3.1. In-Situ Bending Sample #1
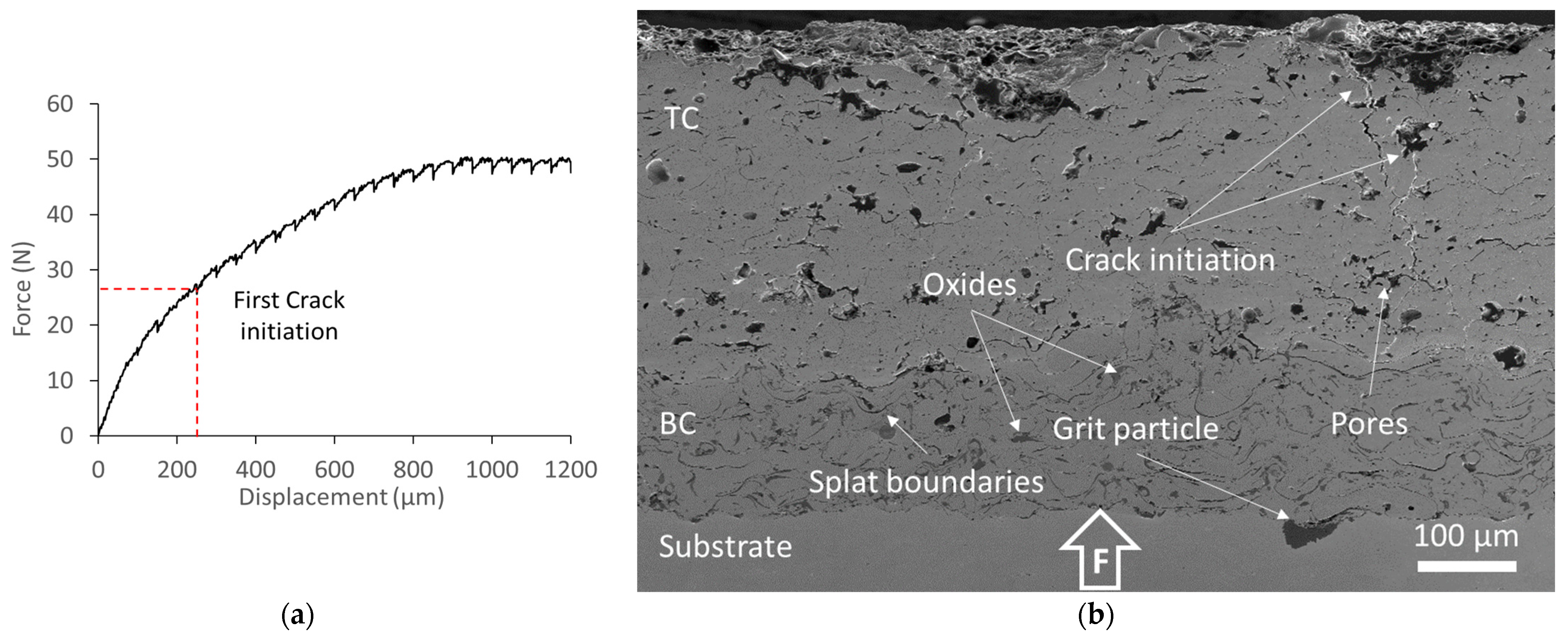
Recorded load-displacement data from the Proxima stage during the three-point bending test for sample #1 in an interrupted loading mode is shown in
Figure 2a, where the displacement is the crosshead movement. Nearly linear elastic loading behavior was detected up to approximately 30 N, which is followed by considerable softening of the reaction force under the increasing crosshead displacement. The overall softening of the load-displacement curve and the multiple local unloading or small load drops can be recognized in the load–displacement curve, which correspond to the applied displacements at which micro-cracks occurred. Micrographs of the coating were acquired using SEM. The first crack observation was recorded at 27.27 N, and the related micrograph of the TBC coating is shown in
Figure 2b. According to the beam theory, the flexural strength and maximum strain at which the first cracking of the coating was noted were approximately 121 MPa and 0.06%, respectively. The microstructure of the air plasma-sprayed TBC coating featured varied microstructural characteristics including pores, splat boundaries, oxide inclusions, different phases, etc. These microstructures are favorable for achieving strain tolerance and lower thermal conductivity; however, they can contribute to the failure of the coating, as will be discussed in the following section (see
Figure 2b).
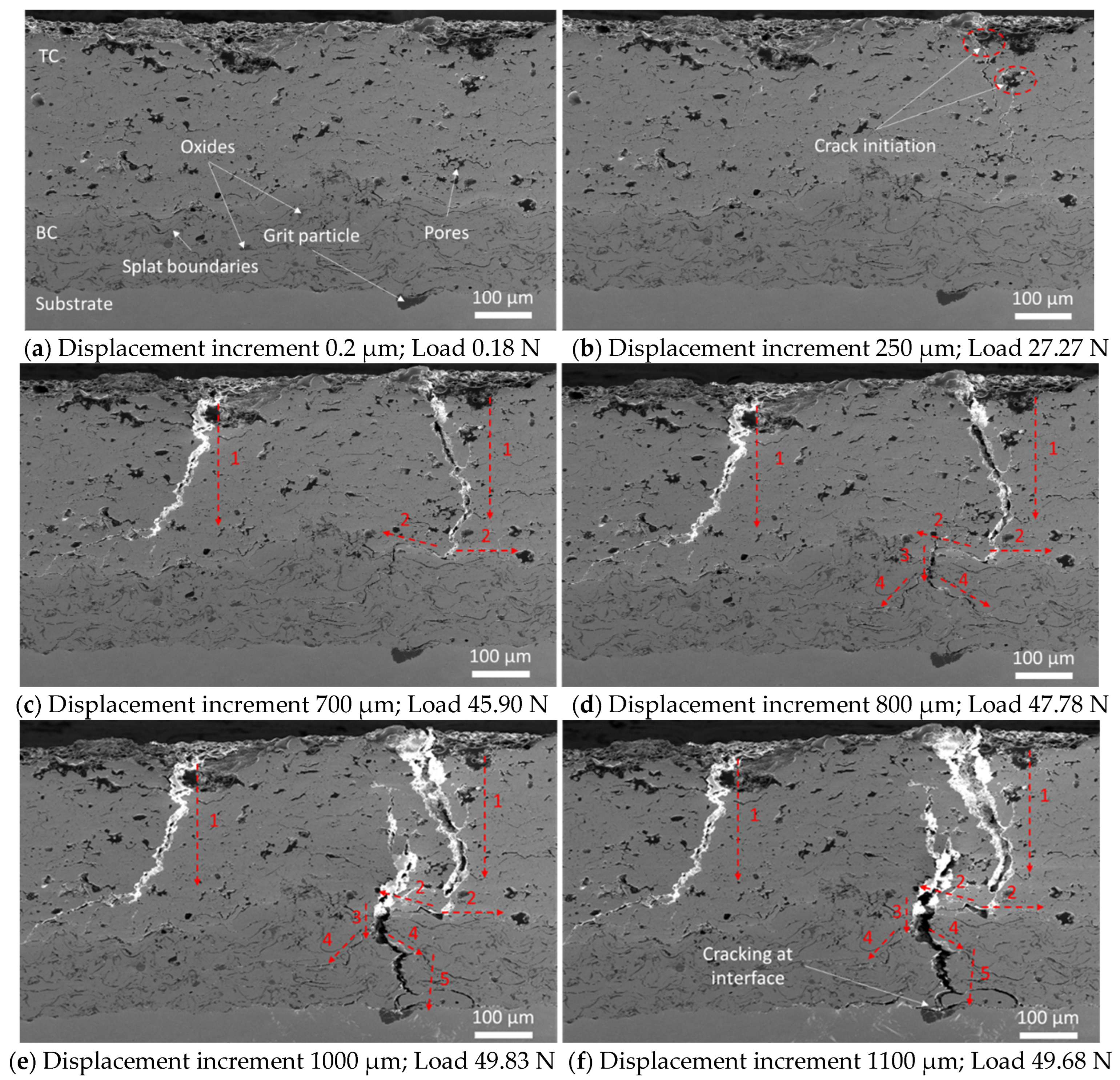
The cracking behavior of the APS coating under bending loading is shown in
Figure 3. Since the coating sample was loaded in tension (central loading pin located below the substrate), the coating failure was expected to take place at the free surface exposed to the maximum in-plane tension state. The free surface of the top coat is recognized by considerable surface roughness, as indicated in the cross-section SEM images shown in
Figure 3. The fracture of the APS-coatings was observed to initiate above the central loading area. Short cracks were seen to initiate in the valley region of the top coat surface and at the circumference of pre-existing pores in the TC layer (see
Figure 3b). Surface roughness creates local stress concentrations at critical points, or irregularities (e.g., off-peaks or valley regions) on the coating’s surface and interfaces [
41]. These stress concentrations can be the driving force behind crack initiation and propagation withing the coating system. For instance, one of the factors most affecting a TBC’s lifetime is the interfacial adhesion between the coating layers. Many researchers have studied the effect of surface roughness at the interfaces between TBC layers (e.g., surface roughness of BC and TGO) to quantify the stress distribution along the surface roughness using numerical modelling procedures [
41,
42,
43]. It was demonstrated that rougher surfaces or interfaces led to easier crack initiation. In addition, stress localization was found to occur in the off-peak or valley regions, promoting micro-crack formation. These observations match well with the detection of the crack initiation behavior of APS coatings during the in-situ bending experiments. The first cracking observation was recorded at 0.06% flexural strain. It is worth mentioning that other cracks were observed at a lower magnification, initiating away from the central loading location. However, the main cracks at the beam mid-span area became dominant, causing localized strain relief in the surrounding material. Further straining causes the initiation of new cracks in addition to the enlargement and advancement of former cracks in the TC through thickness direction, as can be seen in
Figure 3c,d. The main crack (i.e., the crack at the right side) propagated until it reached the TC/BC interface, then diverted at the splat boundary and propagated horizontally along the interface. Altering the direction of crack propagation is beneficial as it contributes to an increase in the fracture toughness of coatings and enhances their durability [
44,
45]. The propagation of horizontal cracks along the interface between the top coat and the bond coat can be considered an indication of inadequate adhesion between TC and BC layers, resulting in top coat spallation [
26]. However, in this case, the crack was deflected at the TC/BC interface for a short distance; this may be due to the change of material. Then, it finds a weak point in the bond coat and proceeds with its vertical propagation through the thickness direction. Furthermore, the propagation of the crack across the TC/BC interface was noticed only in this sample, while in the other tested samples, cracks were propagated directly through the TC/BC interface. More loading causes the main crack to grow vertically through the BC layer, making its way towards the substrate surface. It was noticed that the lamellar oxide stringers within the bond coat layer introduce weak regions that facilitate the crack propagation process. APS coatings conventionally contain oxide inclusions because of the entrainment of ambient air into plasma jets, which restricts the effective bonding between the splats structures [
46]. Hence, the crack propagation in the bond coat layer took place through oxide inclusions cracking, in addition to intersplat cracking. Crack branching took place at existing pores in the bond coat layer, as can be seen in
Figure 3d (pointed out by dashed red arrows #4). Crack branching can negatively affect the performance of the TBC system, since more oxygen can infiltrate the TC layer, leading to accelerated growth of the TGO layer. However, during in-service conditions (e.g., high temperature), the TBC will have experienced some sintering and structural coalescence, which can mitigate the negative effect of crack branching. Subsequently, the crack reached the substrate surface, then bifurcated and propagated along the coating–substrate interface causing delamination of the coating (
Figure 3e,f). Grit at the substrate surface due to the sandblasting operation seems to facilitate the initiated crack at the coating-substrate surface. It should be noted that the samples were grit-blasted using a commercial preparation system and the level of embedded grit is consistent with that found in commercial parts manufacturing. The increased bright contract in the SEM images at the crack regions in the ceramic top coat layer (
Figure 3c–f) is due to the charging phenomenon resulting from the exposure of the non-carbon coated area (i.e., fracture region) to the imaging electron beam as mentioned before.
In order to provide further insights into the potential mechanisms responsible for crack propagation, branching, and deflection observed in the APS coatings, the following discussion is presented. A good understanding of the crack initiation and propagation mechanisms inside TBCs is important for prolonging their lifetime and performance. The crack takes place when the energy available for crack growth is sufficient to surpass the resistance of the material [
47]. Yoffe [
48] made the assumption that the crack growth occurs along the direction normal to the induced maximum stress, and the crack propagation process is stable provided that the propagation velocity is lower than a critical value. Once the crack velocity exceeds this critical value, the propagation process becomes unstable. At this point, the stress state at the crack tip changes and the hoop stress in the vicinity of the crack tip will have a maximum angle of approximately 60° from the crack propagation direction, which may result in crack branching. Another possible explanation for the crack branching phenomenon was given by Ravi-Chandar and Knauss [
49], who suggested that existing microcracks in front of the main crack can lead to branching as a result of the growth and coalescence of the microcracks. The crack branching phenomenon leads to an increased cracking area, hence accelerating the deterioration of the coating system. Crack branching is particularly common in brittle materials where it can occur symmetrically or asymmetrically [
47]. As mentioned before, and based on the in-situ observations, crack propagation occurred in the APS coating along the direction normal to the induced maximum tensile stresses, while asymmetrical crack branching took place due to the existence of microcracks and pores in front of the main crack. The crack branching mechanism is a complicated phenomenon as it is dependent on many factors, including crack tip speed and the stress intensity factor and its rate [
47]. Therefore, numerical simulations are usually exploited to study crack branching. On the other hand, altering the path of crack propagation is a favorable mechanism for enhancing the toughness of brittle materials (e.g., ceramics). Crack deflection dissipates or absorbs the fracture energy needed for crack propagation and improves the fracture toughness of the coatings [
44,
45]. Various factors can affect crack propagation, such as changes in material properties, interfaces, stress gradients, and the presence of inclusions or defects. The conducted in-situ observations showed that crack deflection occurred at the splat boundaries.
The strain fields for the crack initiation and propagation processes in the APS coating after the in-situ bending experimentation were analyzed using the DIC technique. The strain distribution (e
xx and e
yy) for sample #1 at different displacement increments, developed by the Ncorr MATLAB code [
39], are shown in
Figure 4a–d. DIC can effectively show the areas of high strain localization (e.g., crack initiation and propagation sites). The localized strain in the x-direction is noticeably high due to tensile stresses that developed within the coating layers during the bending loading, promoting the development of vertical cracks through the thickness direction (
Figure 4b–d). The strain (e
xx) increases with increased bending load due to crack enlargement, especially in the main crack area at the right side, which matches well with the SEM micrographs. In contrast, the strain levels at areas adjacent to the cracks are relatively lower, which confirms that the main cracks at the beam mid-span area became dominant, causing localized strain relief in the surrounding material; this emphasizes the concentration of deformation and stress at the crack sites. It is worth mentioning that the strain measurement of the DIC is a localized value (caused by the induced crack opening), therefore it is much higher than the values of flexural strain calculated based on the bending theory. For instance, the DIC strain measurement (maximum e
xx) at the onset of crack initiation is around 0.2, while the flexural strain was calculated to be 0.0006. The maximum strain in the x-direction can effectively capture the propagation path of the vertical cracks developed in the TC layer. On the other hand, the strain distribution in the y-direction (e
yy) can give an indication of the strain localization caused by the development of horizonal or interfacial cracks at the TC/BC interface, as shown in
Figure 4c,d, which agrees with the crack propagation analysis highlighted in the previous section. After a certain crack opening, the DIC analysis failed to detect the displacement evaluation since the similarity between the undeformed and deformed microstructures was considerably deteriorated owing to the coating failure.
As mentioned before, the DIC strain prediction (e
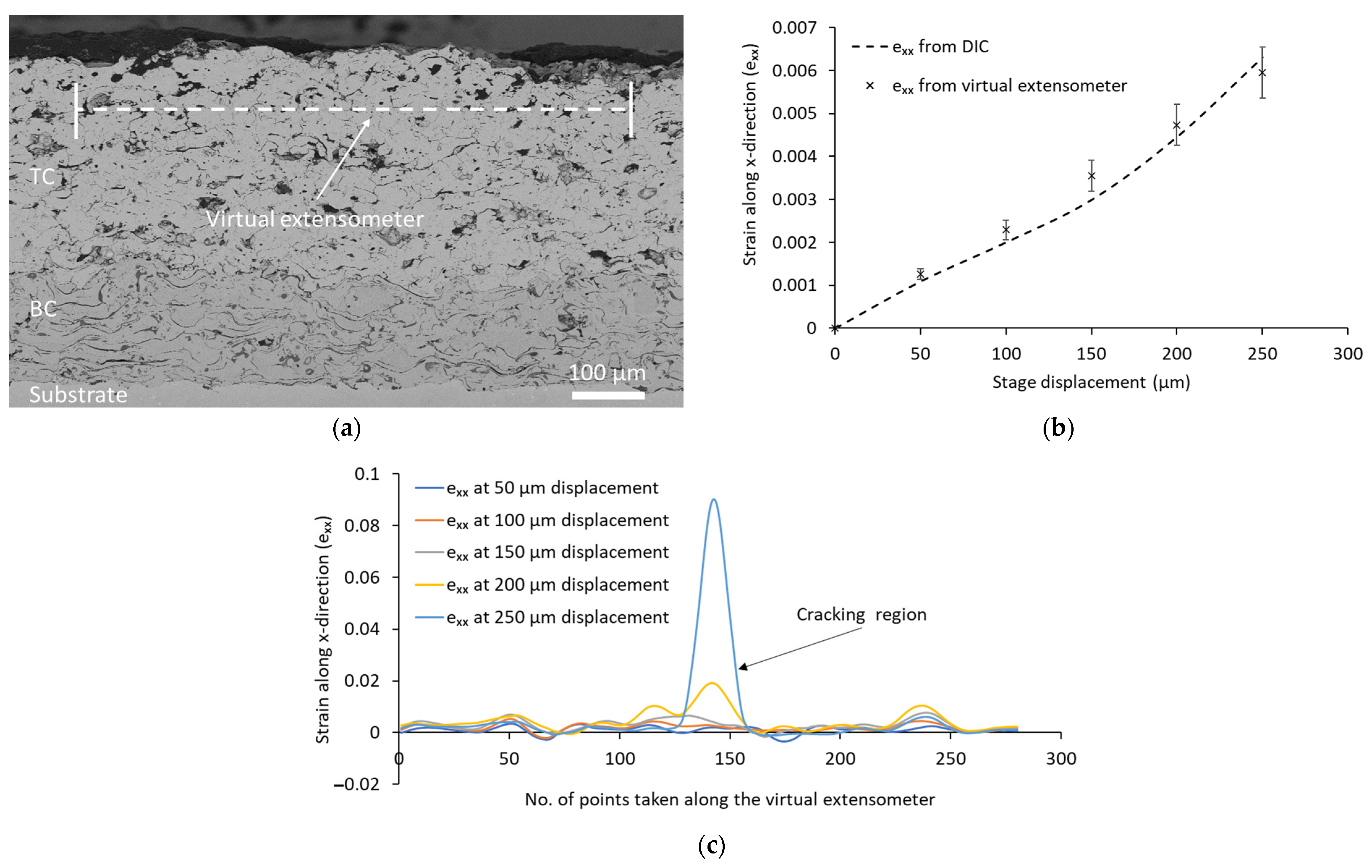
xx) at the onset of crack initiation does not match well with the theoretical calculations. Hence, to ensure the reliability of the conducted DIC analysis, a virtual extensometer was used to verify the DIC measurements. The virtual extensometer technique is quite similar to the conventional methods of strain measurement at the macroscopic level. In this technique, the displacement between two points in each image was chosen to calculate the strain [
18]. Thus, the change in the horizontal extension (x-direction) between two points defined within the TC layer at nearly 75 µm from its free surface (see
Figure 5a) was measured at different displacements up to the coating’s failure to calculate the developed strain. Furthermore, the strain in the x-direction (e
xx) along the trace of the imposed virtual extensometer was extracted from the DIC software, averaged, and compared to the corresponding values obtained from the virtual extensometer at different bending displacements, as shown in
Figure 5b. There is acceptable agreement between the strain calculations from the virtual extensometer and the averaged DIC measurements at different stages of displacement. Moreover, the evolution of strain values attains an almost linear behavior that corresponds to the increase in bending displacement, which is confirmed by both DIC and virtual extensometer measurements. This trend may be attributed to the inherent brittleness of the coating material. The DIC strain (e
xx) distribution along the trace of the virtual extensometer at different bending displacements is shown in
Figure 5c. It can be noticed that, as the bending displacement increases, strain concentration takes place in the cracking area, which can be recognized as peaks, see
Figure 5c. However, the regions surrounding the cracks are characterized by relatively low strain values. Furthermore, the strain distribution along the extensometer line reveals an uneven pattern, which may be attributed to the heterogeneous microstructure of the APS coatings. These microstructural features may cause differing strain accommodations.
3.2. In-Situ Bending Sample #2
The force-displacement curve for the in-situ bending experimentation of sample #2 and a BSE micrograph for the cross-section of the APS coating at the onset of first crack observation are shown in
Figure 6a,b. The applied bending load induced elastic deformation in sample #2, reaching a maximum of approximately 30 N, followed by load softening owing to crack formation and propagation, which reduced the stiffness of the beam specimen (see
Figure 6a). First crack formation was observed at 21.8 N, which was located just above the central support pin in the area of the induced maximum strain (marked by a dashed red circle in
Figure 6b). Also, it seems that a micro-void near the coating’s free surface and at the location of the maximum stress contributes to facilitating the initiation of the crack. The calculated flexural strength and strain for sample #2 at crack formation are nearly 148 MPa and 0.07%, respectively.
Selected micrographs for the fracture behavior of the APS coating (sample #2) under bending loading are shown in
Figure 7a–f. The crack formation took place at the coating’s free surface in the mid-span area above the central loading point, which is characterized by the maximum tensile stress state. As mentioned before, the pre-existing pore near the TC free surface seems to weaken this area and facilitate the crack initiation (see
Figure 7b). Unlike the other two tested samples, the main crack initiation did not occur in the valley regions of the TC free surface. However, the formation of other vertical cracks away from the mid-span region at the valley regions of the TC layer was recorded. Further straining causes the central main crack to become dominant, resulting in stress relief in the other secondary cracks located away from the central loading point.
Figure 7c,d show the enlargement and vertical propagation of the central crack in the thickness direction. Existing pores in the TC layer act as center points for short horizontal crack generation (i.e., crack branching), pointed out by dashed red arrows #2 in
Figure 7c,d. Increasing the bending load resulted in one crack branch becoming dominant and growing faster towards the TC/BC interface. Once this crack branch reached the TC/BC interface, it propagated directly into the BC layer without altering its path due to the good adhesion between these layers. The crack changed its growing path and bifurcated at the BC layer due to the splat structure of BC (
Figure 7e,f). As mentioned previously, the oxide inclusions in the BC layer introduce weak points along with weakening the bonding between the splats structures, leading to facilitation of the crack propagation process. Finally, the crack reached the substrate surface and propagated along the coating–substrate interface, causing local delamination of the coating.
The strain mapping (e
xx and e
yy) developed by the Ncorr code [
39] for the crack formation and growth in the APS coating (sample #2) after the real-time bending test are shown in
Figure 8a–d. Formation of the main vertical crack at an early-stage loading was successfully detected by a strain field (e
xx) corresponding to the induced maximum tensile stress at the TC layer (see
Figure 8b). The e
xx-strain map reveals the region of high strain concentration (crack opening area) and can effectively capture the propagation path of the central vertical crack. For instance, crack branching was detected by the DIC analysis (x-strain map), as can be seen in
Figure 8c,d, and was accompanied by strain localization in the corresponding regions in the e
yy-strain map. The DIC strain measurement (maximum e
xx) at the onset of crack initiation is around 0.02. Increasing the bending load resulted in more strain localization in the crack region due to stress concentration, while the areas adjacent to and away from the crack are featured with low strain values (
Figure 8b–d). Once more, this observation correlates with the detected cracking behavior, where strain localization occurs in the primary cracks’ area at the center of the beam, leading to strain relief in the adjacent regions. The strain distribution in the y-direction (e
yy) shows no sign of the initiation of horizontal cracks (strain localization) at the interface between TC and BC layers, which matches with the crack propagation analysis conducted in the prior section. Due to the induced excessive increase in the cracking area caused by the bending load, the DIC system was unable to generate the displacement and strain fields for the APS coating; the cracking within the coating introduces challenges to tracking and correlating the microstructural features, leading to difficulties in developing the displacement and strain maps.
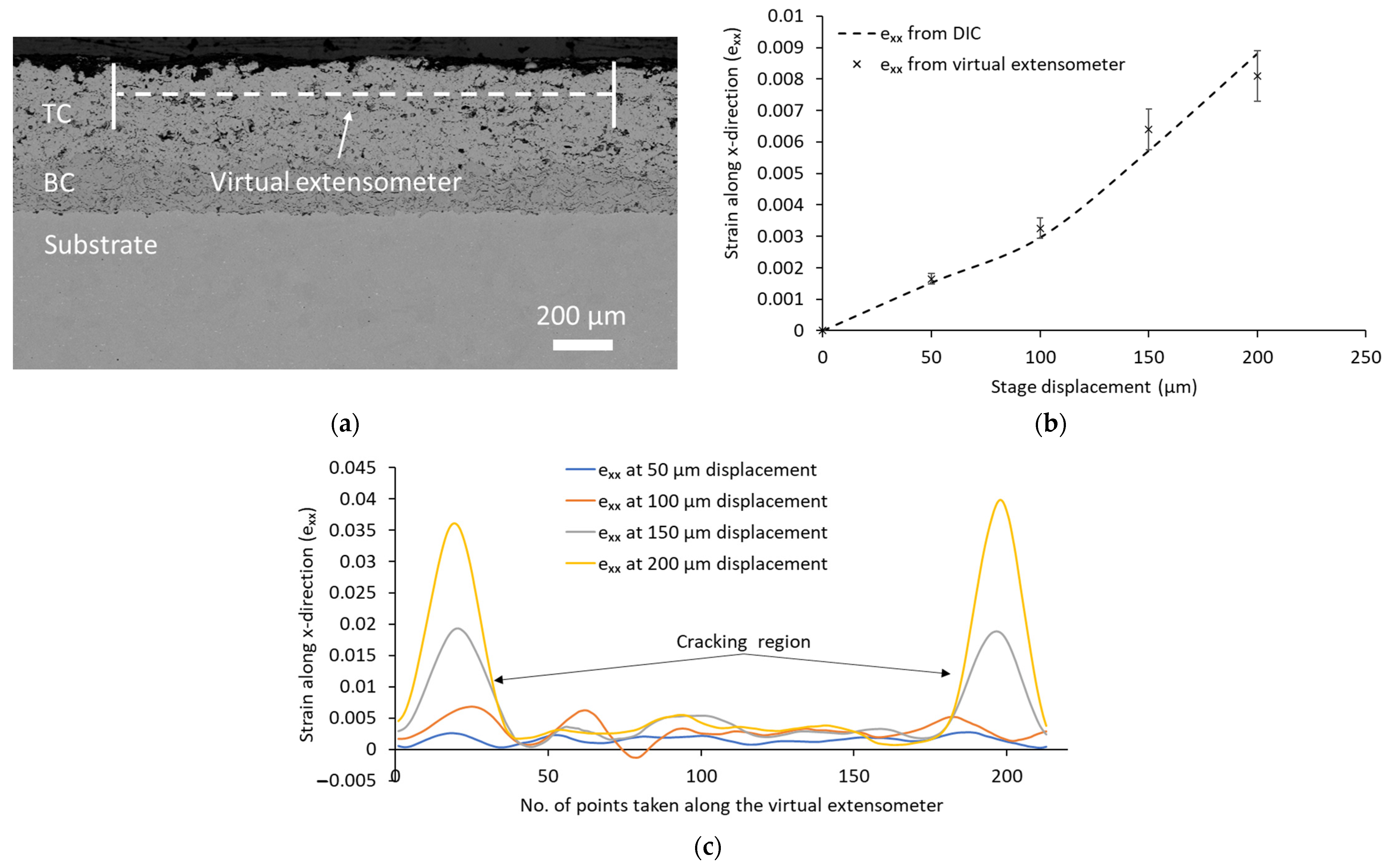
In order to verify the obtained DIC measurements for sample #2, a virtual extensometer was employed to measure the change in the horizontal displacement between two points defined in the TC layer at approximately 90 µm from its free surface at different displacements and up to the failure of the APS coating, see
Figure 9a. The strain in the x-direction (e
xx), computed through the virtual extensometer, is compared to the averaged strain values obtained from the DIC e
xx-map along the extensometer line at different bending displacements, see
Figure 9b. The strain values calculated from the virtual extensometer acceptably agreed with those obtained from averaging the DIC measurements at different stage displacements, as shown in
Figure 9b. The strain measurements exhibited a linearity with the progression of the bending load up to failure.
Figure 9c shows the distribution of strain in the x-direction (e
xx) obtained from the DIC analysis along the virtual extensometer line at different bending displacements. The strain distribution shows the concentration of strain within the cracking area, indicated by the central peak, whereas relatively lower strain values are observed in other regions, as shown in
Figure 9c, which matches with the DIC strain fields introduced in the prior section. Moreover, the DIC strain measurements in
Figure 9c show an uneven distribution, which may be related to the varied microstructural features of the coatings, thereby accommodating the strain differently.
3.3. In-Situ Bending Sample #3
Load-displacement data obtained from the Proxima testing stage during the conducted 3PB experimentation in a stepwise loading mode are shown in
Figure 10a. It can be seen that linear loading behavior was detected up to approximately 200 N; subsequently, load softening was recorded due to the reduced stiffness of the beam specimen. The partial unloading can be recognized in the load–displacement curve as corresponding to the displacements at which the micrographs of the coating were acquired. The first crack observation was recorded at 149.28 N and the related micrograph of the TBC coating can be seen in
Figure 10b. According to the beam theory, the flexural strength and maximum strain at which the first cracking of the coating was noted are approximately 251 MPa and 0.12%, respectively. The APS-TBCs microstructure is characterized by features including pores, oxide inclusions, splat boundaries, different phases, etc. The pores and splat structure of these coatings help to compensate for the thermal expansion mismatch among the TBC system layers and to achieve lower thermal conductivity (see
Figure 10b).
Figure 11 shows the fracture of the APS-TBC coatings during the in-situ bending test. Since the coating sample was loaded in tension, crack initiation was first recorded as taking place at the free surface exposed to the maximum in-plane tension state. The TC free surface features significant surface roughness as indicated in the cross-section SEM images, see
Figure 11. The fracture of the APS-coatings was observed to initiate above the central loading area. Primarily two short cracks were initiated at approximately 0.7 mm at each side of the central loading pin at the coating free surface, where the maximum strain was imposed (see
Figure 11b), leading to a loss of the coatings’ stiffness. The cracks were observed to initiate in the valley regions of the top coat surface, as these areas may introduce stress concentration points that facilitate the crack initiation and propagation process. The flexural strain at which the first cracking of the brittle coating was observed is 0.12%. It is worth mentioning that other cracks were observed at a lower magnification initiating away from the central loading location. However, the main cracks at the beam mid-span area became dominant, causing localized strain relief in the surrounding material. As can be seen in
Figure 11c,d, further straining caused cracks to enlarge and propagate vertically in the thickness direction towards the bond coat. At a certain point, crack branching takes place at the main crack that developed to the right of the loading point, as existing pores can act as center sites for small horizontal crack generation. The same crack changed its propagation path and deviated at the splat boundaries (crack propagated along the splat interface) within the bond coat layer as shown in
Figure 11d (dashed red arrow 3). Since the toughness of materials is measured by their ability to restrict or prevent crack propagation, the microstructural features such as splat boundaries that cause crack deflection are important mechanisms that impart increased toughness to prolong the life of the thermal barrier coating [
44,
45]. On the other hand, the main crack (on the left side) propagated vertically through the top coat layer, the TC/BC interface, and the bond coat layer without any observation of crack branching or deviation phenomena. Moreover, it can be noted that when cracks reached the interface between the top coat and the bond coat, they propagated directly into the BC layer without changing their growth path, which gives an indication of the good adhesion between the TC and BC layers, which matches with the literature [
9,
27]. More deformation results in cracks proceeding towards the substrate (see
Figure 11e,f) through the cracking of oxide inclusions and intersplat cracking. After the main crack (on the right side) approached the substrate surface, the propagation direction was diverted to be nearly parallel to the BC/substrate interface, which led to local delamination of the APS coatings due to the loss of adhesion to the surface of the substrate. Also, secondary through-thickness cracks were developed from the coating’s free surface, as seen in
Figure 11f.
Figure 12a–c shows the strain distribution in the x and y directions (e
xx and e
yy) generated by the DIC analysis for the micrographs obtained during the in-situ bending of sample #3. Again, the strain maps were able to detect the crack initiation and propagation locations in the APS coating layers. The strain map (e
xx) best represents the deformation fields that took place in the tensile loading direction of the coating due to the applied bending moment promoting the development of vertical cracks. These vertical cracks can be observed at each local maximum, suggesting that these strain fields resulted from crack opening pseudo-strains (see
Figure 12b,c). The growth of these cracks was driven by bulk tensile stresses in the thermal barrier coating (TC). The DIC strain measurement (maximum e
xx) at the onset of crack initiation is around 0.02, while the strain map (e
yy) can reveal the strain concentration in the vertical direction that may contribute to horizontal cracks formation. Therefore, the strain map (e
xx) has higher values compared to those of the y-strain map. The DIC maps show the concentration of the deformation fields in the main crack on the right side, which agrees with the in-situ observations being that the crack on the right is the dominant crack. Furthermore, strain localization in the e
yy-strain map can be spotted, which may be attributed to the diversion of the crack propagation path at the splat boundary within the BC layer, see
Figure 12c. This observation matches with the crack path explanation introduced in the previous section.
The verification process for the DIC analysis of sample #3 was achieved by comparing the strain values computed through a virtual extensometer imposed on the TC layer at approximately 100 µm from its free surface (see
Figure 13a) and the averaged DIC measurements along the extensometer line.
Figure 13b shows an acceptable match between the strain (e
xx) calculated from the virtual extensometer and the averaged strain values obtained from the DIC strain field in the x-direction at different bending displacements (up to failure of coating). Again, the strain evolution under the different bending displacements up to failure showed nearly a linear trend as can be seen in
Figure 13b.
Figure 13c shows the distribution of strain in the x-direction (e
xx) obtained from the DIC analysis along the extensometer line at different bending displacements, which confirms the strain localization at the cracking regions (two peaks at the extreme ends of the graph). Again, the distribution of e
xx-strain along the extensometer line (
Figure 13c) exhibited an uneven pattern that could be attributed to the microstructure heterogeneity of the APS coatings.
Based on the previous observations from the conducted in-situ bending tests, the main features for the cracking behavior of the APS coating under mechanical loading can be simplified in the developed schematic representation shown in
Figure 14.
In this schematic:
Bending moment (M) is applied to the coating specimen in such a way that the coating free surface is subjected to the maximum stress ().
Due to the high tensile stresses experienced in the outer surface of the TC layer, the crack initiated at stress concentration areas such as the valley region or at the region where the maximum strain is induced above the central loading point.
The crack propagated vertically through the thickness direction of the TC layer, and crack branching took place when pre-existing pores came along with the crack propagation path leading to increased cracking area.
The crack propagated through the TC/BC interface by further straining, subsequently the crack changed its propagation path (i.e., deviated) at a splat boundary.
The crack continued its relative vertical propagation through the thickness direction of the BC layer until it reached the BC/substrate interface, leading to local delamination between the coating and the substrate.
3.4. Fractography Analysis
The fracture mechanism of the APS coating was studied based on the recorded micrographs for the failed samples. The same fracture mechanism was detected for the tested samples, therefore the fractography analysis introduced in this section is based on the SEM images obtained for sample #3 at high magnification for the different fracture regions of the coating (i.e., top coat and bond coat), see
Figure 15a,b. It can be seen that, along the sides of the main crack region, numerous secondary cracks developed, which may result from the opening of pre-existing microcracks and pores within the coating microstructure or from a failure of the splat boundaries (see
Figure 15a). By magnifying the fracture area within the dashed white square (
Figure 15a), splat cracking can be recognized, which can be assumed to be the main mechanism for crack propagation within the ceramic coating layer. Another factor that can contribute to crack propagation under the mechanical loading is the loss of cohesion between splats. The splat cracking mechanism has been detected by other researchers [
8,
27]. For instance, splat cracking along with the interlinking of the pre-existing cracks were the dominant mechanisms for crack propagation for different coatings (i.e., APS and HVOF-sprayed Al
2O
3-40ZrO
2 coatings) under in-situ bending-driven failure experimentation [
27]. Mušálek et al. [
8] conducted in-situ bending tests on free-standing plasma sprayed ceramic (alumina) and metallic (stainless steel 316L) coatings to observe their fracture behavior. For the ceramic coatings, splat cracking was defined as a prime failure mechanism. Also, splat debonding was detected in the regions weakened by pores. For the bond coat layer, the fracture mechanisms of crack propagation are assumed to be mainly due to the cracking of oxide inclusions along with splat debonding and cracking, as seen in
Figure 15b. Splat debonding can take place in coatings at regions where the splat bonds were weakened by pores and oxide stringers [
8,
46]. For instance, Mušálek et al. [
9] introduced a fractography analysis of a failed APS-TBC coating under bending experimentation and showed that loose bonding between splats structures in the BC layer permitted crack propagation along the splat-splat interface. The oxides or voids (pores and microcracks) at the splats interface were assumed to deteriorate the splats bonding strength. Many fracture features (fragments of cracked splats or loosened splats) were observed in the fracture area for the APS-TBC coating. Hence, it can be confirmed that the microstructural defects that pre-exist in the coating microstructure, such as pores, cracks, and splat boundaries, may act as stress concentration points and affect the crack propagation process. The most typical fracture mechanisms for the coating layers were splat cracking and splat debonding as well as the cracking of lamellar oxides in BC layer. The fracture analysis of the failed coatings is based on previous fractographic investigations [
8,
15,
16].


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














