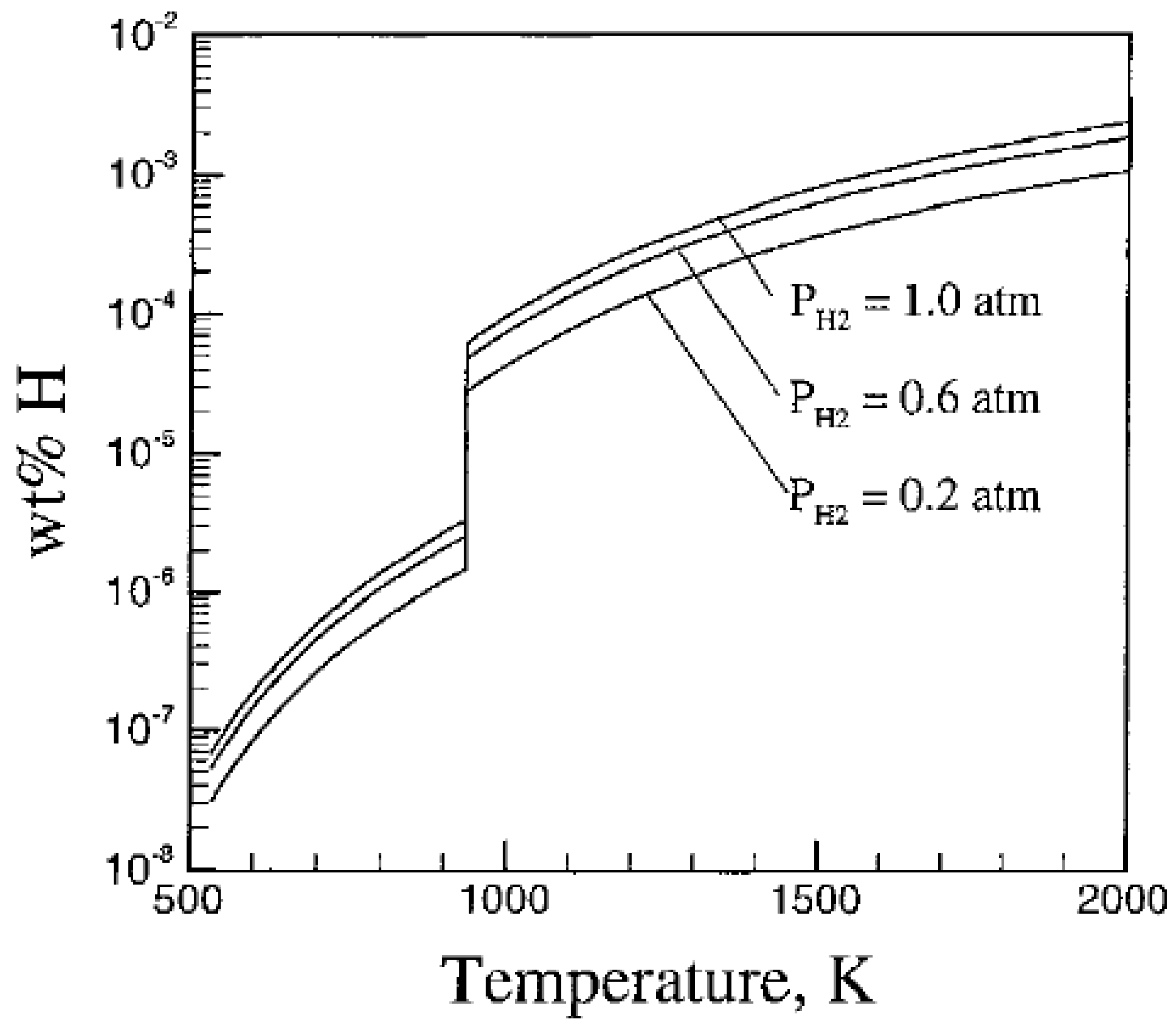
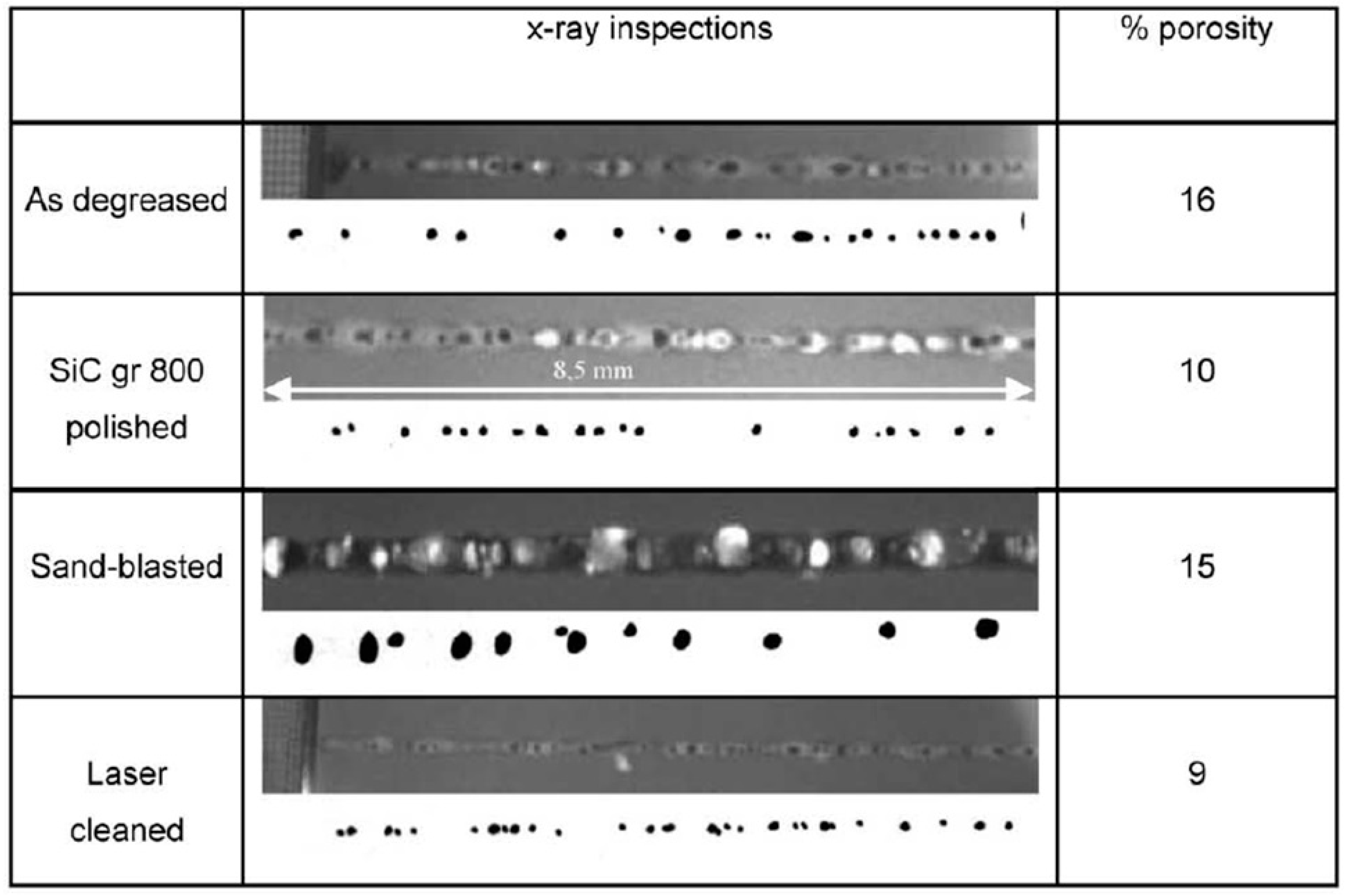
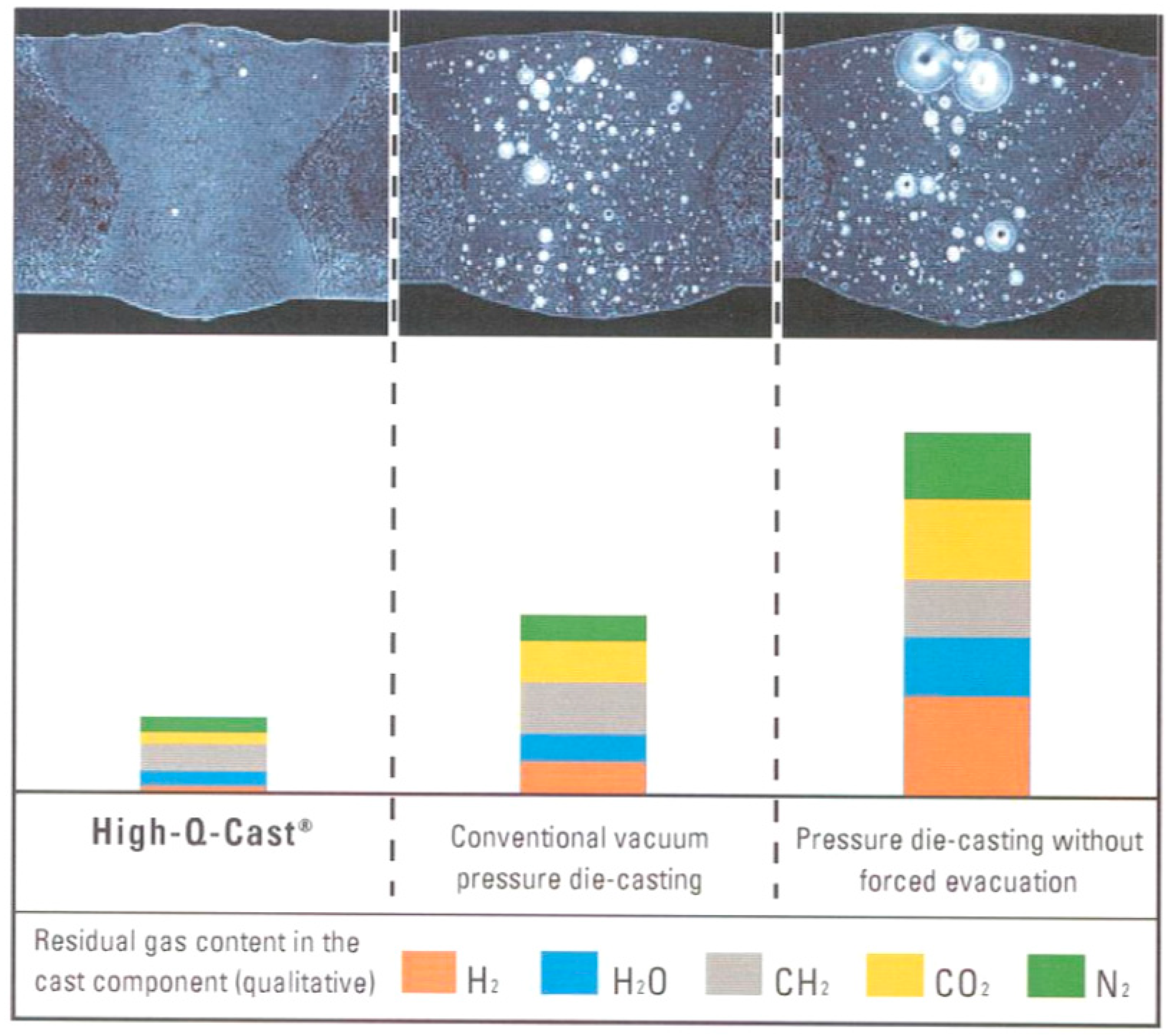
4.2. Porosity
5. Summary and Outlook
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- EAA. Cast alloys and products. In The Aluminium Automotive Manual; European Aluminium Association: Bruxelles, Belgium, 2002. [Google Scholar]
- EAA. Design with aluminium. In The Aluminium Automotive Manual; European Aluminium Association: Bruxelles, Belgium, 2011. [Google Scholar]
- Leitermann, W.; Christlem, J. The 2nd-Generation Audi Space Frame of the A2: A Trendsetting All-Aluminium Car Body Concept in a Compact Class Car; Society of Automotive Engineers of Korea: Seoul, Korea, 2000. [Google Scholar]
- Morris, C. First Model Y Megacasting Produced at Tesla’s Gigafactory Texas. 2021. Available online: https://chargedevs.com/newswire/first-model-y-megacasting-produced-at-teslas-gigafactory-texas/ (accessed on 15 December 2022).
- Vidaña, N.F. Automotive aluminum castings and market trends. In Proceedings of the North America Automotive Metals Conference, Dearborn, MI, USA, 2–3 September 2015. [Google Scholar]
- Drimal, D.; Kolenic, F.; Kovac, L. Mass production welding of die-cast aluminium alloys by electron beam. J. Electrotech. Electron. (E+E) 2018, 53, 119–124. [Google Scholar]
- Dittrich, D.; Axel, J.; Jens, S.; Eckhard, B. Laser beam welding of atmosphere aluminum die cast material using high frequency beam oscillation and brilliant beam sources. J. Laser Appl. 2017, 29, 022425. [Google Scholar] [CrossRef]
- Vu, D.T. How to Cast Aluminum: Comparison of Aluminum Casting Methods. Available online: https://vietnamcastiron.com/aluminum-casting-process/ (accessed on 9 January 2023).
- Žbontar, M.; Petrič, M.; Mrvar, P. The Influence of Cooling Rate on Microstructure and Mechanical Properties of AlSi9Cu3. Metals 2021, 11, 186. [Google Scholar] [CrossRef]
- Powell, B.R.; Krajewski, P.E.; Luo, A.A. Chapter 4—Magnesium alloys for lightweight powertrains and automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing: Sawston, UK, 2021; pp. 125–186. [Google Scholar]
- Hu, H.; Wang, Y.; Chu, Y.; Cheng, P.; Alpas, A.T. Solution Heat Treatment of Vacuum High Pressure Die Cast Aluminum Alloy A380. NADCA Trans. 2005, 7, 61–73. [Google Scholar]
- Hwang, L.-R.; Gung, C.-H.; Shih, T.-S. A study on the qualities of GTA-welded squeeze-cast A356 alloy. J. Mater. Process. Technol. 2001, 116, 101–113. [Google Scholar] [CrossRef]
- Wang, Y. Solution treatment of vacuum high pressure die cast aluminum alloy A380. In Electrical and Computer Engineering; University of Windsor: Windsor, ON, Canada, 2004. [Google Scholar]
- Zyska, A.; Boroń, K. Comparison of the Porosity of Aluminum Alloys Castings Produced by Squeeze Casting. Manuf. Technol. J. 2021, 21, 725–734. [Google Scholar] [CrossRef]
- Wiesner, S. Wirtschaftliche Herstellung von Gasarmem, Schweißbarem Aluminium-Druckguß; Technische Universität Braunschweig: Braunschweig, Germany, 2003. [Google Scholar]
- Meneghini, A.; Tomesani, L. Chill material and size effects on HTC evolution in sand casting of aluminum alloys. J. Mater. Process. Technol. 2005, 162–163, 534–539. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Carneiro, V.H. The Role of Acoustic Pressure during Solidification of AlSi7Mg Alloy in Sand Mold Casting. Metals 2019, 9, 490. [Google Scholar] [CrossRef]
- Sakakibara, Y.; Sugiura, M.; Takada, Y.; Hayashi, H.; Suzuki, T.; Hayashi, Y.; Masuda, R.; Taguchi, M.; Inaba, K.; Kaida, K. Reduction of gum emitted from shell mold during casting aluminum alloy. J. Mater. Process. Technol. 2005, 168, 354–359. [Google Scholar] [CrossRef]
- Baumeister, G.; Buqezi-Ahmeti, D.; Glaser, J.; Ritzhaupt-Kleissl, H.-J. New approaches in microcasting: Permanent mold casting and composite casting. Microsyst. Technol. 2011, 17, 289–300. [Google Scholar] [CrossRef]
- Kachold, F.; Singer, R. Mechanical Properties of Carbon Fiber-Reinforced Aluminum Manufactured by High-Pressure Die Casting. J. Mater. Eng. Perform. 2016, 25, 3128–3133. [Google Scholar] [CrossRef]
- Luo, A.; Sachdev, A.; Powell, B. Advanced casting technologies for lightweight automotive applications. China Foundry 2010, 1, 42–48. [Google Scholar]
- Kang, H.-J.; Jang, H.-S.; Oh, S.-H.; Yoon, P.-H.; Lee, G.-H.; Park, J.-Y.; Choi, Y.-S. Effect of Injected Oxygen Amount on the Gas Porosity and Mechanical Properties of a Pore-Free Die-Cast Al–Si–Cu Alloy. Metals 2021, 11, 1805. [Google Scholar] [CrossRef]
- Jiang, J.; Li, M.; Wang, Y. Research development of squeeze casting technology of aluminum alloy. Chin. J. Nonferrous Met. 2021, 31, 2313–2329. [Google Scholar]
- Souissi, S.; Ben Amar, M.; Bradai, C. Microstructure characterization and tensile properties of direct squeeze cast and gravity die cast 2017A wrought Al alloy. Int. J. Mater. Form. 2013, 6, 249–254. [Google Scholar] [CrossRef]
- Hassasi, S.A.; Abbasi, M.; Hosseinipour, S.J. Parametric Investigation of Squeeze Casting Process on the Microstructure Characteristics and Mechanical Properties of A390 Aluminum Alloy. Int. J. Met. 2020, 14, 69–83. [Google Scholar] [CrossRef]
- Chen, Q.; Zhao, W.; Jiang, J.; Huang, M.; Li, M.; Wang, Y.; Deng, C.; Zou, D. Effect of T6 heat treatment on microstructure and mechanical properties of large-weight aluminum alloy flywheel housing parts formed by local-loading squeeze casting. J. Mater. Res. Technol. 2023, 24, 1612–1625. [Google Scholar] [CrossRef]
- Zhu, Q.; Zhao, Z.; Cui, J.; Wang, X.; Qin, K. Effect of casting speed on surface quality of horizontal direct chill casting 7075 aluminum alloy ingot. Acta Metall. Sin. (Engl. Lett.) 2011, 24, 399–404. [Google Scholar]
- Idar, K.S.; Bjarne, H.; Torstein, S.T. Casting Equipment. U.S. Patent 5678623, 21 October 1997. [Google Scholar]
- Vaagland, B.; John, O.F.; John, E.; Arild, H.; Geir, O.; Terje, I. Arrangement Related to Equipment for Continuous or Semi-Continuous Casting of Metal. U.S. Patent No. 8413711, 9 April 2013. [Google Scholar]
- Chirita, G.; Stefanescu, I.; Barbosa, J.; Puga, H.; Soares, D.; Silva, F.S. On assessment of processing variables in vertical centrifugal casting technique. Int. J. Cast Met. Res. 2009, 22, 382–389. [Google Scholar] [CrossRef]
- Chen, G.; Tong, M.; Zhu, Z. Study on the macrosegregation of aluminium in centrifugal-cast ZA27 alloy. Mater. Sci. Eng. A 1999, 265, 306–309. [Google Scholar] [CrossRef]
- Adeleke, A.; Oki, M.; Anyim, I.; Ikubanni, P.; Adediran, A.; Balogun, A.O.; Aghogho, O.; Omoniyi, P.; Olabisi, A.; Akinlabi, E. Recent Development in Casting Technology: A Pragmatic Review. J. Compos. Adv. Mater. 2022, 32, 91–102. [Google Scholar] [CrossRef]
- Kirkwood, D.H. Semisolid metal processing. Int. Mater. Rev. 1994, 39, 173–189. [Google Scholar] [CrossRef]
- Winklhofer, J. Semi-Solid Casting of Aluminium from an Industrial Point of View. In Solid State Phenomena; Trans Tech Publications Ltd.: Zurich, Switzerland, 2019; Volume 285, pp. 24–30. [Google Scholar]
- Zamani, M. Al-Si Cast Alloys-Microstructure and Mechanical Properties at Ambient and Elevated Temperatures. Ph.D. Thesis, Jönköping University, School of Engineering, Jönköping, Sweden, 2017; p. 66. [Google Scholar]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Lazarev, N.; Isheim, D.; Schmitz, G.; Matsumura, S.; Banhart, J. The role of strontium in modifying aluminium–silicon alloys. Acta Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Wang, L.; Shivkumar, S. Strontium modification of aluminium alloy castings in the expendable pattern casting process. J. Mater. Sci. 1995, 30, 1584–1594. [Google Scholar] [CrossRef]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Averkin, A.I.; Korchunov, B.N.; Nikanorov, S.P.; Osipov, V.N. The effect of strontium on the mechanical properties of aluminum–silicon alloy. Tech. Phys. Lett. 2016, 42, 201–203. [Google Scholar] [CrossRef]
- Haque, M.M. Effects of strontium on the structure and properties of aluminium-silicon alloys. J. Mater. Process. Technol. 1995, 55, 193–198. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Hot Shear Butt Welding. UK Patent GB9125978D0, 6 December 1991. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Mahoney, M.W.; Bingel, W.H.; Spurling, R.A.; Bampton, C.C. Effects of friction stir welding on microstructure of 7075 Aluminum. Scr. Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Liu, G.; Murr, L.E.; Niou, C.S.; McClure, J.C.; Vega, F.R. Microstructural aspects of the friction-stir welding of 6061-T6 Aluminum. Scr. Mater. 1997, 37, 355–361. [Google Scholar] [CrossRef]
- Benavides, S.; Li, Y.; Murr, L.E.; Brown, D.; McClure, J.C. Low-temperature friction-stir welding of 2024 Aluminum. Scr. Mater. 1999, 41, 809–815. [Google Scholar] [CrossRef]
- Mishra, R. Mechanical properties of friction stir welded aluminum alloys. In The International Conference on Jointing of Advanced and Specialty Materials III; ASM International: Almere, The Netherlands, 2000. [Google Scholar]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Leonard, A.J. Microstructure and ageing behaviour of FSWs in aluminium alloys 2014A-T651 and 7075-T651. In Proceedings of the 2nd Friction Stir Welding Symposium, Gothenburg, Sweden, 27–28 June 2000. [Google Scholar]
- He, X.; Gu, F.; Ball, A. A review of numerical analysis of friction stir welding. Prog. Mater. Sci. 2014, 65, 1–66. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, H. Effect of process parameters on quality of friction stir welds. Cailiao Yanjiu Xuebao/Chin. J. Mater. Res. 2006, 20, 504–512. [Google Scholar]
- Zhang, Z.; Zhang, H.W. Numerical studies on controlling of process parameters in friction stir welding. J. Mater. Process. Technol. 2009, 209, 241–270. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, A.; Ren, J.; Sato, Y.S.; Kokawa, H.; Miyake, M.; Yan, D. Temperature and force response characteristics of friction stir welding on Invar 36 alloy. Sci. Technol. Weld. Join. 2013, 18, 232–238. [Google Scholar] [CrossRef]
- Nagano, Y.; Jogan, S.; Hashimoto, T. Mechanical properties of aluminium die casting joined by FSW, Friction Stir Welding. In Proceedings of the 3rd International Symposium, Kobe, Japan, 27–28 September 2001. [Google Scholar]
- James, M.; Mahoney, M. Residual stress measurements in friction stir welded aluminium alloys. In Proceedings of the First International Symposium on Friction Stir Welding, Thousand Oaks, CA, USA, 14–16 June 1999. [Google Scholar]
- Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. Effect of welding parameters on microstructure in the stir zone of FSW joints of aluminum die casting alloy. Mater. Lett. 2006, 60, 3830–3837. [Google Scholar] [CrossRef]
- Nami, H.; Adgi, H.; Sharifitabar, M.; Shamabadi, H. Microstructure and mechanical properties of friction stir welded Al/Mg2Si metal matrix cast composite. Mater. Des. 2011, 32, 976–983. [Google Scholar] [CrossRef]
- John Baruch, L.; Raju, R.; Balasubramanian, V.; Rao, A.G.; Dinaharan, I. Influence of Multi-pass Friction Stir Processing on Microstructure and Mechanical Properties of Die Cast Al–7Si–3Cu Aluminum Alloy. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 431–440. [Google Scholar] [CrossRef]
- Silva-Magalhães, A.; Cederqvist, L.; De Backer, J.; Håkansson, E.; Ossiansson, B.; Bolmsjö, G. A Friction Stir Welding case study using Temperature Controlled Robotics with a HPDC Cylinder Block and dissimilar materials joining. J. Manuf. Process. 2019, 46, 177–184. [Google Scholar] [CrossRef]
- Thomä, M.; Wagner, G.; Straß, B.; Conrad, C.; Wolter, B.; Benfer, S.; Fürbeth, W. Recent Developments for Ultrasonic-Assisted Friction Stir Welding: Joining, Testing, Corrosion—An Overview. IOP Conf. Series Mater. Sci. Eng. 2016, 118, 012014. [Google Scholar] [CrossRef]
- Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. Three defect types in friction stir welding of aluminum die casting alloy. Mater. Sci. Eng. A 2006, 415, 250–254. [Google Scholar] [CrossRef]
- Van Haver, W.; Stassart, X.; de Meester, B.; Dhooge, A. Friction Stir Welding of Aluminium High Pressure Die Castings: Parameter Optimisation and Gap Bridgeability. Weld. World 2008, 52, 20–29. [Google Scholar] [CrossRef]
- Srinivasan, R.; Ramesh, A.; Athithanambi, A. Effect of Axial Force on Microstructure and Mechanical Properties of Friction Stir Welded Squeeze Cast A413 Aluminium Alloy. Mater. Today Proc. 2018, 5, 13486–13494. [Google Scholar] [CrossRef]
- Birol, Y.; Kasman, S. Effect of Welding Parameters on the Microstructure and Strength of Friction Stir Weld Joints in Twin Roll Cast EN AW Al-Mn1Cu Plates. J. Mater. Eng. Perform. 2013, 22, 3024–3033. [Google Scholar] [CrossRef]
- Lee, W.B.; Yeon, Y.M.; Jung, S.B. The improvement of mechanical properties of friction-stir-welded A356 Al alloy. Mater. Sci. Eng. A 2003, 355, 154–159. [Google Scholar] [CrossRef]
- Jayaraman, M.; Balasubramanian, V. Effect of process parameters on tensile strength of friction stir welded cast A356 aluminium alloy joints. Trans. Nonferrous Met. Soc. China 2013, 23, 605–615. [Google Scholar] [CrossRef]
- Kumar Maurya, S.; Kumar, R.; Krishna Mishra, S.; Sharma, A.; Singh Yadav, A.; Ranjan Kar, V. Friction stir welding of cast aluminum alloy (A319): Effect of process parameters. Mater. Today: Proc. 2022, 56, 1024–1033. [Google Scholar] [CrossRef]
- Li, W.; Yang, Q.; Zhang, Z.; Gao, D. Effect of weld curvature radius and tool rotation direction on joint microstructure in friction stir welding casting alloys. Mater. Des. 2014, 53, 124–128. [Google Scholar] [CrossRef]
- Kokubo, M.; Kazui, S.; Kaneuchi, T.; Takayama, Y.; Kato, H.; Hirano, S. Relation between Strength and Microstructure in Friction Stir Welded Joints of A383 and A5052 Aluminum Alloys. Mater. Sci. Forum 2007, 539–543, 3789–3794. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H. Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum. Metall. Mater. Trans. A 2001, 32, 3023–3031. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints. Mater. Charact. 2008, 59, 1168–1177. [Google Scholar] [CrossRef]
- Chen, Y.C.; Liu, H.J.; Feng, J.C. Effect of post-weld heat treatment on the mechanical properties of 2219-O friction stir welded joints. J. Mater. Sci. 2006, 41, 297–299. [Google Scholar] [CrossRef]
- Boonchouytan, W.; Chatthong, J.; Rawangwong, S.; Burapa, R. Effect of Heat Treatment T6 on the Friction Stir Welded SSM 6061 Aluminum Alloys. Energy Procedia 2014, 56, 172–180. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Waldo, S. Investigation of the T4 and T6 Heat Treatment Cycles of SemiSolid Processed Aluminium Alloy A356. Open Mater. Sci. J. 2010, 2, 11–18. [Google Scholar] [CrossRef]
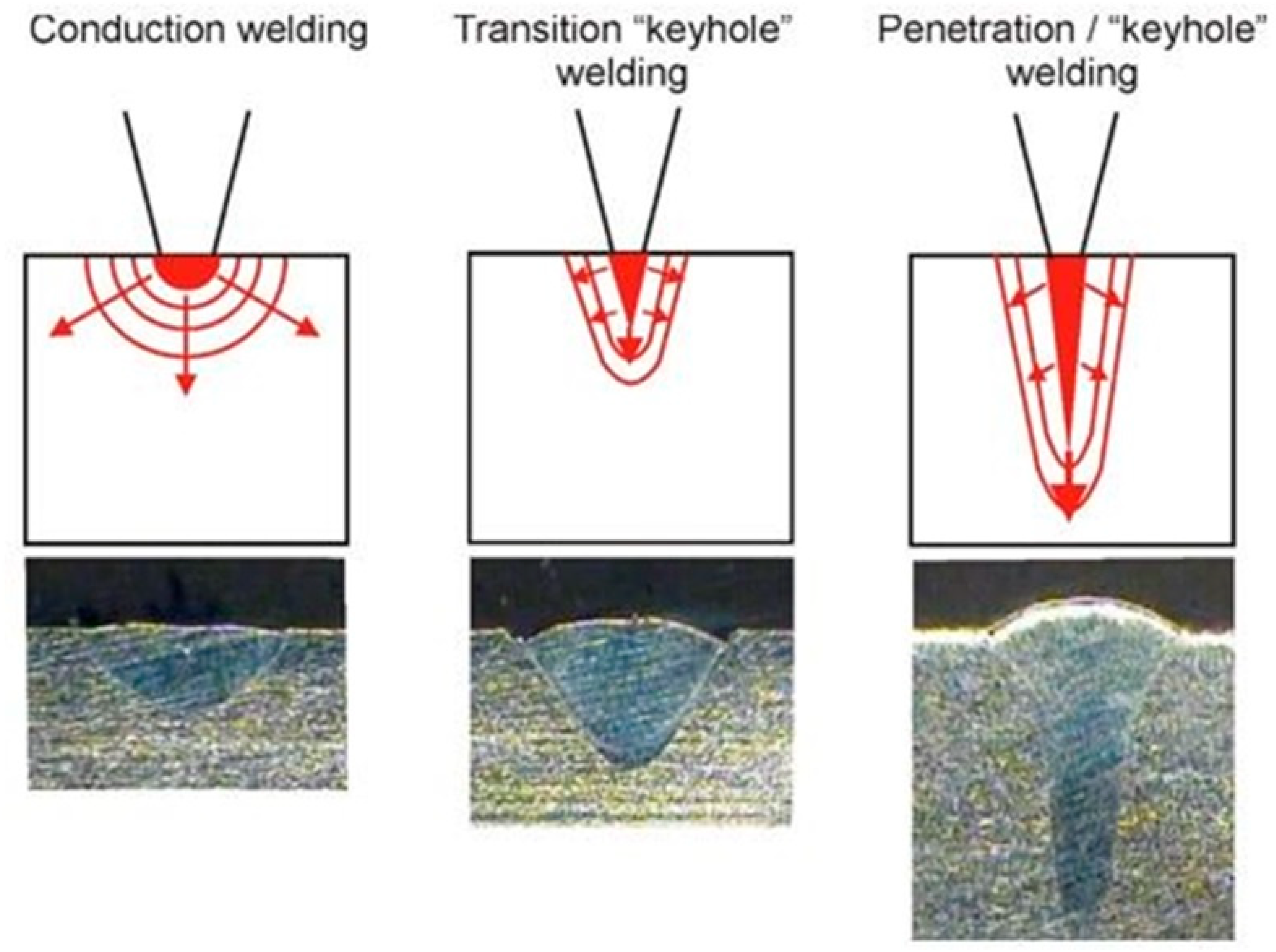
- Laser Welding Modes: Conduction, Transition, & Keyhole Welding. 2016. Available online: https://amadaweldtech.com/blog/laser-welding-modes-conduction-transition-keyhole-welding/#:~:text=There%20are%20three%20basic%20weld,and%20penetration%20or%20keyhole%20mode (accessed on 20 April 2023).
- Industrial. Available online: http://www.akelalaser.com/markets/industrial/ (accessed on 1 October 2022).
- ISO 13919-1:1996; Welding-Electron and Laser-Beam Welded Joints-Guidance on Quality Levels for Imperfections-Part1 Steel. ISO: Geneva, Switzerland, 1997.
- ISO 13919-2:2001; Welding-Electron and Laser-Beam Welded Joints-Guidance on Quality Levels for Imperfections-Part2 Aluminium and Its Weldable Alloys. ISO: Geneva, Switzerland, 2001.
- Graudenz, M.; Baur, M. 21-Applications of laser welding in the automotive industry. In Handbook of Laser Welding Technologies; Katayama, S., Ed.; Woodhead Publishing: Sawston, UK, 2013; pp. 555–574. [Google Scholar]
- Maeda, K.; Kumagai, M.; Namba, K.; Abe, N. Applicability of diode laser to welding of aluminium alloys. Weld. Int. 2003, 17, 860–863. [Google Scholar] [CrossRef]
- Sánchez-Amaya, J.; Boukha, Z.; Amaya Vázquez, M.R.; Botana, J. Weldability of aluminum alloys with high-power diode laser. Weld. J. 2012, 91, 155–161. [Google Scholar]
- Mazumder, J. Laser Welding: State of the Art Review. JOM 1982, 34, 16–24. [Google Scholar] [CrossRef]
- Kacar, I.; Ozturk, F.; Yilbas, B. A review of and current state-of-the-art in laser beam welding in the automotive industry. Lasers Eng. 2016, 33, 327–338. [Google Scholar]
- Cao, X.; Wallace, W.; Poon, C.; Immarigeon, J.P. Research and Progress in Laser Welding of Wrought Aluminum Alloys. I. Laser Welding Processes. Mater. Manuf. Process. 2003, 18, 1–22. [Google Scholar] [CrossRef]
- Völkers, S.; Böhm, S.; Somonov, V. Porosity reduction in the laser beam welding of aluminium die cast alloys through the overlapping of mechanically induced sound waves. J. Phys. Conf. Ser. 2018, 1109, 012019. [Google Scholar] [CrossRef]
- Wiesner, S.; Rethmeier, M.; Wohlfart, H. MIG and laser welding of aluminium alloy pressure die cast parts with wrought profiles. Weld. Int. 2005, 19, 130–133. [Google Scholar] [CrossRef]
- EAA. Beam welding. In The Aluminium Automotive Manual; European Aluminium Association: Bruxelles, Belgium, 2015. [Google Scholar]
- Gao, M.; Chen, C.; Hu, M.; Guo, L.; Wang, Z.; Zeng, X. Characteristics of plasma plume in fiber laser welding of aluminum alloy. Appl. Surf. Sci. 2015, 326, 181–186. [Google Scholar] [CrossRef]
- Löveborn, D.; Larsson, J.K.; Persson, K.A. Weldability of Aluminium Alloys for Automotive Applications. Phys. Procedia 2017, 89, 89–99. [Google Scholar] [CrossRef]
- Winkler, R. Porenbildung beim Laserstrahlschweissen von Aluminium-Druckguss; Universität Stuttgart: Stuttgart, Germany, 2004. [Google Scholar]
- Teichmann, F.; Müller, S.; Dilger, K. Investigations on dual laser beam welding of aluminum high pressure die castings at reduced ambient pressure. J. Laser Appl. 2018, 30, 032420. [Google Scholar] [CrossRef]
- Tsushima, K.; Shibata, K.; Sakamoto, H. Mechanical properties of aluminium die castings welded by Nd:YAG laser beams. Weld. Int. 2005, 19, 193–198. [Google Scholar] [CrossRef]
- Akhter, R.; Ivanchev, L.; Van Rooyen, C.; Kazadi, P.; Burger, H.P. Laser Welding of SSM Cast A356 Aluminium Alloy Processed with CSIR-Rheo Technology. Solid State Phenom. 2006, 116–117, 173–176. [Google Scholar] [CrossRef]
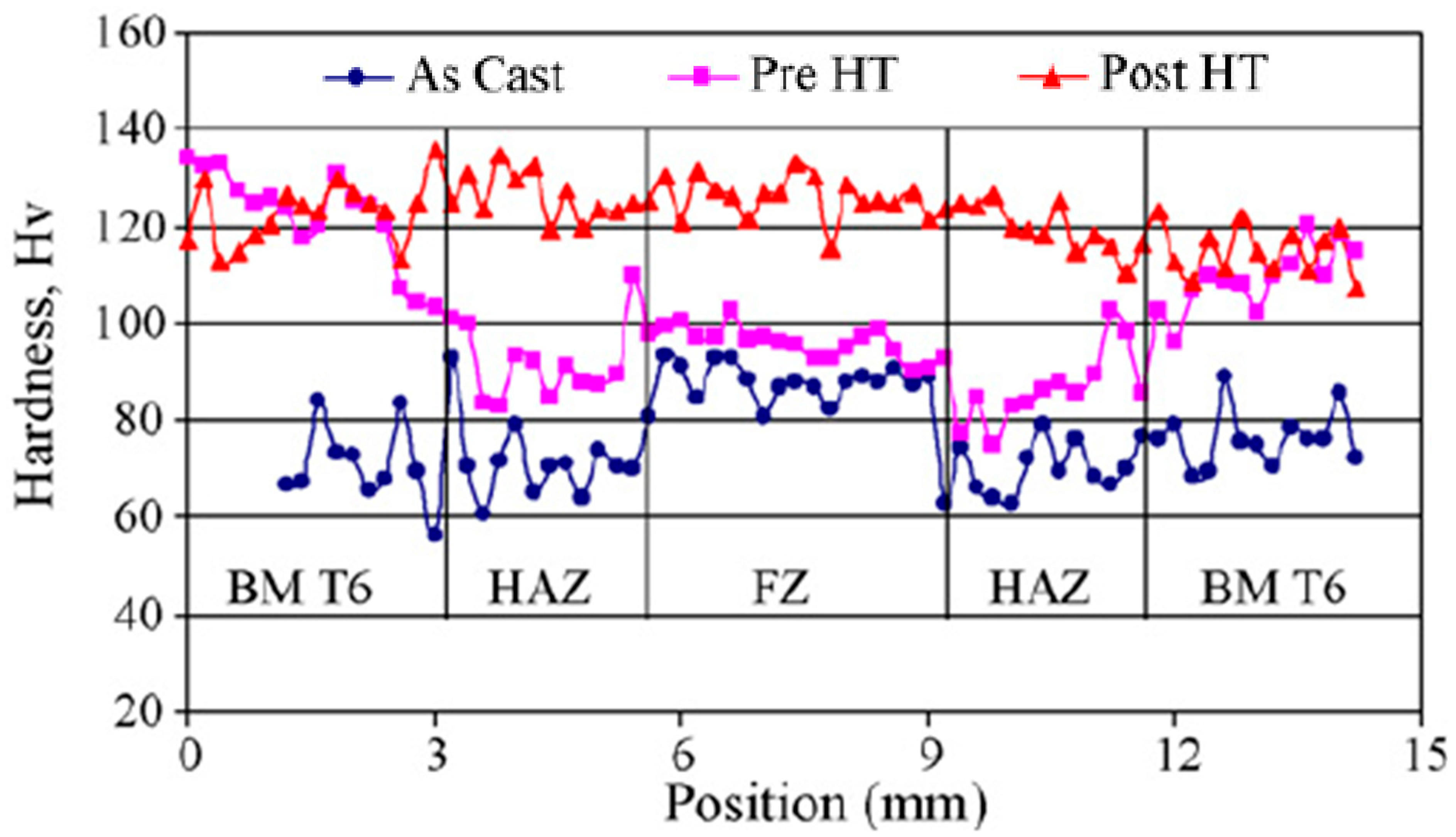
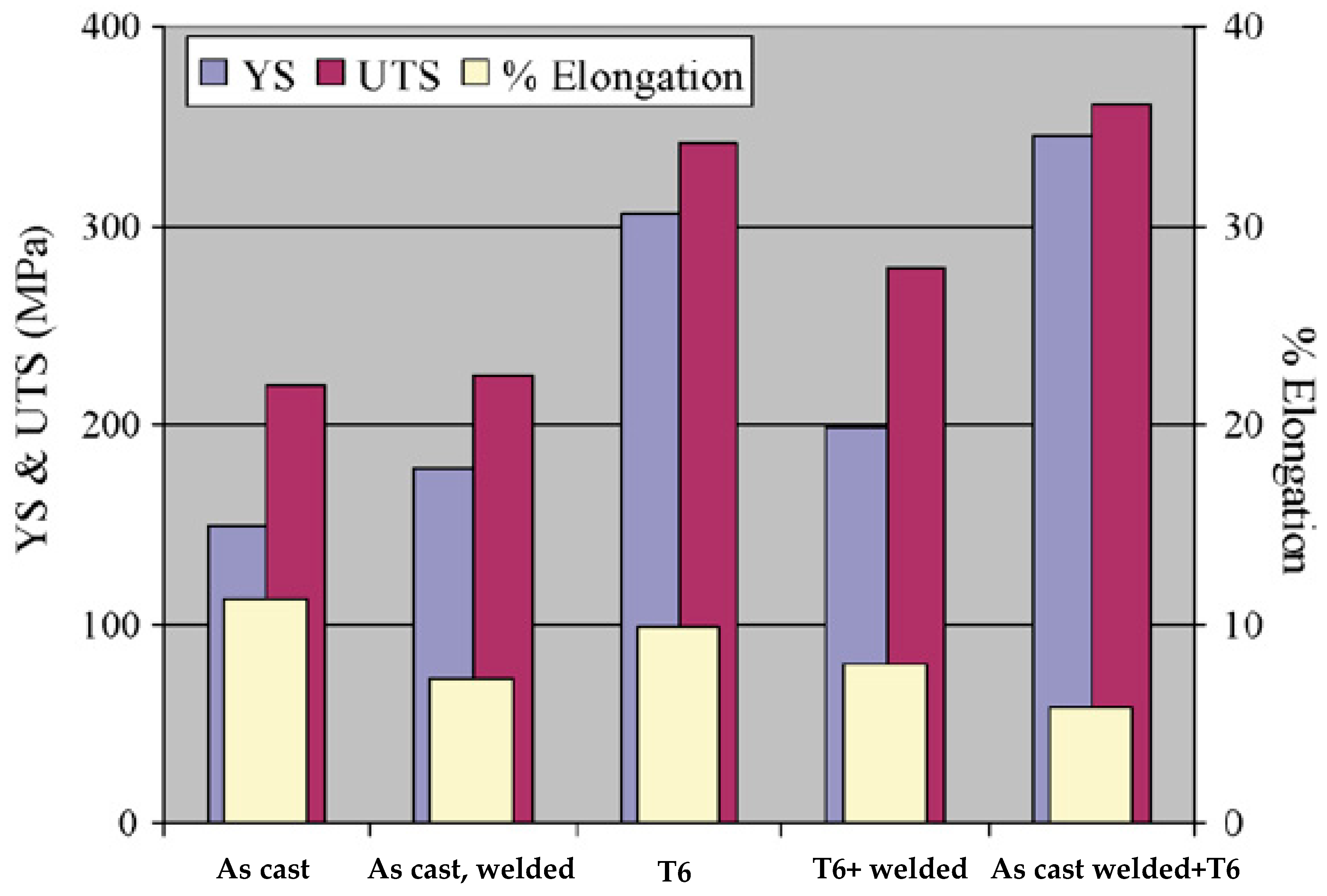
- Akhter, R.; Ivanchev, L.; Burger, H.P. Effect of pre/post T6 heat treatment on the mechanical properties of laser welded SSM cast A356 aluminium alloy. Mater. Sci. Eng. A 2007, 447, 192–196. [Google Scholar] [CrossRef]
- Fritzsche, A.; Hilgenberg, K.; Teichmann, F.; Pries, H.; Dilger, K.; Rethmeier, M. Improved degassing in laser beam welding of aluminum die casting by an electromagnetic field. J. Mater. Process. Technol. 2018, 253, 51–56. [Google Scholar] [CrossRef]
- Jiang, M.; Chen, X.; Chen, Y.; Tao, W. Mitigation of porosity defects in fiber laser welding under low vacuum. J. Mater. Process. Technol. 2020, 276, 116385. [Google Scholar] [CrossRef]
- Jiang, M.; Wang, T.; Chen, Y. Laser Welding under Vacuum: A Review. Appl. Sci. 2017, 7, 909. [Google Scholar] [CrossRef]
- Katayama, S.; Kobayashi, Y.; Mizutani, M.; Matsunawa, A. Effect of vacuum on penetration and defects in laser welding. J. Laser Appl. 2001, 13, 187–192. [Google Scholar] [CrossRef]
- Cai, C.; Peng, G.C.; Li, L.Q.; Chen, Y.B.; Qiao, L. Comparative study on laser welding characteristics of aluminium alloy under atmospheric and subatmospheric pressures. Sci. Technol. Weld. Join. 2014, 19, 547–553. [Google Scholar] [CrossRef]
- Teichmann, F.; Müller, S.; Dilger, K. On the occurrence of weld bead porosity during laser vacuum welding of high pressure aluminium die castings. Procedia Cirp 2018, 74, 438–441. [Google Scholar] [CrossRef]
- Govender, G.; Ivanchev, L.; Hope, D.; Burger, H.; Kunene, G. Comparative study on laser welding and TIG welding of semi-solid high pressure die cast A356 aluminium alloy. In Proceedings of the 5th Decennial International Conference on Solidification Processing, England, UK, 23–25 July 2007. [Google Scholar]
- Welding Parameters for Gas Metal Arc Welding. Available online: http://www.robot-welding.com/arc_welding_parameters.htm (accessed on 28 November 2018).
- Welding Parameters and Techniques. MIG Handbook. Available online: https://www.esabna.com/euweb/mig_handbook/592mig7_1.htm (accessed on 28 November 2018).
- EAA. Car Body-Body Structures. In The Aluminium Automotive Manual; European Aluminium Association: Bruxelles, Belgium, 2013. [Google Scholar]
- Dausinger, F. Laser welding of aluminum alloys: From fundamental investigation to industrial application. In Advanced High-Power Lasers and Applications; SPIE: Bellingham, WA, USA, 2000. [Google Scholar]
- Wang, M.; Hu, H. Fusion Welding of Vacuum High Pressure Die Cast Aluminum Alloy A356 and Wrought Alloy 6061. SAE Int. J. Mater. Manuf. 2013, 6, 299–303. [Google Scholar] [CrossRef]
- Wang, M. Joining Vacuum High Pressure Die Cast Aluminum Alloy A356 Subjected to Heat Treatment to Wrought Alloy 6061. Master’s Thesis, Universty of Windsor, Windsor, ON, Canada, 2013. [Google Scholar]
- Takhti, S.; Reihanian, M.; Ashrafi, A. Microstructure characterization and mechanical properties of gas tungsten arc welded cast A356 alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 2137–2146. [Google Scholar] [CrossRef]
- Kumar, T.S.; Balasubramanian, V.; Babu, S.; Sanavullah, M.Y. Effect of pulsed current GTA welding parameters on the fusion zone microstructure of AA 6061 aluminium alloy. Met. Mater. Int. 2007, 13, 345–351. [Google Scholar] [CrossRef]
- Ratnakumar, K.; Srinivasa Rao, K. Microstructure and pitting corrosion of partially melted zones of A356 Al-Si alloy welds. Trans. Indian Inst. Met. 2008, 61, 283–291. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Davidson, C.J.; Griffiths, J.R. The deformation and fracture behaviour of an Al-Si-Mg casting alloy. Mater. Sci. Eng. A 1995, 197, 171–179. [Google Scholar] [CrossRef]
- Ribic, B.; Palmer, T.A.; DebRoy, T. Problems and issues in laser-arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]
- Acherjee, B. Hybrid laser arc welding: State-of-art review. Opt. Laser Technol. 2018, 99, 60–71. [Google Scholar] [CrossRef]
- Shi, G.; Hilton, P.; Booth, G.; Punshon, C. Enhancements to Power Beam Welding Processes for Land Transport. In Proceedings of the IIW Annual Assembly 2004, Osaka, Japan, 11–16 July 2004. [Google Scholar]
- Quintino, L.; Miranda, R.; Dilthey, U.; Iordachescu, D.; Banasik, M.; Stano, S. Laser Welding of Structural Aluminium. In Structural Connections for Lightweight Metallic Structures; Moreira, P.M.G.P., da Silva, L.F.M., de Castro, P.M.S.T., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 33–57. [Google Scholar]
- Katayama, S.; Naito, Y.; Uchiumi, S.; Mizutani, M. Physical Phenomena and Porosity Prevention Mechanism in Laser-Arc Hybrid Welding. Trans. JWRI 2006, 35, 13–18. [Google Scholar]
- Principles of Electron Beam Welding. Available online: https://www.keyence.com/ss/products/measure/welding/electron-beam/mechanism.jsp (accessed on 7 January 2023).
- Węglowski, M.S.; Błacha, S.; Phillips, A. Electron beam welding–Techniques and trends–Review. Vacuum 2016, 130, 72–92. [Google Scholar] [CrossRef]
- Electron Beam Welding. Available online: https://www.bodycote.com/services/metal-joining/electron-beam-welding/ (accessed on 8 January 2023).
- Elliott, S. Electron Beam Welding of C/Mn Steels—Toughness and Fatigue Properties. Weld. J. 1984, 63, 8s–16s. [Google Scholar]
- Reisgen, U.; Senger, A.; Olschok, S. Electron beam welding in atmosphere of aluminum die casting alloys made of different qualities. Weld. World 2018, 62, 1207–1213. [Google Scholar] [CrossRef]
- Siddharth, P.N.; Narayanan, C.S. A review on Electron Beam Welding process. J. Phys. Conf. Ser. 2020, 1706, 012208. [Google Scholar] [CrossRef]
- Elmer, J.W.; Giedt, W.H.; Eagar, T.W. The transition from shallow to deep penetration during electron beam welding. Weld. J. 1990, 69, 167s–176s. [Google Scholar]
- Das, D.; Dinda, S.K.; Das, A.K.; Pratihar, D.K.; Roy, G.G. Study of micro-porosity in electron beam butt welding. Int. J. Adv. Manuf. Technol. 2022, 121, 4583–4600. [Google Scholar] [CrossRef]
- Okubo, M.; Takenaka, K. Dissimilar joints between Al-Mg A5052 wrought alloy and AC7A castings made by electron beam and gas tungsten arc welding. Weld. Int. 1997, 11, 346–352. [Google Scholar] [CrossRef]
- Li, D.; Chrysanthou, A.; Patel, I.; Williams, G. Self-piercing riveting—A review. Int. J. Adv. Manuf. Technol. 2017, 92, 1777–1824. [Google Scholar] [CrossRef]
- Moss, S.; Mahendran, M. Structural behaviour of self-piercing riveted connections in steel framed housing. In Proceedings of the 16th International Specialty Conference on Cold-Formed Steel Structures, Orlando, FL, USA, 17–18 October 2002; pp. 748–761. [Google Scholar]
- Moss, S.R.; Mahendran, M. Structural behaviour of self-piercing riveted connections in G300 and G550 thin sheet steels. In Proceedings of the Int’l Conference on Advances in Structures; AA Balkema Publishers: London, UK, 2003; Volume 1–2, pp. 275–280. [Google Scholar]
- Litherland, H. Self-piercing riveting for aluminium applications. In Proceedings of the Seventh International Conference INALCO’98, Cambridge, UK, 15–17 April 1998; pp. 135–147. [Google Scholar]
- Abe, Y.; Kato, T.; Mori, K. Joinability of aluminium alloy and mild steel sheets by self piercing rivet. J. Mater. Process. Technol. 2006, 177, 417–421. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Audi. Self-Study Programme 383 “Audi TT Coupé ‘07-Body”. Available online: http://www.volkspage.net/technik/ssp/ssp/SSP_383.pdf (accessed on 1 November 2022).
- Mortimer, J. Jaguar uses X350 car to pioneer use of self-piercing rivets. Ind. Robot Int. J. 2001, 28, 192–198. [Google Scholar] [CrossRef]
- Mortimer, J. Jaguar “Roadmap” rethinks self-piercing technology. Ind. Robot Int. J. 2005, 32, 209–213. [Google Scholar] [CrossRef]
- Mortimer, J. Atlas Copco swallows Henrob of SPR fame. In Auto Industry Newsletter; 2015; Available online: http://autoindustrynewsletter.blogspot.com/2015/01/atlas-copco-swallows-henrob-of-spr-fame.html (accessed on 3 April 2023).
- Szondy, D. Aluminum gives 2016 Jaguar XF a light touch. New Atlas, 7 April 2015. [Google Scholar]
- Henrob. Automotive. Available online: http://www.henrob.com/GB/automotive.php (accessed on 1 November 2022).
- Weber, A. Assembling Ford’s Aluminum Wonder Truck. Assembly, 3 March 2015. [Google Scholar]
- Coldwell, D.; Briskham, P. Assembly of the 2015 Ford F150 Using Henrob Self-Piercing Rivet Technology; Automotive Circle International Insight Edition; Ford: Dearborn, MI, USA, 2015. [Google Scholar]
- Liu, Y.; Zhang, L.; Liu, W.; Wang, P.C. Single-sided piercing riveting for adhesive bonding in vehicle body assembly. J. Manuf. Syst. 2013, 32, 498–504. [Google Scholar] [CrossRef]
- Peng, H.; Chen, C.; Ren, X.; Wu, J. Development of clinching process for various materials. Int. J. Adv. Manuf. Technol. 2022, 119, 99–117. [Google Scholar] [CrossRef]
- Peng, H.; Chen, C.; Zhang, H.; Ran, X. Recent development of improved clinching process. Int. J. Adv. Manuf. Technol. 2020, 110, 3169–3199. [Google Scholar] [CrossRef]
- Thies, L. Blechverbindung. In Deutsches Reichspatent; Reichspatentgesetz: Berlin, Germany, 1897. [Google Scholar]
- Dingfeld, G. Fastening engineering. 25 Years of clinch technology-A process has shaped up nicely. Konstruktion 2006, 10, 47–49. [Google Scholar]
- What Is Clinching and How Does It Work? Available online: https://www.twi-global.com/technical-knowledge/faqs/faq-what-is-clinching-and-how-does-it-work (accessed on 5 January 2023).
- Lee, C.-J.; Kim, J.-Y.; Lee, S.-K.; Ko, D.-C.; Kim, B.-M. Design of mechanical clinching tools for joining of aluminium alloy sheets. Mater. Des. 2010, 31, 1854–1861. [Google Scholar] [CrossRef]
- Lambiase, F.; Durante, M.; Ilio, A.D. Fast joining of aluminum sheets with Glass Fiber Reinforced Polymer (GFRP) by mechanical clinching. J. Mater. Process. Technol. 2016, 236, 241–251. [Google Scholar] [CrossRef]
- He, X. Clinching for sheet materials. Sci. Technol. Adv. Mater. 2017, 18, 381–405. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Meng, D.; Zhang, J.; Han, Q. The effect of heat treatment on die casting aluminum to apply self-pierce riveting. Int. J. Adv. Manuf. Technol. 2020, 109, 2409–2419. [Google Scholar] [CrossRef]
- Zhang, D.L.; Zheng, L.H.; StJohn, D.H. Effect of a short solution treatment time on microstructure and mechanical properties of modified Al–7wt.%Si–0.3wt.%Mg alloy. J. Light Met. 2002, 2, 27–36. [Google Scholar] [CrossRef]
- Neuser, M.; Andreiev, A.; Schaper, M. Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals 2021, 11, 1304. [Google Scholar] [CrossRef]
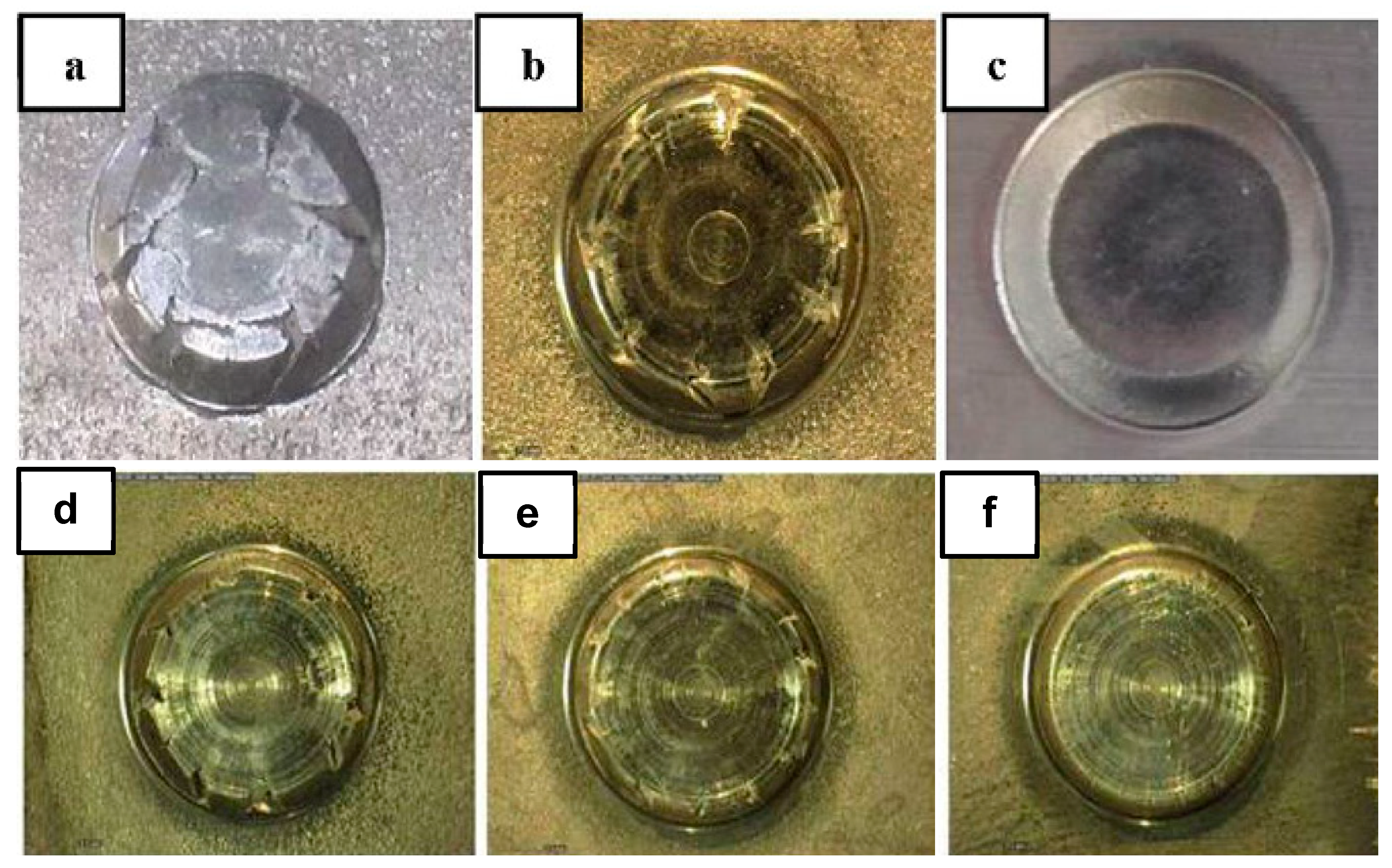
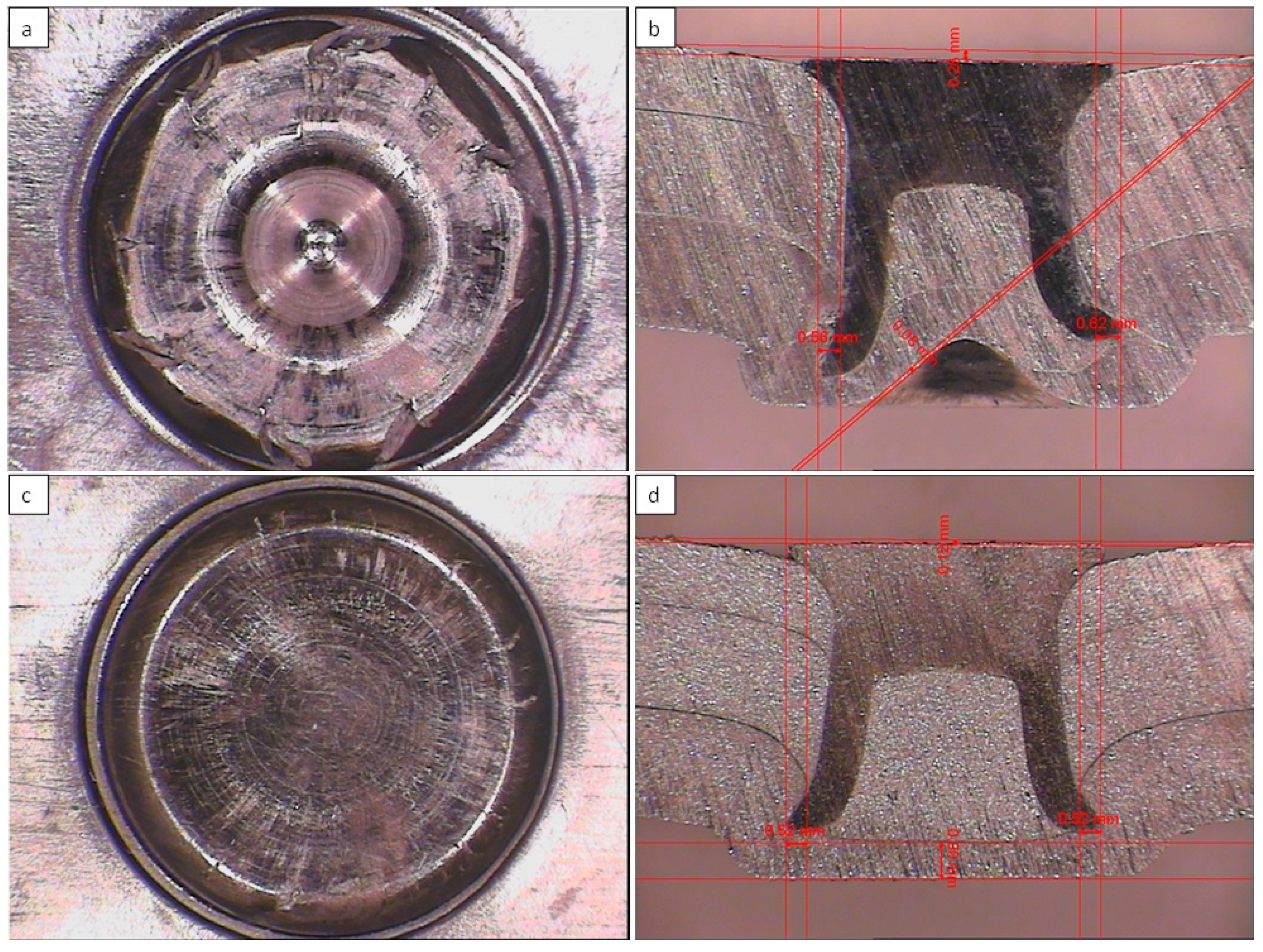
- Neuser, M.; Böhnke, M.; Grydin, O.; Bobbert, M.; Schaper, M.; Meschut, G. Influence of heat treatment on the suitability for clinching of the aluminium casting alloy AlSi9. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 1246–1257. [Google Scholar] [CrossRef]
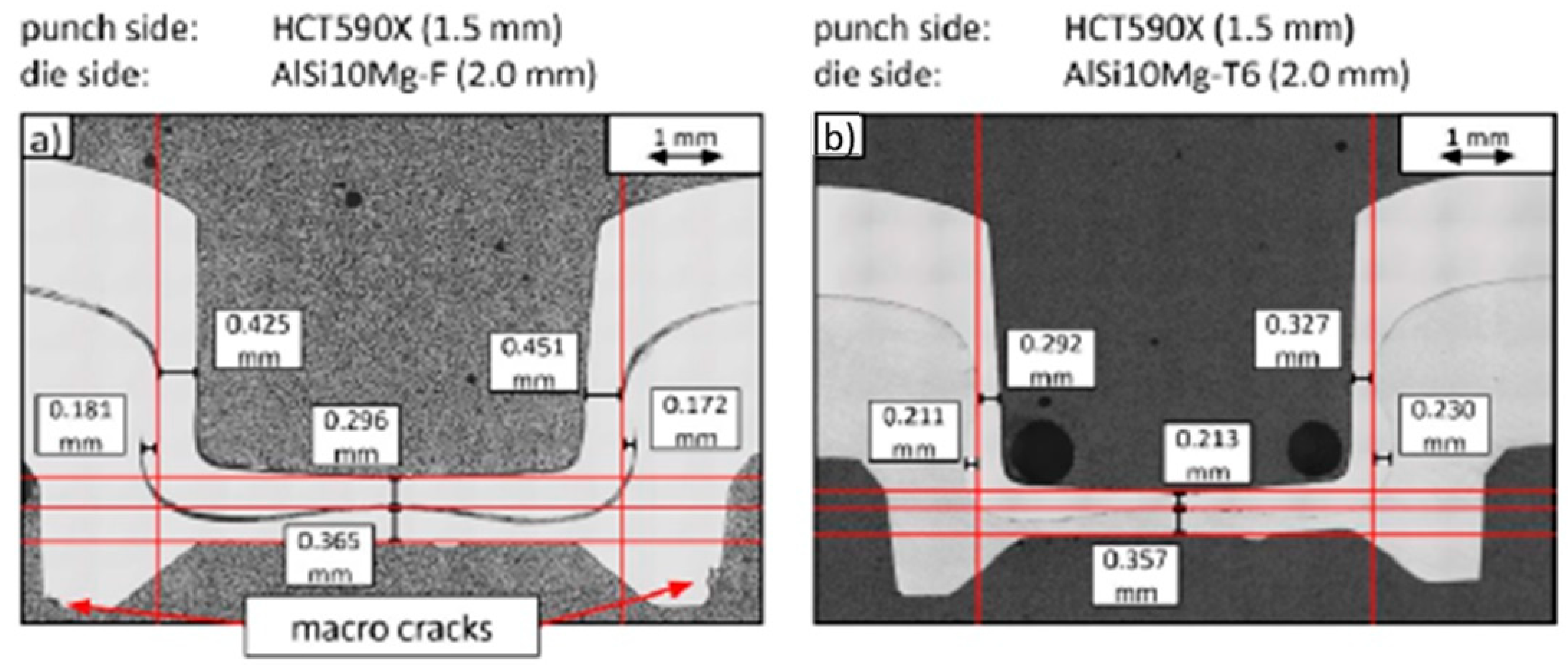
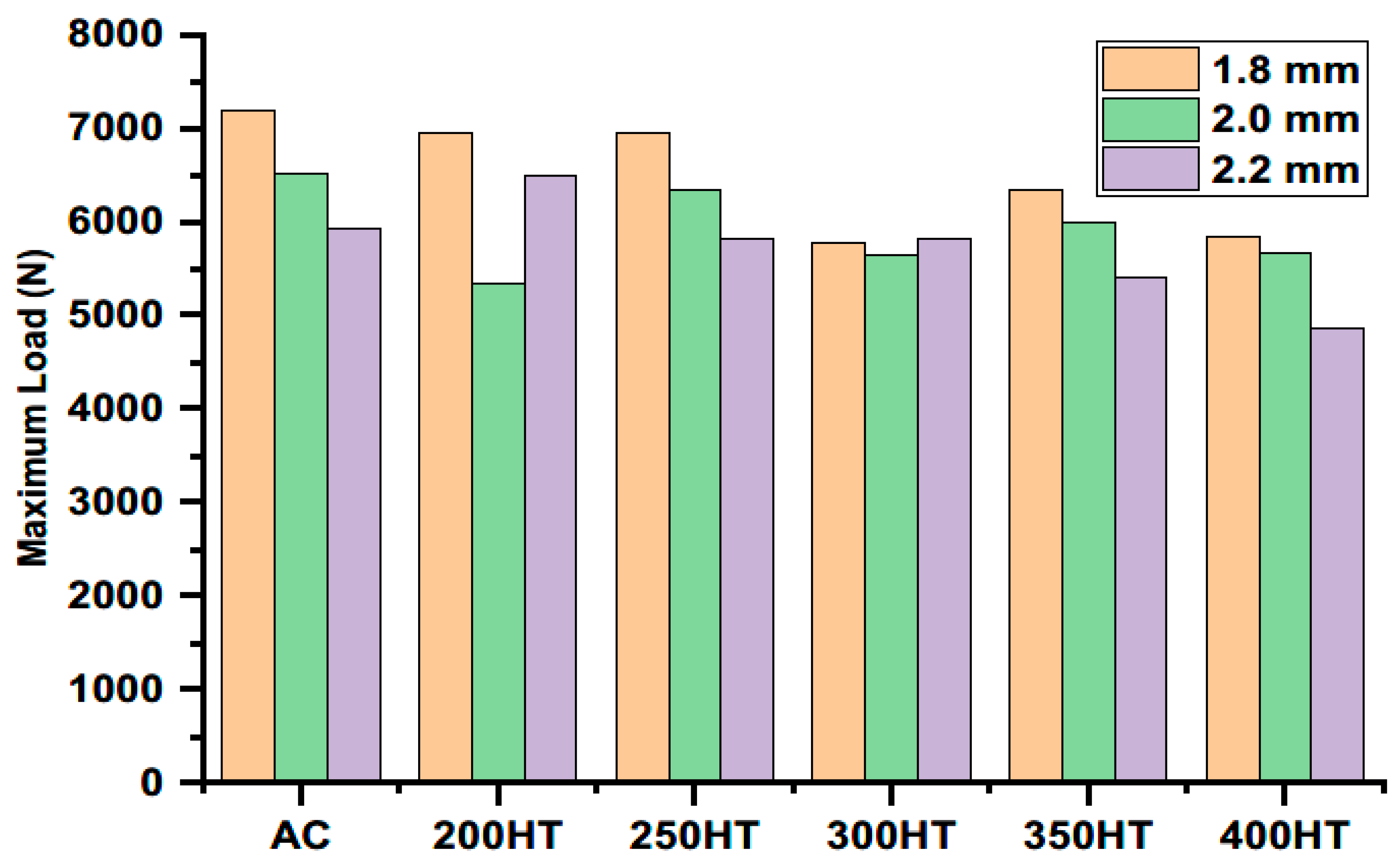
- Neuser, M.; Grydin, O.; Frolov, Y.; Schaper, M. Influence of solidification rates and heat treatment on the mechanical performance and joinability of the cast aluminium alloy AlSi10Mg. Prod. Eng. 2022, 16, 193–202. [Google Scholar] [CrossRef]
- Varghese, P.; Joseph, F.; Varkey, M.J.; Dominic, D.D.; Pooja, M.; Vijeesh, V.; Samuel, K.G. The Effect of Strontium Modification on T6 Heat Treatment Parameters, Microstructure and Hardness of Aluminum Silicon-A356 Alloy. J. Mater. Metall. Eng. 2016, 1, 1–14. [Google Scholar]
- Zhao, X.; Zhang, J.; Chu, Y.L.; Cheng, P.; Meng, D. Research on Joining High Pressure Die Casting Parts by Self-Pierce Riveting (SPR) Using Ring-Groove Die Comparing to Heat Treatment Method; SAE Technical Paper 2020-01-0222; SAE International: Warrendale, PA, USA, 2020. [Google Scholar]
- Zhao, X.; Han, Q.; Chu, Y.; Cheng, P.; Meng, D.; Yan, X. Research on Applying Self-Piercing Riveting (SPR) for Die Casting Aluminum Alloy. In 2018 NADCA Congress; 2018; Available online: https://www.researchgate.net/profile/Qingyou-Han/publication/366673965_Research_on_Applying_Self-Piercing_Riveting_SPR_for_Die_Casting_Aluminum_Alloy/links/63ae2bdac3c99660ebb4b26f/Research-on-Applying-Self-Piercing-Riveting-SPR-for-Die-Casting-Aluminum-Alloy.pdf (accessed on 3 April 2023).
- Li, D.; Han, L.; Lu, Z.; Thornton, M.; Shergold, M. Influence of Die Profiles and Cracks on Joint Buttons on the Joint Quality and Mechanical Strengths of High Strength Aluminium Alloy Joint. Adv. Mater. Res. 2012, 548, 398–405. [Google Scholar] [CrossRef]
- Jäckel, M.; Grimm, T.; Niegsch, R.; Drossel, W.-G. Overview of Current Challenges in Self-Pierce Riveting of Lightweight Materials. Proceedings 2018, 2, 384. [Google Scholar]
- Li, Y.; Wei, Z.; Wang, Z.; Li, Y. Friction Self-Piercing Riveting of Aluminum Alloy AA6061-T6 to Magnesium Alloy AZ31B. J. Manuf. Sci. Eng. 2013, 135, 061007. [Google Scholar] [CrossRef]
- Yang, B.; Ma, Y.; Shan, H.; Li, Y. A Comparative Study of Self-Piercing Riveting and Friction Self-Piercing Riveting of Cast Aluminum Alloy Al–Si7Mg. J. Manuf. Sci. Eng. 2022, 145, 011003. [Google Scholar] [CrossRef]
- Tripp, T.; Breidenbaugh, E. High-Strength Lightweight Joints Using ‘Flow Drill Screw’ Technology. 2017. Available online: http://lightweightingworld.com/high-strength-lightweight-joints-using-flow-drill-screw-technology/ (accessed on 27 November 2022).
- Camillo, J. Fastening: Going With the Flow. Assembly, 31 March 2011. [Google Scholar]
- Miller, S.F.; Tao, J.; Shih, A.J. Friction drilling of cast metals. Int. J. Mach. Tools Manuf. 2006, 46, 1526–1535. [Google Scholar] [CrossRef]
- Sprovieri, J. Flow-Drilling Screws Help Carmakers Shed Weight. Assembly, 1 February 2016. [Google Scholar]
- Tayal, R.K.; Kumar, S.; Singh, V. Experimental Investigation and optimization of Process Parameters for Shear Strength of Compound Cast Bimetallic Joints. Trans. Indian Inst. Met. 2018, 71, 2173–2183. [Google Scholar] [CrossRef]
- Tayal, R.K.; Kumar, S.; Singh, V.; Garg, R. Characterization and Microhardness Evaluation of A356/Mg Joint Produced by Vacuum-Assisted Sand Mold Compound Casting Process. Int. J. Met. 2019, 13, 392–406. [Google Scholar] [CrossRef]
- Liu, Y.; Bian, X.; Yang, J.; Zhang, K.; Feng, L.; Yang, C. An investigation of metallurgical bonding in Al-7Si/gray iron bimetal composites. J. Mater. Res. 2013, 28, 3190–3198. [Google Scholar] [CrossRef]
- Machuta, J.; Nová, I.; Kejzlar, P. Structure and Mechanical Properties of Aluminium Alloys AlSi10 and AlSi5Mg. Manuf. Technol. 2017, 17, 772–777. [Google Scholar] [CrossRef]
- Dinnis, C.M.; Taylor, J.A.; Dahle, A.K. As-cast morphology of iron-intermetallics in Al–Si foundry alloys. Scr. Mater. 2005, 53, 955–958. [Google Scholar] [CrossRef]
- Ma, Z.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. A study of tensile properties in Al–Si–Cu and Al–Si–Mg alloys: Effect of β-iron intermetallics and porosity. Mater. Sci. Eng. A 2008, 490, 36–51. [Google Scholar] [CrossRef]
- Nardi, V.G.; Greß, T.; Tonn, B.; Volk, W. Modelling of intermetallic layers formation during solid-liquid joining of dissimilar metallic materials. IOP Conf. Series Mater. Sci. Eng. 2020, 861, 012058. [Google Scholar] [CrossRef]
- Bakke, A.O.; Nordmark, A.; Arnberg, L.; Li, Y. Sn-Aided Joining of Cast Aluminum and Steel Through a Compound Casting Process. Metall. Mater. Trans. B 2022, 53, 60–70. [Google Scholar] [CrossRef]
- Schmid, A.; Arnaut, K.; Clausen, J.; Koerdt, M.; Struss, A.; Wöstmann, F.J.; Busse, M. Intrinsic Aluminum CFRP Hybrid Composites Produced in High Pressure Die Casting with Polymer Based Decoupling Layer. Key Eng. Mater. 2017, 742, 197–204. [Google Scholar] [CrossRef]
- Schmid, A.; Haubold, T.; Koschek, K.; Marx, A.; Pursche, L.; Struß, A.; Thiel, K.; Wiesing, M.; Busse, M. Hybrid casting–An investigation into the interface of high-pressure die-cast intrinsic aluminum-PEEK-CFRP hybrid composites. IOP Conf. Series. Mater. Sci. Eng. 2021, 1147, 012022. [Google Scholar] [CrossRef]
- Rohatgi, A.; Sadayappan, K.; Clelland, D.; Birsan, G. Joining light metals with polymer composites through metal overcasting. J. Mater. Process. Technol. 2021, 298, 117257. [Google Scholar] [CrossRef]
- Nami, H.; Halvaee, A.; Adgi, H. Transient liquid phase diffusion bonding of Al/Mg2Si metal matrix composite. Mater. Des. 2011, 32, 3957–3965. [Google Scholar] [CrossRef]
- Saleh, H.; Schmidtchen, M.; Kawalla, R. Hot Roll Bonding of Aluminum to Twin-Roll Cast (TRC) Magnesium and Its Subsequent Deformation Behavior. J. Mater. Eng. Perform. 2018, 27, 5069–5078. [Google Scholar] [CrossRef]
- Shi, J.; Pries, H.; Stammen, E.; Dilger, K. Chemical pretreatment and adhesive bonding properties of high-pressure die cast aluminum alloy: AlSi10MnMg. Int. J. Adhes. Adhes. 2015, 61, 112–121. [Google Scholar] [CrossRef]
- Brown, Z.; Burton, P. High Integrity Die Cast Aluminum Body Components. SAE Trans. 2007, 116, 139–143. [Google Scholar]
- Xie, G.; Ohashi, O.; Wada, K.; Ogawa, T.; Song, M.; Furuya, K. Interface microstructure of aluminum die-casting alloy joints bonded by pulse electric-current bonding process. Mater. Sci. Eng. A 2006, 428, 12–17. [Google Scholar] [CrossRef]
- Xie, G.; Ohashi, O.; Chiba, K.; Yamaguchi, N.; Song, M.; Furuya, K.; Noda, T. Frequency effect on pulse electric current sintering process of pure aluminum powder. Mater. Sci. Eng. A 2003, 359, 384–390. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Gennari, S.; Garay, J.E.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process: II. Modeling of current and temperature distributions. Mater. Sci. Eng. A 2005, 394, 139–148. [Google Scholar] [CrossRef]
- Risbud, S.H.; Groza, J.R.; Kim, M.J. Clean grain boundaries in aluminium nitride ceramics densified without additives by a plasma-activated sintering process. Philos. Mag. B 1994, 69, 525–533. [Google Scholar] [CrossRef]
- Kou, S. Solidification and liquation cracking issues in welding. JOM 2003, 55, 37–42. [Google Scholar] [CrossRef]
- Cao, G.; Kou, S. Liquation cracking in full penetration Al-Si welds. Weld. J. 2005, 84, 63s–71s. [Google Scholar]
- Huang, C.; Cao, G.; Kou, S. Liquation cracking in partial penetration aluminium welds: Assessing tendencies to liquate, crack and backfill. Sci. Technol. Weld. Join. 2004, 9, 149–157. [Google Scholar] [CrossRef]
- Huang, C.; Kou, S. Liquation cracking in full-penetration Al-Cu welds. Weld. J. 2004, 83, 50s–58s. [Google Scholar]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley: New York, NY, USA, 2003. [Google Scholar]
- Bryson, N.B. Increasing the Productivity of Aluminum DC Casting. Light Met. Age 1972, 30, 429. [Google Scholar]
- Tang, Z.; Vollertsen, F. Influence of grain refinement on hot cracking in laser welding of aluminum. Weld. World 2014, 58, 355–366. [Google Scholar] [CrossRef]
- Kutsuna, M.; Kitamura, S.; Shibata, K.; Sakamoto, H.; Tsushima, K. Improvement of the Joint Performance in Laser Welding of Aluminium Alloys. Weld. World 2006, 50, 22–27. [Google Scholar] [CrossRef]
- How to Avoid Cracking in Aluminum Alloys. Available online: http://www.alcotec.com/us/en/education/knowledge/qa/How-to-Avoid-Cracking-in-Aluminum-Alloys.cfm (accessed on 9 January 2023).
- Zolotorevskiy, V.S.; Pozdniakov, A.V.; Khvan, A.V. Thermodynamic calculations of the effective solidification range and its relation to hot cracking of aluminum-based ternary alloys. Russ. J. Non-Ferr. Met. 2011, 52, 50–55. [Google Scholar] [CrossRef]
- Eskin, D.G.; Suyitno; Katgerman, L. Mechanical properties in the semi-solid state and hot tearing of aluminium alloys. Prog. Mater. Sci. 2004, 49, 629–711. [Google Scholar] [CrossRef]
- Bozorgi, S.; Haberl, K.; Kneissl, C.; Pabel, T.; Schumacher, P. Effect of Alloying Elements (Magnesium and Copper) on Hot Cracking Susceptibility of AlSi7MgCu Alloys. In Shape Casting; 2011; pp. 113–120. Available online: https://pureadmin.unileoben.ac.at/ws/portalfiles/portal/1062275/Effect_of_Alloying_Elements_Magnesium_and_Copper_on_Hot_Cracking_Susceptibility_of_AlSi7MgCu_Alloys.pdf (accessed on 3 April 2023).
- Wang, X.J.; Lu, F.G.; Wang, H.P.; Cui, H.C.; Tang, X.H.; Wu, Y.X. Experimental and numerical analysis of solidification cracking behaviour in fibre laser welding of 6013 aluminium alloy. Sci. Technol. Weld. Join. 2015, 20, 58–67. [Google Scholar] [CrossRef]
- Cary, H.B.; Helzer, S.C. Modern Welding Technology; Pearson Education: Upper Saddle River, NJ, USA, 2005. [Google Scholar]
- Sun, Z.; Ion, J.C. Laser welding of dissimilar metal combinations. J. Mater. Sci. 1995, 30, 4205–4214. [Google Scholar] [CrossRef]
- Kah, P.; Hiltunen, E.; Martikainen, J. Investigation of Hot Cracking in the Welding of Aluminium Alloys (6005 & 6082). In Proceedings of the 63rd Annual Assembly & International Conference of the International Institute of Welding, Istanbul, Turkey, 11–17 July 2010. [Google Scholar]
- Savage, W.F.; Nippes, E.F.; Varsik, J.D. Hot-cracking susceptibility of 3004 aluminum. Weld. J. 1979, 58, 45–53. [Google Scholar]
- Kutsuna, M.; Suzuki, J.; Kitamura, S.; Sugiyama, S.; Yuhki, M.; Yamaoka, H. CO2 laser welding of A2219, A5083 and A6063 aluminium alloys. Weld. World 1993, 31, 126–135. [Google Scholar]
- Abbaschian, L.; Fernandes de Lima, M.S. Cracking susceptibility of aluminum alloys during laser welding. Mater. Res. 2003, 6, 273–278. [Google Scholar] [CrossRef]
- Matsuda, F.; Nakata, K.; Shimokusu, Y. Effect of Additional Element on Weld Solidification Crack Susceptibility of Al-Zn-Mg. Trans. JWRI 1983, 12, 81–87. [Google Scholar]
- von Witzendorff, P.; Hermsdorf, J.; Kaierle, S.; Suttmann, O.; Overmeyer, L. Double pulse laser welding of 6082 aluminium alloys. Sci. Technol. Weld. Join. 2015, 20, 42–47. [Google Scholar] [CrossRef]
- Hong, K.-M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Xie, J. Dual beam laser welding. Weld. J. 2002, 81, 223–230. [Google Scholar]
- Ramasamy, S.; Albright, C.E. CO2 and Nd:YAG laser beam welding of 6111-T4 aluminum alloy for automotive applications. J. Laser Appl. 2000, 12, 101–115. [Google Scholar] [CrossRef]
- Ramasamy, S. CO2 and Nd-YAG laser beam welding of 6111-T4 and 5754-O aluminum alloys for automotive applications. In Industrial, Welding and Systems Engineering; The Ohio State University: Columbus, OH, USA, 1997. [Google Scholar]
- Venkat, S.; Albright, C.E.; Ramasamy, S.; Hurley, J.P. CO2 Laser Beam Welding of Aluminum 5754-O and 6111-T4 Alloys. Weld. J. 1997, 76, 275s–282s. [Google Scholar]
- Wang, X.; Wang, H.-P.; Lu, F.; Carlson, B.E.; Wu, Y. Analysis of solidification cracking susceptibility in side-by-side dual-beam laser welding of aluminum alloys. Int. J. Adv. Manuf. Technol. 2014, 73, 73–85. [Google Scholar] [CrossRef]
- McCartney, D.G. Grain refining of aluminium and its alloys using inoculants. Int. Mater. Rev. 1989, 34, 247–260. [Google Scholar] [CrossRef]
- Dudas, J. Preventing weld cracks in high strength aluminum alloys. Weld. J. 1966, 45, 241s–249s. [Google Scholar]
- Loginova, I.; Khalil, A.; Pozdniakov, A.; Solonin, A.; Zolotorevskiy, V. Effect of Pulse Laser Welding Parameters and Filler Metal on Microstructure and Mechanical Properties of Al-4.7Mg-0.32Mn-0.21Sc-0.1Zr Alloy. Metals 2017, 7, 564. [Google Scholar] [CrossRef]
- Kou, S.; Le, Y. Alternating grain orientation and weld solidification cracking. Metall. Trans. A 1985, 16, 1887–1896. [Google Scholar] [CrossRef]
- Kou, S.; Le, Y. Grain structure and solidification cracking in oscillated arc welds of 5052 aluminum alloy. Metall. Trans. A 1985, 16, 1345–1352. [Google Scholar] [CrossRef]
- Kou, S.; Le, Y. Improving weld quality by low-frequency arc oscillation. Weld. J. 1985, 64, 51–55. [Google Scholar]
- Liu, R.; Dong, Z.; Pan, Y. Solidification crack susceptibility of aluminum alloy weld metals. Trans. Nonferrous Met. Soc. China 2006, 16, 110–116. [Google Scholar] [CrossRef]
- Feurer, U. Mathematisches Modell cler Warmrissneigung von binaren aluminum Legierungen. Giess. Forsch. 1976, 28, 75. [Google Scholar]
- Clyne, T.W.; Davies, G.J. Comparison between experimental data and theoretical predictions relating to dependence of solidification cracking on composition. Solidif. Cast. Met. 1979, 275–278. [Google Scholar]
- Katgerman, L. A Mathematical Model for Hot Cracking of Aluminum Alloys during D.C. Casting. JOM 1982, 34, 46–49. [Google Scholar] [CrossRef]
- Liu, J.; Kou, S. Crack susceptibility of binary aluminum alloys during solidification. Acta Mater. 2016, 110, 84–94. [Google Scholar] [CrossRef]
- Liu, J.; Zeng, P.; Kou, S. Solidification cracking susceptibility of quaternary aluminium alloys. Sci. Technol. Weld. Join. 2021, 26, 244–257. [Google Scholar] [CrossRef]
- Kou, S. A criterion for cracking during solidification. Acta Mater. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Tirand, G.; Arvieu, C.; Lacoste, E.; Quenisset, J.-M. Control of aluminium laser welding conditions with the help of numerical modelling. J. Mater. Process. Technol. 2013, 213, 337–348. [Google Scholar] [CrossRef]
- Sheikhi, M.; Malek Ghaini, F.; Assadi, H. Prediction of solidification cracking in pulsed laser welding of 2024 aluminum alloy. Acta Mater. 2015, 82, 491–502. [Google Scholar] [CrossRef]
- Ola, O.T.; Doern, F.E. Fusion weldability studies in aerospace AA7075-T651 using high-power continuous wave laser beam techniques. Mater. Des. 2015, 77, 50–58. [Google Scholar] [CrossRef]
- Schauer, D.A.; Giedt, W.H. Prediction of electron beam welding spiking tendency. Weld. J. 1978, 57, 189s. [Google Scholar]
- Zhao, H.; White, D.R.; DebRoy, T. Current issues and problems in laser welding of automotive aluminium alloys. Int. Mater. Rev. 1999, 44, 238–266. [Google Scholar] [CrossRef]
- Anyalebechi, P. Hydrogen Solubility in Liquid and Solid Pure Aluminum—Critical Review of Measurement Methodologies and Reported Values. Mater. Sci. Appl. 2022, 13, 158–212. [Google Scholar] [CrossRef]
- Talbot, D.; Anyalebechi, P. Solubility of hydrogen in liquid aluminium. Mater. Sci. Technol. 1988, 4, 1–4. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. Solubility of hydrogen in liquid aluminium: Reanalysis of available data. Int. J. Cast Met. Res. 2019, 32, 315–318. [Google Scholar] [CrossRef]
- Kutsuna, M.; Yan, Q. Study on porosity formation in laser welds of aluminium alloys (Report 2). Mechanism of porosity formation by hydrogen and magnetism. Weld. Int. 1999, 13, 597–611. [Google Scholar] [CrossRef]
- Haboudou, A.; Peyre, P.; Vannes, A.B.; Peix, G. Reduction of porosity content generated during Nd:YAG laser welding of A356 and AA5083 aluminium alloys. Mater. Sci. Eng. A 2003, 363, 40–52. [Google Scholar] [CrossRef]
- Ransley, C.E.; Neufeld, H. The solubility of hydrogen in liquid and solid aluminum. J. Inst. Met. 1948, 74, 599–620. [Google Scholar]
- Naeem, M.; Jessett, R. Welding aluminum tailored blanks with Nd:YAG lasers for automotive applications. In The Welder; 2001; Available online: https://www.thefabricator.com/thewelder/article/automationrobotics/yag-laser-welding-applications-for-the-automotive-industry (accessed on 3 April 2023).
- Bandi, B.; Dinda, S.K.; Kar, J.; Roy, G.G.; Srirangam, P. Effect of weld parameters on porosity formation in electron beam welded Zircaloy-4 joints: X-ray tomography study. Vacuum 2018, 158, 172–179. [Google Scholar] [CrossRef]
- Legait, P.-A. Formation and distribution of porosity in Al-Si welds. In Material Science and Engineering; Worcester Polytechnic Institute: Worcester, MA, USA, 2005. [Google Scholar]
- Kutsuna, M.; Yan, Q. Study on porosity formation in laser welds in aluminium alloys (Report 1): Effects of hydrogen and alloying elements. Weld. Int. 1998, 12, 937–949. [Google Scholar] [CrossRef]
- Al Shaer, A.W. Porosity Reduction and Elimination in Laser Welding of AA6014 Aluminium Alloys for Automotive Components Manufacture and Industrial Applications. Ph.D. Thesis, University of Manchester, Manchester, UK, 2017. [Google Scholar]
- Matsunawa, A.; Seto, N.; Kim, J.-D.; Mizutani, M.; Katayama, S. Dynamics of keyhole and molten pool in high-power CO2 laser welding. In High-Power Lasers in Manufacturing; SPIE: Bellingham, WA, USA, 2000; Volume 3888. [Google Scholar]
- Al Shaer, A.W.; Li, L.; Mistry, A. The effects of short pulse laser surface cleaning on porosity formation and reduction in laser welding of aluminium alloy for automotive component manufacture. Opt. Laser Technol. 2014, 64, 162–171. [Google Scholar] [CrossRef]
- Lee, P.D.; Sridhar, S. Direct observation of the effect of strontium on porosity formation during the solidification of aluminium-silicon alloys. Int. J. Cast Met. Res. 2000, 13, 185–198. [Google Scholar] [CrossRef]
- Wang, Q.; Hao, Q.; Yu, W. Effect of Strontium Modification on Porosity Formation in A356 Alloy. Int. J. Met. 2019, 13, 944–952. [Google Scholar] [CrossRef]
- Dinnis, C.M.; Dahle, A.K.; Taylor, J.A.; Otte, M.O. The influence of strontium on porosity formation in Al-Si alloys. Metall. Mater. Trans. A 2004, 35, 3531–3541. [Google Scholar] [CrossRef]
- Kuo, T.Y.; Lin, H.C. Effects of pulse level of Nd-YAG laser on tensile properties and formability of laser weldments in automotive aluminum alloys. Mater. Sci. Eng. A 2006, 416, 281–289. [Google Scholar] [CrossRef]
- Punkari, A.; Weckman, D.C.; Kerr, H.W. Effects of magnesium content on dual beam Nd:YAG laser welding of Al–Mg alloys. Sci. Technol. Weld. Join. 2003, 8, 269–281. [Google Scholar] [CrossRef]
- Dinda, S.K.; kar, J.; Jana, S.; Gopal Roy, G.; Srirangam, P. Effect of beam oscillation on porosity and intermetallics of electron beam welded DP600-steel to Al 5754-alloy. J. Mater. Process. Technol. 2019, 265, 191–200. [Google Scholar] [CrossRef]
- Kar, J.P.; Dinda, S.K.; Roy, G.G.; Roy, S.K.; Srirangam, P. X-ray tomography study on porosity in electron beam welded dissimilar copper–304SS joints. Vacuum 2018, 149, 200–206. [Google Scholar] [CrossRef]
- Moschinger, M.; Mittermayr, F.; Enzinger, N. Influence of Beam Figure on Porosity of Electron Beam Welded Thin-Walled Aluminum Plates. Materials 2022, 15, 3519. [Google Scholar] [CrossRef]
- Börner, C.; Garthoff, C.; Pries, H.; Dilger, K. Possibilities of improving weld seam quality in laser welding of aluminum die cast. Int. Congr. Appl. Lasers Electro-Opt. 2014, 2014, 349–357. [Google Scholar]
- Fetzer, F.; Sommer, M.; Weber, R.; Weberpals, J.-P.; Graf, T. Reduction of pores by means of laser beam oscillation during remote welding of AlMgSi. Opt. Lasers Eng. 2018, 108, 68–77. [Google Scholar] [CrossRef]
- Kang, M.; Han, H.N.; Kim, C. Microstructure and Solidification Crack Susceptibility of Al 6014 Molten Alloy Subjected to a Spatially Oscillated Laser Beam. Materials 2018, 11, 648. [Google Scholar] [CrossRef]
- Kraetzsch, M.; Standfuss, J.; Klotzbach, A.; Kaspar, J.; Brenner, B.; Beyer, E. Laser Beam Welding with High-Frequency Beam Oscillation: Welding of Dissimilar Materials with Brilliant Fiber Lasers. Phys. Procedia 2011, 12, 142–149. [Google Scholar] [CrossRef]
- Pastor, M.; Zhao, H.; Debroy, T. Pore formation during continuous wave Nd:YAG laser welding of aluminium for automotive applications. Weld. Int. 2001, 15, 275–281. [Google Scholar] [CrossRef]
- Pastor, M.; Zhao, H.; Martukanitz, R.; Debroy, T. Porosity, underfill and magnesium loss during continuous wave Nd: YAG laser welding of thin plates of aluminum alloys 5182 and 5754. Weld. J. 1999, 78, 207. [Google Scholar]
- Schneider, A.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Laser Beam Welding of Aluminum Alloys Under the Influence of an Electromagnetic Field. Phys. Procedia 2013, 41, 4–11. [Google Scholar] [CrossRef]
- Cao, X.; Wallace, W.; Immarigeon, J.P.; Poon, C. Research and Progress in Laser Welding of Wrought Aluminum Alloys. II. Metallurgical Microstructures, Defects, and Mechanical Properties. Mater. Manuf. Process. 2003, 18, 23–49. [Google Scholar] [CrossRef]
- Sigworth, G.K.; Shivkumar, S.; Apelian, D. The influence of molten metal processing on mechanical properties of cast Al–Si–Mg alloys. AFS Trans. 1989, 97, 811–824. [Google Scholar]
- Norris, J.T.; Robino, C.V.; Hirschfeld, D.A.; Perricone, M.J. Effects of laser parameters on porosity formation: Investigating millimeter scale continuous wave Nd: YAG laser welds. Weld. J. 2011, 90, 198s–203s. [Google Scholar]
- Daugherty, W.L.; Cannell, G.R. Analysis of porosity associated with Hanford 3013 outer container welds. Pract. Fail. Anal. 2003, 3, 56–62. [Google Scholar] [CrossRef]
- Rudy, J.F.; Rupert, E.J. Effects of Porosity on Mechanical Properties of Aluminum Welds. Weld. J. 1970, 49, 322s–336s. [Google Scholar]
- Shore, R.J.; MacCauley, R.B. Effects of Porosity on High Strength Aluminum 7039. Weld. J. 1970, 49, 311s–321s. [Google Scholar]
- Ashton, Y.R.F.; Wesley, R.P.; Dixon, C.R. The effect of porosity on 5806-H116 aluminium alloy welds. Weld. J. 1975, 54, 95s–98s. [Google Scholar]































| Arc Welding | Laser Welding | Hybrid Welding | |
|---|---|---|---|
| Gap Bridging | Wide fusion zone Use of filler metal Good gap bridging | Narrow fusion zone Poor gap bridging | Wide fusion zone Good gap bridging |
| Residual Stress and Distortion | High heat input per unit length High residual stress and distortion | Low heat input per unit length Low residual stress and distortion | Low heat input per unit length Low residual stress and distortion |
| Productivity | Low welding speed Low productivity | High welding speed High productivity | Relatively high welding speed Low productivity |
| Cracking Propensity | High propensity for solidification cracking | Formation of brittle phases Increased propensity for cracking | Reduced amounts of residual stress Low propensity for cracking |
| Cooling Rate | Low cooling rate Prevents brittle phase formation | High cooling rates Relatively high amounts of porosity | Relatively low cooling rate Reduced amounts of porosity |
| Weld Penetration | Relatively shallow fusion zone Reduced penetration Multipass welding | High energy density Deep weld pool Single pass welding of thick sections | Relatively deep weld pool Single pass welding of thick sections |
| Arc Stability | Reduced arc stability at higher welding speeds leads to humping | Keyhole stability | Interaction between laser and arc stabilises the arc |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, D.; Slater, C.; Cai, H.; Hou, X.; Li, Y.; Wang, Q. Joining Technologies for Aluminium Castings—A Review. Coatings 2023, 13, 958. https://doi.org/10.3390/coatings13050958
Li D, Slater C, Cai H, Hou X, Li Y, Wang Q. Joining Technologies for Aluminium Castings—A Review. Coatings. 2023; 13(5):958. https://doi.org/10.3390/coatings13050958
Chicago/Turabian StyleLi, Dezhi, Carl Slater, Huisheng Cai, Xiaonan Hou, Yongbing Li, and Qudong Wang. 2023. "Joining Technologies for Aluminium Castings—A Review" Coatings 13, no. 5: 958. https://doi.org/10.3390/coatings13050958
APA StyleLi, D., Slater, C., Cai, H., Hou, X., Li, Y., & Wang, Q. (2023). Joining Technologies for Aluminium Castings—A Review. Coatings, 13(5), 958. https://doi.org/10.3390/coatings13050958