
Corrosion Testing of Thermal Spray Coatings in a Biomass Co-Firing Power Plant

Abstract
:1. Introduction
2. Materials and Methods
2.1. Thermal Spray Coatings
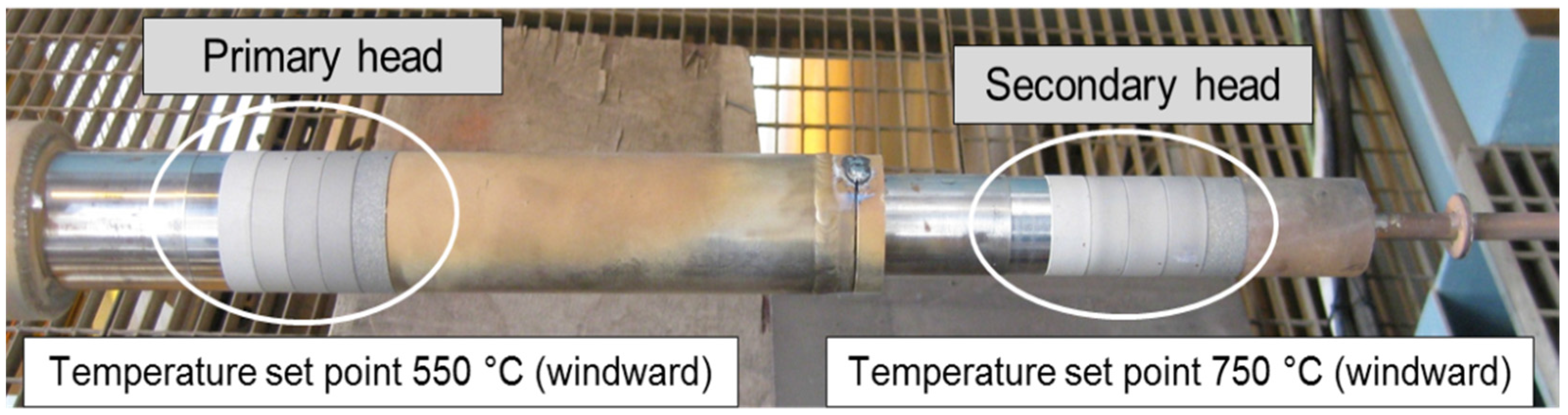
2.2. Measurement Probe
2.3. Test Facility—The Biomass Co-Firing Plant
2.4. Specimen Characterization
3. Results
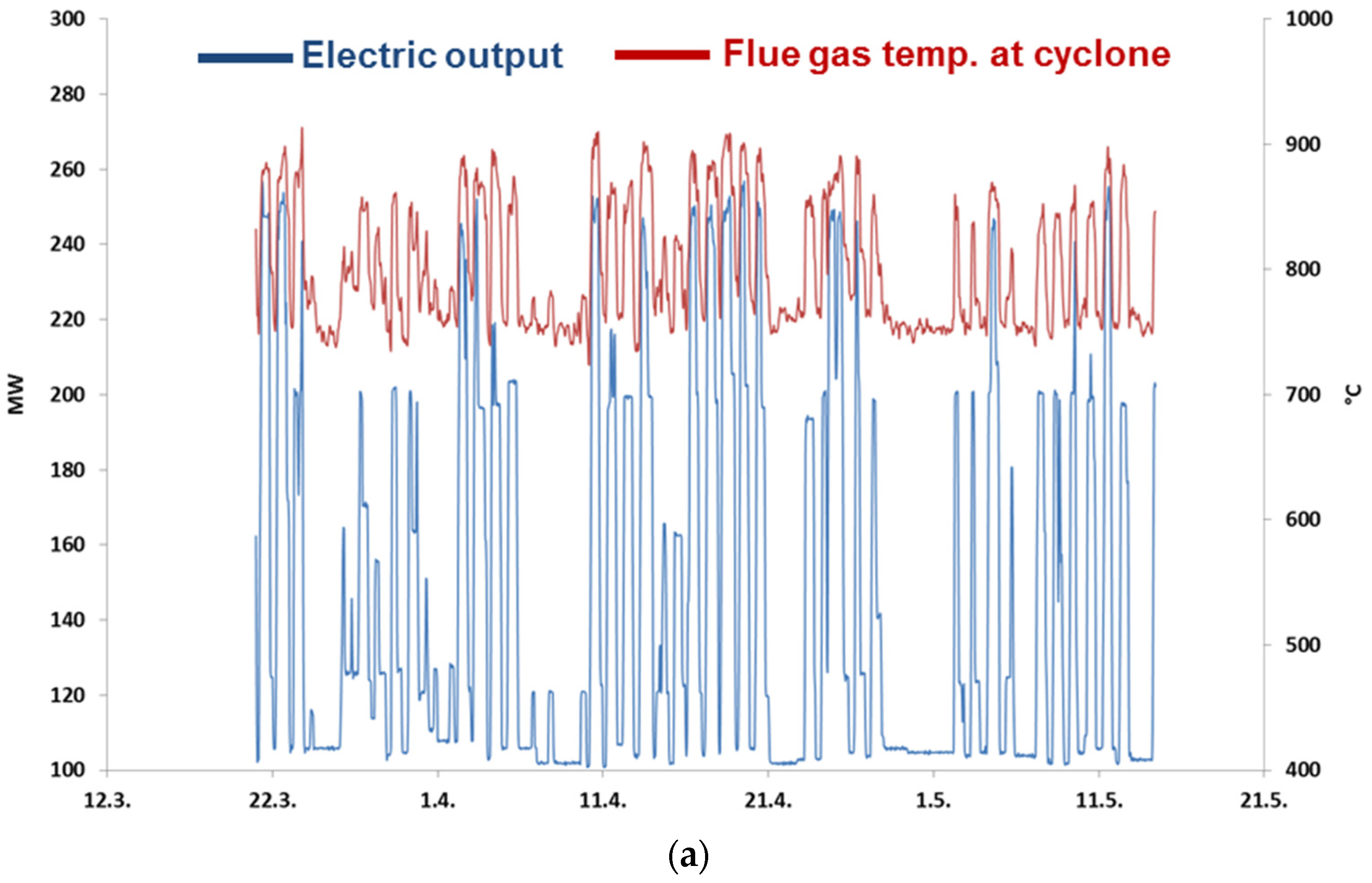
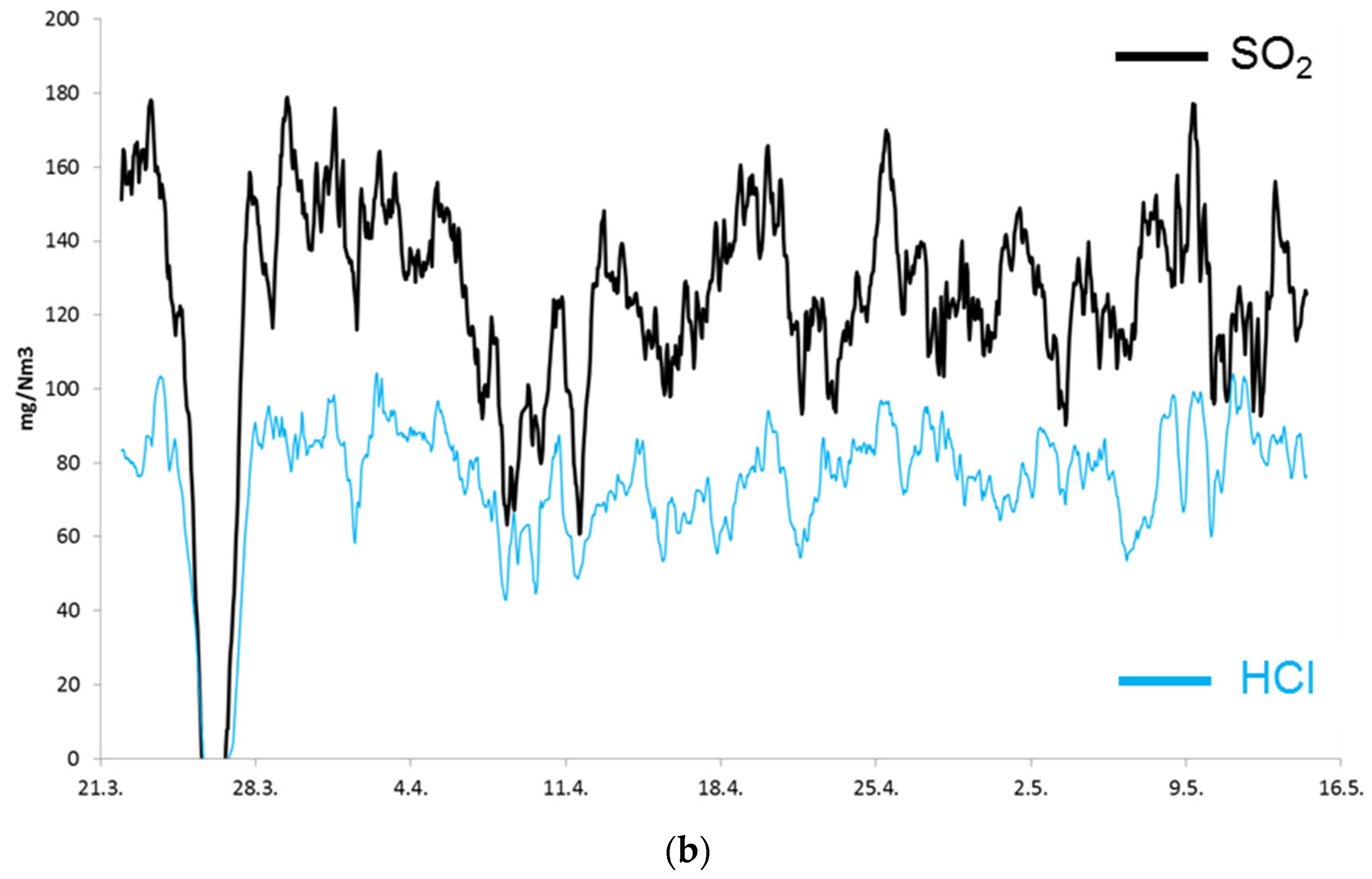
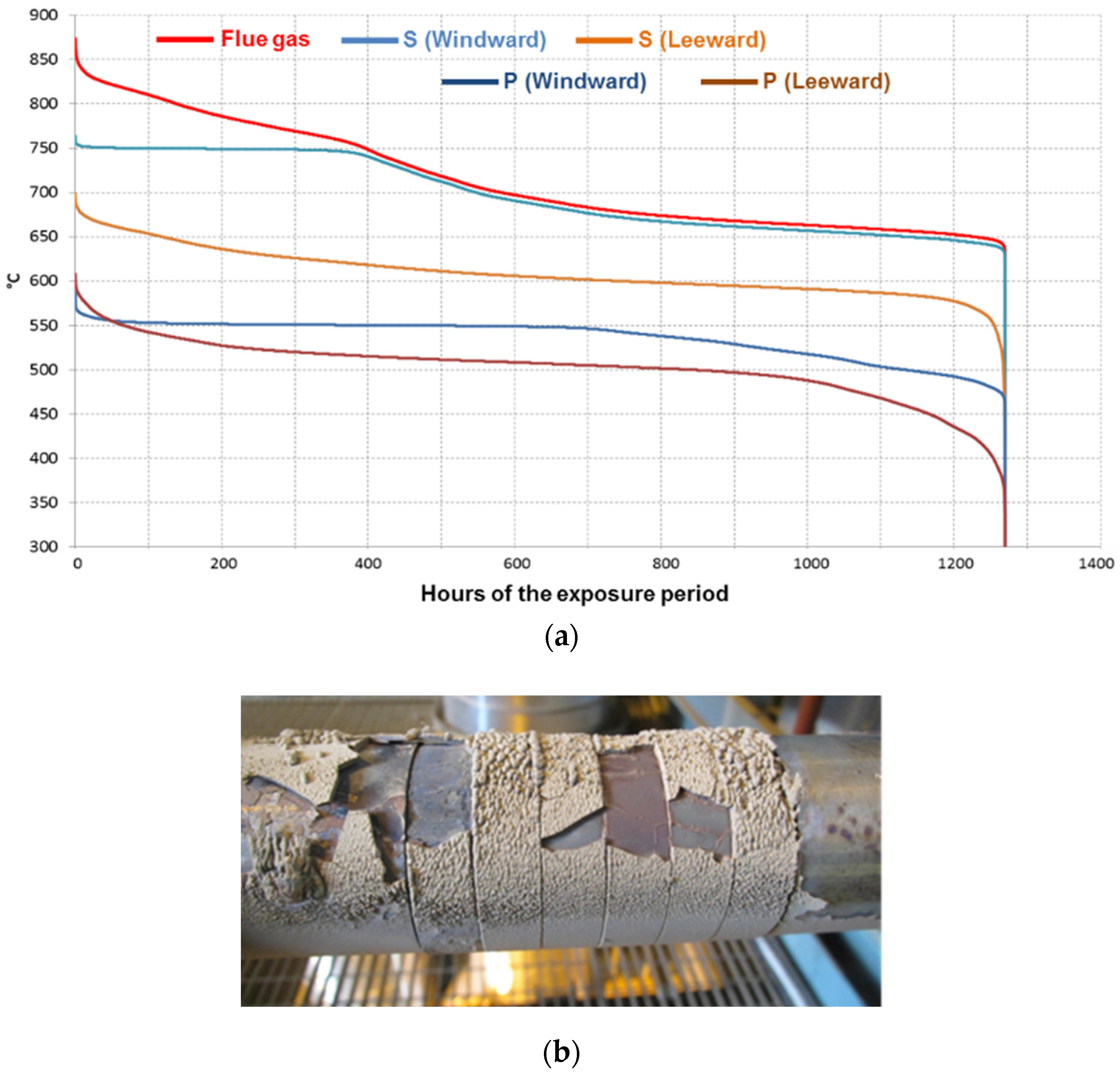
3.1. Process and Probe Measurement Data
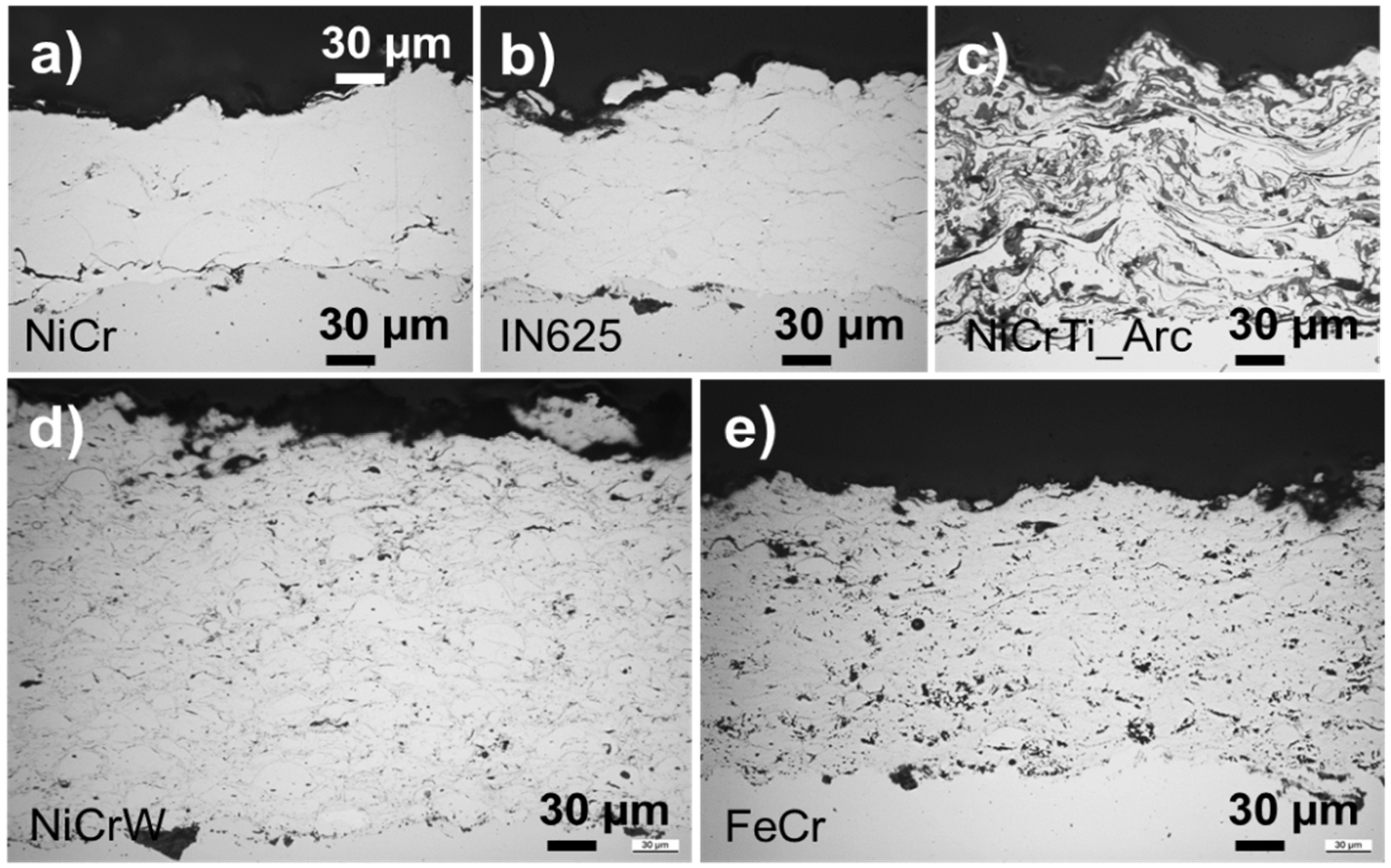
3.2. Formed Deposits
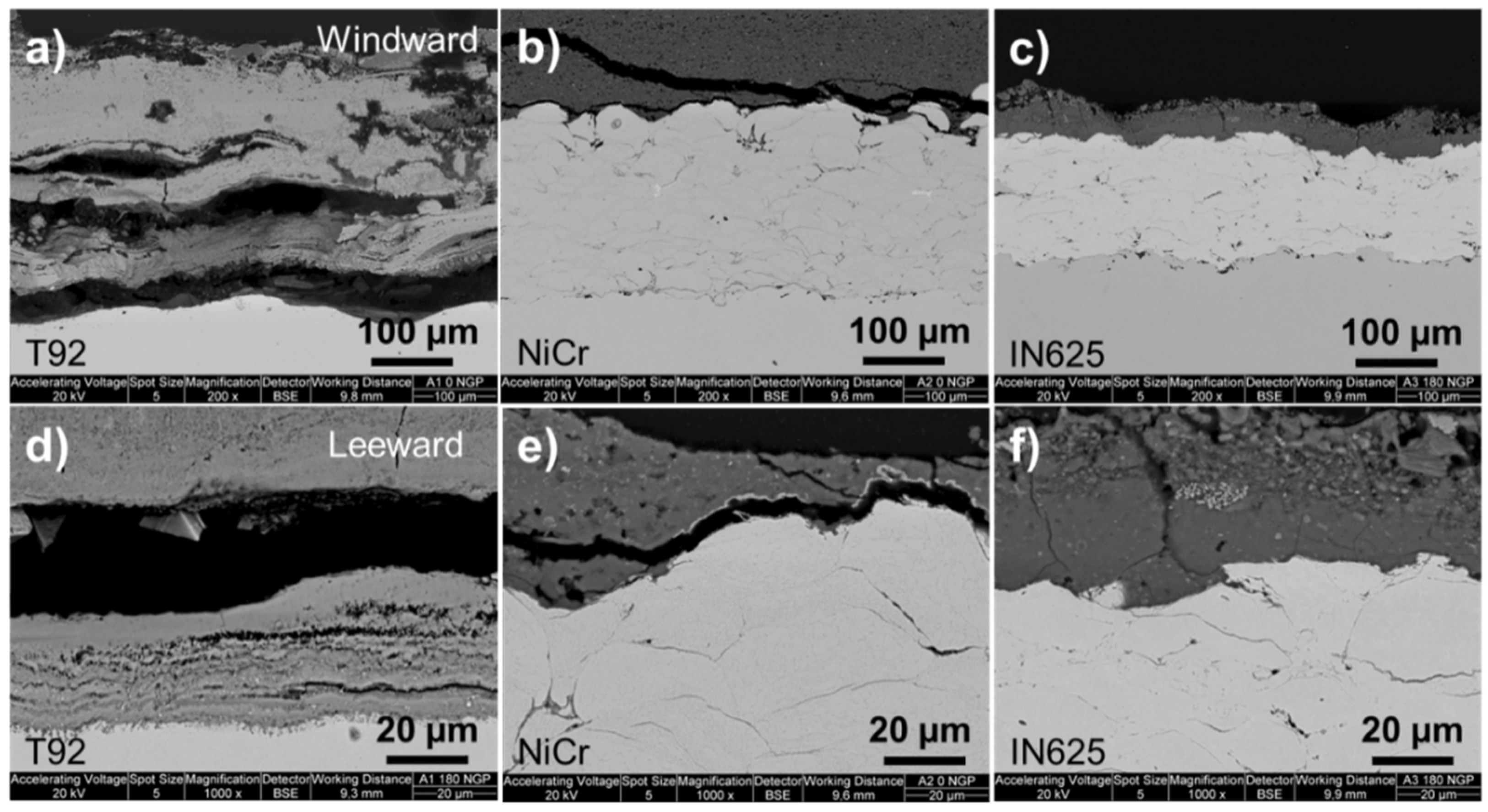
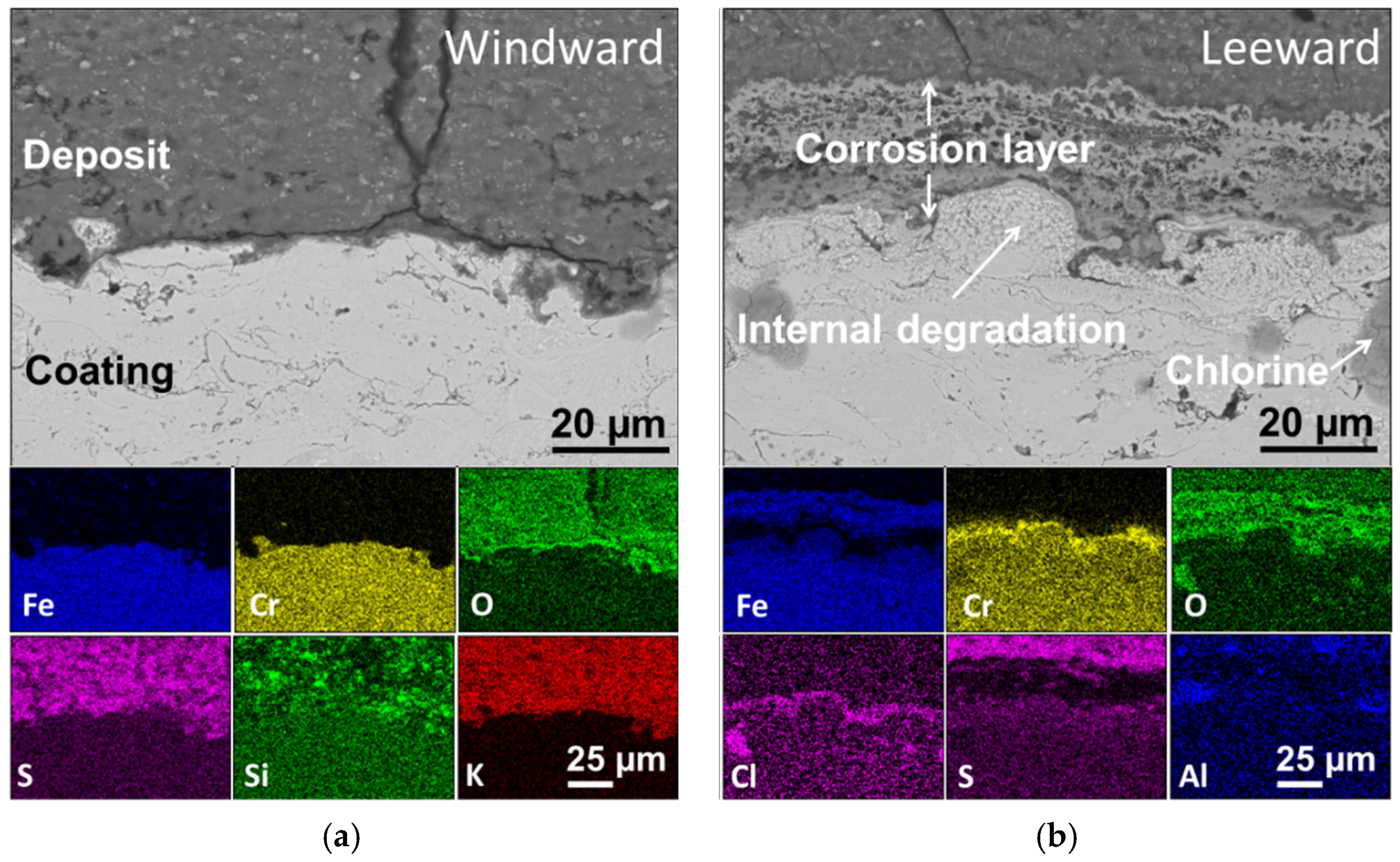
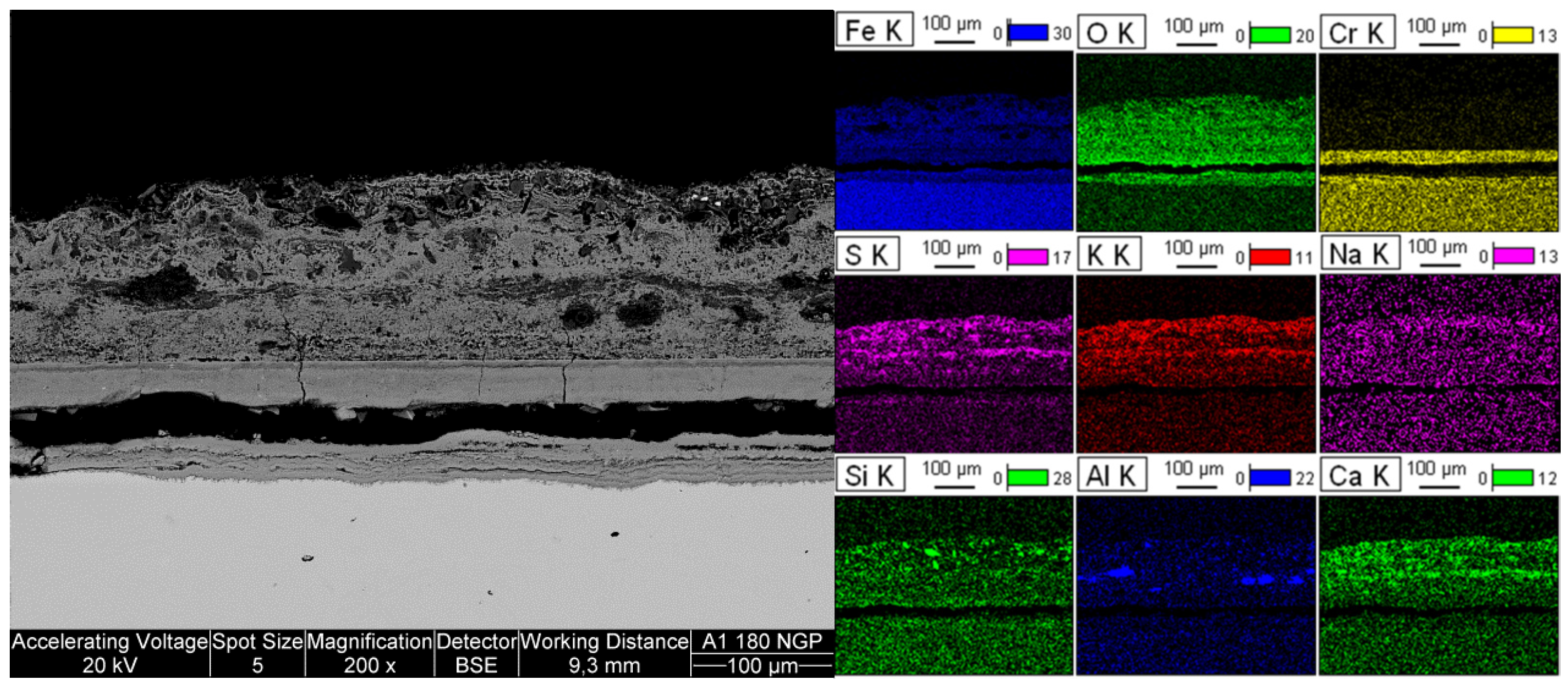
3.3. Corrosion Resistance at 550 °C
3.4. Corrosion Resistance at 750 °C
4. Discussion
Acknowledgments
Author Contributions
Conflicts of Interest
References
- The Paris Agreement. United Nations, 12 December 2015. Available online: http://unfccc.int/paris_agreement/items/9485.php (accessed on 19 September 2016).
- 2030 Energy Strategy. Available online: https://ec.europa.eu/energy/en/topics/energy-strategy/2030-energy-strategy (accessed on 19 September 2016).
- Technology Roadmap Wind Energy. Available online: https://www.iea.org/publications/freepublications/publication/Wind_2013_Roadmap.pdf (accessed on 19 September 2016).
- Solar Photovoltaic Roadmap. Available online: https://www.iea.org/publications/freepublications/publication/pv_roadmap_foldout.pdf (accessed on 19 September 2016).
- Montgomery, M.; Jensen, S.A.; Borg, U.; Biede, O.; Vilhelmsen, T. Experiences with high temperature corrosion at straw-firing power plants in Denmark. Mater. Corros. 2011, 62, 593–605. [Google Scholar] [CrossRef]
- Montgomery, M.; Hansson, A.N.; Jensen, S.A.; Vilhelmsen, T.; Nielsen, N.H. In situ corrosion testing of various nickel alloys at Måbjerg waste incineration plant. Mater. Corros. 2013, 64, 14–25. [Google Scholar] [CrossRef]
- Bankiewicz, D.; Vainikka, P.; Lindberg, D.; Frantsi, A.; Silvennoinen, J.; Yrjas, P.; Hupa, M. High temperature corrosion of boiler waterwalls induced by chlorides and bromides—Part 2: Lab-scale corrosion tests and thermodynamic equilibrium modeling of ash and gaseous species. Fuel 2012, 94, 240–250. [Google Scholar] [CrossRef]
- Enestam, S.; Backman, R.; Mäkelä, K.; Hupa, M. Evaluation of the condensation behavior of lead and zinc in BFB combustion of recovered waste wood. Fuel Process. Technol. 2013, 105, 161–169. [Google Scholar] [CrossRef]
- Oksa, M.; Auerkari, P.; Salonen, J.; Varis, T. Nickel-based HVOF coatings promoting high temperature corrosion resistance of biomass-fired power plant boilers. Fuel Process Technol. 2014, 125, 236–245. [Google Scholar] [CrossRef]
- Oksa, M.; Metsäjoki, J. Optimizing NiCr and FeCr HVOF coating structure for high temperature corrosion protection applications. J. Therm. Spray. Technol. 2015, 24, 436–453. [Google Scholar] [CrossRef]
- Hussain, T.; Dudziak, T.; Simms, N.J.; Nicholls, J.R. Fireside corrosion behavior of HVOF and plasma-sprayed coatings in advanced coal/biomass co-fired power plants. J. Therm. Spray. Technol. 2013, 22, 797–807. [Google Scholar] [CrossRef]
- Oksa, M.; Kärki, J.; Metsäjoki, J. Coating Solutions against High Temperature Corrosion-Performance Validation and Feasibility at Biomass Fired Boilers; Pertti, A., Juha, V., Eds.; VTT Technology: Espoo, Finland, 2013; pp. 656–670. [Google Scholar]
- Oksa, M.; Tuurna, S.; Varis, T. Increased lifetime for biomass and waste to energy power plant boilers with HVOF coatings: High temperature corrosion testing under chlorine-containing molten salt. J. Therm. Spray. Technol. 2013, 22, 783–796. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ni | Cr | Fe | Mo | W | Co | Nb | Si |
| NiCr | Bal. | >45 | 1.1 | – | – | – | – | 2.1 |
| IN625 | Bal. | 21.5 | 2.5 | 9.0 | – | – | 3.7 | 0.2 |
| NiCrW | Bal. | 20.5 | <1.0 | 9.0 | 10.0 | – | – | – |
| FeCr | – | <25.0 | Bal. | <6.0 | <15.0 | – | <12.0 | <2.0 |
| NiCrTi | Bal. | 42–46 | – | – | – | – | – | – |
| T92 | – | 8–9.5 | Bal. | 0.3–0.6 | 1.5–2 | – | – | ≤0.5 |
| A263 | Bal. | 19–21 | <0.7 | 5.6–6.1 | – | 19–21 | – | <0.4 |
| Material | Mn | Cu | Al | Ti | V | C | B | |
| NiCr | – | – | – | – | – | – | – | |
| IN625 | 0.1 | – | – | – | – | – | – | |
| NiCrW | – | 4.0 | – | – | – | 0.75 | 0.75 | |
| FeCr | <3.0 | – | – | – | – | <4.0 | <5.0 | |
| NiCrTi | – | – | – | 0.3–1 | – | – | – | |
| T92 | 0.3–0.6 | – | ≤0.4 | – | 0.15–0.25 | 0.07–0.013 | – | |
| A263 | <0.6 | – | <0.6 | 1.9–2.4 | – | 0.04–0.08 | – |
| Coating | Spray Method | H2 | Kerosene | O2 | N2 | Sweeps | Thickness (µm) |
| NiCr | CJS, 140 mm | 100 | 16 | 1000 | 6 + 6 | 14 | 130 |
| IN625 | CJS, 140 mm | 100 | 16 | 1000 | 6 + 6 | 10 | 140 |
| NiCrW | CJS, 140 mm | 100 | 16 | 1000 | 6 + 6 | 20 | 270 |
| FeCr | CJS, 140 mm | 100 | 16 | 850 | 6 + 6 | 21 | 200 |
| Coating | Spray Method | Voltage | Current | Air | Thickness (µm) | ||
| NiCrTi | Smart Arc | 30 V | 220 A | 3.5/2.5 bar | 180 |
| Element | S | Ca | K | Si | Na | Fe | Al | Mg | P | Ti |
| 550 °C | 14 | 10 | 14 | 4.5 | 5.7 | 4.2 | 2.7 | 1.1 | 0.78 | 0.7 |
| 750 °C | 11 | 10 | 9.8 | 9.7 | 1.6 | 5.2 | 4.7 | 0.91 | 0.91 | 0.84 |
| Element | Zn | Mn | Ba | Cu | Pb | Sr | Cr | Rb | Cl | Ni |
| 550 °C | 0.42 | 0.38 | 0.3 | 0.12 | 0.08 | 0.06 | 0.15 | 0.06 | 0.05 | 0.03 |
| 750 °C | 0.71 | 0.29 | 0.23 | 0.06 | 0.12 | 0.05 | 0.09 | 0.07 | – | 0.02 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oksa, M.; Metsäjoki, J.; Kärki, J. Corrosion Testing of Thermal Spray Coatings in a Biomass Co-Firing Power Plant. Coatings 2016, 6, 65. https://doi.org/10.3390/coatings6040065
Oksa M, Metsäjoki J, Kärki J. Corrosion Testing of Thermal Spray Coatings in a Biomass Co-Firing Power Plant. Coatings. 2016; 6(4):65. https://doi.org/10.3390/coatings6040065
Chicago/Turabian StyleOksa, Maria, Jarkko Metsäjoki, and Janne Kärki. 2016. "Corrosion Testing of Thermal Spray Coatings in a Biomass Co-Firing Power Plant" Coatings 6, no. 4: 65. https://doi.org/10.3390/coatings6040065
APA StyleOksa, M., Metsäjoki, J., & Kärki, J. (2016). Corrosion Testing of Thermal Spray Coatings in a Biomass Co-Firing Power Plant. Coatings, 6(4), 65. https://doi.org/10.3390/coatings6040065