
Thermally Sprayed Aluminum Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids



Abstract
:1. Introduction
2. Materials and Methods
3. Results
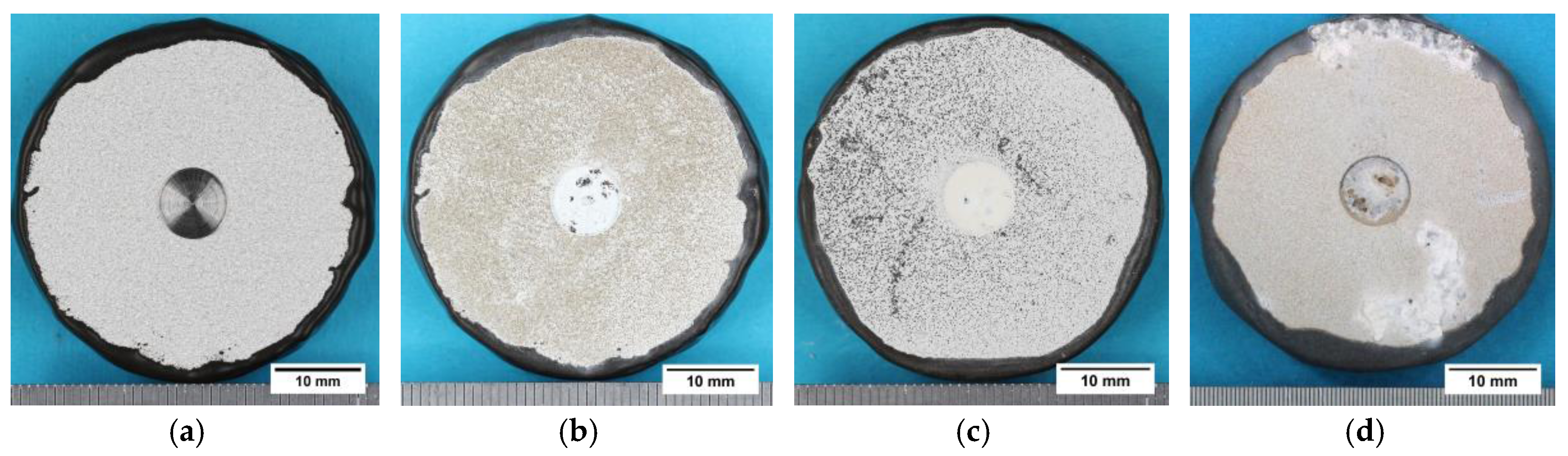
3.1. Visual Inspection
3.2. Corrosion Rate and Potential
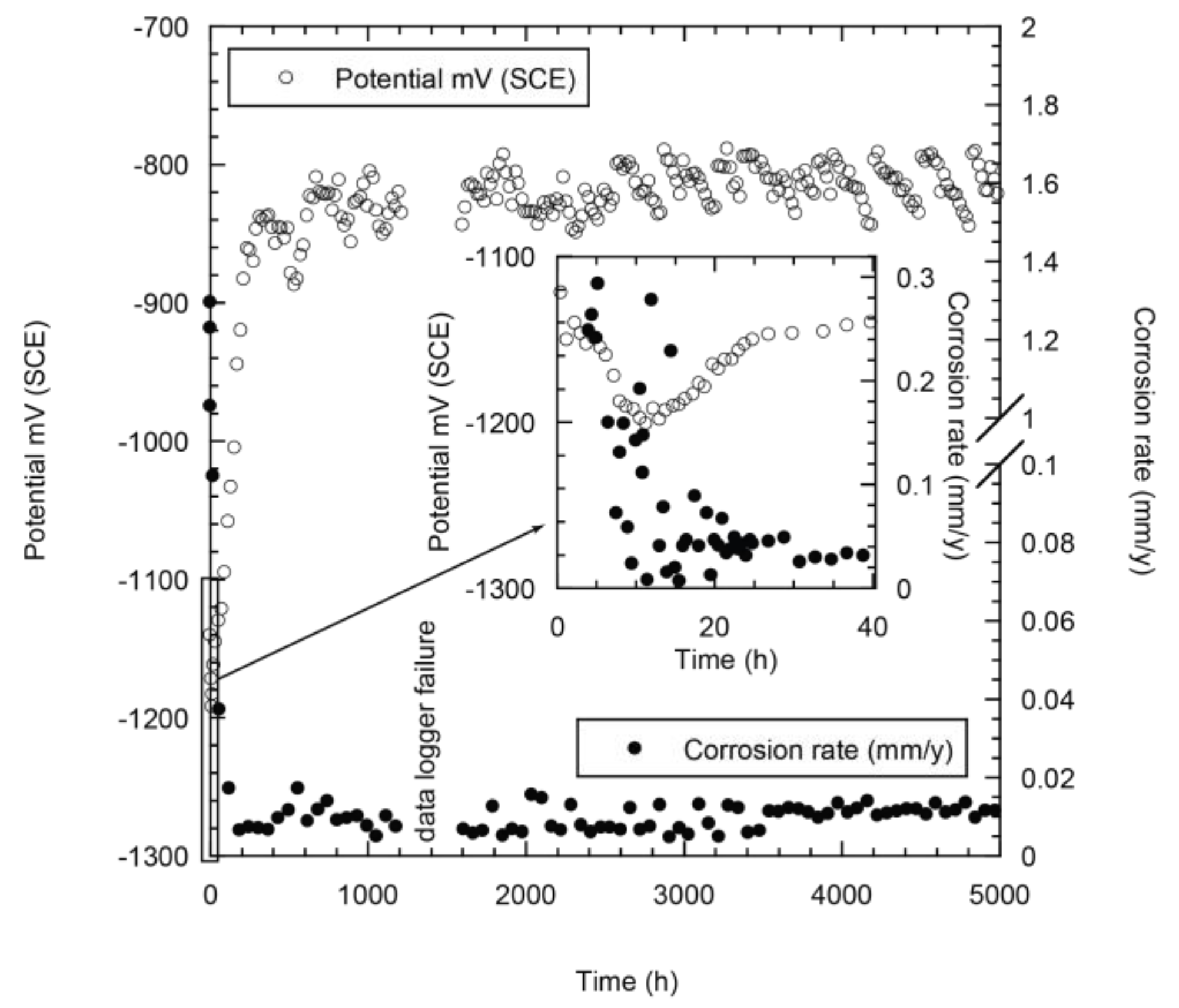
3.2.1. Corrosion Rate
3.2.2. Potential (Ecorr)
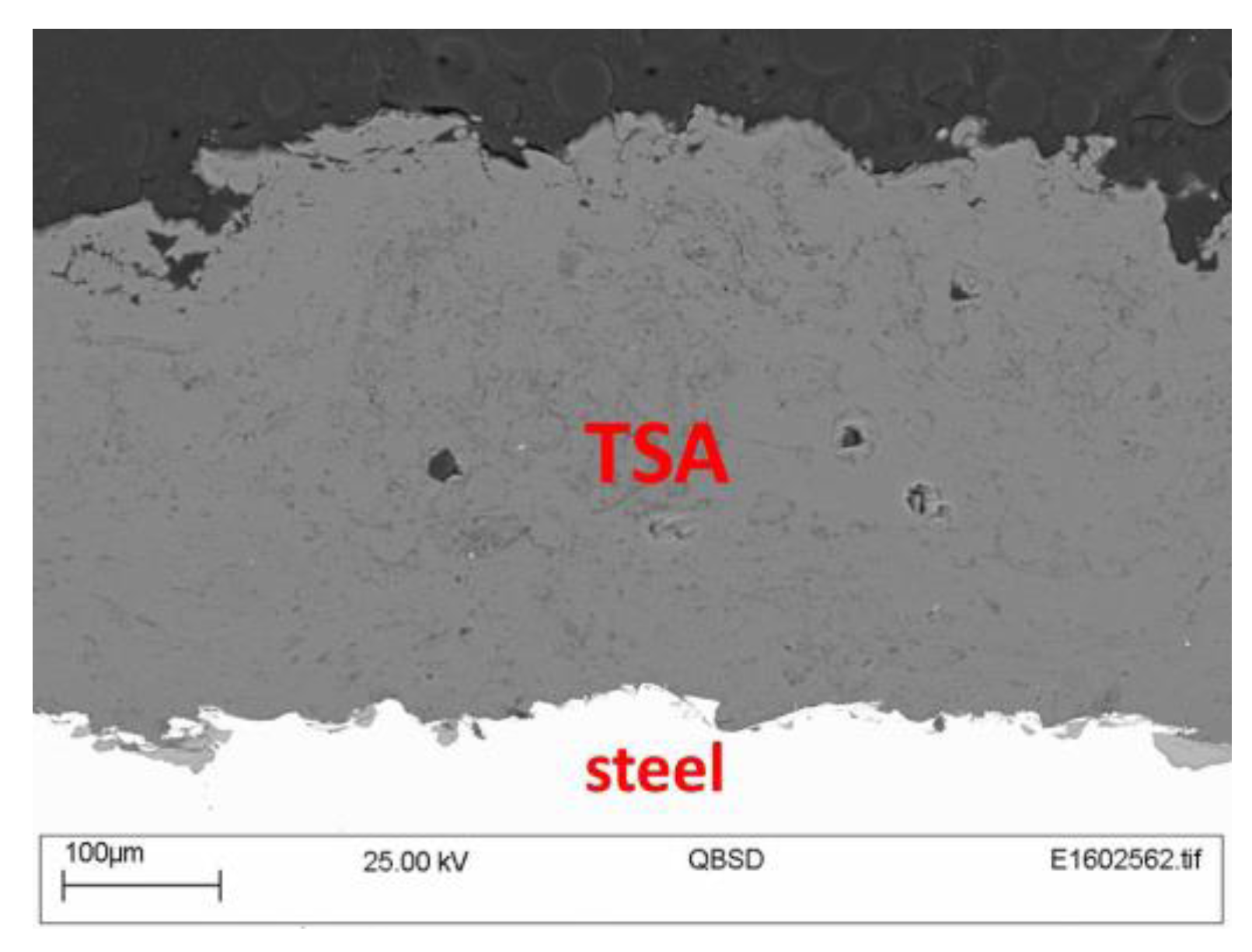
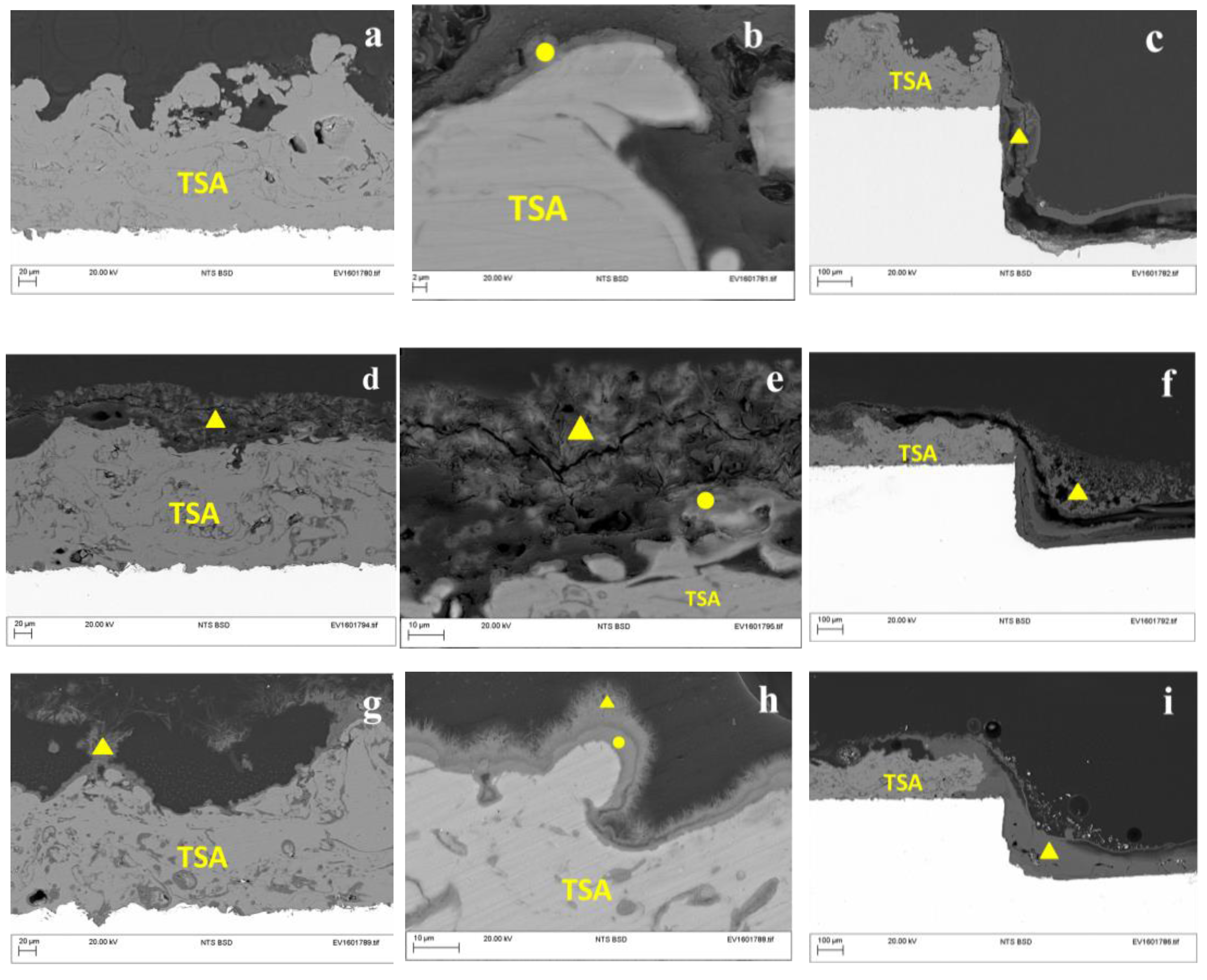
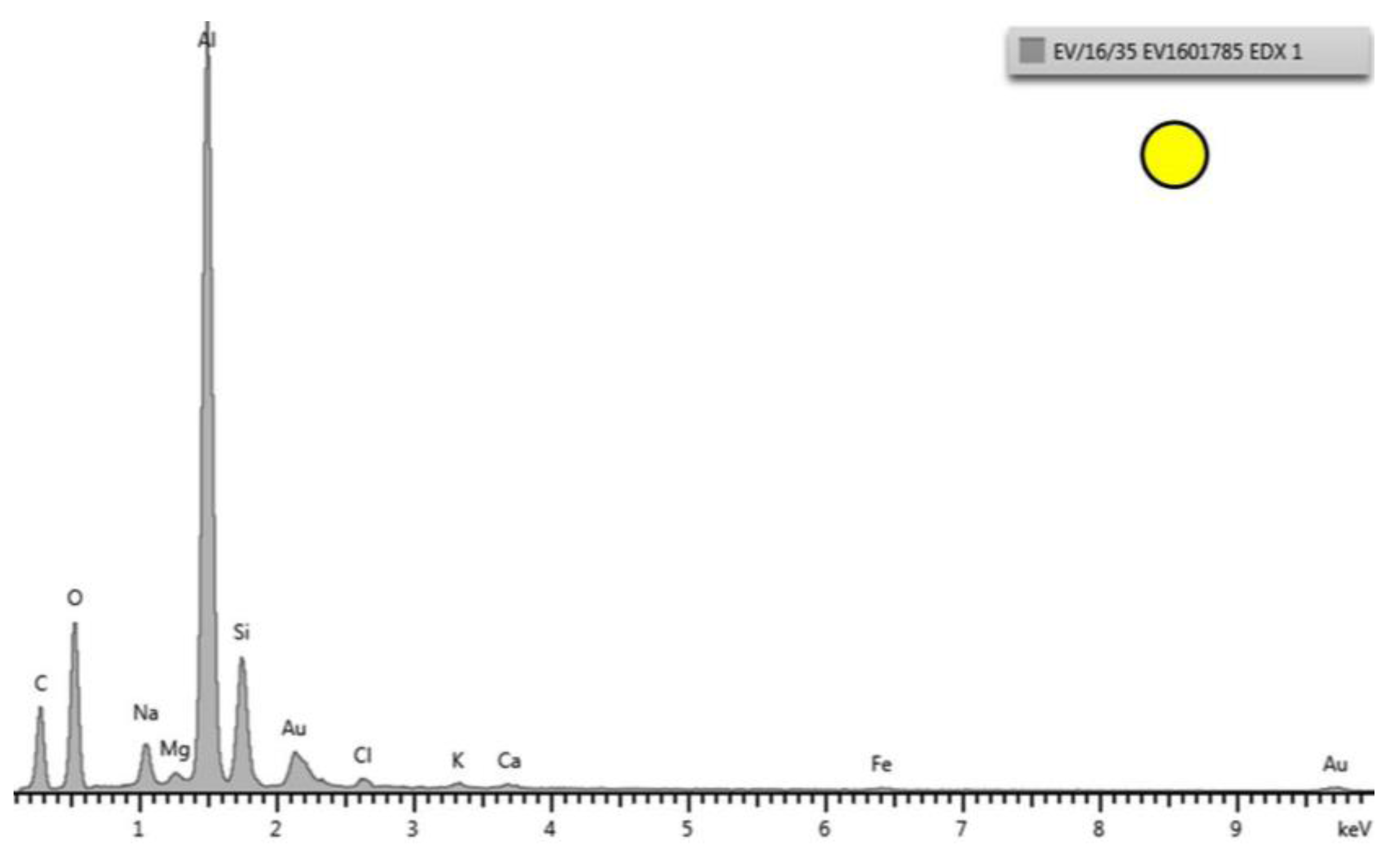
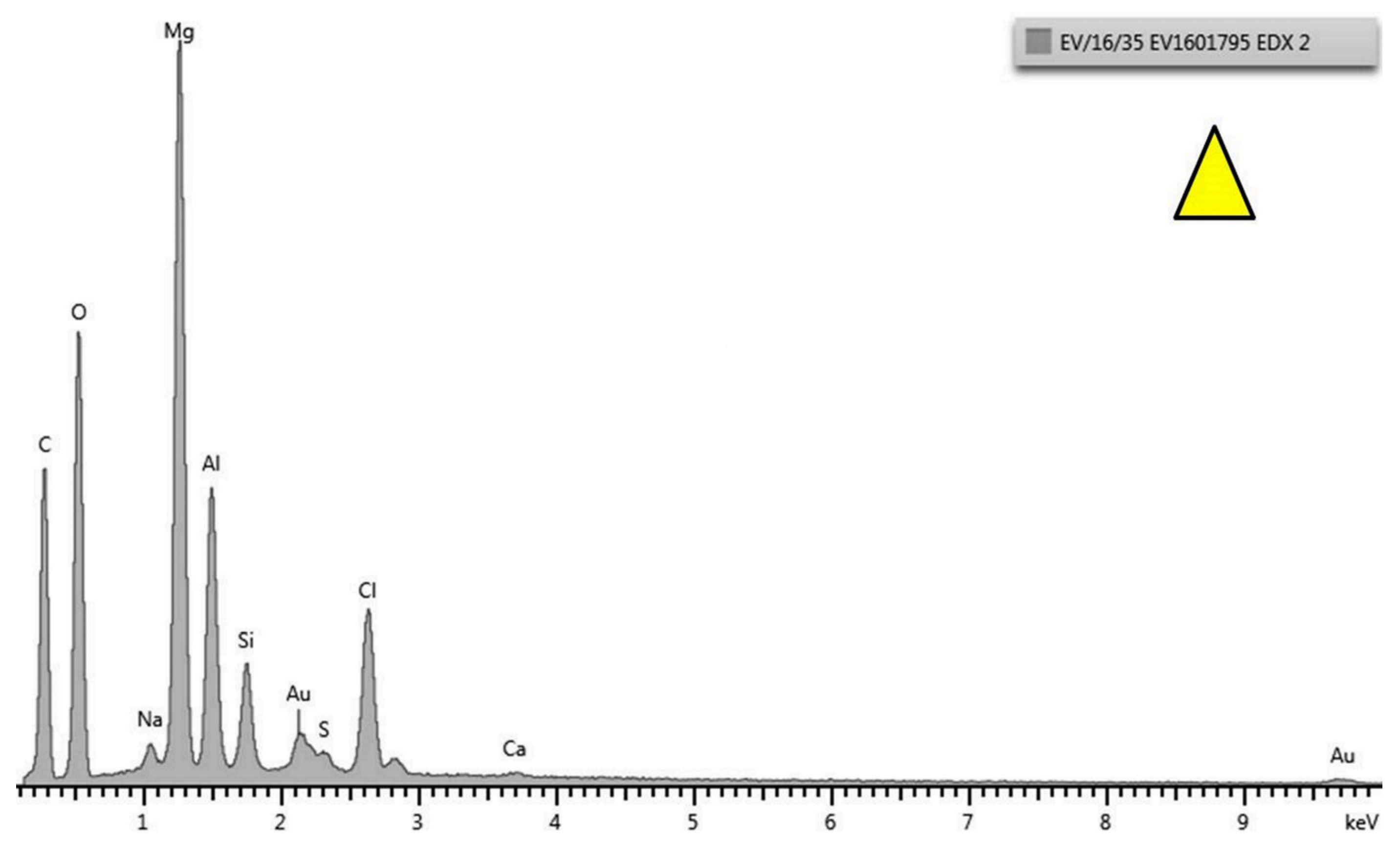
3.3. Microstructural Characterization
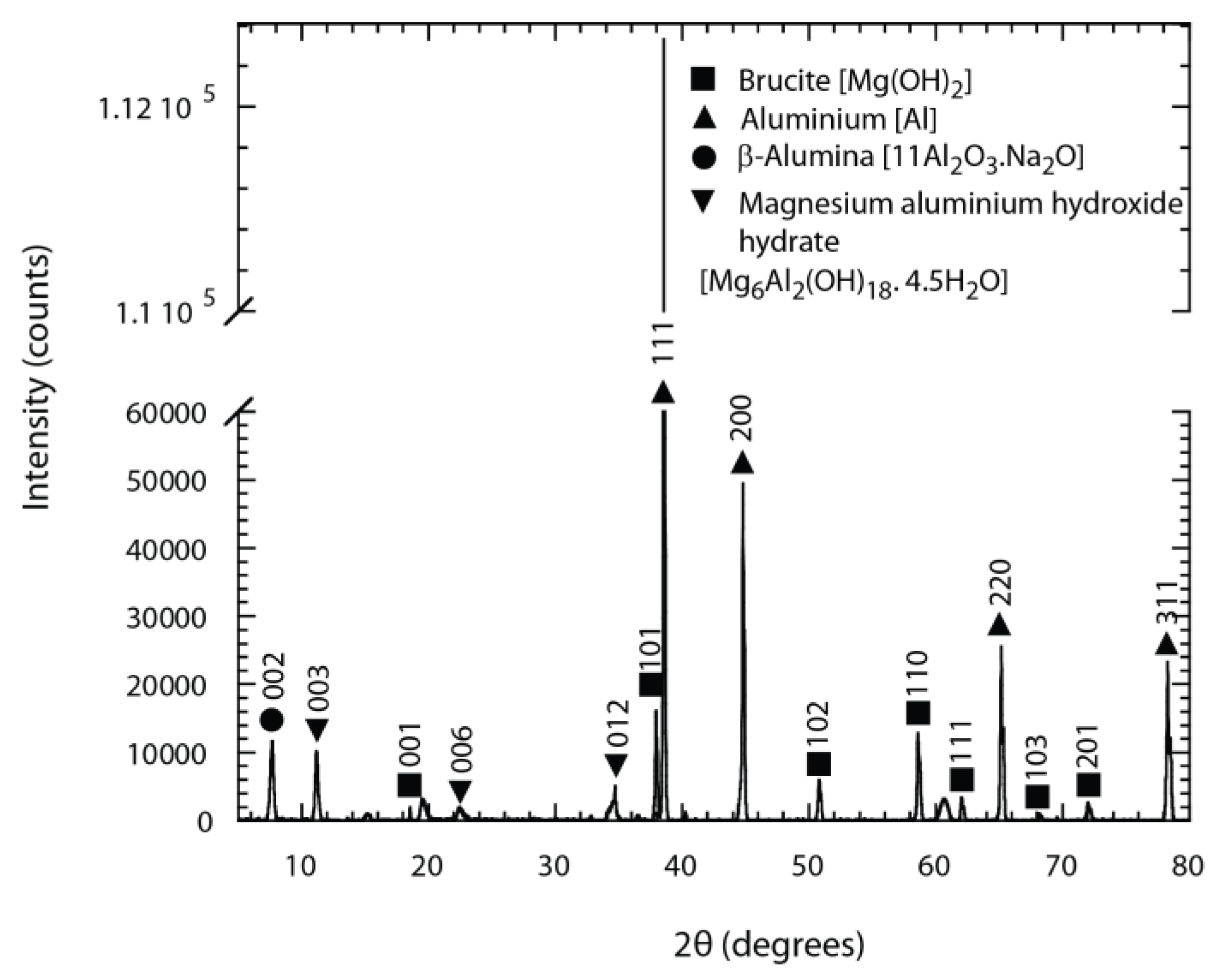
3.4. X-ray Diffraction
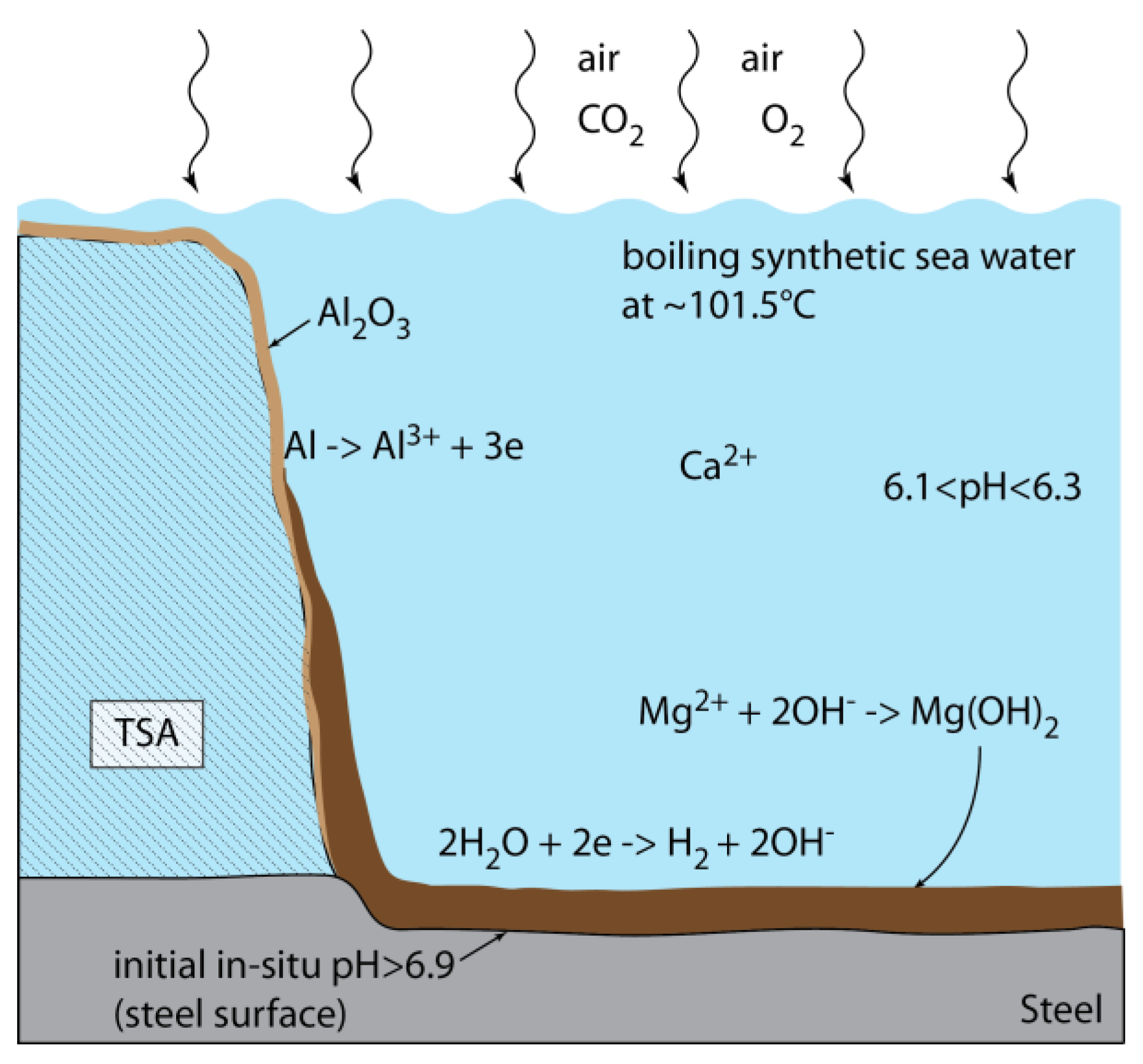
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Palmer, A.C.; Roger, A.K. Subsea Pipeline Engineering, 2nd ed.; PennWell: Tulsa, OK, USA, 2008; pp. 247–264. [Google Scholar]
- Paul, S. Corrosion Control for Marine- and Land-Based Infrastructure Applications. In ASM Handbook—Thermal Spray Technology, 2nd ed.; Robert, C.T., Jr., Ed.; ASM International: Materials Park, OH, USA; Volume 5A, 2013; pp. 248–252. [Google Scholar]
- Heidersbach, R. Metallurgy and Corrosion Control in Oil and Gas Production, 1st ed.; John Willey & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- NORSOK M-501. In Surface Preparation and Protective Coating; Standards Norway: Oslo, Norway, February 2012.
- Fauchais, P.; Vardelle, A. Thermal Sprayed Coatings Used Against Corrosion and Corrosive Wear. In Advanced Plasma Spray Applications, 1st ed.; Intech: Rijeka, Croatia, 2012; pp. 1–38. [Google Scholar]
- Thomason, W.H.; Olsen, S.; Haugen, T.; Fischer, K. Deterioration of Thermal Sprayed Aluminum Coatings on Hot Risers Due to Thermal Cycling. In Proceedings of Corrosion 2004, New Orleans, LA, USA, 28 March–1 April 2004; Paper No. 04021. pp. 1–16.
- Crawner, D.E. Thermal Spray Processes. In ASM Handbook—Thermal Spray Technology; ASM International: Materials Park, OH, USA, 2013; Volume 5A, pp. 54–59. [Google Scholar]
- Davis, J.R. Corrosion of Aluminum and Aluminum Alloys. In ASM Handbook, 1st ed.; ASM International: Materials Park, OH, USA, 1999; pp. 25–42. [Google Scholar]
- ASTM D1141 Standard Practice for the Preparation of Substitute Ocean Water; ASTM International: Materials Park, OH, USA, 2013.
- Stern, M.; Geary, A.L. Electrochemical Polarization: A Theoretical Analysis of the Shape of Polarization Curves. J. Electrochem. Soc. 1957, 104, 56–63. [Google Scholar] [CrossRef]
- Stern, M. A Method for Determining Corrosion Rates from Linear Polarization Data. Corrosion 1958, 14, 440–444. [Google Scholar] [CrossRef]
- Ghali, E.; Revie, R.W. Corrosion Resistance of Aluminum and Magnesium Alloys: Understanding, Performance, and Testing, 1st ed.; John Willey & Sons: Hoboken, NJ, USA, 2010; pp. 160–173. [Google Scholar]
- Lorking, K.F.; Mayne, J.E.O. The Corrosion of Aluminium. J. Appl. Chem. 1961, 11, 170–180. [Google Scholar] [CrossRef]
- Lajevardi, S.A.; Tafreshi, H.; Shahrabi, T. Investigation of Calcareous Deposits Formation on 5052 Aluminium Alloy under Cathodic Polarisation in Natural and Artificial Sea Water. Corros. Eng. Sci. Technol. 2011, 46, 249–255. [Google Scholar] [CrossRef]
- Geng, M.; Duan, Z. Prediction of Oxygen Solubility in Pure Water and Brines up to High Temperatures and Pressures. Geochim. Cosmochim. Acta 2010, 74, 5631–5640. [Google Scholar] [CrossRef]
- Deslouis, C.; Festy, D.; Gil, O.; Rius, G.; Touzain, S; Tribollet, B. Characterization of Calcareous Deposits in Artificial Seawater by Impedance Techniques—I. Deposit of CaCO3 without Mg(OH)2. Electrochim. Acta 1997, 43, 1891–1901. [Google Scholar] [CrossRef]
- Neville, A.; Morizot, A.P. Calcareous Scales Formed by Cathodic Protection—An Assessment of Characteristics and Kinectics. J. Crystal Growth 2002, 243, 490–502. [Google Scholar] [CrossRef]
- Barchiche, C.; Deslouis, C.; Festy, D.; Gil, O; Refait, P.; Touzain, S.; Tribollet, B. Characterization of Calcareous Deposits in Artificial Seawater by Impedance Techniques 3-Deposit of CaCO3 in the Presence of Mg(II). Eletrochimica Acta 2003, 48, 1645–1654. [Google Scholar] [CrossRef]
- Barchiche, C.; Deslouis, C.; Gil, O.; Joiret, S.; Refait, P.; Tribollet, B. Role of Sulphate Ions on the Formation of Calcareous Deposits on Steel in Artificial Seawater; the Formation of Green Rust Compounds during Cathodic Protection. Electrochimica Acta 2009, 54, 3580–3588. [Google Scholar] [CrossRef]
- Salgavo, G.; Maffi, S.; Magagnin, L.; Benedetti, A.; Pasqualin, S.; Olzi, E. Calcareous Deposits, Hydrogen Evolution and pH on Structures under Cathodic Polarization in Seawater. In Proceedings of the Thirteenth International Offshore and Polar Engineering Conference, Honolulu, HI, USA, 25–30 May 2003.
- Millero, F.J. Thermodynamics of the Carbon Dioxide System in the Oceans. Geochim. Cosmochim. Acta 1995, 59, 661–667. [Google Scholar] [CrossRef]
- Zeebe, R.E.; Wolf-Gladrow, D. CO2 in Seawater: Equilibrium, Kinetics, Isotopes, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2001; pp. 1–3, 63–67, 256. [Google Scholar]
- Carrol, J.J.; Slupsky, J.D.; Mather, A.E. The Solubility of Carbon Dioxide in Water at Low Pressure. J. Phys. Chem. 1991, 20, 1201–1209. [Google Scholar] [CrossRef]
- David, R.L. CRC Handbook of Chemistry and Physics, 85th ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Burgot, J.L. Ionic Equilibria in Analytical Chemistry, 1st ed.; Springer: New York, NY, USA, 2012. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Fe | N | V | Cu | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| EN10025S355J2G3 | 0.12 | 1.39 | 0.39 | 0.019 | 0.014 | Balance | 0.003 | 0.065 | – | – |
| Al wire (coating consumable) | – | <0.01 | 0.07 | – | – | 0.21 | 0.01 | – | <0.01 | Balance |
| Wire Diameter (mm) | Wire Feed Rate (g/min) | Spray Distance (mm) | Increment Step (mm) | Traverse Speed (m/s) | Nominal Thickness (µm) |
|---|---|---|---|---|---|
| 2.3 | 98.7 | 95 | 15 | 0.5 | 200–300 |
| Compound | NaCl | MgCl2 | Na2SO4 | CaCl2 | KCl | NaHCO3 | KBr | H3BO3 | SrCl2 | NaF |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration (g/L) | 24.53 | 5.20 | 4.09 | 1.16 | 0.695 | 0.201 | 0.101 | 0.027 | 0.025 | 0.003 |
| During the Precipitation of in Seawater | Concentration of in Synthetic Seawater (mol/L) [9] | Kw at 100 °C (mol2/L2) [25] | for Precipitate Mg(OH)2 |
|---|---|---|---|
| 0.055 | 6 × 10−13 | 6.9 |
| At Neutral Point of Water | Rewriting Kw Expression | [H+] in mol/L | pH = −log[H+] |
|---|---|---|---|
| [OH−] = [H+] | Kw = [H+]2 | 7.7 × 10−7 | 6.1 |
© 2016 TWI Ltd; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ce, N.; Paul, S. Thermally Sprayed Aluminum Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids. Coatings 2016, 6, 58. https://doi.org/10.3390/coatings6040058
Ce N, Paul S. Thermally Sprayed Aluminum Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids. Coatings. 2016; 6(4):58. https://doi.org/10.3390/coatings6040058
Chicago/Turabian StyleCe, Nataly, and Shiladitya Paul. 2016. "Thermally Sprayed Aluminum Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids" Coatings 6, no. 4: 58. https://doi.org/10.3390/coatings6040058
APA StyleCe, N., & Paul, S. (2016). Thermally Sprayed Aluminum Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids. Coatings, 6(4), 58. https://doi.org/10.3390/coatings6040058