


Effect of Aging Time on Microstructure and Properties of Cold-Rolled Ni-W-Co-Ta Medium–Heavy Alloy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. The Experimental Materials and Research Methods
3. Results and Analysis
3.1. XRD Analysis
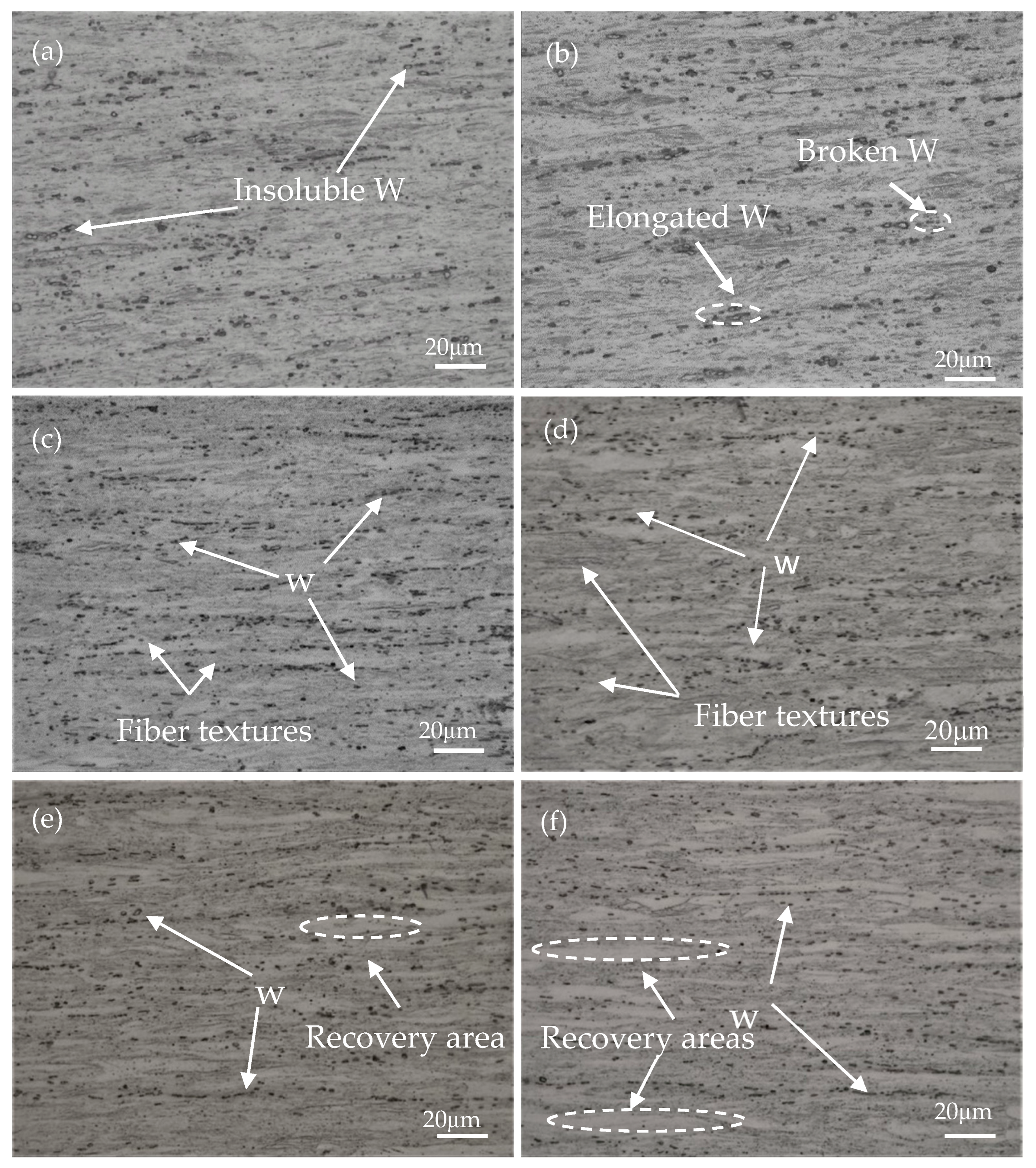
3.2. OM Analysis
3.3. TEM Analysis
3.4. Microhardness
3.5. Strength and Elongation
3.6. Fracture Morphology
4. Conclusions
- The aging process triggers the precipitation of the Ni4W phase from the cold-rolled medium–heavy alloy. The Ni4W phase reaches a size of about 11.52 nm, accompanied by a proportional increase in volume fraction to 28.7% as the aging time progresses from 2 h to 32 h.
- Prolonged aging treatment of the cold-rolled Ni-W-Co-Ta medium–heavy alloy results in alleviated lattice distortion resulting from severe deformation, reduced internal stresses within grains, and decreased dislocation density, notably characterized by dislocation entanglement and dislocation walls within the microstructure.
- The cold-rolled Ni-W-Co-Ta medium–heavy alloy attains maximum hardness, tensile strength, and yield strength at 766 HV, 2286 MPa (UTS), and 1989 MPa (YS), respectively, following the 16 h aging treatment at 700 °C.
- After the aging treatment, the fracture morphology of the cold-rolled Ni-W-Co-Ta medium–heavy alloy exhibits a distinctive ductile–brittle mixed fracture characteristic.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sharma, V.; Namburu, S.A.S.; Lalwani, P.; Sagar, C.K. Constitutive modelling and processing map analysis of tungsten heavy alloy (92.5W-5.25Ni-2.25Fe) at elevated temperatures. Int. J. Refract. Met. Hard Mater. 2018, 76, 168–179. [Google Scholar] [CrossRef]
- Chuvildeeva, V.N.; Nokhrina, A.V.; Boldina, M.S.; Sakharova, N.V.; Baranovb, G.V. Influence of high-energy ball milling on the solid-phase sintering kinetics of ultrafine-grained heavy tungsten alloy. Dokl. Phys. 2017, 62, 420–424. [Google Scholar] [CrossRef]
- Kiran, U.R.; Venkat, S.; Rishikesh, B.; Iyer, V.K.; Sankaranarayana, M.; Nandy, T.K. Effect of tungsten content on microstructure and mechanical properties of swaged tungsten heavy alloys. Mater. Sci. Eng. A 2013, 528, 389–396. [Google Scholar] [CrossRef]
- Prabhu, G.; Kumar, N.A.; Sankaranarayana, N.A.; Nandy, T.K. Tensile and impact properties of microwave sintered tungsten heavy alloys. Mater. Sci. Eng. A 2014, 607, 63–70. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Annamalai, A.R.; Venkatachlam, G. Microstructure and mechanical properties of spark plasma sintered tungsten heavy alloys. Mater. Sci. Eng. A 2018, 710, 66–73. [Google Scholar] [CrossRef]
- Haag, J.V.; Edwards, D.J.; Henager, C.H.; Setyawan, W.; Wang, J.; Murayama, M. Characterization of ductile phase toughening mechanisms in a hot-Rolled tungsten heavy alloy. Acta Mater. 2021, 204, 116523. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Li, S.K.; Liu, J.X.; Wang, Y.C.; Wang, X. Self-sharpening behavior during ballistic impact of the tungsten heavy alloy rod penetrators processed by hot-hydrostatic extrusion and hot torsion. Mater. Sci. Eng. A 2010, 527, 4881–4886. [Google Scholar]
- Gong, X.; Fan, J.L.; Ding, F.; Song, M.; Huang, B.Y.; Tian, J.M. Microstructure and highly enhanced mechanical properties of fine-grained tungsten heavy alloy after one-pass rapid hot extrusion. Mater. Sci. Eng. A 2011, 528, 3646–3652. [Google Scholar] [CrossRef]
- Li, Y.; Liu, G.Q.; Hu, X.B.; Wu, L.H.; Tan, C.W.; Dravid, V.P.; Liu, S.Z. A novel medium heavy alloy with superior quasi-static and dynamic properties. Scripta Mater. 2019, 162, 311–315. [Google Scholar] [CrossRef]
- Xiong, Y.; Shu, K.-H.; Li, Y.; Chen, Z.-G.; Zha, X.-Q.; He, T.-T.; Han, S.; Wang, C.-X. Deformation temperature impacts on the microstructure evolution and mechanical properties of a novel medium-heavy alloy (MHA). Mater. Sci. Eng. A 2022, 856, 144005. [Google Scholar] [CrossRef]
- Zhang, K.; Yang, J.; Li, J.; Chen, X.; Zhou, H.; Liu, P. Effect of deformation and aging treatment on the microstructure and properties of Cu-0.45Cr-0.14Ti (wt.%) alloy. J. Alloys Compd. 2021, 851, 156776. [Google Scholar] [CrossRef]
- He, F.; Yang, S.; Cao, J. Effect of cold rolling and aging on the microstructure and mechanical properties of Ti-Nb-Zr Alloy. J. Mater. Eng. Perform. 2020, 29, 3411–3419. [Google Scholar] [CrossRef]
- Sadeghi-Nezhad, D.; Anijdan, S.M.; Lee, H.; Shin, W.; Park, N.; Nayyeri, M.; Jafarian, H. The effect of cold rolling, double aging and overaging processes on the tensile property and precipitation of AA2024 alloy. J. Mater. Res. Technol. 2021, 9, 15475–15485. [Google Scholar] [CrossRef]
- Luo, J.-M.; Zhu, H.-C.; Zhu, Z.-S.; Xu, J.-L.; Li, M.-B. Phase precipitation behavior of TB17 titanium alloy during isothermal aging process. Rare Metal Mater. Eng. 2021, 50, 3862–3870. [Google Scholar]
- Shu, K.H.; Xiong, Y.; Li, Y.; Zhang, X.; Yin, L.-T.; Ren, F.-Z. Effect of cold rolling on microstructure and properties of a novel Ni-W-Co-Ta heavy alloy. Rare Metal Mater. Eng. 2023, 52, 3833–3839. [Google Scholar]
- Li, Z.-B.; Zhang, H.; Chen, B.; Zhang, G.-H.; Chou, K.-C. Microstructure and mechanical properties of Al2O3 dispersed fine-grained medium heavy alloys with a superior combination of strength and ductility. Mater. Sci. Eng. A 2021, 817, 141376. [Google Scholar] [CrossRef]
- Cheng, H.; Wang, H.Y.; Xie, Y.C.; Tang, Y.C.; Dai, Y.C. Controllable fabrication of a carbide-containing FeCoCrNiMn high-entropy alloy: Microstructure and mechanical properties. Mater. Sci. Eng. 2017, 33, 2032–2039. [Google Scholar] [CrossRef]
- Grässel, O.; Frommeyer, G. Effect of martensitic phase transformation and deformation twinning on mechanical properties of Fe-Mn-Si-AI steels. J. Mater. Sci. Technol. 1998, 14, 1213–1217. [Google Scholar] [CrossRef]
- Deng, Y.-J.; Huang, G.-J.; Cao, L.-F.; Wu, X.-D.; Huang, L.; Xia, M.-Y.; Liu, Q. Improvement of strength and ductility of Al-Cu-Li alloy through cryogenic rolling followed by aging. T. Nonferr. Metal. Soc. 2017, 27, 1920–1927. [Google Scholar] [CrossRef]
- Li, C.; Xiong, H.Q.; Bhatta, L.; Wang, L.; Zhang, Z.Y.; Wang, H.; Kong, C.; Yu, H.L. Microstructure evolution and mechanical properties of Al-3.6Cu-1Li alloy via cryorolling and aging. T. Nonferr. Metal. Soc. 2020, 30, 2904–2914. [Google Scholar] [CrossRef]
- Jayaganthan, R. Effects of warm rolling and ageing after cryogenic rolling on mechanical properties and microstructure of Al 6061 alloy. Mater. Des. 2012, 39, 226–233. [Google Scholar]
- Brigham, R.J.; Tozer, E.W. Effect of alloying on pitting resistance of 18% Cr austenitic stainless steels. Corrosion 1974, 30, 161–166. [Google Scholar] [CrossRef]
- He, X.; Pan, Q.; Li, H.; Huang, Z.; Liu, S.; Li, K.; Li, X. Effect of artificial aging, delayed aging, and pre-aging on microstructure and properties of 6082 aluminum alloy. Metals 2019, 9, 173. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Xiong, Y.; Li, H.-f.; Han, S.; Ren, F.-z.; Wang, C.-x. Effect of Aging Time on Microstructure and Properties of Cold-Rolled Ni-W-Co-Ta Medium–Heavy Alloy. Coatings 2024, 14, 230. https://doi.org/10.3390/coatings14020230
Li Y, Xiong Y, Li H-f, Han S, Ren F-z, Wang C-x. Effect of Aging Time on Microstructure and Properties of Cold-Rolled Ni-W-Co-Ta Medium–Heavy Alloy. Coatings. 2024; 14(2):230. https://doi.org/10.3390/coatings14020230
Chicago/Turabian StyleLi, Yong, Yi Xiong, Hua-fei Li, Shun Han, Feng-zhang Ren, and Chun-xu Wang. 2024. "Effect of Aging Time on Microstructure and Properties of Cold-Rolled Ni-W-Co-Ta Medium–Heavy Alloy" Coatings 14, no. 2: 230. https://doi.org/10.3390/coatings14020230
APA StyleLi, Y., Xiong, Y., Li, H. -f., Han, S., Ren, F. -z., & Wang, C. -x. (2024). Effect of Aging Time on Microstructure and Properties of Cold-Rolled Ni-W-Co-Ta Medium–Heavy Alloy. Coatings, 14(2), 230. https://doi.org/10.3390/coatings14020230