1. Introduction
Additive manufacturing is a collective term used to describe production processes creating 3D objects by applying the material layer by layer on top of each other. Additive manufacturing processes in general come with several advantages: the production of highly complex geometrical shapes and structures, which might not be possible to be produced using the conventional subtractive methods, and the possibility of using lattice structures inside the object to reduce weight, save material, and lower cost. One of the issues holding back the additive manufacturing processes to be used in mass production is its inherent high surface roughness which is often not suitable for many applications. To circumvent this problem, a post-treatment is generally applied. There are two ways to reduce surface roughness. The first route is subtractive, where the surface roughness is reduced by removing material from the object. The second route is using an additive post-treatment by apply a coating onto the object. Additive post-treatments have several advantages over subtractive post-treatments. Firstly, additive post-treatments do not remove any material from the initial product, meaning mechanical properties are not affected. Secondly, coatings can be applied without direct contact between the coating device and the object, whereas for complex geometries it can be very time-consuming or even impossible to apply a subtractive post-treatment. However, additive post-treatments using current coating technologies apply a high amount of material onto the AM piece such that their dimensions are substantially increased. In addition to this, it is important when using additive post-treatment methods to consider the adhesion of the coating onto the AM surface. In this paper, we investigate the use of an additive post-treatment technology, i.e., an ultrasonic spray coating, to deposit a thin coating on top of an additive manufactured part to reduce surface roughness and impart hydrophobic functionality.
Spray coating is a technology that is mainly used in industry for car body painting or other applications in which thick (100 µm) layers have to be applied on top of a freeform product. The ink is atomized at the nozzle of the spray head generating a continuous flow of droplets. When pneumatic systems are used, the droplets have a broad distribution of diameter due to the application of pressurized air or gas breaking up the ink into droplets. By applying pressurized gas to create the droplets, the kinetic energy of the droplets is also defined in a broad window. This inherently results in droplets fired at the surface without precise control of diameter and speed. For applications where 100 µm thick layers are needed, this is not detrimental as the droplets mainly have diameters below 30 µm. However, when thin coatings have to be applied (below 1 µm), this pressure-based spray coating is not the perfect choice. More advanced spray generation methods are available using directed carrier gasses or electro-spraying [
1,
2]; however, the kinetic impact of the droplets still influences the spreading of the droplets and thus the final layer quality.
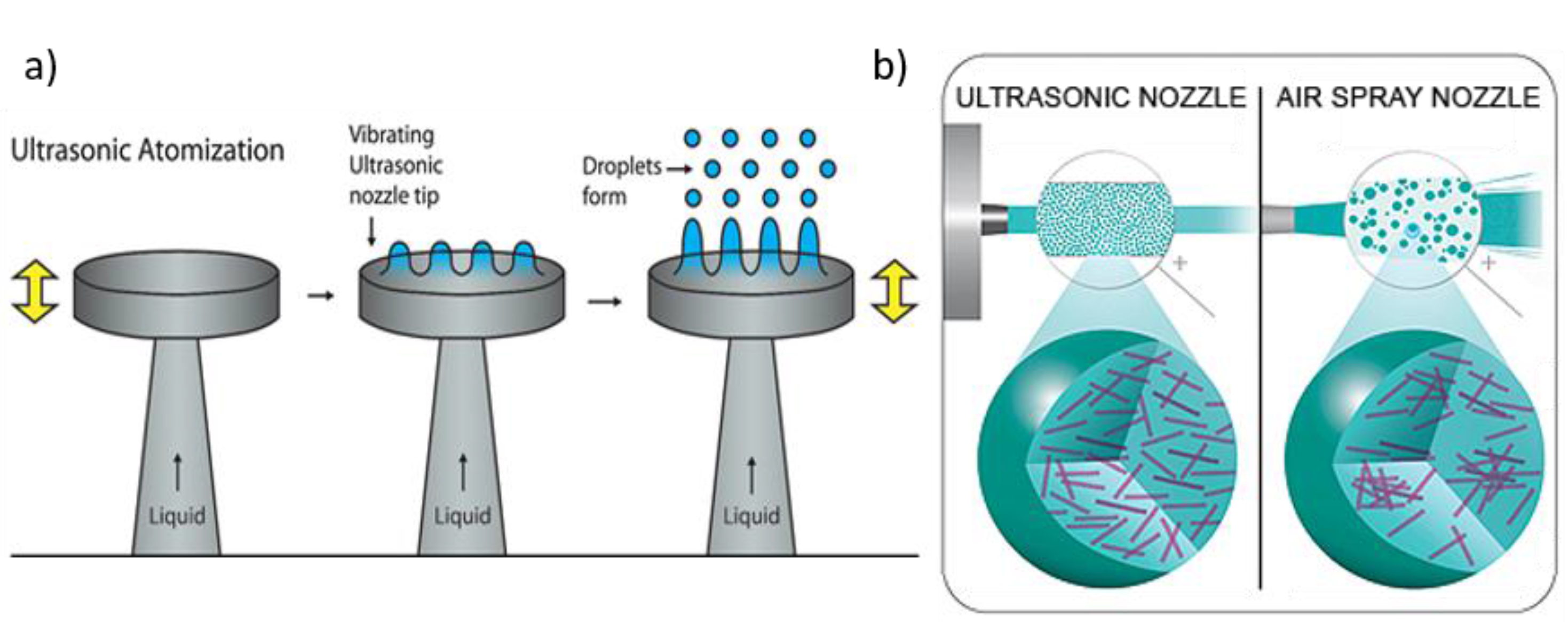
Ultrasonic spray coating (USSC) uses the principle of ultrasonic atomization of the ink.
Figure 1a below schematically shows the working principle of ultrasonification, whereas
Figure 1b shows the difference in drop formation between pressure-based and ultrasonic spray coating [
3].
This ultrasonic atomization of the ink is in contrast to other known spray coating technologies in which the ink is atomized applying only pressure. For USSC, a liquid feed will guide ink to the head where a thin liquid film will form, due to the vibration standing waves will form in the ink film. The tops of these standing waves will detach at sufficient high vibration amplitudes and form small droplets. These droplets are guided to a substrate via a carrier gas, which is additionally used as a shaping gas. The main factor that determines the drop size is the frequency of the ultrasonification and the surface tension and the density of the ink being atomized, with the drop size being inversely proportional to the frequency to the power 2/3.
There are several recent articles that have investigated the relationship between drop size and applied frequency upon ink density and surface tension. This results in several formulas to deduce the drop size dependency [
4,
5,
6]. Related to inks being applied within both processes, there are some parameters that can influence the atomization of the liquids depending on the type of liquid. One can divide the inks as follows:
Pure liquids are mainly viscosity limited with a maximum viscosity of about 100 mPa·s. However, this also means that the flow rate will be limited as a result of this higher viscosity. True solutions have limits similar to those of the pure liquids, but with a possible point of attention when high molecular weight polymer chains are dissolved. These polymer chains can induce high extensional viscosities and stabilize filaments between droplets and thus limit droplet formation. Mixtures with undissolved solids are limited by particle size, the concentration of the solids, and the interaction between the solids and the carrier. Particle size is critical; if the particle is larger than one-tenth of the median drop size, the mixture will not atomize properly. The maximum flow rate is mainly limited by the oscillation frequency and the atomization area of the nozzle.
The ultrasonic spray coating system has been applied in recent research for many different applications and functional materials. In one article [
7], a mixture of SiC (80 or 800 nm particles) and ethanol was prepared to study the suspension and spraying parameters. The biggest difference between suspensions with either 80 or 800 nm particles will be in their density and surface tension. Further, the authors concluded that up to 16 wt % SiC in aqueous suspension only resulted in a drop size variation of about 1 micrometer. However, the cluster size and morphology were affected by two main factors: the kinetic energy of the droplet and the evaporation behavior of the droplet. Other process optimization work was performed as described in an article by Bose et al. [
8]. In this study, they tried to deduce the important parameters for ultrasonic spraying coating while maintaining the ink and changing the effective spray parameters. They were able to deduce three distinct regions: wet, dry, and just wet. In the wet regime, the formation of edge peaks (at the edges of the shadow mask) was observed. In the dry regime, these peaks did not show up, but the resulting film had a fairly high roughness. The third regime, just wet, was the regime that combined the low roughness of the wet regime and the limited formation of the edge peaks due to the shadow mask. This just wet regime was important for the eventual film formation and depended heavily on the used solvents. This does mean that, for each different ink, the spray height and hotplate temperature will need to be tuned. Several articles have been dedicated to the droplet’s impact and behavior once the droplet hits the substrate. In one article [
9], the authors describe a model for the drying time of droplets (from ultrasonic spray coating) on a substrate and experimentally link this drying time to the film’s morphology. Interestingly, the authors do not include any information on the wetting behavior of the ink on the substrate. The results look promising but need additional validation for different ink systems. In another work [
10], the authors describe the effect of spray parameters on the morphology of spray coating a solution of P3HT:PCBM (poly(3-hexathiophine-2,5-diyl) (P3HT), [6,6]-Phenyl C61 butyric acid methyl ester (PCBM)) in ODCB (1,2-dichlorobenzene). They noticed that films deposited by spray coating had a fairly high roughness. Additionally, they deduced that the pressure of the carrier gas has a profound effect on droplet collision and coalescence for low pressures, while high pressures resulted in turbulence and, as a result, collision and coalescence. Applications achieved with ultrasonic spray coating of functional materials have been shown in recent work. Graphene flakes [
11] in a DMF/ethanol solution, polystyrene nanoparticles from water–ethanol [
12] and PEDOT:PSS (poly(3,4-ethylenedioxythiophene) polystyrene sulfonate) [
13] are deposited using ultrasonic spray coating for their application in organic photovoltaic or layer formation studies.
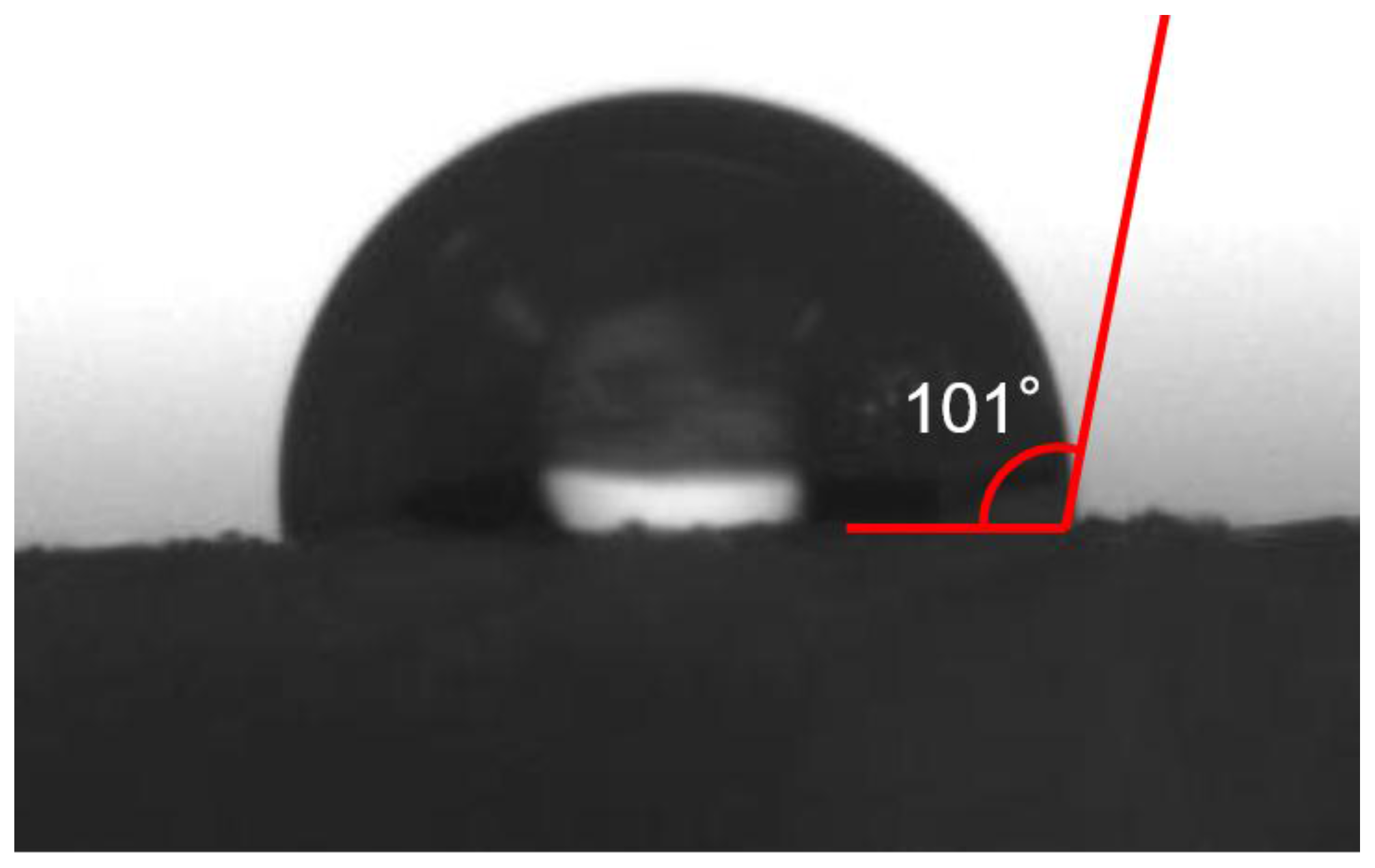
The USSC system has, to the best of the authors’ knowledge, never been used to coat 3D parts to reduce roughness or add functional coatings. Therefore, in this work, the deposition of a functional ink is applied on flat additive manufactured substrates to study how the parameters of the USSC system can be adapted to reduce roughness and add functional coatings, which, in future work, can be applied on 3D Additive Manufactured (AM) pieces. How ink formulation and the ultrasonic spray coat parameters influence the flow behavior on the substrate is studied. The aim of this research is to optimize the kinetics of the droplets after atomization in such a way that the ink will flow into the valleys of the rough AM substrate, preventing the coverage of the top region of this same substrate. This way, the roughness is drastically reduced without the need to overcoat the sample with too much material. Finally, a thin top-coating can be applied to end up with a fully closed coating—also covering the top regions—having a very low roughness, less material usage, and a predicted adhesion improvement. To state this, the ultrasonic spray coating technology is compared to the pressurized spray coating technology showing the optimized coating formation. The choice of ink is not only based on its rheological properties but also on its final functional properties. Polyvinylidene fluoride (PVDF) as a material is chosen for its hydrophobic properties, as will be shown further in the results section of this paper. Finally, it should be noted that this work has been performed with flat AM substrates. Once the transition to 3D AM pieces will be made, the influence of the nozzle height and other parameters were carefully reviewed to exclude any influence of these USSC parameters on the final result. However, the USSC system is equipped with a robotic arm that can turn and twist such that for 3D pieces the nozzle distance can be kept the same when moving over the 3D piece and the direction of the droplets towards the substrate is always perpendicular.
2. Materials and Methods
2.1. Substrates
A flat tile, selective laser sintered (SLS) from nylon 12 (PA-12; ρ (25 °C) = 1000 kg/m3, Tglass = 37–43 °C) was used as substrate. The substrates were obtained from Materialise NV (Leuven, Belgium) as flat tiles (20 mm × 20 mm × 1 mm) and they did not undergo any form of post-treatment except for excessive loose grain removal by brushing or air blowing. The following cleaning procedure was applied before spray coating using an ultrasonic bath:
Soap water for 15 min to remove grease,
H2O for 15 min, twice, to remove soap,
Acetone for 15 min,
Isopropyl alcohol for 15 min.
When the cleaning process was completed, the substrates were air-dried.
2.2. Coating Material
The hydrophobic coating consisting of a certain wt % polyvinylidene fluoride (PVDF) (ρ (25 °C) = 127 kg/mol, Tmelt = 160 °C) dissolved in acetone with concentrations of 1–10 wt % was tested. The coating was prepared by dissolving PVDF in acetone under stirring at 80 °C for 15 min. This resulted in a coating solution with a viscosity of 3 mPa·s at 25 °C (measured using an AR G2, stress controlled rheometer from TA Instruments, New Castle, DE, USA). After applying the coating, thermal curing, in a box oven at 175 °C for 15 min, was carried out to ensure proper adhesion onto the substrate. Thermal curing below 175 °C for 10 min resulted in a lower mobility of the PVDF containing droplets, preventing flow of the PVDF into the pores of the SLS substrate. Initial testing with profilometry (Dektak XT from Bruker, Billerica, MA, USA) and scanning electron microscopy (FEG-SEM, Thermo Fisher Scientific, Waltham, MA, USA) showed that the curing process has no visible influence on the roughness of the substrates themselves due to a full covering of the substrate and a high heat absorption by the coating.
2.3. Coating Process
The coating was applied using ultrasonic spray coating. An Exactacoat Ultrasonic Coating System from Sono-Tek (Milton, NY, USA) equipped with an Impact EDGE ultrasonic spraying nozzle was used for the experiments in this article. This nozzle allows a spraying width up to 15 cm and the Impact EDGE system maintains precise control of the coating at the required flow rate. Several parameters of the ultrasonic spray coating process are optimized in order to achieve the best result in terms of the amount of deposited material, the final roughness, the layer thickness, and the flow behavior of the ink onto the AM substrate. The parameters that are altered for the ultrasonic spray coating process are as follows:
The height between nozzle and substrate (from 5 to 7 cm in steps of 1 cm);
The amount of sprayed ink in function of time (from 1.5 to 2 mL/min in steps of 0.1 mL/min);
The applied power for the atomization (from 1.0 to 3.0 W in steps of 0.5 W);
The amount of spray passes (from 1 to 30 passes in steps of 1 spray pass).
Further, the speed of the spray nozzle (10 mm/s), the temperature of the substrate table (30 °C), and the overpressure of the carrier gas (0.13 bar) were fixed throughout all experiments.
2.4 Analysis
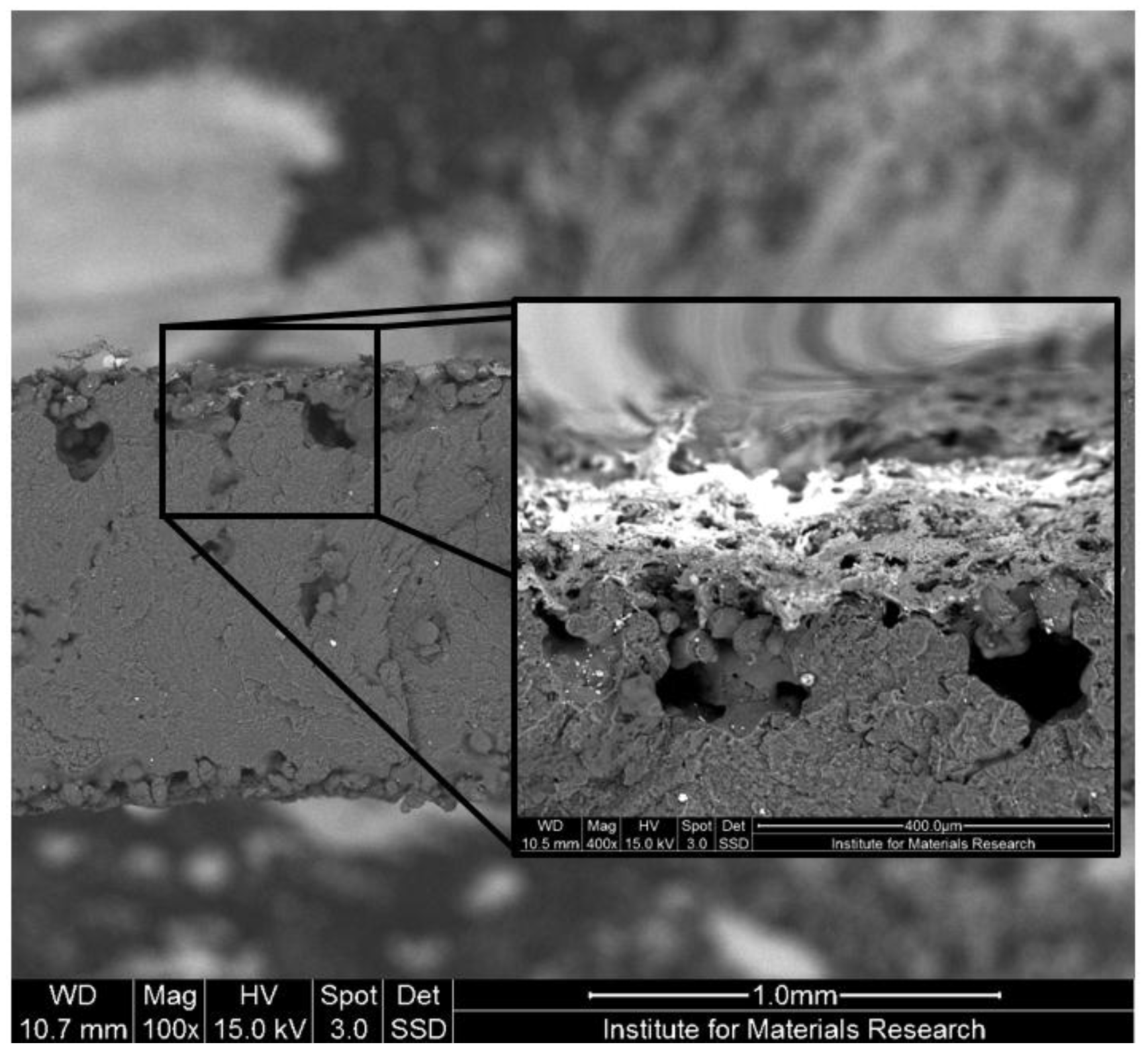
After applying the coating onto the substrate, the surface was analyzed with an Axiovert 40 MAT optical microscope (Carl Zeiss, Oberkochen, Germany) to acquire qualitative information on the coverage and flow behavior of the coating material. The surface roughness was measured with a profilometer (Dektak XT from Bruker, Billerica, MA, USA) and the hydrophobicity of the coated substrates was inferred by performing contact angle measurement with an OCA 15plus system from Data Physics (San Jose, CA, USA). To obtain coating thickness and surface uniformity, the samples were imaged using an FEI Quanta 200F Field Emission Gun Scanning Electron Microscope (FEG-SEM, Thermo Fisher Scientific, Waltham, MA, USA) in back-scattered electron (BSE) mode for an optimized z-contrast.
4. Discussion and Conclusions
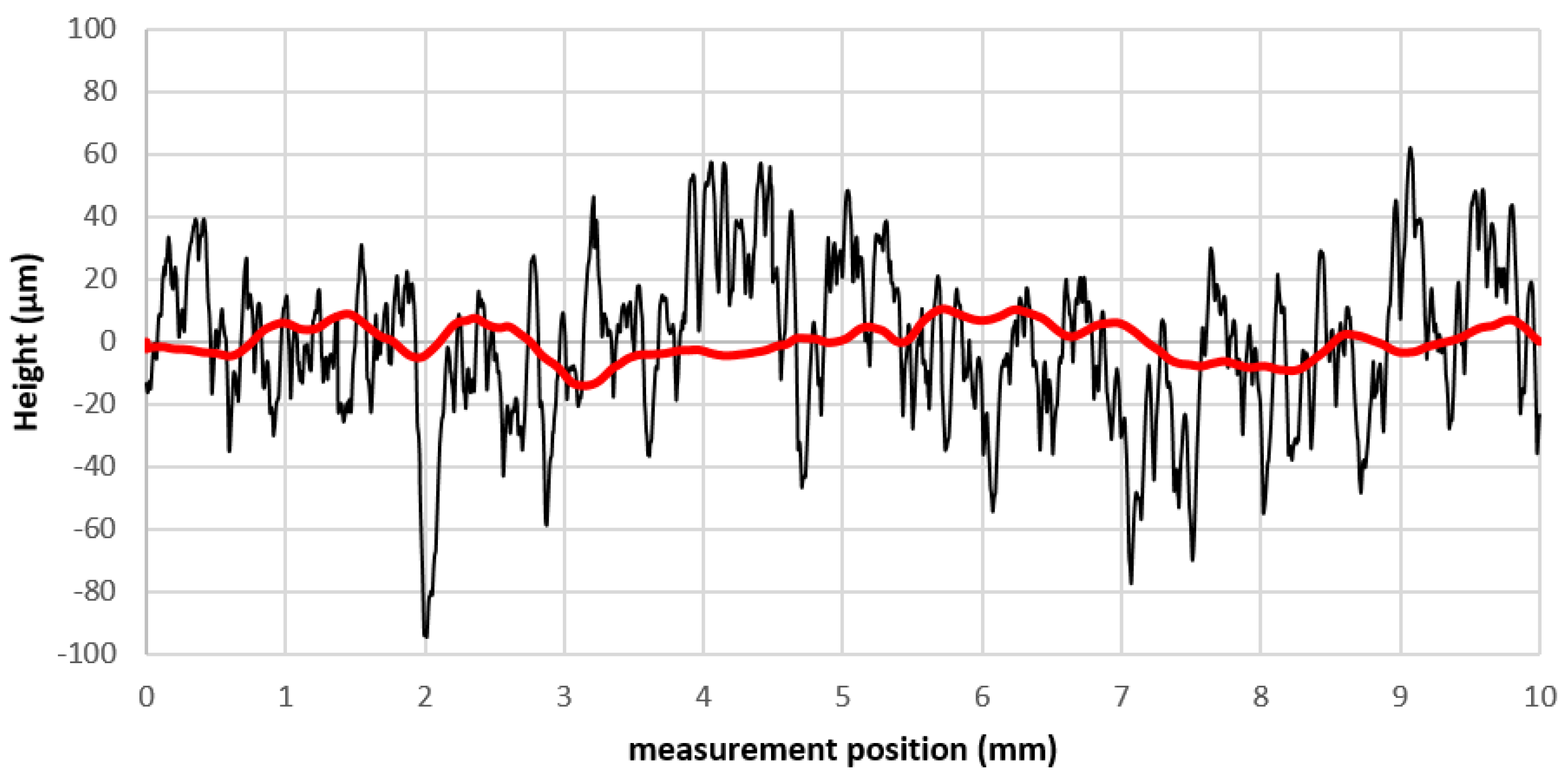
In this article, the possibilities of ultrasonic spray coating for surface roughness reduction on additive manufactured pieces are explored. It is shown here that a roughness reduction below 5 µm can be achieved solely by process optimization. Promising results, as shown in
Figure 8, confirm the added value of this process, increasing the potential of the additive manufacturing field.
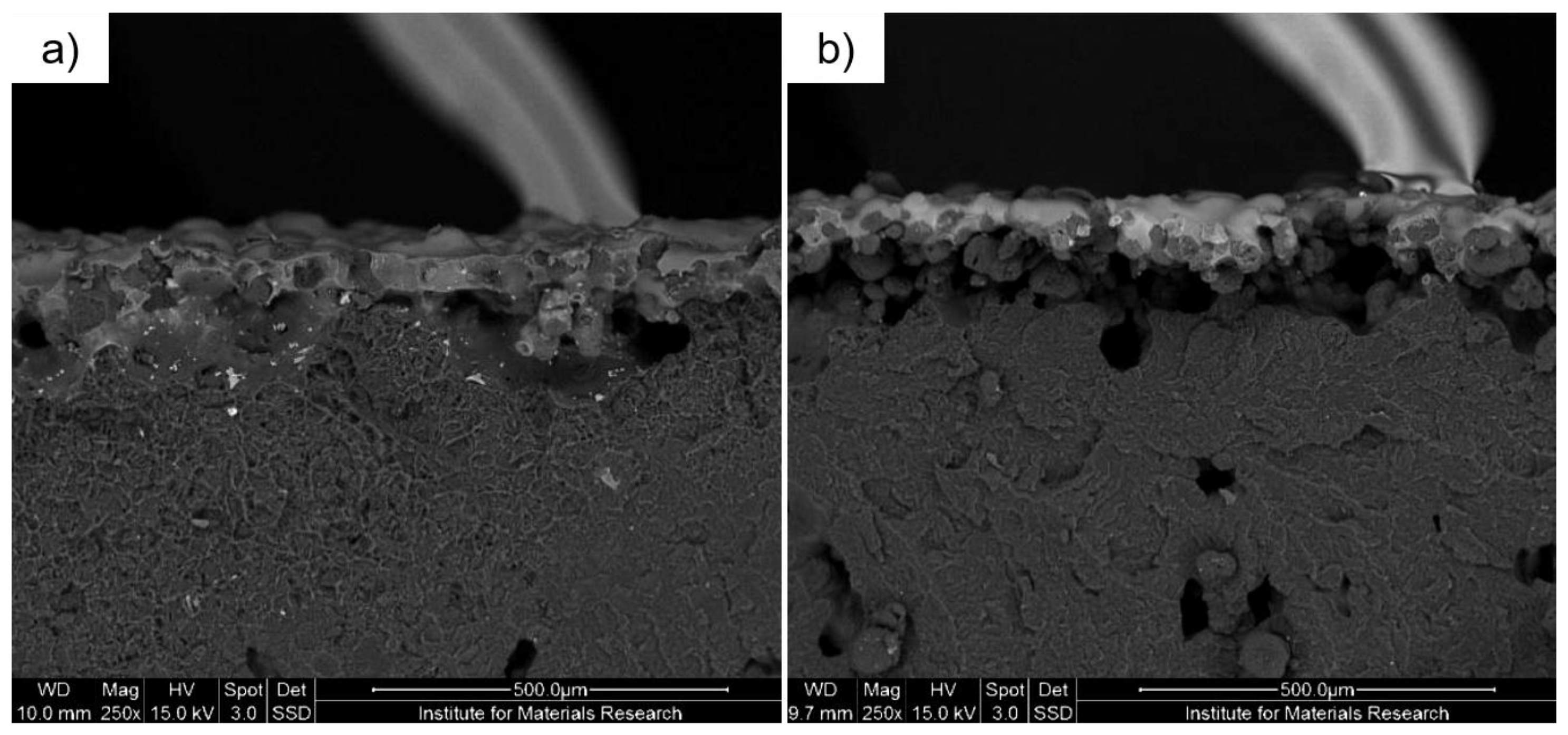
The ultrasonic spray coating process is capable of precisely applying coating in a controlled manner such that the ink reaches the surface while still wet. This means that the ink can flow into the pores because of its low viscosity and surface tension. The solvent evaporates, leaving the active material in the pores that will gradually fill up the pores. In the pneumatic spray coating process, the spray conditions cannot be controlled as precisely as they can in ultrasonic spray coating conditions, which causes a large amount of sprayed material to sit on top of the rough surface without penetrating the pores. Additionally, the solvent evaporates the coating and cannot flow properly after arriving on the substrate surface, causing the active material to sit on top of it. We can conclude therefore that ultrasonic spray coating has the following advantages over conventional pneumatic spray coating:
A higher roughness reduction is achieved without adding material on top of the SLS substrate. To achieve the same roughness reduction as in the USSC, a thicker coating using PS was necessary due to the non-existing pore filling; therefore, a higher amount of coating material is likely needed for the same smoothing process.
The material deposited by ultrasonic spray coating can more easily penetrate the porous surface structure of the additive manufactured piece. This is explained by the fact that the ink droplets, created by the ultrasonic vibrations, have nearly no kinetic energy when created at the spray nozzle. It is the carrier gas that, by applying a specific pressure, focuses the droplets towards the substrate with a tunable kinetic energy/speed. For a low kinetic energy, the droplets arrive with low speed at the porous surface and the polymer deposited can more easily find, due to capillary forces, its way inside the pores. For the pneumatic spray coating, the kinetic energy of the droplets, fired at the surface, is so large that penetration is more difficult and the polymer is deposited on top of the surface without penetrating. It is believed that, due to this difference in the flow behavior of the polymer in and on the surface, the adhesion of the ultrasonically sprayed coatings, compared to that of pneumatically sprayed coatings, is better.
To achieve a further and more efficient roughness reduction, a combination of three distinct aspects, namely, process optimization, ink optimization, and substrate preparation is needed. By doing so, an even better penetration of the ink inside the pores can be achieved. When the substrate is pre-treated, a different wetting behavior between the valleys and the top of the rough surface can be achieved, leading to better flow of the ink inside the valleys. Further work will involve ink optimization to achieve different kinetics of the polymer-solvent blend when reaching the surface such that the mobility of the ink on the surface is enhanced.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}