4.2. Effect of Surface Roughness on the Ice Adhesion
Several roughness parameters were actively investigated (
Table 4) for two reasons. First, since the PTFE-coated samples have the same surface chemistry, their various wettability (
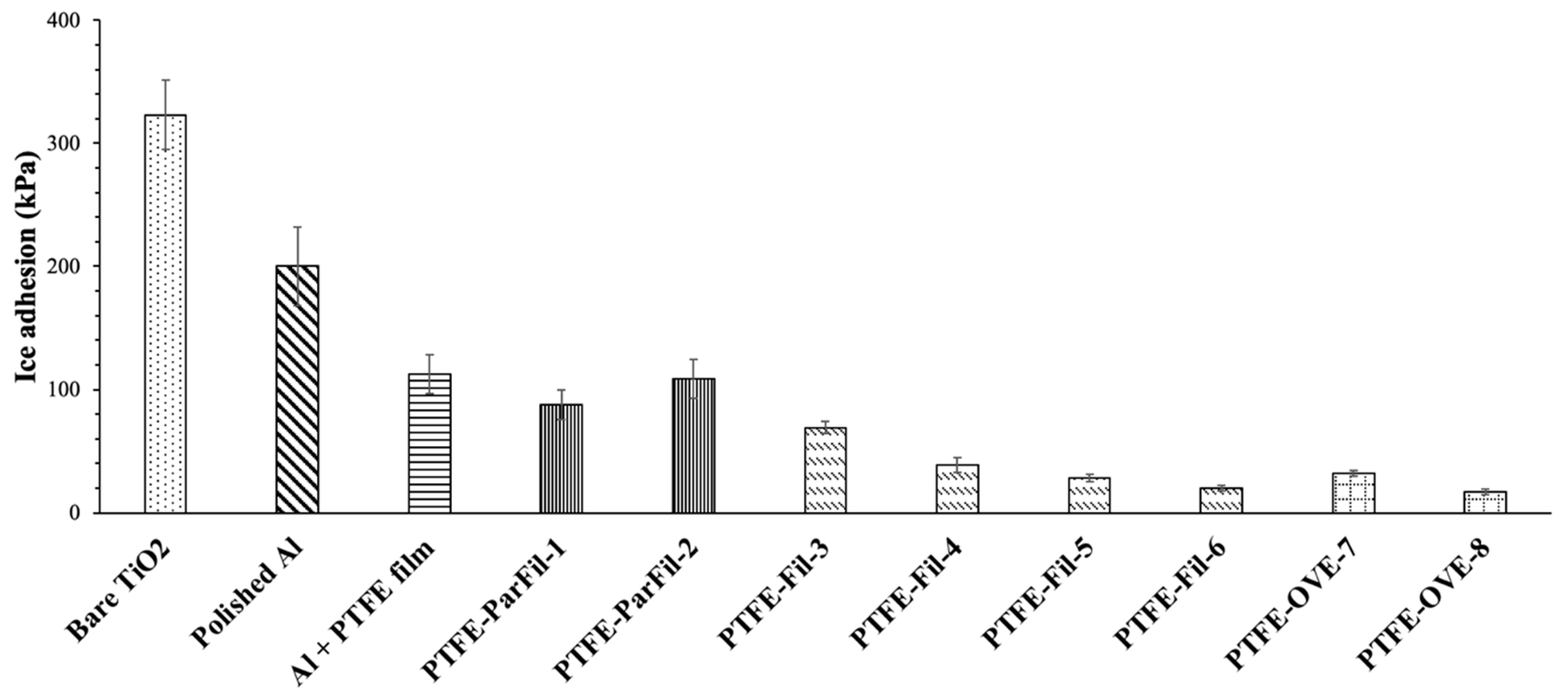
Table 3) and anti-icing behaviors (
Figure 5) can be related to differences in surface roughness characteristics. Second, by comparing the R
v, R
p, and R
z values of the bare TiO
2 and PTFE-coated samples, it is possible to assess the film distribution on top of the cauliflowers and the spaces between the cauliflowers, which can have a considerable effect on ice adhesion. In other words, a decrease in R
v values can primarily result in a decrease in R
z values. When the R
v value (the valley to the mean line) is lower, the mean line also moves and causes a reduction in the R
p value (the peak to the mean line). The negligible change in R
p values might be due to the relatively tiny area of cauliflower tips compared to the valley between them and their ability to be protected by a thin film. Therefore, any reduction in R
v values might be the main factor causing the decline in R
z and indicate that the PTFE solid lubricant film can fill the valleys between TiO
2 coating asperities.
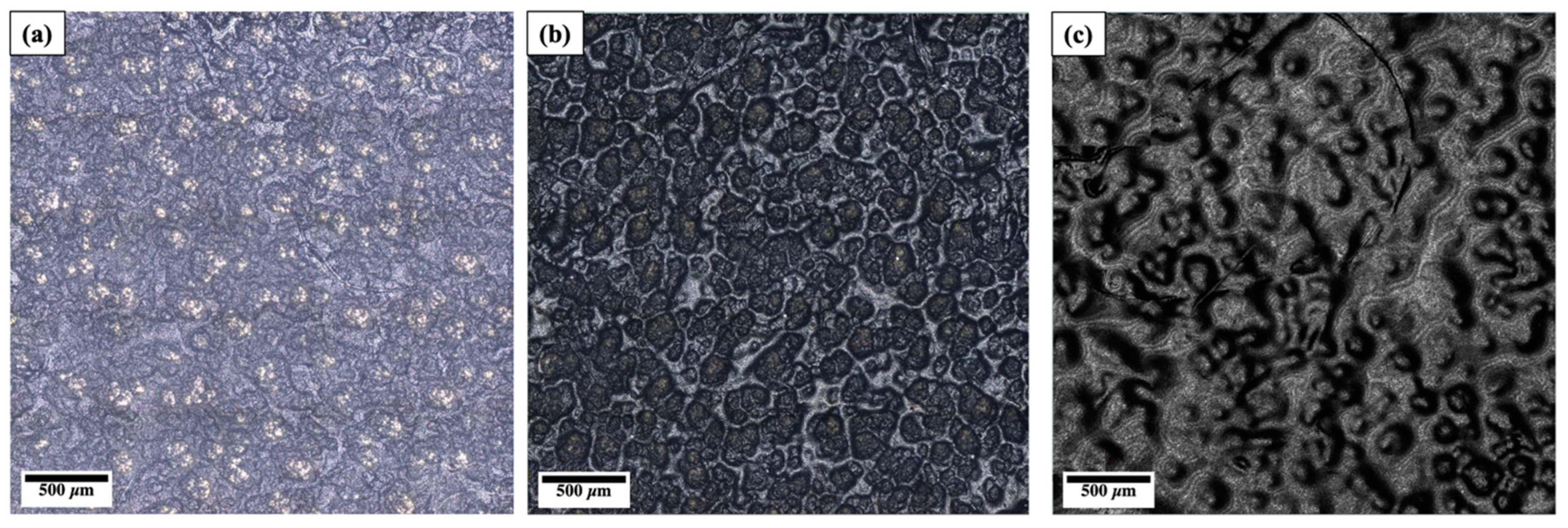
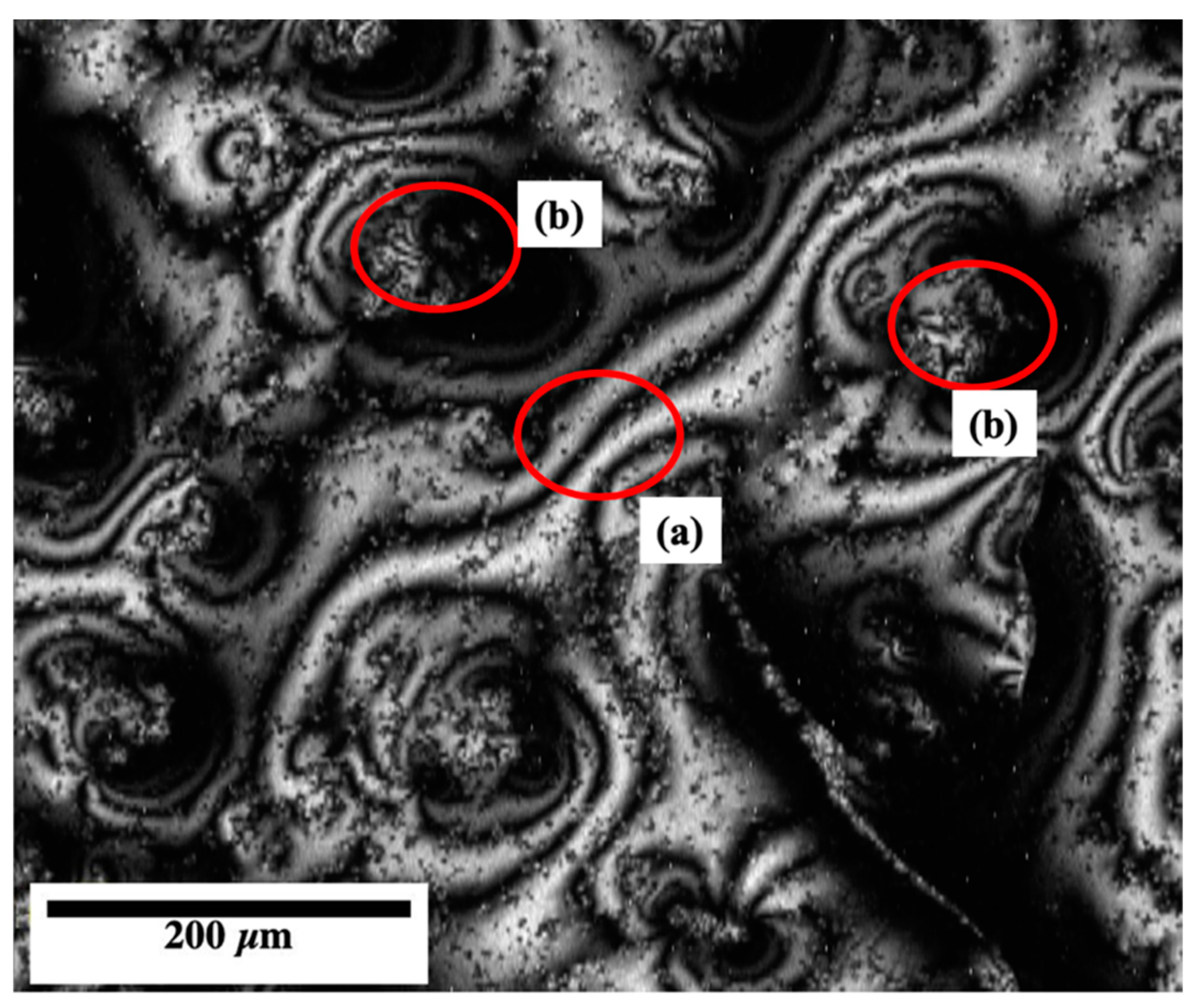
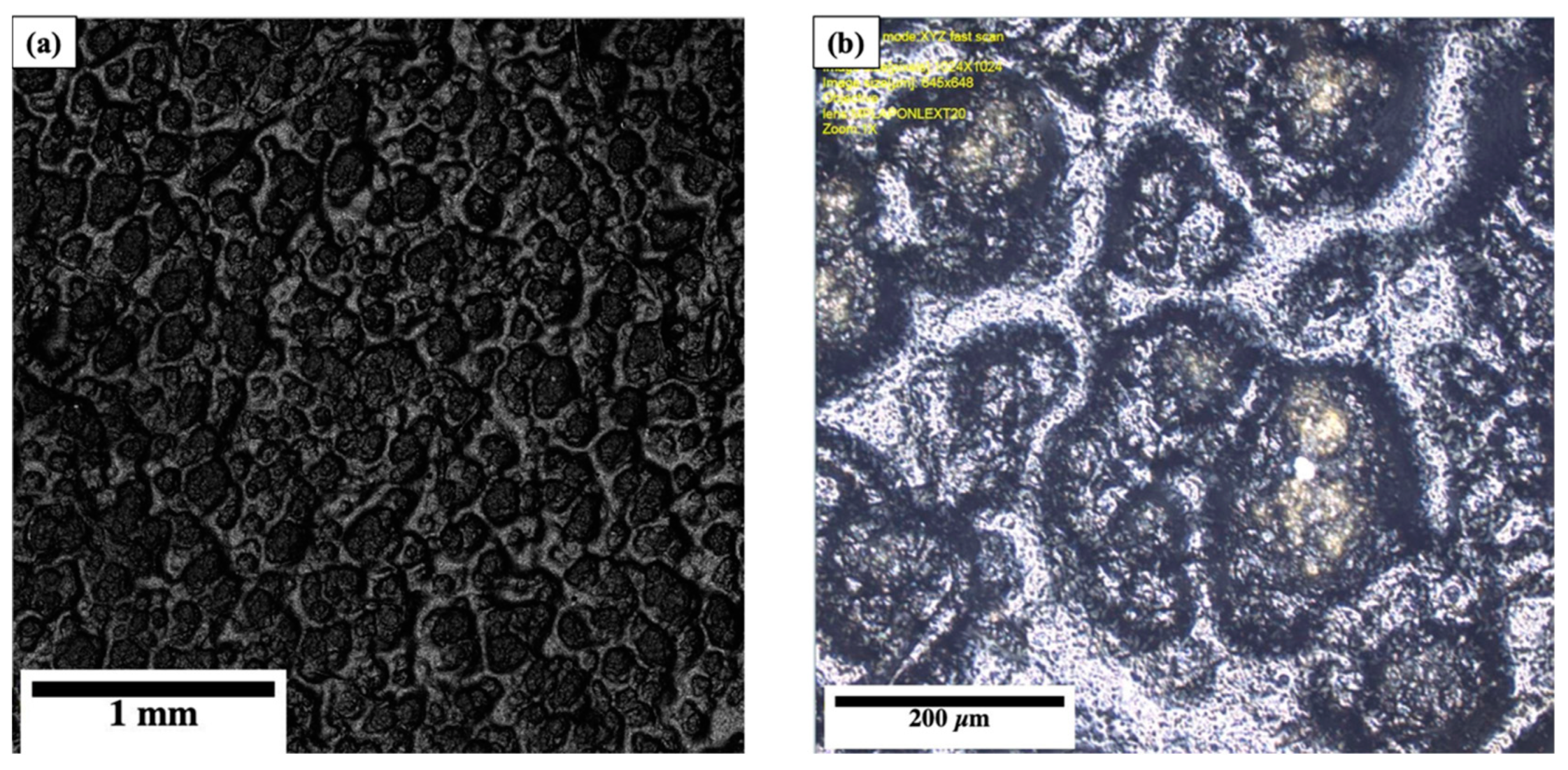
Figure 2 also supports a different distribution of the PTFE solid lubricant film on the samples under various vibration and heating conditions.
Due to the high WCA and low CAH values of the partially filled samples (
Table 3) and their high roughness parameters (e.g., R
a and R
q) (
Table 4), it seems that water droplets can develop stronger mechanical interlocking on the surface of the partially filled samples than the filled or overfilled samples. Therefore, higher roughness parameters would seem to indicate a worst-case scenario for ice adhesion when comparing icephobic properties, which is in line with prior studies [
32]. However, the coverage of the PTFE solid lubricant helped to reduce the adhesion compared to that on the bare TiO
2 sample. Although PTFE solid lubricants were applied unevenly and without complete coverage of cauliflowers in the partially filled samples, the film covered the area between the asperities and provided a smooth contact area with ice, as illustrated in
Figure 2a.
The filled samples produced without heating (notably sample PTFE-Fil-6) showed a less significant difference between R
v and R
p, values, resulting in smaller R
z values among the filled samples, as shown in
Table 4. Therefore, uniform distribution of the PTFE solid lubricant film on the TiO
2 coating and between the asperities was achieved (
Figure 2b). Compared to the partially filled samples, the R
a, R
z, and R
q values (
Table 4) of the filled samples were much lower. As a result, the filled samples could be ideal for ice adhesion due to their low wettability (
Table 3) and roughness characteristics when the PTFE solid lubricant film uniformly covers the asperities and top layers of nano features. This appears to be in agreement with the results of
Figure 5.
The PTFE solid lubricant film generated a bumpy but smooth surface in the overfilled samples when it completely covered the texture of the TiO
2 coating. Lower ice/solid interfacial strength and easier detachment can be due to the stress-rising effect of the bumpy interface with low roughness parameters, such as R
a and R
q (
Table 4), which decreases ice adhesion. This is consistent with the results of other studies [
51,
52,
53]. In parallel, the works of Farahani et al. [
27] also provided a mechanism that could explain ice detachment from PTFE lubricant films, but in the circumstances of this study, this mechanism would apply irrelevantly of the underlying TiO
2 structure, and is not explored in further detail here.
Moreover, it has been shown that TiO
2 cauliflower features, covered by low surface energy PTFE solid lubricant film, can help to entrap air pockets between the water droplets and the substrate during freezing [
8], which can provide a Cassie–Baxter wetting mode [
6]. As previously discussed, these air pockets at the interface can act as defects and stress concentrators, facilitating interfacial crack propagation and eventually making ice detachment easier [
54]. However, a large negative value of R
sk can also lead to more contact area between the ice and the substrate, increasing ice adhesion when very small-sized water droplets impact the surface at high speed [
55]. Accordingly, the bare TiO
2 sample with high surface energy (
Table 3) and high roughness (
Table 4) led to considerable ice adhesion (
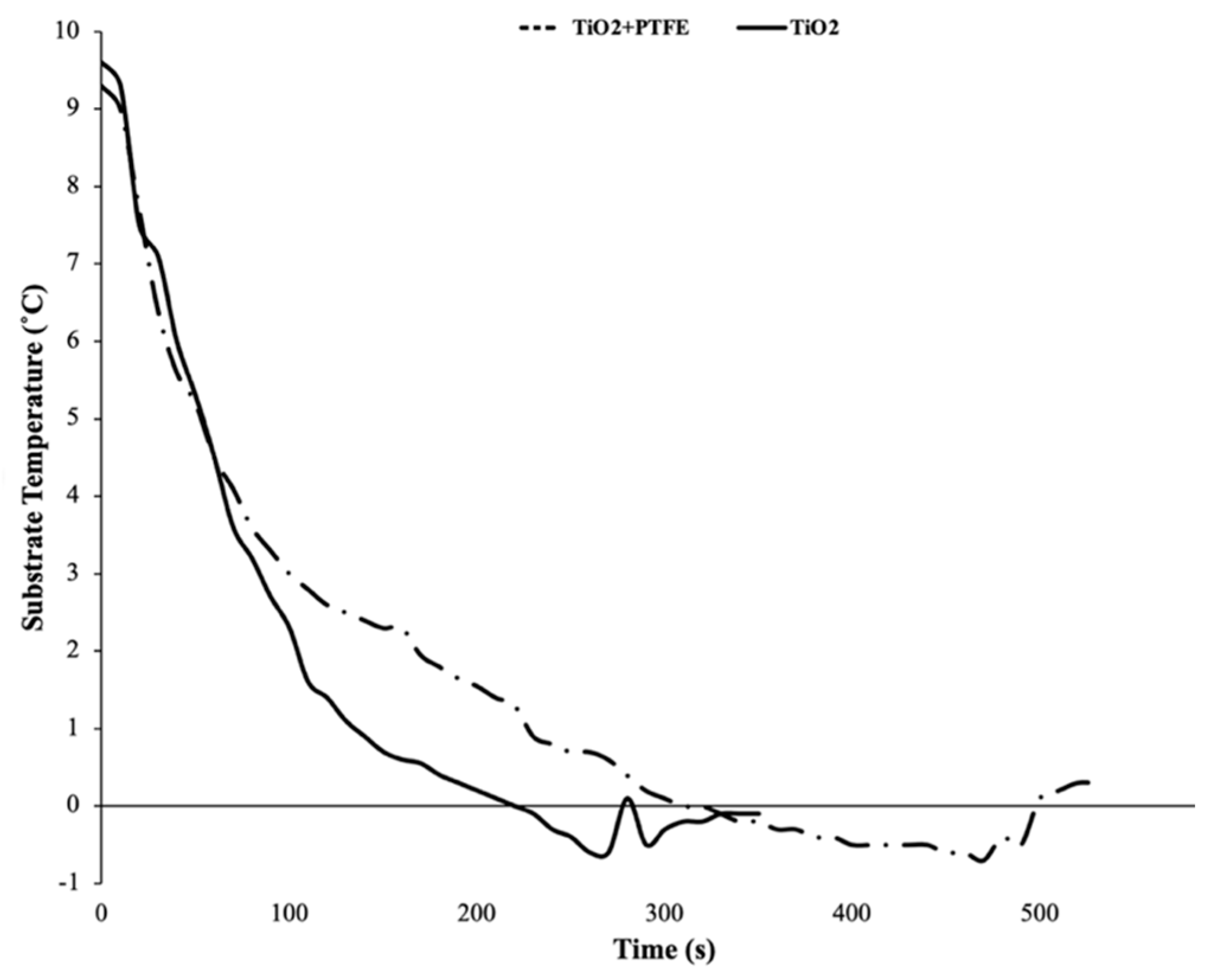
Figure 5). Moreover, a combination of the filled samples with the dual-scale roughness of TiO
2 coating (shown in
Figure 3) might be helpful to trap the air pockets and can hold water droplets on the top. It has also been reported that the air trapped within the hierarchical roughness acts as a thermal insulation layer, reducing the solid/liquid contact area. Air pockets might decrease heat transfer and act as barriers to heterogeneous ice nucleation [
45,
56]. The delay in surface temperature reduction was also confirmed by the results of
Figure 4. As the droplets freeze on the peaks, water vapor within the valleys reduces. The existence of dry or under-saturated valleys at the interface can encourage evaporation of water collected within the valleys and delay further condensation, thereby reducing ice formation within the valleys [
57,
58]. As a result, the valleys transform to voids and defects at the interface, which can slow down the formation of ice crystals, act as stress increasers at the interface, and prevent the formation of strong ice interlocking. This is consistent with the results shown in
Figure 5.
In addition, the height and shape of the asperities can be estimated by another surface parameter called kurtosis (R
ku) [
8,
59,
60]. It has been shown that the actual surface area at the ice–substrate interface is highly dependent on the kurtosis, and the higher the R
ku, the higher the interface contact area [
32]. A larger contact area between the substrate and the freezing water droplets can lead to stronger bonding and ice adhesion [
43]. The surface of bare TiO
2 samples showed considerable divergence from the normal distribution, and their kurtosis values were larger than three, which showed the highest ice adhesion (
Figure 5). However, all filled and overfilled samples had kurtosis values close to three (
Table 4), lower contact area after freezing, and less ice adhesion (
Figure 5), yet showed a variety of peak-to-valley heights, showing that other parameters may still need to be studied to accurately assess how the various roughness parameters effectively impact ice adhesion to the surface.
The results of the ice accretion test showed that a combination of PTFE solid lubricant and dual-scale roughness of TiO
2 coating could stimulate detachment of the impinging droplets, which dynamically decreases the chance of heterogeneous ice nucleation and reduces the total amount of the developed ice, as observed in other studies [
61]. Nevertheless, while the temperature and impact angles had influences that could be characterized, another crucial factor was the change in the airstream speed, which had two conflicting effects on the overall mass of the accumulated ice. The first effect was that more water droplets were able to hit the surface, which resulted in more ice formation at higher airstream speeds, while all other factors remained the same. The other effect was that higher airstream speed helped separate the water droplets from the surface and increased the quantity of smaller droplets that could diverge from the sample, and both effects led to reductions in the total weight of the formed ice layer. Since the effect of the airstream is difficult to comprehend, it should be investigated in combination with other parameters.
4.3. Mechanical Durability
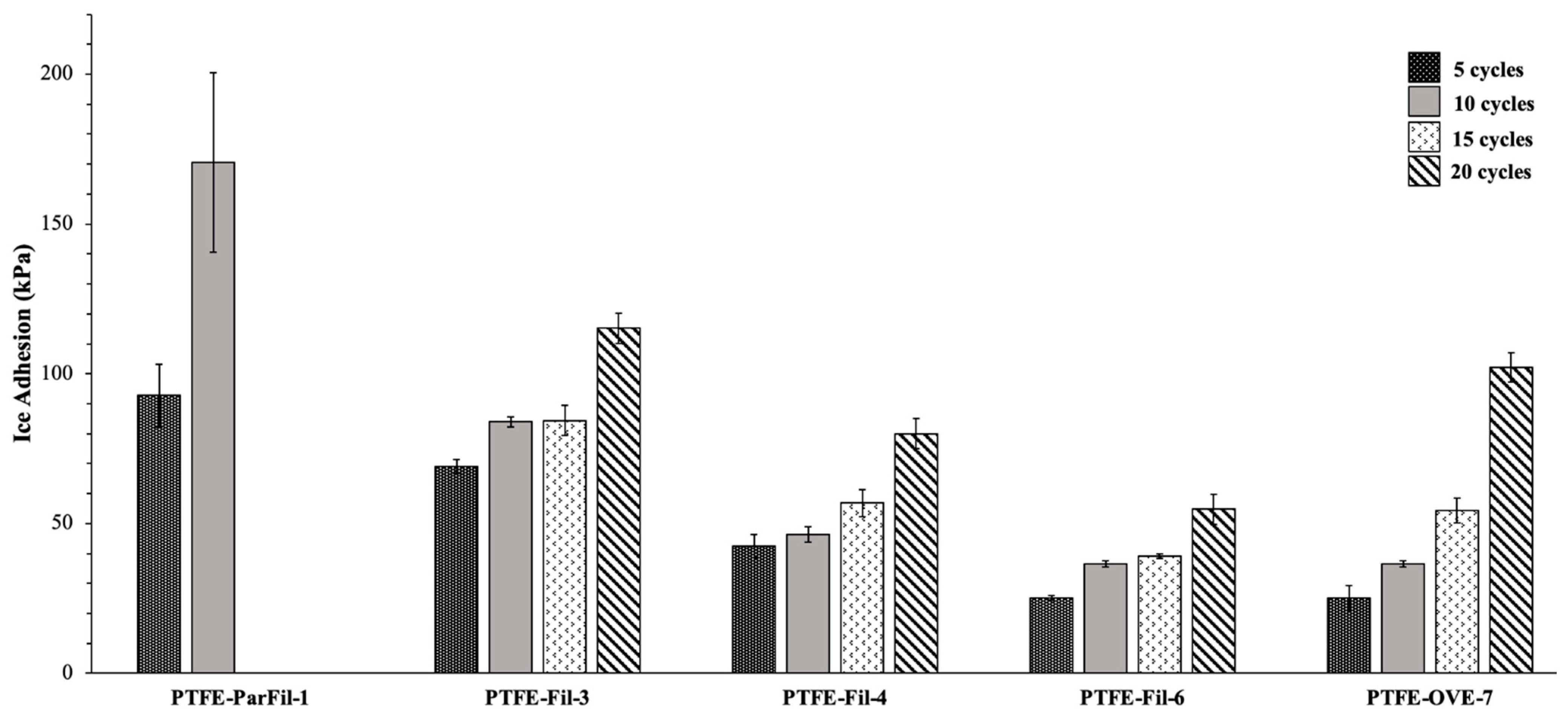
The mechanical durability results, shown in
Figure 6, seem to show a close correlation with the surface roughness parameters and physical condition of the PTFE solid lubricant film after each deicing cycle. A possible explanation for the differences in ice adhesion during several deicing cycles of the samples could be the anchoring action of the TiO
2 substrate that holds the solid lubricant film. In other words, since TiO
2 features showed a significant anchoring effect on the filled samples and relatively weaker van der Waals forces held the solid lubricant layers together, the adhesion between PTFE solid lubricants and TiO
2 features could be stronger than the adhesion between the film and the ice. On the other hand, the required anchoring between the film and the substrate was not provided for the other samples due to different vibration and heating times during the film deposition.
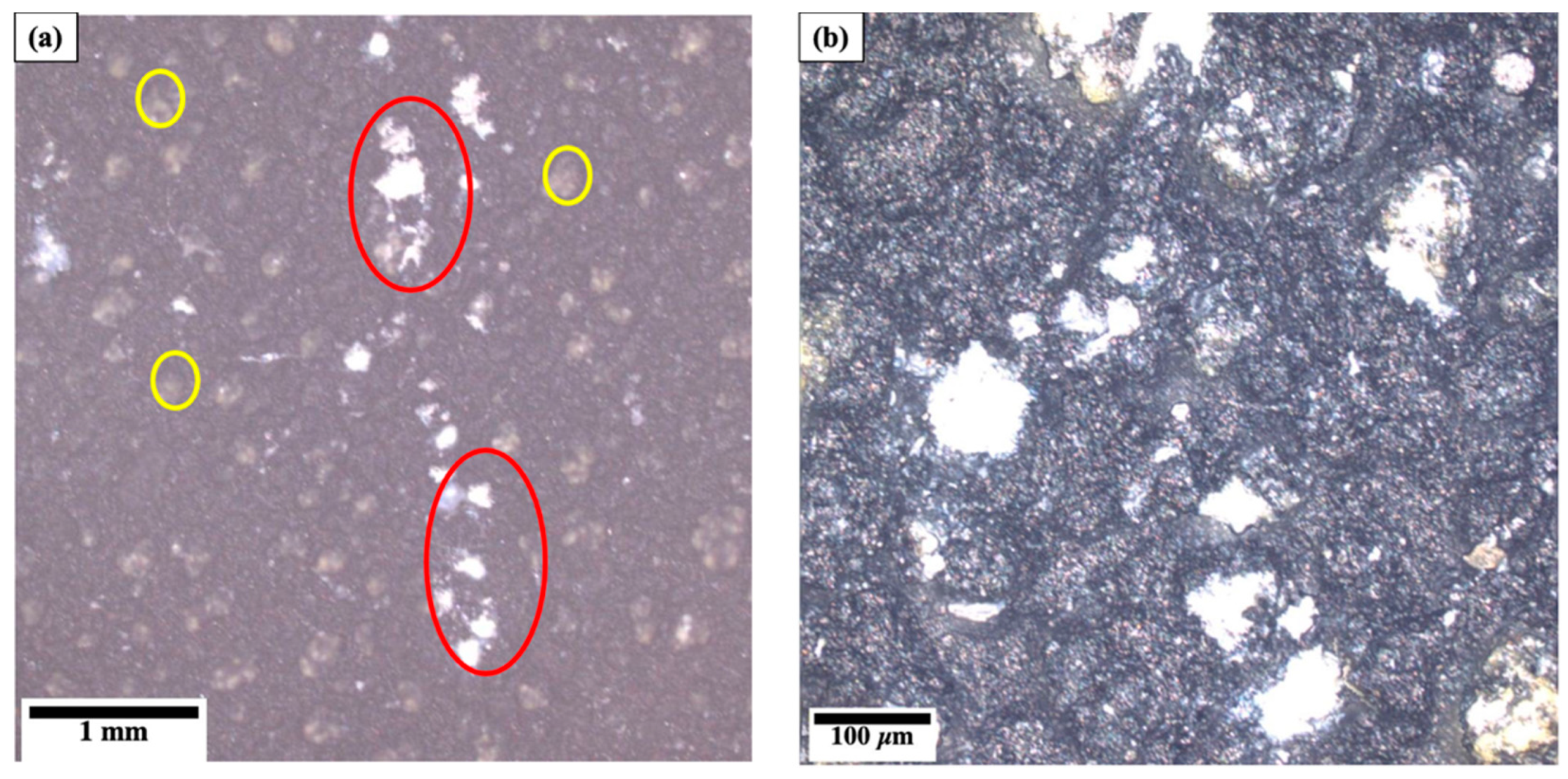
According to
Table 6, the surface of the partially filled sample has considerably changing peak-to-valley distribution, as highlighted by the changing values of R
ku after five, and then ten deicing cycles (from 2.43 to 3.43). Lower R
sk values and higher R
z values after cycling likely indicate that the PTFE solid lubricant film was detached from the cavities during the dicing cycles. Therefore, ice adhesion would suddenly increase due to an increase in the total contact area at the interface. Deeper ice formation within the asperities also occurs, leading to stronger ice interlocking [
62]. The damage to the cauliflower-like structure and PTFE solid lubricant film, shown in
Figure 7, also supports the improved ice adhesion results of
Figure 6.
Although the overfilled samples showed considerably low ice adhesion, they did not indicate acceptable mechanical durability, as shown in
Figure 6. For these samples, the film was deposited with no vibration or heating, which is the only factor that sets it apart from other samples (
Table 1). The separation of the PTFE solid lubricant film from the tips of the cauliflower structure after 20 cycles can be confirmed by
Figure 8.
Table 7 also confirms that the film is worn off when, after roughly 20 cycles, R
z increases from 2.8 µm before deicing to 4.8, R
sk is reduced, and R
ku is larger. A larger R
ku and more negative values of R
sk can increase the likelihood of impinging and freezing water droplets within the deep areas. Consequently, the ice has a larger surface area when it comes into contact with the PTFE solid substrate, in contrast to primary deicing cycles. Therefore, the adhesion between the PTFE film and the substrate is not as strong as the interfacial strength of ice/solid lubricant, leading to a rapid rise in ice adhesion as some of the lubricant films are worn away.
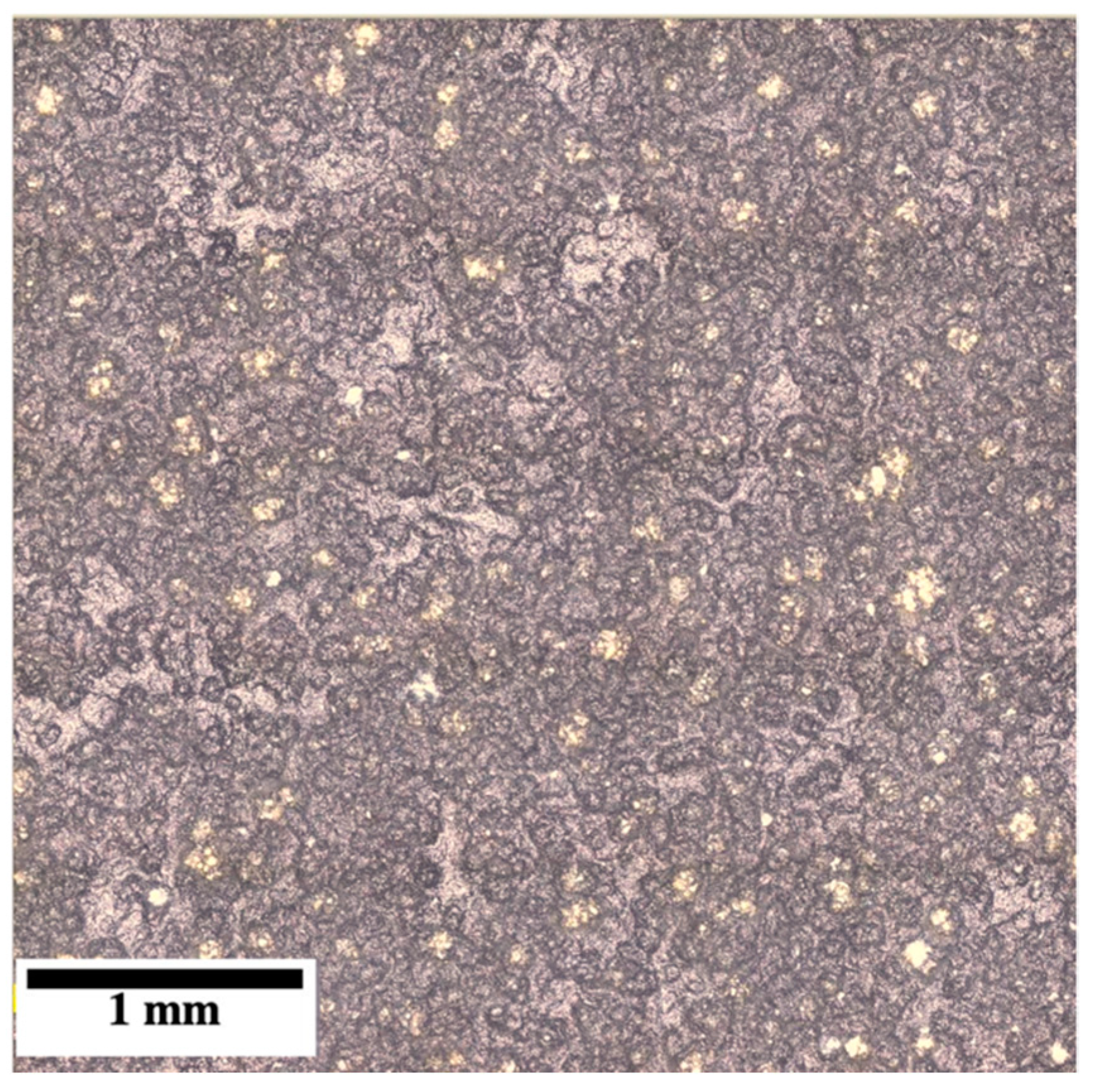
Finally, the filled samples showed the highest mechanical durability, as shown in
Figure 6, due to their highest anchoring to the TiO
2 coating. According to the roughness parameters listed in
Table 8, such as R
z, enough film remains on the TiO
2 cauliflower structure, and there is no loss of PTFE solid lubricant during deicing. Furthermore, the stability and durability of the film can be shown by the consistency of R
a and R
q after 20 cycles, shown in
Table 8. Nevertheless, the detachment of some PTFE solid lubricant in the front of the sample (
Figure 9) could indicate a slow beginning to the failure of the PTFE lubricant, and it would be interesting to perform the mechanical durability tests for a higher number of cycles. Furthermore, it was observed that the amount of damaged surface structure somewhat correlated with decreasing mechanical durability, as could be observed when comparing the partially filled sample surface after 7 cycles (6.6% damaged surface) (
Figure 7a), the overfilled sample surface after 20 cycles (4%) (
Figure 8), the filled sample surface after 20 cycles (<1%) (
Figure 9) and the mechanical durability results (125 kPa, 100 kPa, and 55 kPa, respectively) (
Figure 6). Therefore, it may be suggested that more consistent characterization of sample surfaces after each cycle could help lead to a correlation between surface condition (and potentially surface roughness) and the potential mechanical durability of the coated samples, which could also be the focus of future work.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










