



Microstructural Evolution and Densification of Co-Based Alloy Powder by Spark Plasma Sintering for High-Hardness Applications

 , ,
, ,  ,
,
Abstract
:1. Introduction
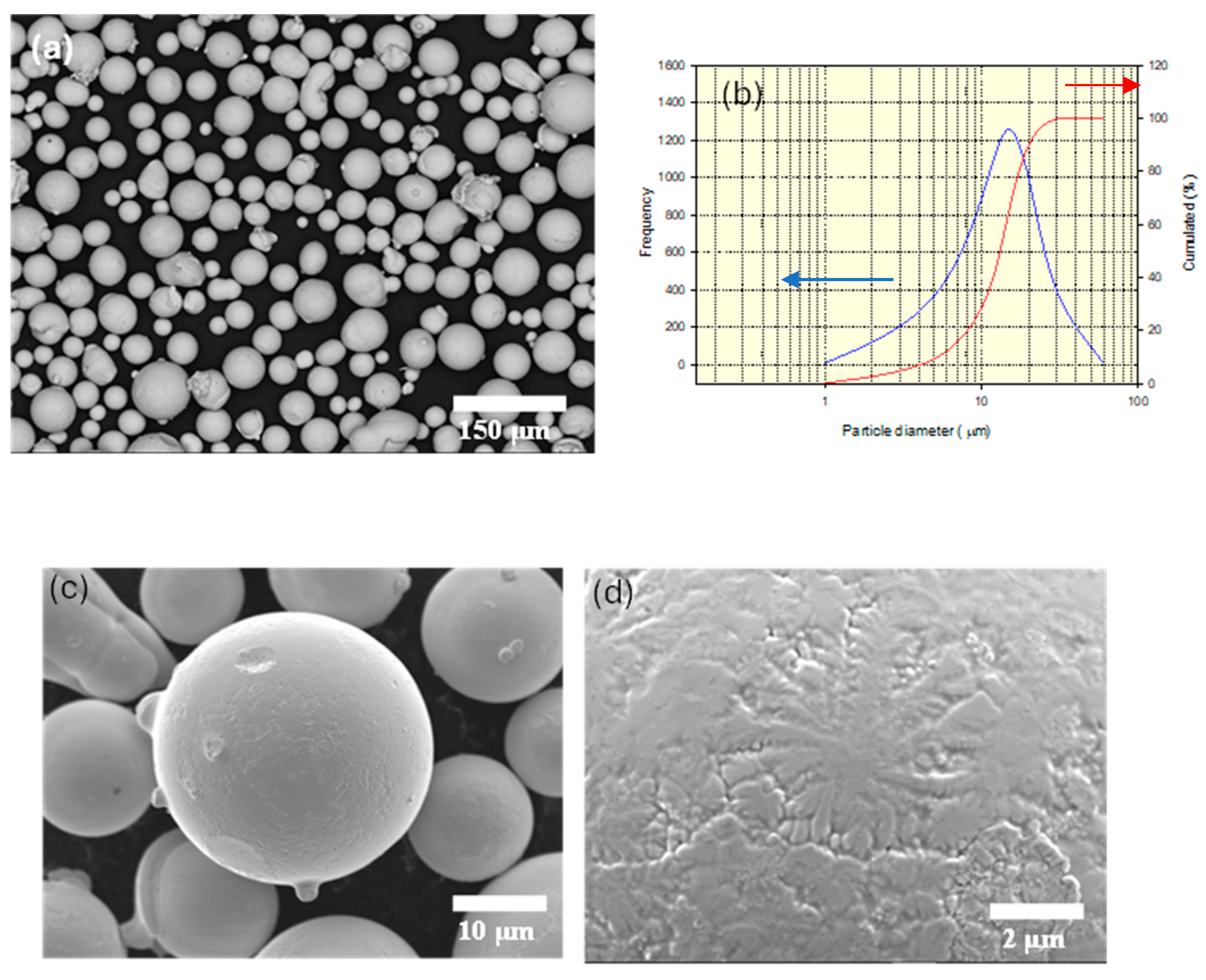
2. Materials and Methods
3. Results and Discussion
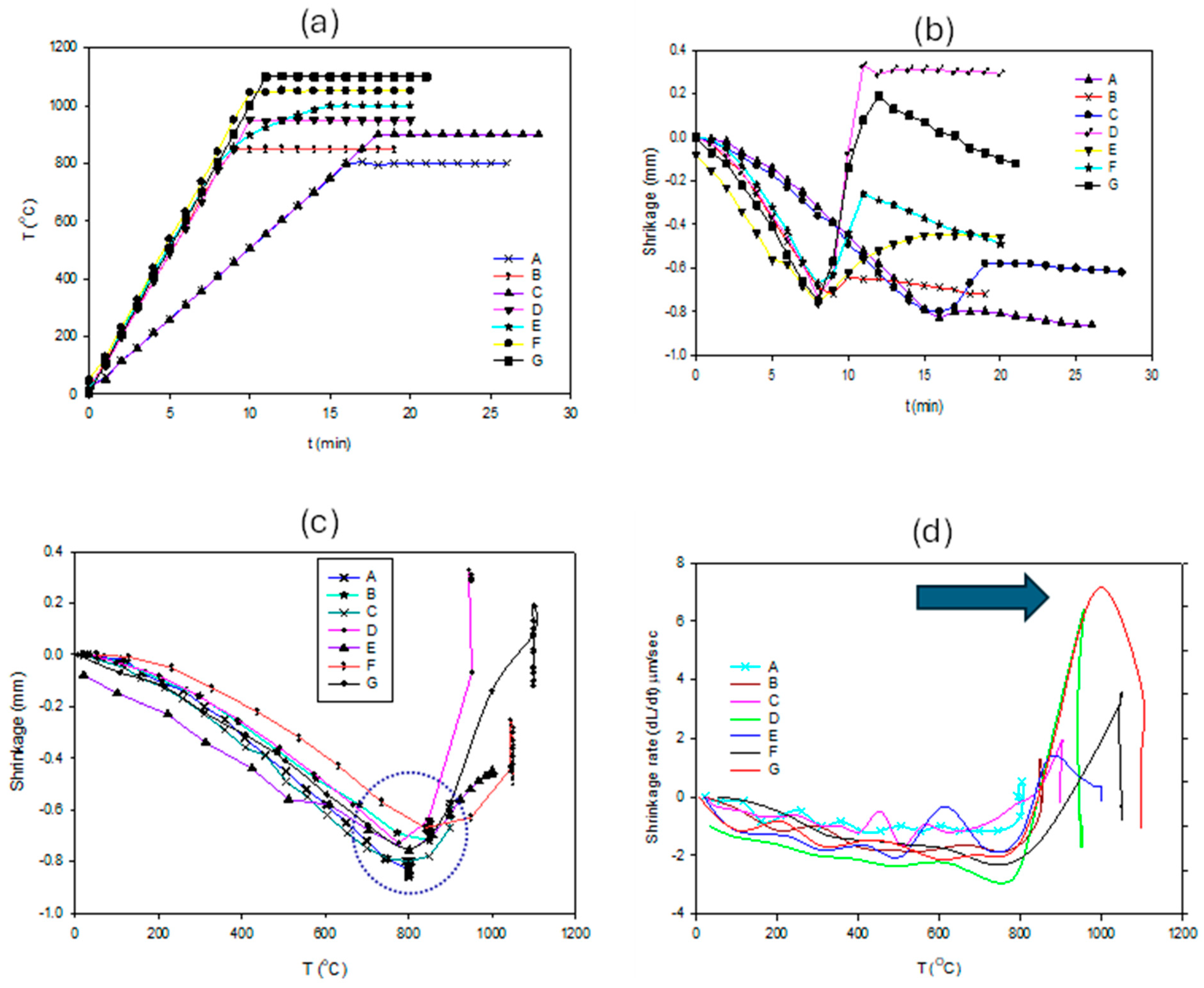
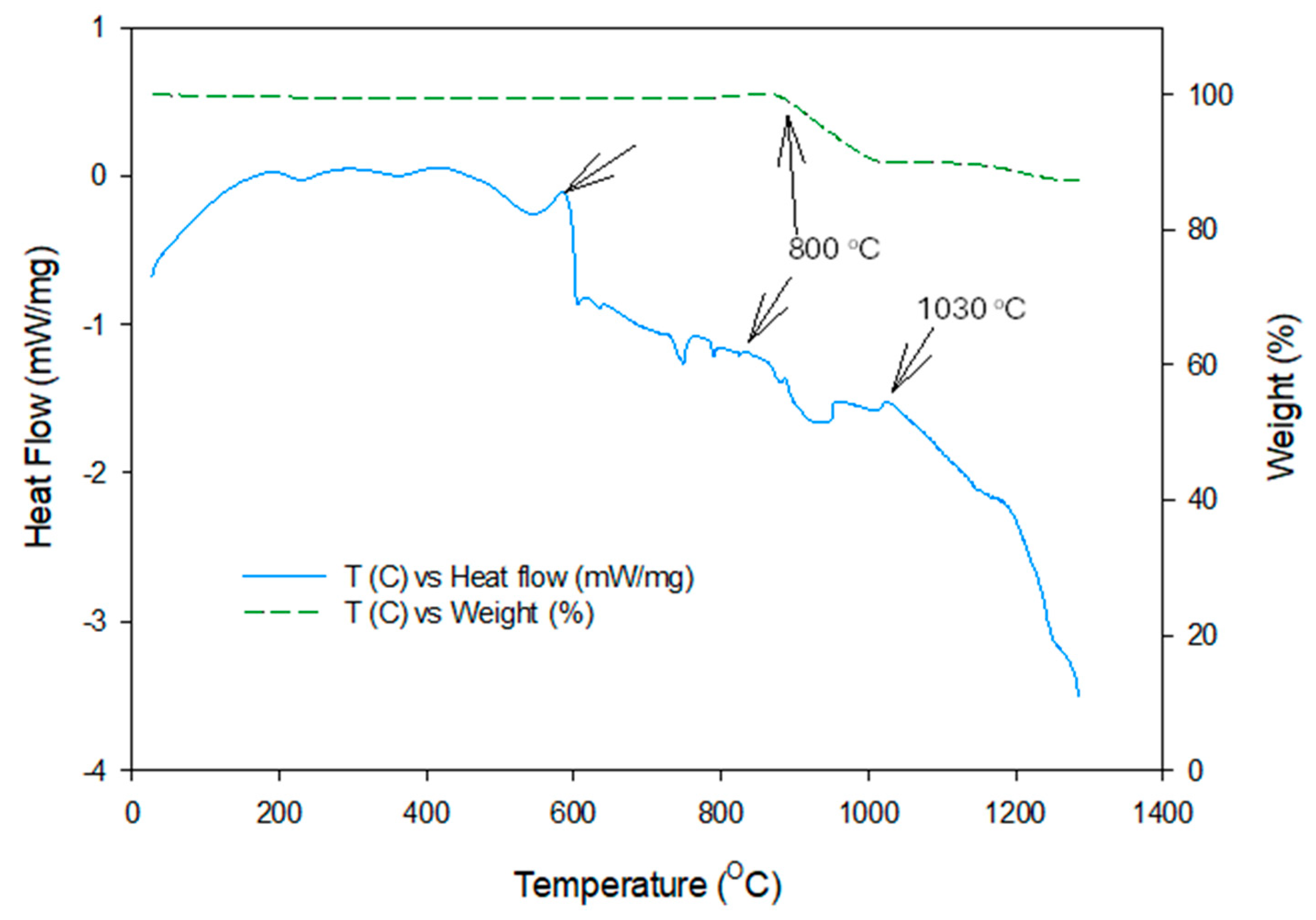
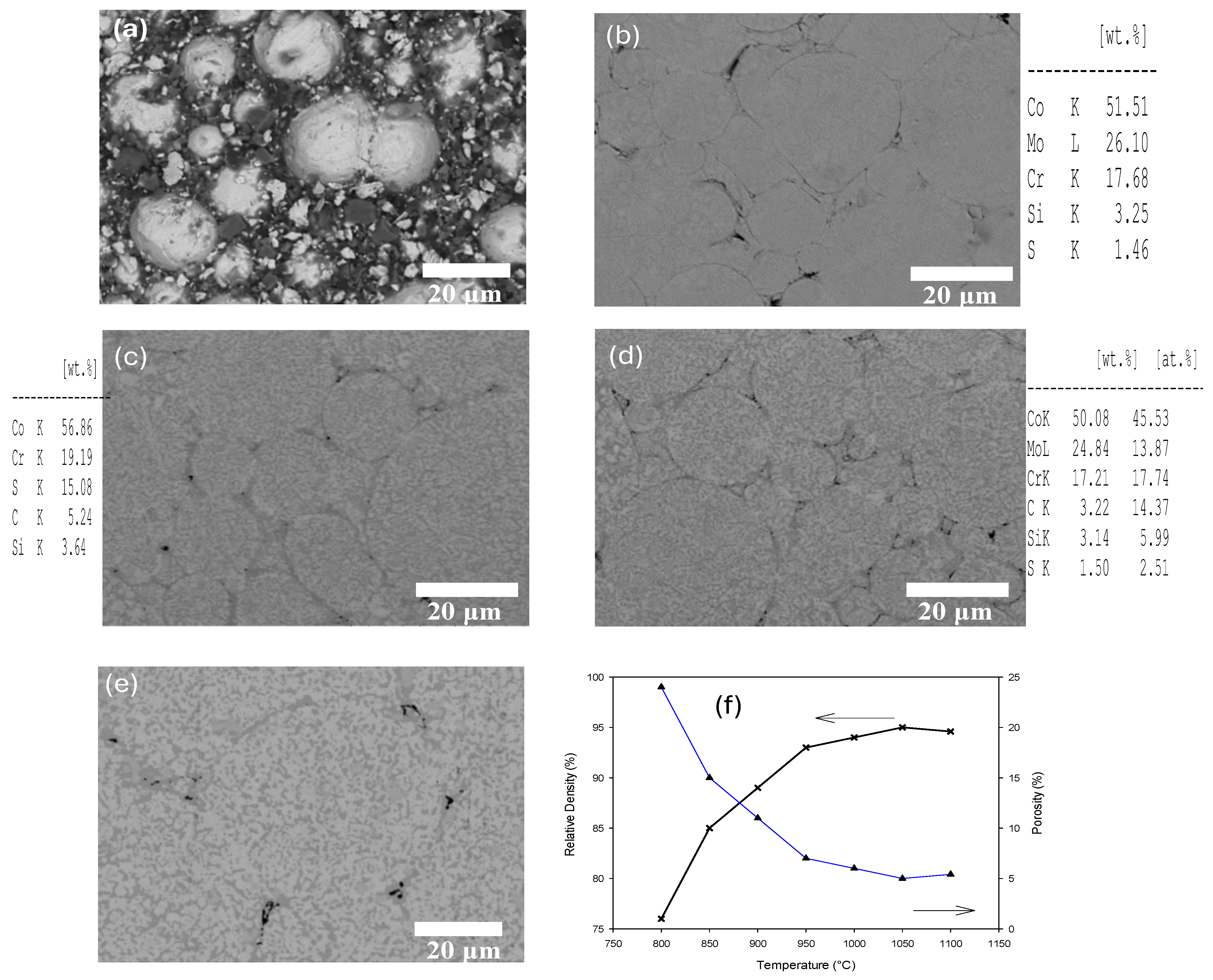
3.1. Densification
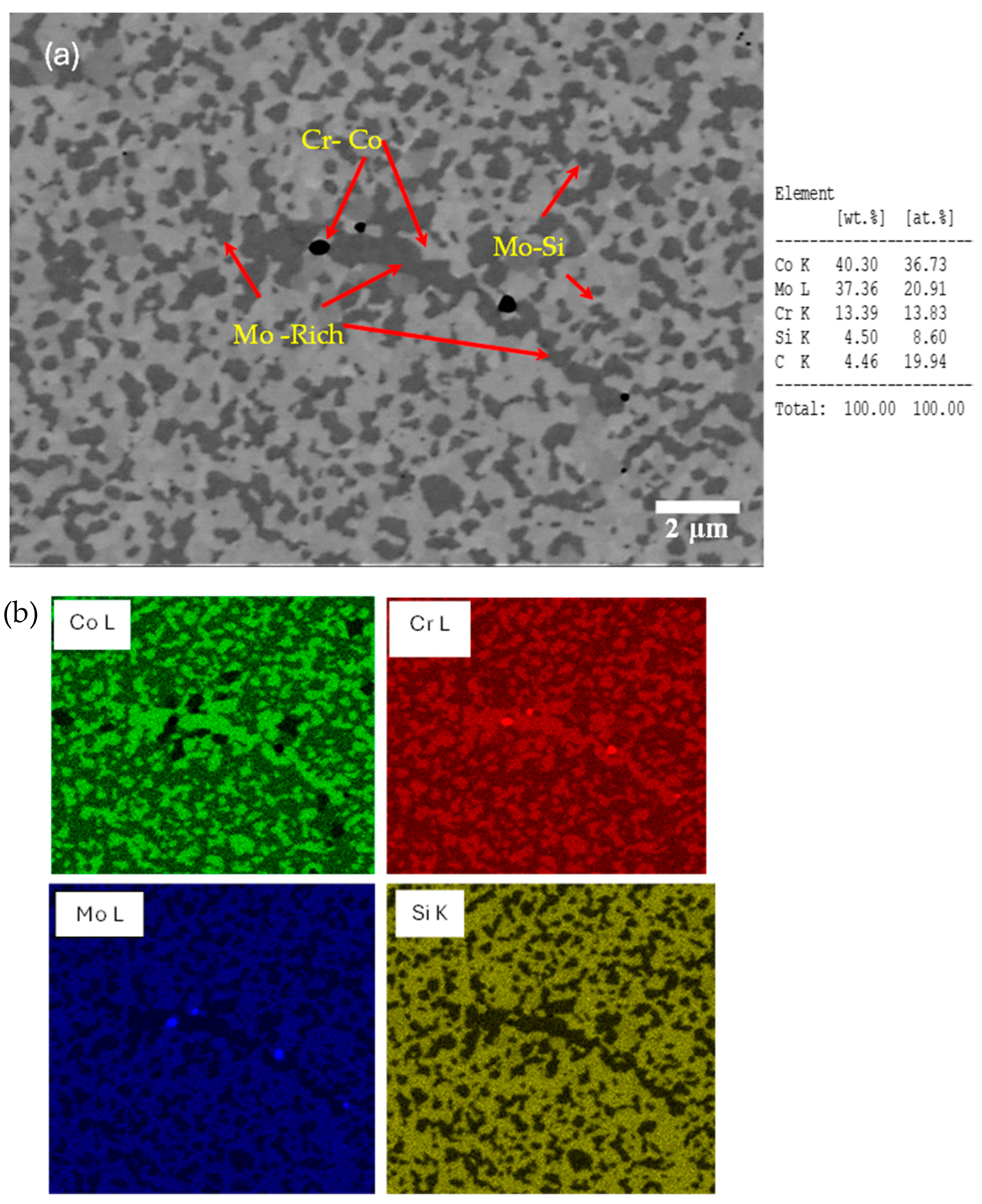
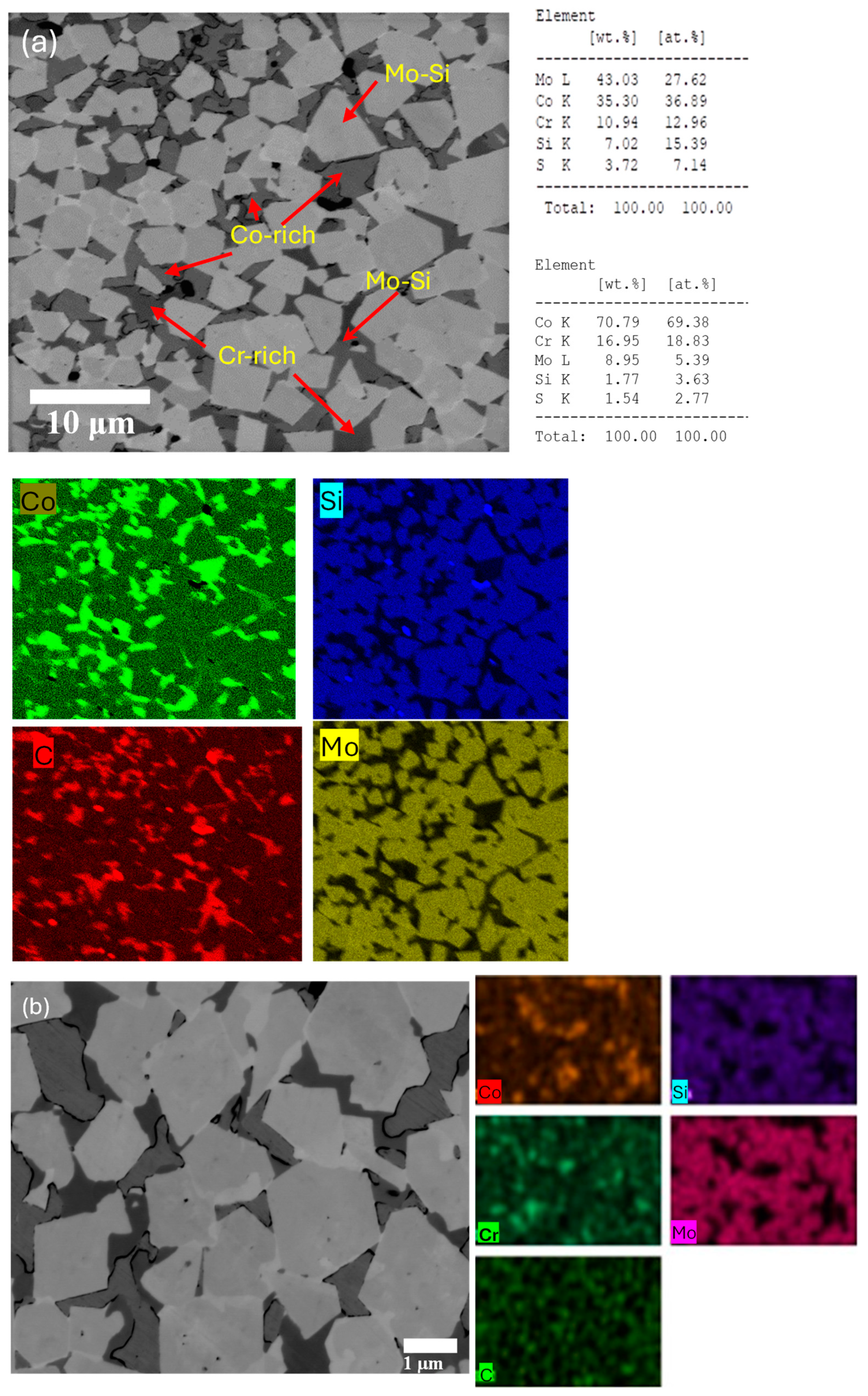
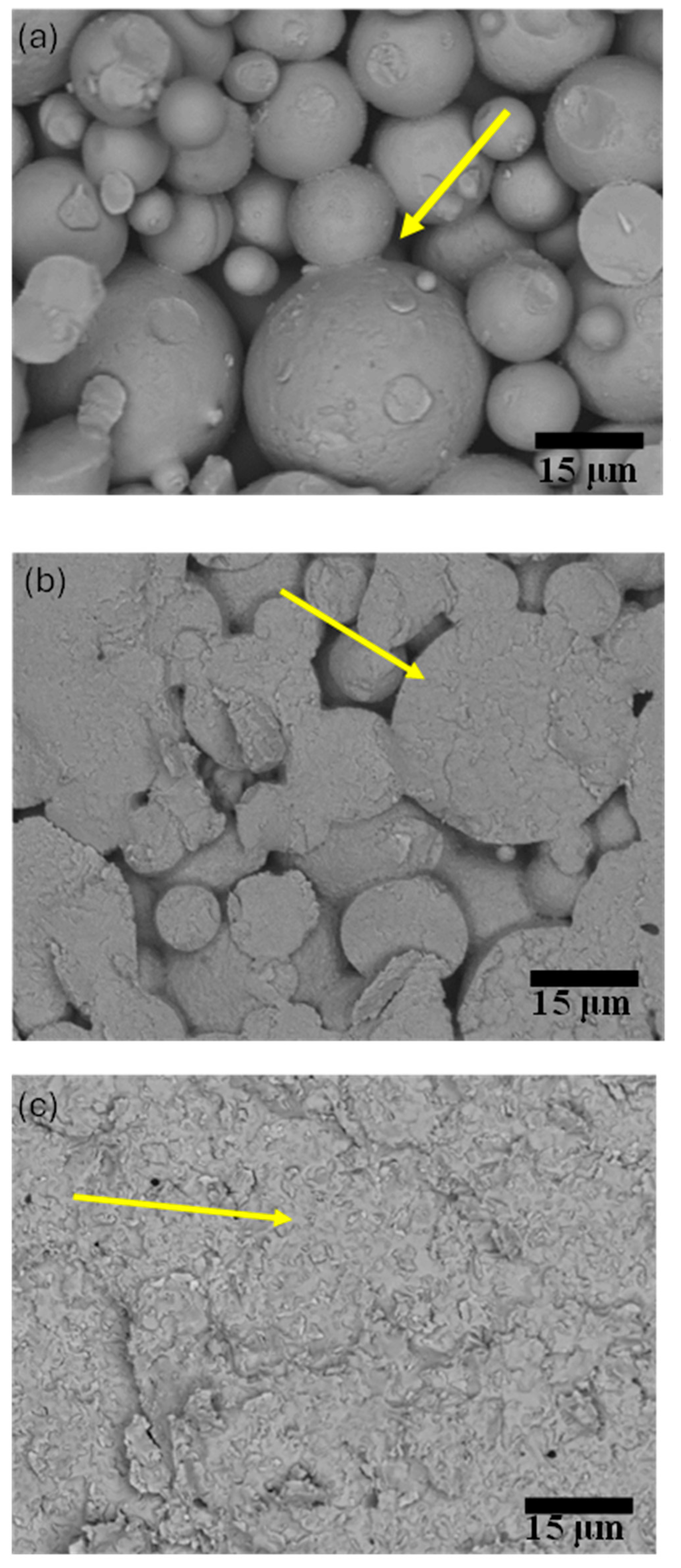
3.2. Microstructure
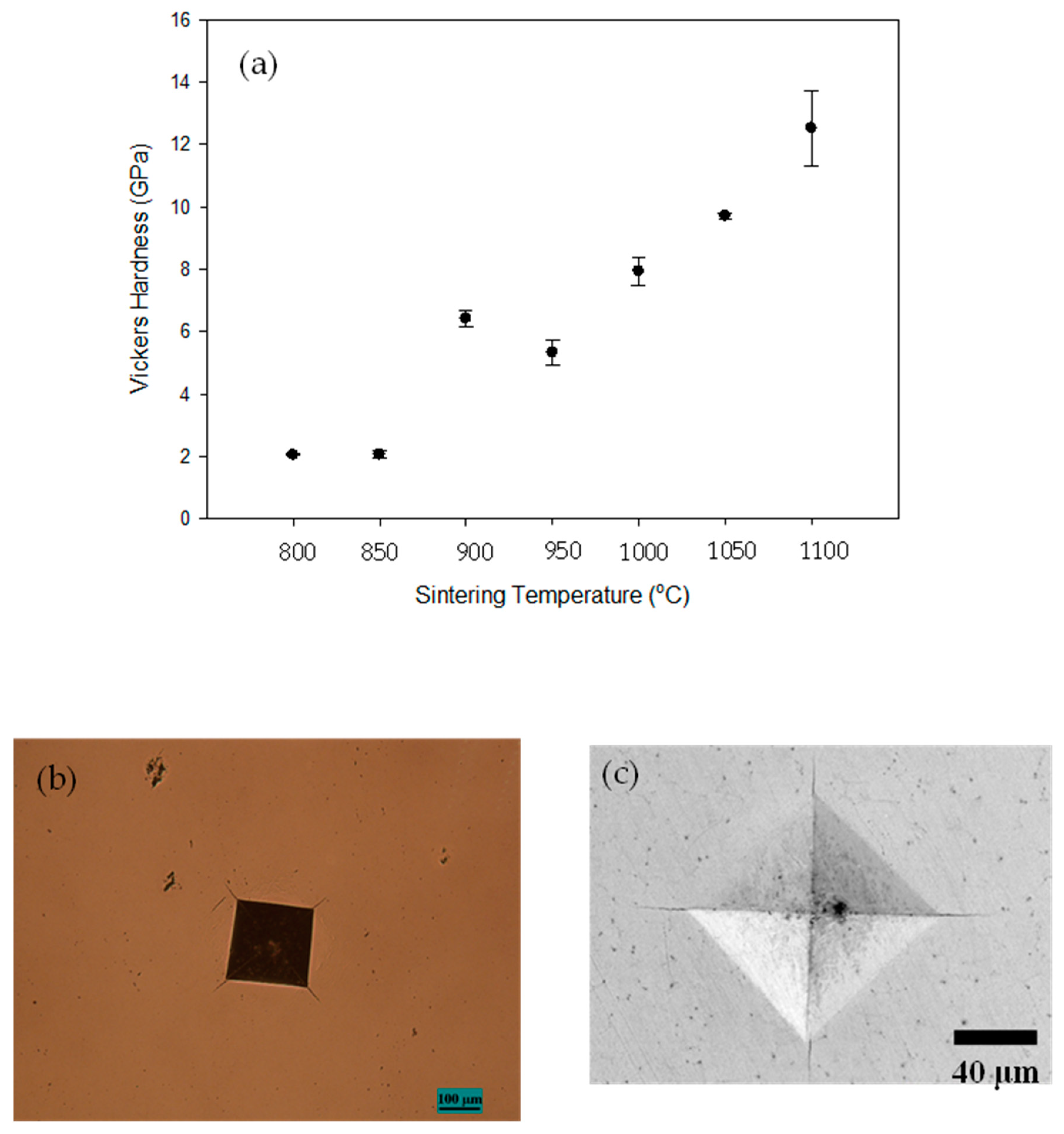
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- American Bureau of Shipping. ABS Guide for Classification and Certification of Subsea Production Systems Equipment and Components. 2017. Available online: www.eagle.org (accessed on 1 April 2023).
- Iannuzzi, M.; Barnoush, A.; Johnsen, R. Materials and corrosion trends in offshore and subsea oil and gas pro-duction. NPJ Mater Degrad. 2017, 1, 2. [Google Scholar] [CrossRef]
- An, X.; Li, Y.; Ni, S.; Wang, Z.; Song, M. Microstructural and hardness evolutions of a cold-rolled cobalt. Mater. Sci. Eng. A 2021, 803, 140712. [Google Scholar] [CrossRef]
- Khatavkar, N.; Swetlana, S.; Singh, A.K. Accelerated prediction of Vickers hardness of Co- and Ni-based superalloys from microstructure and composition using advanced image processing techniques and machine learning. Acta Mater. 2020, 196, 295–303. [Google Scholar] [CrossRef]
- Cai, J.; Feng, K.; Liu, Y. Studies towards activation of cobalt in W-Mo-Cu alloy sintered via large current electric field. Int. J. Refract. Met. Hard Mater. 2023, 117, 106406. [Google Scholar] [CrossRef]
- Moharrami, N.; Langton, D.; Sayginer, O.; Bull, S. Why does titanium alloy wear cobalt chrome alloy despite lower bulk hardness: A nanoindentation study? Thin Solid Film. 2013, 549, 79–86. [Google Scholar] [CrossRef]
- Şahin, M.; Ünalan, F.; Mutlu, I. Corrosion, ion release, and surface hardness of Ti-6Al-4V and cobalt-chromium alloys produced by CAD-CAM milling and laser sintering. J. Prosthet. Dent. 2022, 128, 529.e1–529.e10. [Google Scholar] [CrossRef]
- Kang, J.-S.L. Sintering Densification, Grain Growth & Microstructure, 1st ed.; Elsevier: Oxford, UK, 2004; ISBN 9780080493077. [Google Scholar]
- Nguyen, V.M.; Khanna, R.; Konyukhov, Y.; Nguyen, T.H.; Burmistrov, I.; Levina, V.; Golov, I.; Karunakaran, G. Spark plasma sintering of cobalt powders in conjunction with high energy mechanical treatment and nano-modification. Processes 2020, 8, 627. [Google Scholar] [CrossRef]
- Cinert, J. Study of Mechanisms of the Spark Plasma Sintering Technique; Czech Technical University in Prague: Prague, Czechia, 2018. [Google Scholar]
- Voisin, T.; Monchoux, J.P.; Durand, L.; Karnatak, N.; Thomas, M.; Couret, A. An innovative way to produce-TiAl blades: Spark plasma sintering. Adv. Eng. Mater. 2015, 17, 1408–1413. [Google Scholar] [CrossRef]
- Manière, C.; Nigito, E.; Durand, L.; Weibel, A.; Beynet, Y.; Estournès, C. Spark plasma sintering and complex shapes: The deformed interfaces approach. Powder Tech. 2017, 320, 340–345. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.P.; Couret, A. Near-net shaping of titanium-aluminum jet engine turbine blades by SPS. In Spark Plasma Sintering of Materials; Cavaliere, P., Ed.; Springer: Cham, Switzerland, 2019; pp. 713–737. [Google Scholar]
- Tokita, M. The potential of spark plasma sintering (SPS) method for the fabrication on an industrial scale of functionally graded materials. Adv. Sci. Tech. 2010, 63, 322–331. [Google Scholar]
- Monchoux, J.-P.; Couret, A.; Durand, L.; Voisin, T.; Trzaska, Z.; Thomas, M. Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping. Metals 2021, 11, 322. [Google Scholar] [CrossRef]
- Munir, Z.A.; Ohyanagi, M. Perspectives on the spark plasma sintering process. J. Mater. Sci. 2021, 56, 1–15. [Google Scholar] [CrossRef]
- Cavaliere, P. Spark Plasma Sintering of Materials: Advances in Processing and Applications; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Wang, F.C.; Zhang, Y.F.; Li, S.L. A review of multiphysical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Dołżańska, B.; Gołombek, K.; Matula, G. Characteristics of structure and properties of a sintered graded tool materials with cobalt matrix. Arch. Mater. Sci. Eng. 2011, 47, 69–76. [Google Scholar]
- Lima, F.T.C.; Bobrovinitchii, G.S.; Filgueira, M. Study of the Diamond 5%wt-Cobalt Sintering under the HPHT Lowest Limit. Mater. Sci. Forum 2005, 498–499, 225–230. [Google Scholar] [CrossRef]
- Buravleva, A.A.; Fedorets, A.N.; Vornovskikh, A.A.; Ognev, A.V.; Nepomnyushchaya, V.A.; Sakhnevich, V.N.; Lembikov, A.O.; Kornakova, Z.E.; Kapustina, O.V.; Tarabanova, A.E.; et al. Spark plasma sintering of WC-based 10wt%Co hard alloy: A study of sintering kinetics and solid-phase processes. Materials 2022, 15, 1091. [Google Scholar] [CrossRef] [PubMed]
- Fanicchia, F.; Maeder, X.; Ast, J.; Taylor, A.; Guo, Y.; Polyakov, M.; Michler, J.; Axinte, D. Residual stress and adhesion of thermal spray coatings: Microscopic view by solidification and crystallisation analysis in the epitaxial CoNiCrAlY single splat. Mater. Des. 2018, 153, 36–46. [Google Scholar] [CrossRef]
- Gao, Y. Characterization and Mechanical Properties for Diamalloy 3001 and Diamalloy 3002NS Thermally Sprayed Coatings. Master’s Thesis, McGill University, Montreal, QC, Canada, 2020. [Google Scholar]
- Kamardan, M.G.; Zaidi, N.H.; Dalimin, M.N.; Zaidi, A.M.; Jamaludin, S.B.; Jamil, M.M. The sintering temperature effect on the shrinkage behavior of cobalt chromium alloy. Am. J. Appl. Sci. 2010, 7, 1443–1448. [Google Scholar] [CrossRef]
- Jiang, S.; Yin, F.; Zhang, M.; Zhao, M.; Li, Z. 800 OC isothermal section of the Co–Cr–Mo–Si qua-ternary system. Int. J. Mater. Res. 2014, 105, 12. [Google Scholar] [CrossRef]
- Khouzani, M.K.; Bahrami, A.; Mehr, M.Y. Spark plasma sintering of Stellite®-6 superalloy. J. Alloys Compd. 2019, 782, 461–468. [Google Scholar] [CrossRef]
- E290 – 22; Standard Test Methods for Bend Testing of Material for Ductility. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- Rajan, K. Thermodynamic assessment of heat treatments for a Co-Cr-Mo alloy. J. Mater. Sci. 1983, 18, 257–264. [Google Scholar] [CrossRef]
- Zhao, J.-C. Phase Diagram Determination Using Diffusion Multiples. In Methods for Phase Diagram Determination; Elsevier Science Ltd.: Amsterdam, The Netherlands, 2007; Chapter Seven. [Google Scholar] [CrossRef]
- He, Z.; Yuan, H.; Glasscock, J.A.; Chatzichristodoulou, C.; Phair, J.W.; Kaiser, A.; Ramousse, S. Densification and grain growth during early-stage sintering of Ce0.9Gd0.1O1.95−δ in a reducing atmosphere. Acta Mater. 2010, 58, 3860–3866. [Google Scholar] [CrossRef]
- Esposito, V.; Ni, D.W.; He, Z.; Zhang, W.; Prasad, A.S.; Glasscock, J.A.; Chatzichristodoulou, C.; Ramousse, S.; Kaiser, A. Enhanced mass diffusion phenomena in highly defective doped ceria. Acta Mater. 2013, 61, 6290–6300. [Google Scholar] [CrossRef]
- Klemens, P.G. Phonon scattering by oxygen vacancies in ceramics. Phys. B Condens. Matter 1999, 263–264, 102–104. [Google Scholar] [CrossRef]
- ISO 6507-1; Metallic Materials-Vickers Hardness Test—Part 1: Test Method. International Standard. ISO: Geneva, Switzerland, 1997.
- ASTM E 92–82; Standard Test Method for Vickers Hardness of Metallic Materials. American Society for Testing and Material: West Conshohocken, PA, USA, 1997; pp. 1–10.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Temperature (°C) | Heating Rate (°C/min) | Axial Load (GPa) |
|---|---|---|---|
| A | 800 | 50 | 9 |
| B | 850 | 100 | 9 |
| C | 900 | 50 | 9 |
| D | 950 | 100 | 9 |
| E | 1000 | 100 | 9 |
| F | 1050 | 100 | 9 |
| G | 1100 | 100 | 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Juárez-López, F.; Cuamatzi-Meléndez, R.; Morales-Ramírez, Á.d.J.; García-Hernández, M.; Carrera-Jota, M.L. Microstructural Evolution and Densification of Co-Based Alloy Powder by Spark Plasma Sintering for High-Hardness Applications. Coatings 2024, 14, 479. https://doi.org/10.3390/coatings14040479
Juárez-López F, Cuamatzi-Meléndez R, Morales-Ramírez ÁdJ, García-Hernández M, Carrera-Jota ML. Microstructural Evolution and Densification of Co-Based Alloy Powder by Spark Plasma Sintering for High-Hardness Applications. Coatings. 2024; 14(4):479. https://doi.org/10.3390/coatings14040479
Chicago/Turabian StyleJuárez-López, Fernando, Rubén Cuamatzi-Meléndez, Ángel de Jesús Morales-Ramírez, Margarita García-Hernández, and María Luz Carrera-Jota. 2024. "Microstructural Evolution and Densification of Co-Based Alloy Powder by Spark Plasma Sintering for High-Hardness Applications" Coatings 14, no. 4: 479. https://doi.org/10.3390/coatings14040479
APA StyleJuárez-López, F., Cuamatzi-Meléndez, R., Morales-Ramírez, Á. d. J., García-Hernández, M., & Carrera-Jota, M. L. (2024). Microstructural Evolution and Densification of Co-Based Alloy Powder by Spark Plasma Sintering for High-Hardness Applications. Coatings, 14(4), 479. https://doi.org/10.3390/coatings14040479