.jpg)
Corrosion Performance of Epoxy/Sulfur–Selenium Coating on Q235 Steel

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock Material
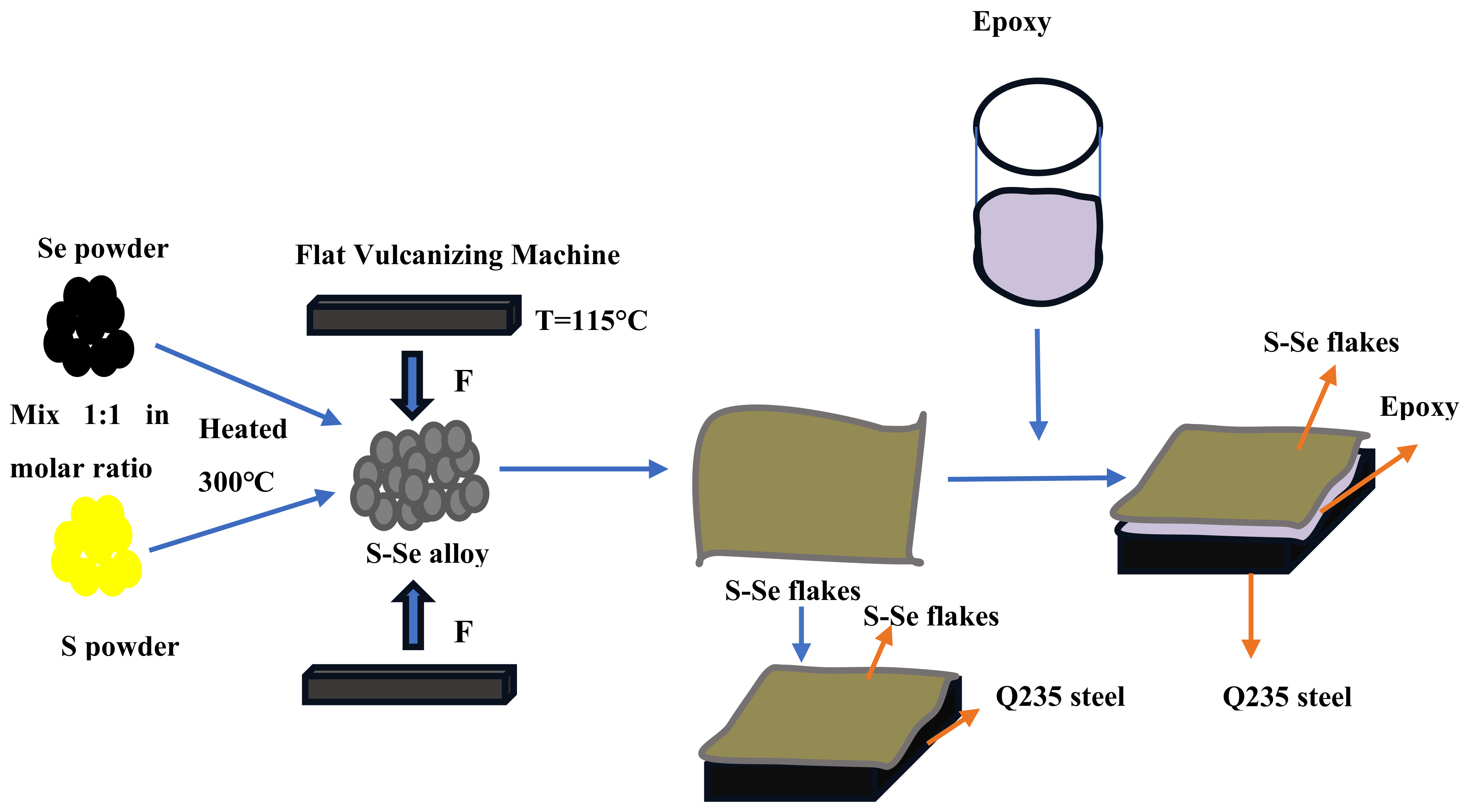
2.2. Sample Preparation
2.3. Electrochemical Measurement
3. Results and Discussion
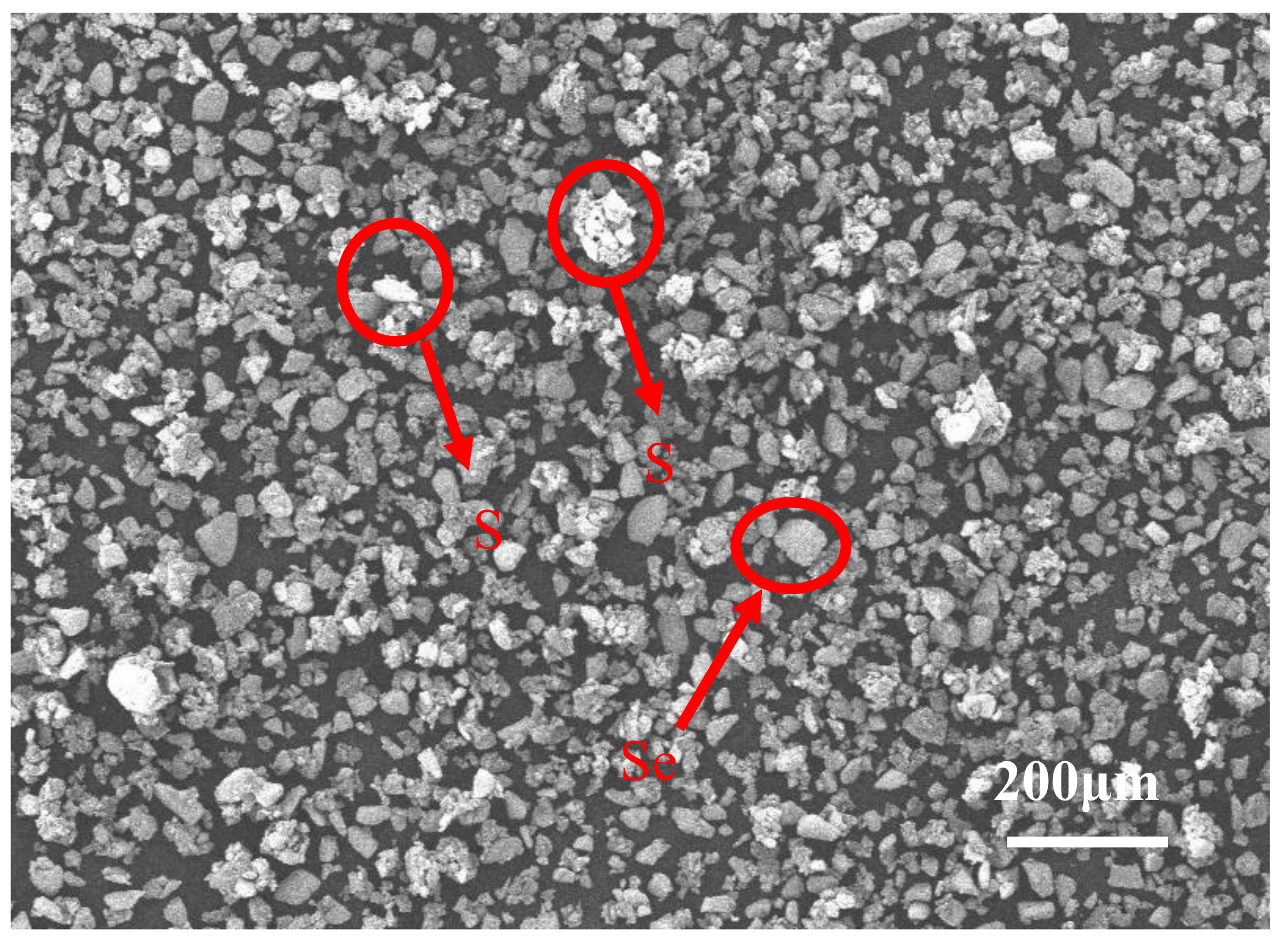
3.1. Microstructural Analysis
3.2. Binding Force
3.3. Electrochemical Testing
3.4. Electrochemical Corrosion Mechanism
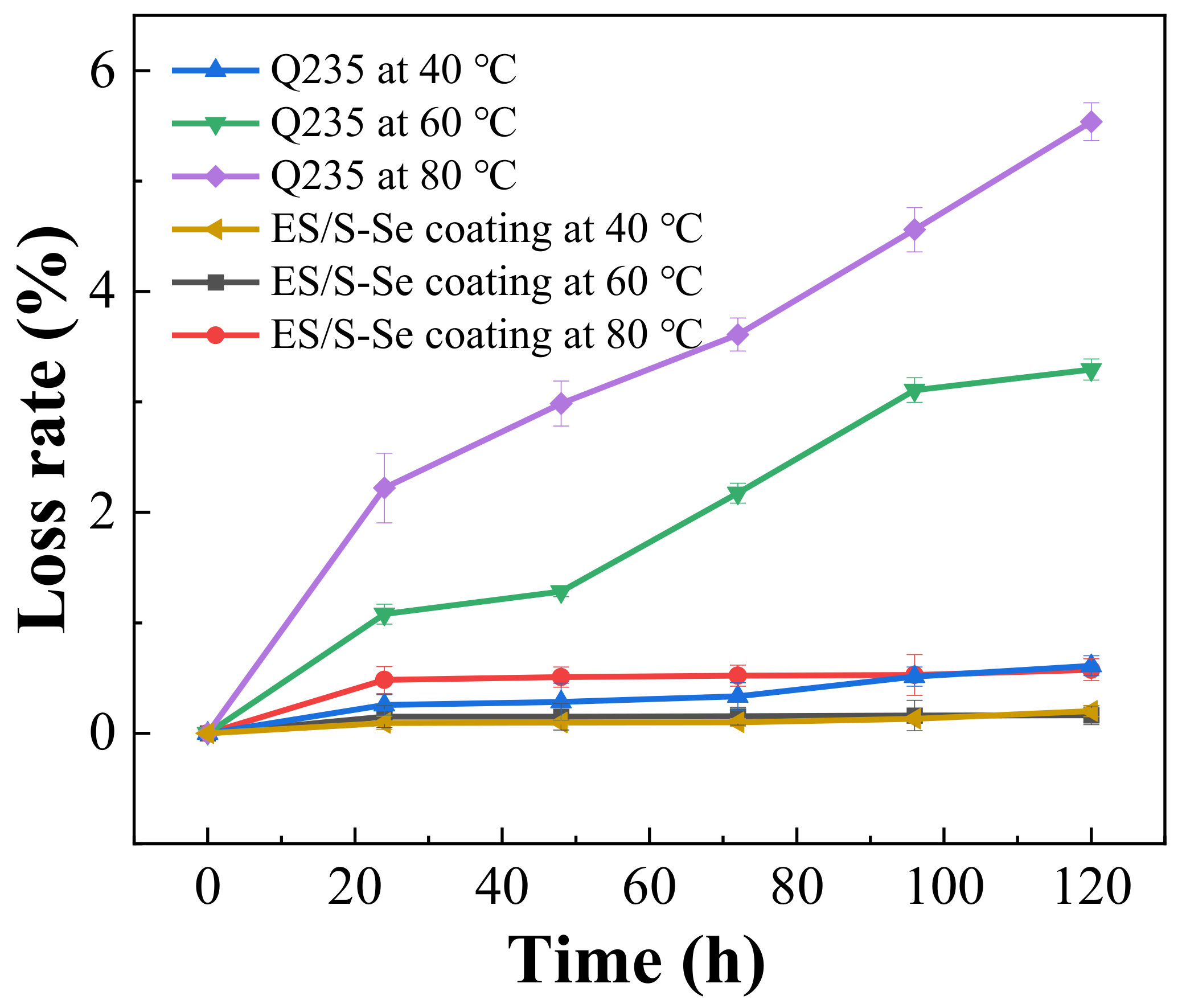
3.5. Corrosion Weightlessness Experiment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, C.; Han, J.; Zhang, C.; Su, Y.; Zhang, S.; Zhang, Z.; Wang, T. Temperature dependence of interface characterization and mechanical properties of TA1/Q235 composite fabricated by explosive welding. Adv. Eng. Mater. 2023, 25, 2201759. [Google Scholar] [CrossRef]
- Ou, G.; Wang, K.; Sun, Y.; Sun, L. Analysis of flow corrosion failure of atmospheric distillation tower overhead heat exchanger system and prediction study. Corros. Prot. Petrochem. 2015, 32, 1–5. [Google Scholar]
- Zhang, Z.; Zhang, Y.; Chen, W. Cause analysis and countermeasures for corrosion perforation of atmospheric tower wall. Safety Health Environ. 2020, 20, 15–19. [Google Scholar]
- Tu, L. Corrosion analysis and countermeasures of atmospheric tower top tray. Corros. Prot. Petrochem. 2020, 37, 58–61. [Google Scholar]
- Shi, L.J. Research on Corrosion Behavior of Three Metals in Marine Environment and Finite Element Simulation. Ph.D. Thesis, University of Science and Technology of China, Hefei, China, 2021. [Google Scholar]
- Zhang, X.-F.; Jiang, F.; Chen, R.-J.; Chen, Y.-Q.; Hu, J.-M. Robust superhydrophobic coatings prepared by cathodic electrophoresis of hydrophobic silica nanoparticles with the cationic resin as the adhesive for corrosion protection. Corros. Sci. 2020, 173, 108797. [Google Scholar] [CrossRef]
- Yu, Z.; Zhou, C.; Liu, R.; Zhang, Q.; Gong, J.; Tao, D.; Ji, Z. Fabrication of superhydrophobic surface with enhanced corrosion resistance on H62 brass substrate. Colloids Surf. A 2020, 589, 124475. [Google Scholar] [CrossRef]
- Zhou, W.; Wu, K.; Zhang, K.; Wang, Z.; Liu, Z.; Hu, S.; Fang, Y.; He, C. Studies on corrosion behaviors of q235 steel coated by the polypyrrole films doped with different dopants. Int. J. Electrochem. Sci. 2020, 15, 2594–2603. [Google Scholar] [CrossRef]
- Yan, Z.; Kang, M.; Tan, Z.; Li, Q.; Tian, B.; Li, S. Prevention of Q235 steel corrosion using waterborne rust inhibitor. J. Wuhan Univ. Technol. Sci. Ed. 2023, 38, 206–211. [Google Scholar] [CrossRef]
- Rajiv, S.; Shanmugam, K. Robust superhydrophobic composite coating using h-BN/MWCNT via supercritical fluid processing. J. Coat. Technol. Res. 2023, 20, 2135–2141. [Google Scholar] [CrossRef]
- Liu, Z.; Gong, Y.; Zhou, W.; Ma, L.; Yu, J.; Idrobo, J.C.; Jung, J.; MacDonald, A.H.; Vajtai, R.; Lou, J.; et al. Ultrathin high-temperature oxidation-resistant coatings of hexagonal boron nitride. Nat. Commun. 2013, 4, 2541. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, Y.; Lou, J. Investigation of hexagonal boron nitride as an atomically thin corrosion passivation coating in aqueous solution. Nanotechnology 2016, 27, 364004. [Google Scholar] [CrossRef] [PubMed]
- Husain, E.; Narayanan, T.N.; Taha-Tijerina, J.J.; Vinod, S.; Vajtai, R.; Ajayan, P.M. Marine corrosion protective coatings of hexagonal boron nitride thin films on stainless steel. ACS Appl. Mater. Interfaces 2013, 5, 4129–4135. [Google Scholar] [CrossRef] [PubMed]
- Chilkoor, G.; Karanam, S.P.; Star, S.; Shrestha, N.; Sani, R.K.; Upadhyayula, V.K.K.; Ghoshal, D.; Koratkar, N.A.; Meyyappan, M.; Gadhamshetty, V. Hexagonal boron nitride: The thinnest insulating barrier to microbial corrosion. ACS Nano 2018, 12, 2242–2252. [Google Scholar] [CrossRef] [PubMed]
- Susarla, S.; Chilkoor, G.; Kalimuthu, J.R.; Saadi, M.A.S.R.; Cui, Y.; Arif, T.; Tsafack, T.; Puthirath, A.B.; Sigdel, P.; Jasthi, B.; et al. Corrosion resistance of sulfur–selenium alloy coatings. Adv. Mater. 2021, 33, 2104467. [Google Scholar] [CrossRef] [PubMed]
- Susarla, S.; Tsafack, T.; Owuor, P.S.; Puthirath, A.B.; Hachtel, J.A.; Babu, G.; Apte, A.; Jawdat, B.I.; Hilario, M.S.; Lerma, A.; et al. High-K dielectric sulfur-selenium alloys. Sci. Adv. 2019, 5, eaau9785. [Google Scholar] [CrossRef] [PubMed]
- Bian-Li, Q.; Jun-Qi, L.; Chao-Yi, C. Synergy corrosion effect of thiosulfate and sulfide on Q235 steel in sodium aluminate solution. Mater. Res. Express 2018, 6, 025607. [Google Scholar] [CrossRef]
- Weiss, J. Mitteilung über Interchalkogenverbindungen. IV. Röntgenographische Untersuchungen an Mischkristallen der Zusammensetzung SenS8–n. Z. Anorg. Allg. Chem. 1977, 435, 113–118. [Google Scholar] [CrossRef]
- Maekawa, T.; Yokokawa, T.; Niwa, K. The Enthalpies of binary mixtures of chalcogen elements. Bull. Chem. Soc. Jpn. 1973, 46, 761–765. [Google Scholar] [CrossRef]
- Zhang, Y.K.; Kong, D.J.; Feng, A.X.; Lu, J.Z.; Zhang, L.H.; Ge, T. Study on the deter mination of interfacial bindingstrength of coatings (I): Theorctical analysis of stress in thin fil m binding interface. Acta Phys. Sin. 2006, 6, 2897–2900. [Google Scholar] [CrossRef]
- Ghazali, N.; Basirun, W.J.; Nor, A.M.; Johan, M.R.; Rahman, F.A. Corrosion-resistant super-amphiphobic (PVDF-fnAl2O3) coating with thermal and mechanical stability. J. Coat. Technol. Res. 2023, 23, 1–11. [Google Scholar] [CrossRef]
- GB/T9286-1998; Paints and Varnishes—Cross Cut Test for Films. Standardization Administration of China: Beijing, China, 1998.
- Belghiti, M.; Echihi, S.; Mahsoune, A.; Karzazi, Y.; Aboulmouhajir, A.; Dafali, A.; Bahadur, I. Piperine derivatives as green corrosion inhibitors on iron surface; DFT, Monte Carlo dynamics study and complexation modes. J. Mol. Liq. 2018, 261, 62–75. [Google Scholar] [CrossRef]
- Li, X.-H.; Deng, S.-D.; Fu, H. Adsorption and inhibitive action of hexadecylpyridinium bromide on steel in phosphoric acid produced by dihydrate wet method process. J. Appl. Electrochem. 2011, 41, 507–517. [Google Scholar] [CrossRef]
- Rbaa, M.; Benhiba, F.; Abousalem, A.S.; Galai, M.; Rouifi, Z.; Oudda, H.; Lakhrissi, B.; Warad, I.; Zarrouk, A. Sample synthesis, characterization, experimental and theoretical study of the inhibitory power of new 8-hydroxyquinoline derivatives for mild steel in 1.0 M HCl. J. Mol. Struct. 2020, 1213, 128155. [Google Scholar] [CrossRef]
- Cao, C.; Zhang, J. An Introduction Electrochemical Impedance Spectroscopy; China Science Publishing: Bejing, China, 2002. [Google Scholar]
- Jessima, S.H.M.; Subhashini, S.; Berisha, A.; Oral, A.; Srikandan, S.S. Corrosion mitigation performance of disodium EDTA functionalized chitosan biomacromolecule—Experimental and theoretical approach. Int. J. Biol. Macromol. 2021, 178, 477–491. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Zhang, D. Corrosion behavior of Q235 carbon steel in air-saturated seawater containing Thalassospira sp. Corros. Sci. 2019, 148, 71–82. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, Z.; Dong, Q.; Wu, J.-S.; Zhuang, N.; Zuo, P.; Li, X. Electrochemical corrosion behavior of nanostructured BCC Al0.5CoCrFeNi0.4 high entropy alloy in sodium chloride solution. Trans. Nonferrous Met. Soc. China 2023, 1–22. [Google Scholar]
- Hwang, S.-H.; Lee, S.-H.; Lee, M.-H. Influence of heat treatment on corrosion resistance of Sn/Mg films formed by PVD method on hot-dip galvanized steel. Coatings 2023, 13, 196. [Google Scholar] [CrossRef]
- Penyashki, T.; Kostadinov, G.; Kandeva, M.; Kamburov, V.; Nikolov, A.; Dimitrova, R. Abrasive and erosive wear of TI6Al4V alloy with electrospark deposited coatings of multicomponent hard alloys materials based of WC and TiB2. Coatings 2023, 13, 215. [Google Scholar] [CrossRef]
- Chen, B.C.; Zhang, L.; Han, L.; Zhang, Y.; Qu, D.; Liu, X. Study on dew point corrosion with multiphase flow simulation at the overhead vapor line of the atmospheric tower. Saf. Health Environ. 2018, 18, 49–54. [Google Scholar]
- Wang, Y.; Yang, L.; Zhang, Y. Analysis of scale formation in the overhead volatile line and the corrosion inhibitor pipeline of a crude oil unit. Chem. Eng. 2015, 29, 51–54. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Fe |
|---|---|---|---|---|---|---|---|
| Content% | 0.197 | 0.055 | 0.233 | 0.069 | 0.019 | 0.105 | others |
| Item | Ecorr (V vs. SCE) | Icorr (A) | jcorr (A/cm2) | Polarization Resistance (Ω) |
|---|---|---|---|---|
| Q235 | −0.979 | 2.449 × 10−4 | 1.088 × 10−4 | 106.41 |
| S-Se | −0.622 | 2.910 × 10−5 | 1.293 × 10−5 | 89,547 |
| E/S-Se | −0.484 | 5.313 × 10−11 | 2.361 × 10−11 | 4.904 × 108 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, K.; Wei, W.; Wei, K.; Alexandrov, I.V.; An, X.; Wang, D.; Liu, X. Corrosion Performance of Epoxy/Sulfur–Selenium Coating on Q235 Steel. Coatings 2024, 14, 245. https://doi.org/10.3390/coatings14030245
Meng K, Wei W, Wei K, Alexandrov IV, An X, Wang D, Liu X. Corrosion Performance of Epoxy/Sulfur–Selenium Coating on Q235 Steel. Coatings. 2024; 14(3):245. https://doi.org/10.3390/coatings14030245
Chicago/Turabian StyleMeng, Konglan, Wei Wei, Kunxia Wei, Igor V. Alexandrov, Xulong An, Dandan Wang, and Xiangkui Liu. 2024. "Corrosion Performance of Epoxy/Sulfur–Selenium Coating on Q235 Steel" Coatings 14, no. 3: 245. https://doi.org/10.3390/coatings14030245
APA StyleMeng, K., Wei, W., Wei, K., Alexandrov, I. V., An, X., Wang, D., & Liu, X. (2024). Corrosion Performance of Epoxy/Sulfur–Selenium Coating on Q235 Steel. Coatings, 14(3), 245. https://doi.org/10.3390/coatings14030245