
Thermal Conductivity and Wear Behavior of HVOF-Sprayed Fe-Based Amorphous Coatings

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
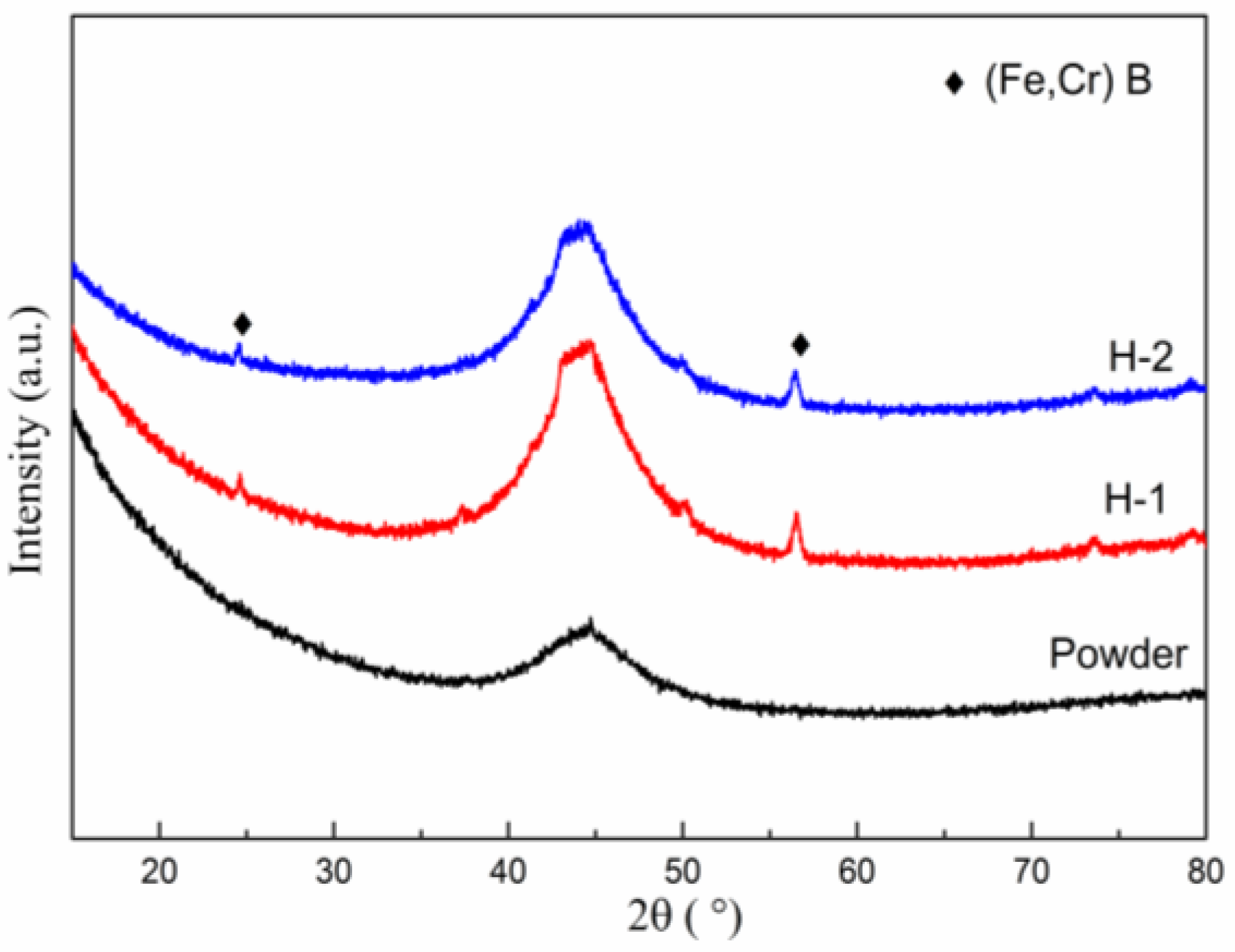
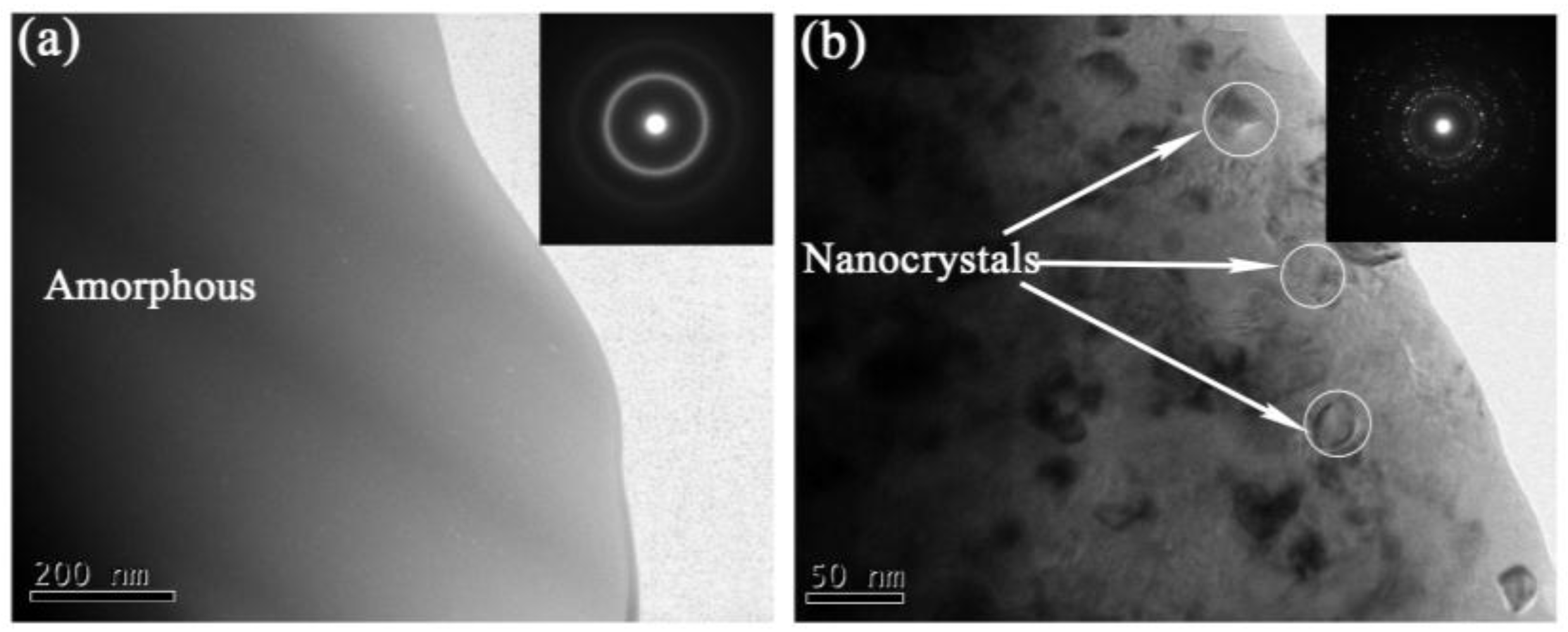
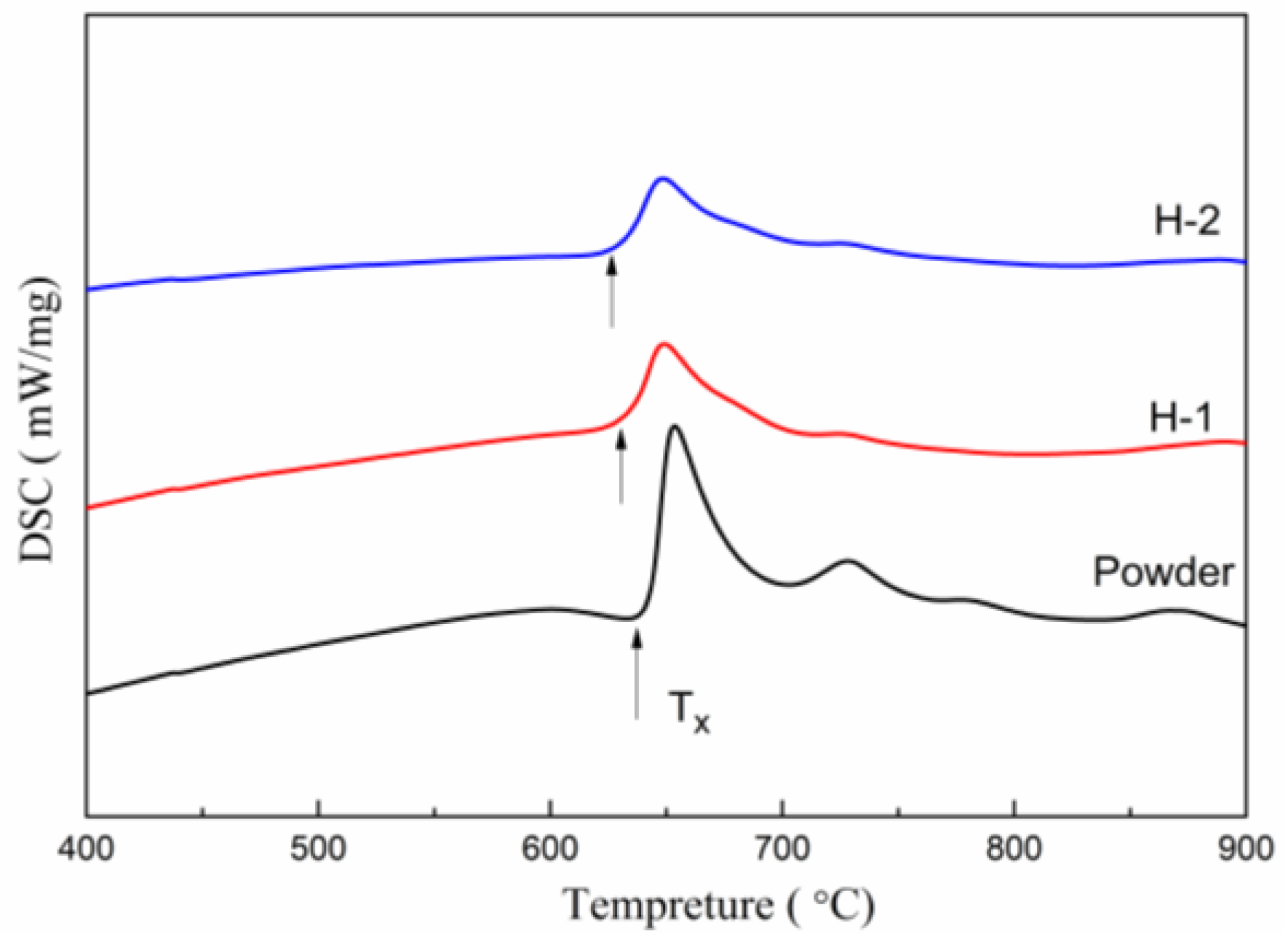
3.1. Microstructure
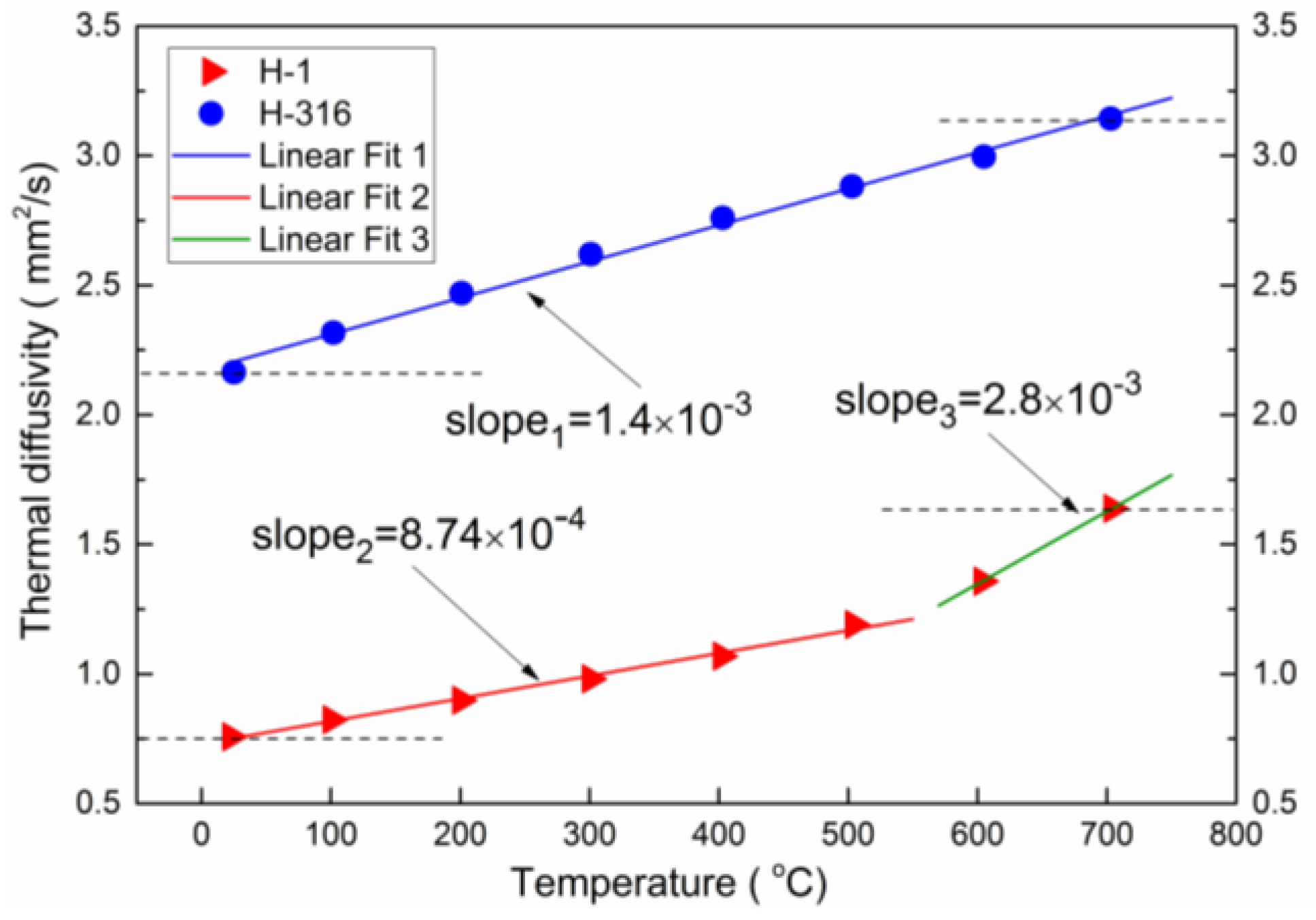
3.2. Thermal Transport Behavior
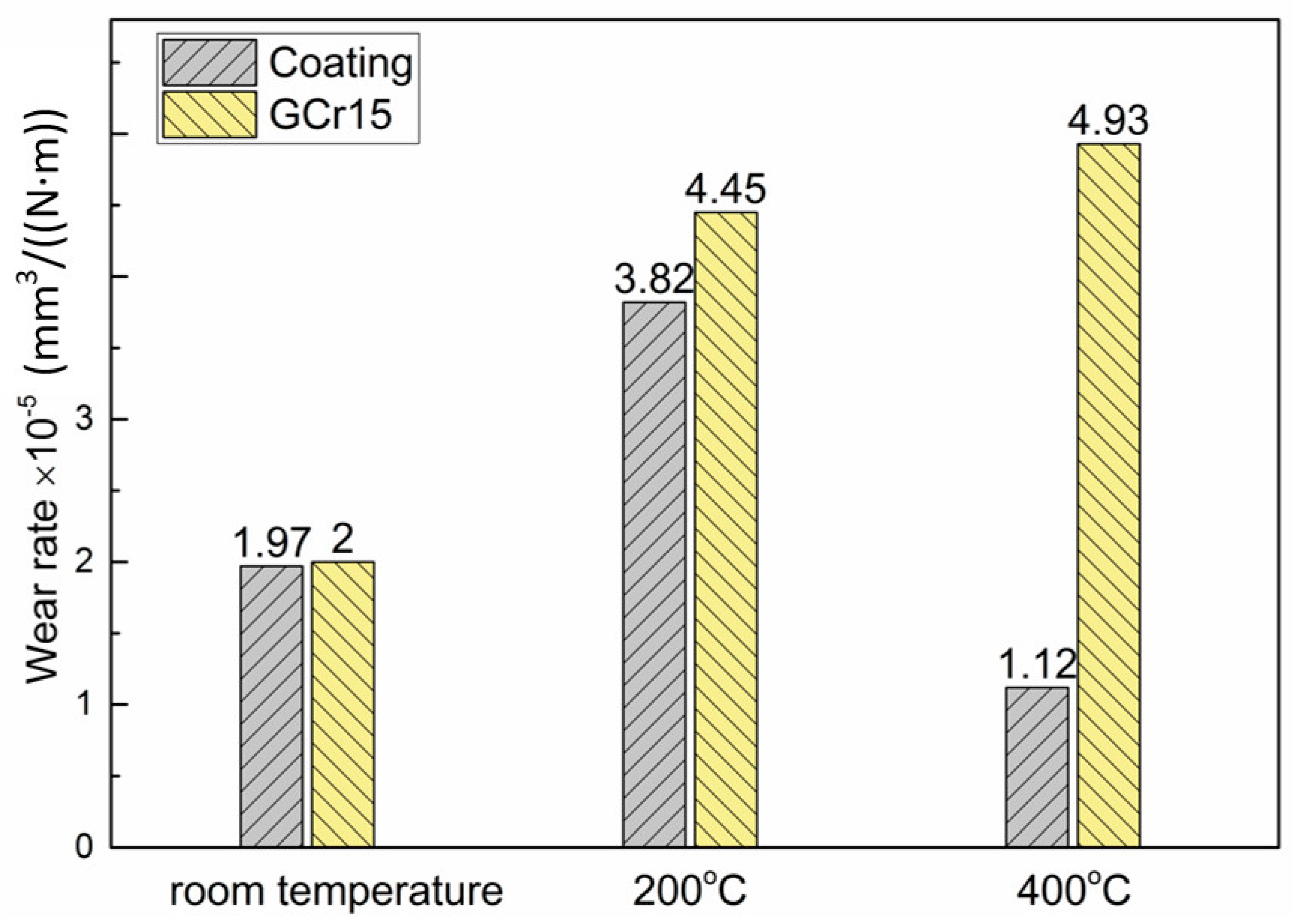
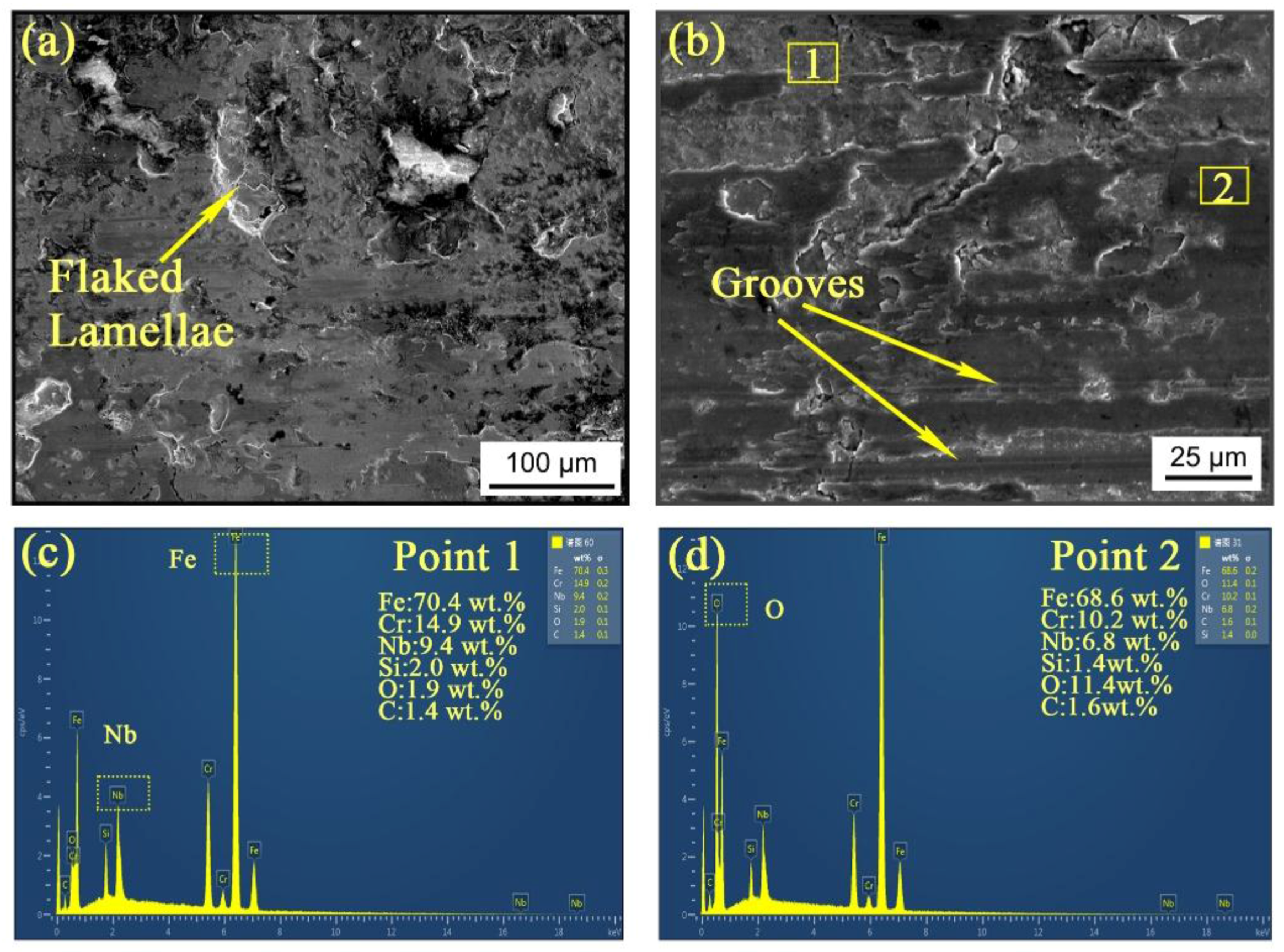
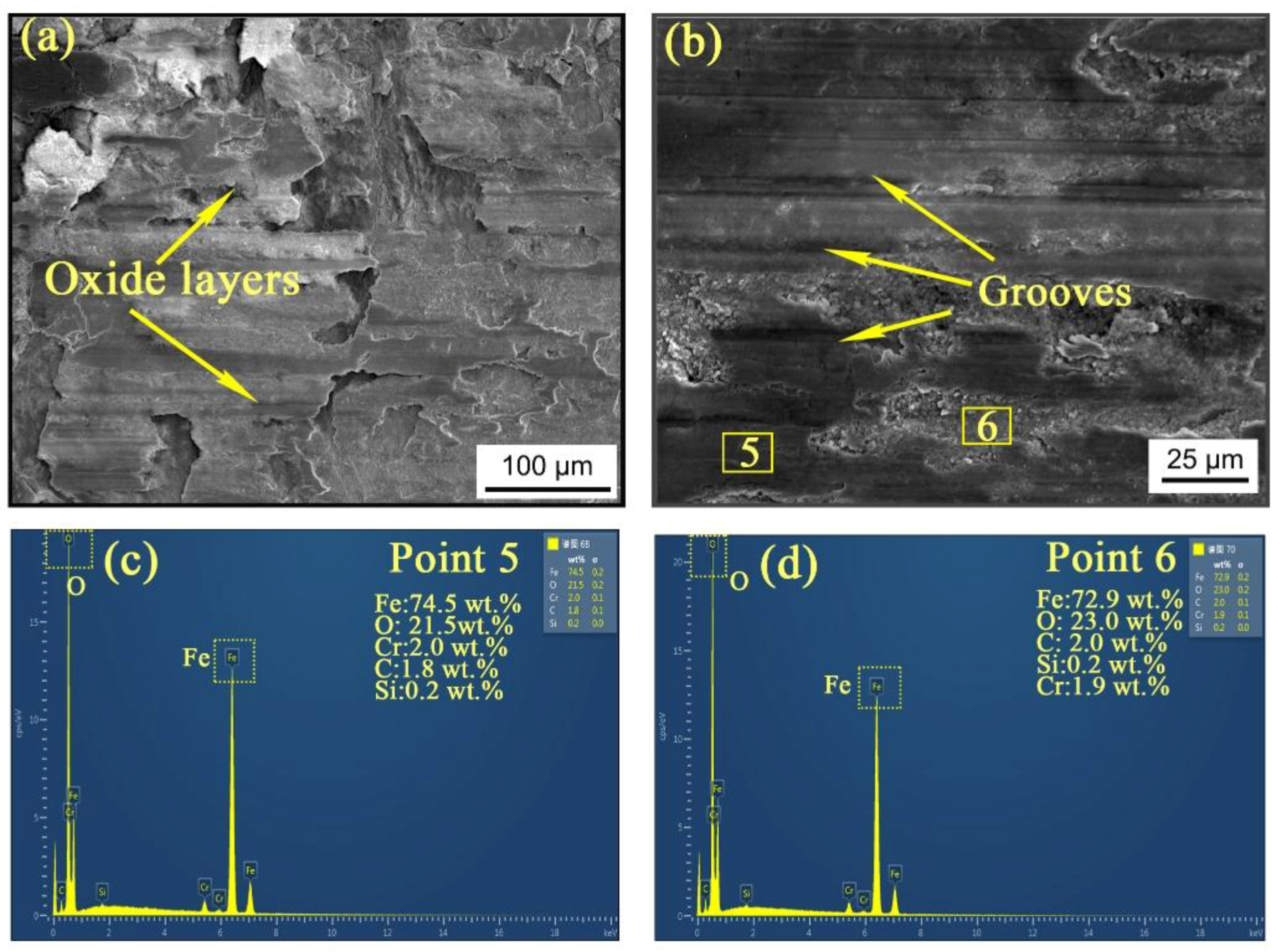
3.3. Wear Behavior
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bobzin, K.; Ernst, F.; Zwick, J.; Schlaefer, T.; Cook, D.; Nassenstein, K.; Schwenk, A.; Schreiber, F.; Wenz, T.; Flores, G.; et al. Coating bores of light metal engine blocks with a nanocomposite material using the plasma transferred wire arc thermal spray process. J. Therm. Spray Technol. 2008, 17, 344–351. [Google Scholar] [CrossRef]
- Poirier, D.; Lamarre, J.M.; Legoux, J.G. Thermal cycling assessment of steel-based thermal barrier coatings for al protection. J. Therm. Spray Technol. 2015, 24, 175–184. [Google Scholar] [CrossRef]
- Kim, J.K.; Xavier, F.A.; Kim, D.E. Tribological properties of twin wire arc spray coated aluminum cylinder liner. Mater. Des. 2015, 84, 231–237. [Google Scholar] [CrossRef]
- Shin, D.; Gitzhofer, F.; Moreau, C. Properties and induction plasma sprayed iron based nanostructured alloy coatings for metal based thermal barrier coatings. J. Therm. Spray Technol. 2007, 16, 118–127. [Google Scholar] [CrossRef]
- Dong, H.; Yang, G.-J.; Cai, H.-N.; Li, C.-X.; Li, C.-J. Propagation feature of cracks in plasma-sprayed YSZ coatings under gradient thermal cycling. Ceram. Int. 2015, 41, 3481–3489. [Google Scholar] [CrossRef]
- Saucedo-Mora, L.; Slámečka, K.; Thandavamoorthy, U.; Marrow, T.J. Multi-scale modeling of damage development in a thermal barrier coating. Surf. Coat. Technol. 2015, 276, 399–407. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, L.; He, D.Y.; Wang, F.C.; Liu, Y.B. Microstructure and electrochemical behavior of Fe-based amorphous metallic coatings fabricated by atmospheric plasma spraying. J. Therm. Spray Technol. 2011, 20, 344–350. [Google Scholar] [CrossRef]
- Zhang, S.D.; Wu, J.; Qi, W.B.; Wang, J.Q. Effect of porosity defects on the long-term corrosion behaviour of Fe-based amorphous alloy coated mild steel. Corros. Sci. 2016, 110, 57–70. [Google Scholar] [CrossRef]
- Zhou, Y.; Ma, G.; Wang, H.; Li, G.; Chen, S.; Wang, H.; Liu, M. Fabrication and characterization of supersonic plasma sprayed Fe-based amorphous metallic coatings. Mater. Des. 2016, 110, 332–339. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Zheng, Y.G.; Sun, W.H.; Wang, J.Q. Effect of heat treatment on the structure, cavitation erosion and erosion–corrosion behavior of Fe-based amorphous coatings. Tribol. Int. 2015, 90, 393–403. [Google Scholar] [CrossRef]
- Koga, G.Y.; Schulz, R.; Savoie, S.; Nascimento, A.R.C.; Drolet, Y.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Microstructure and wear behavior of Fe-based amorphous HVOF coatings produced from commercial precursors. Surf. Coat. Technol. 2017, 309, 938–944. [Google Scholar] [CrossRef]
- Wang, Y.; Li, K.Y.; Scenini, F.; Jiao, J.; Qu, S.J.; Luo, Q.; Shen, J. The effect of residual stress on the electrochemical corrosion behavior of Fe-based amorphous coatings in chloride-containing solutions. Surf. Coat. Technol. 2016, 302, 27–38. [Google Scholar] [CrossRef]
- Xu, P.; Zhang, C.; Wang, W.; Liu, L. Pitting mechanism in a stainless steel-reinforced Fe-based amorphous coating. Electrochim. Acta 2016, 206, 61–69. [Google Scholar] [CrossRef]
- Shin, D.; Gitzhofer, F.; Moreau, C. Thermal property evolution of metal based thermal barrier coatings with heat treatments. J. Mater. Sci. 2007, 42, 5915–5923. [Google Scholar] [CrossRef] [Green Version]
- Bobzin, K.; Oete, M.; Linke, T.F.; Koenigstein, T. Process development for innovative iron alloy metallic glass coating. Adv. Eng. Mater. 2016, 18, 1833–1840. [Google Scholar] [CrossRef]
- Bobzin, K.; Oete, M.; Koenigstein, T. Investigation of amorphous/nanocrystalline iron-based thermal barrier coatings. J. Therm. Spray Tech. 2017, 26, 388–397. [Google Scholar] [CrossRef]
- Barbezat, G. Advanced thermal spray technology and coating for lightweight engine blocks for the automotive industry. Surf. Coat. Technol. 2005, 200, 1990–1993. [Google Scholar] [CrossRef]
- ASTM C633-01 Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings; ASTM: West Conshohocken, PA, USA, 2008.
- The Lucefin Group. Available online: http://www.lucefin.com/wp-content/files_mf/1.3505100cr6.pdf; http://www.lucefin.com/wp-content/files_mf/1.4404a316|10.pdf (accessed on 15 August 2017).
- Hou, G.; An, Y.; Zhao, X.; Zhou, H.; Chen, J. Effect of alumina dispersion on oxidation behavior as well as friction and wear behavior of HVOF-sprayed CoCrAlYTaCSi coating at elevated temperature up to 1000 °C. Acta Mater. 2015, 95, 164–175. [Google Scholar] [CrossRef]
- Inoue, A. High strength bulk amorphous alloys with low critical cooling rates. Mater. Trans. JIM 1995, 36, 866–875. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, L.; Wang, F.; Zhang, H.; Liu, Y.B.; Xu, S. Formation and corrosion behavior of Fe-based amorphous metallic coatings by HVOF thermal spraying. Surf. Coat. Technol. 2009, 204, 563–570. [Google Scholar] [CrossRef]
- Koutsky, J. High velocity oxy-fuel spraying. J. Mater. Process. Technol. 2004, 157, 557–560. [Google Scholar] [CrossRef]
- Zhao, L.; Lugscheider, E. Influence of the spraying processes on the properties of 316L stainless steel coatings. Surf. Coat. Technol. 2002, 162, 6–10. [Google Scholar] [CrossRef]
- Sun, B.; Fukanuma, H.; Ohno, N. Study on stainless steel 316L coatings sprayed by a novel high pressure HVOF. Surf. Coat. Technol. 2014, 239, 58–64. [Google Scholar] [CrossRef]
- Kingery, W.D.; Bowen, H.K.; Uhlmann, D.R. Introduction to Ceramics, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 1976. [Google Scholar]
- Sietsma, J.; Thijsse, B.J. Characterization of free volume in atomic models of metallic glasses. Phys. Rev. B Condens. Mater. 1995, 52, 3248–3255. [Google Scholar] [CrossRef]
- Lu, Y.; Huang, Y.; Wei, X.; Shen, J. Close correlation between transport properties and glass-forming ability of a FeCoCrMoCBY alloy system. Intermetallics 2012, 30, 144–147. [Google Scholar] [CrossRef]
- Chi, W.G. Thermal Transport Properties of Thermally Sprayed Coatings: An Integrated Study of Materials, Processing and Microstructural Effects. Ph.D. Thesis, Stony Brook University, Brook, NY, USA, December 2007. [Google Scholar]
- Yamasaki, M.; Kagao, S.; Kawamura, Y. Thermal diffusivity and conductivity of Zr55Al10Ni5Cu30 bulk metallic glass. Scr. Mater. 2005, 53, 63–67. [Google Scholar] [CrossRef]
- Umetsu, R.Y.; Tu, R.; Goto, T. Thermal and electrical transport properties of Zr-based bulk metallic glassy alloys with high glass-forming ability. Mater. Trans. 2012, 53, 1721–1725. [Google Scholar] [CrossRef]
- Wood, P.D.; Evans, H.E.; Ponton, C.B. Investigation into the wear behaviour of stellite 6 during rotation as an unlubricated bearing at 600 °C. Tribol. Int. 2011, 44, 1589–1597. [Google Scholar] [CrossRef]
- Inman, I.A.; Datta, P.K.; Du, H.L.; Burnell-Gray, J.S.; Luo, Q. Microscopy of glazed layers formed during high temperature sliding wear at 750 °C. Wear 2003, 254, 461–467. [Google Scholar] [CrossRef]
- Fleury, E.; Lee, S.M.; Ahn, H.S.; Kim, W.T.; Kim, D.H. Tribological properties of bulk metallic glasses. Mater. Sci. Eng. A 2004, 375–377, 276–279. [Google Scholar] [CrossRef]
- Kong, J.; Xiong, D.; Li, J.; Yuan, Q.; Tyagi, R. Effect of flash temperature on tribological properties of bulk metallic glasses. Tribol. Lett. 2009, 35, 151–158. [Google Scholar] [CrossRef]
- Rahaman, M.L.; Zhang, L.C.; Ruan, H.H. Understanding the friction and wear mechanisms of bulk metallic glass under contact sliding. Wear 2013, 304, 43–48. [Google Scholar] [CrossRef]
- Inoue, A.; Wang, X. Bulk amorphous FC20(Fe–C–Si) alloys with small amounts of B and their crystallized structure and mechanical properties. Acta Mater. 2000, 48, 1383–1395. [Google Scholar] [CrossRef]
- Cheng, J.; Liang, X.; Wang, Z.; Xu, B. Dry sliding friction and wear properties of metallic glass coating and martensite stainless coating. Tribol. Int. 2013, 60, 140–146. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Kerosene Flow (GPH) | Oxygen Flow (SCFH) | Nitrogen Flow (SCFH) | Feed Rate (r/min) | Spraying Distance (mm) |
|---|---|---|---|---|---|
| H-1 | 6.2 | 2000 | 26 | 5.0 | 380 |
| H-2 | 6.8 | 2200 | 26 | 5.0 | 380 |
| Specimen | Porosity (%) | Oxygen Content (wt %) | Tx (°C) | Amorphouscontent (%) |
|---|---|---|---|---|
| Powder | – | 0.017 ± 0.005 | 643.7 | 100 |
| H-1 | 0.9 ± 0.06 | 0.16 ± 0.001 | 633.6 | 62.4 |
| H-2 | 0.6 ± 0.2 | 0.18 ± 0.002 | 632.2 | 55.2 |
| Specimen | ρ (g/cm3) | Cp (J/g·K) × 10−1 | α (mm2/s) | κ (W/(m·K)) |
|---|---|---|---|---|
| H-1 | 6.88 | 5.03 | 0.77 | 2.66 |
| H-2 | 7.03 | 5.15 | 0.85 | 3.05 |
| H-316 | 7.29 | 4.75 | 1.69 | 5.85 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, H.; Zhou, Z.; Wang, L.; Tan, Z.; He, D.; Zhao, L. Thermal Conductivity and Wear Behavior of HVOF-Sprayed Fe-Based Amorphous Coatings. Coatings 2017, 7, 173. https://doi.org/10.3390/coatings7100173
Yao H, Zhou Z, Wang L, Tan Z, He D, Zhao L. Thermal Conductivity and Wear Behavior of HVOF-Sprayed Fe-Based Amorphous Coatings. Coatings. 2017; 7(10):173. https://doi.org/10.3390/coatings7100173
Chicago/Turabian StyleYao, Haihua, Zheng Zhou, Liang Wang, Zhen Tan, Dingyong He, and Lidong Zhao. 2017. "Thermal Conductivity and Wear Behavior of HVOF-Sprayed Fe-Based Amorphous Coatings" Coatings 7, no. 10: 173. https://doi.org/10.3390/coatings7100173
APA StyleYao, H., Zhou, Z., Wang, L., Tan, Z., He, D., & Zhao, L. (2017). Thermal Conductivity and Wear Behavior of HVOF-Sprayed Fe-Based Amorphous Coatings. Coatings, 7(10), 173. https://doi.org/10.3390/coatings7100173