
Plasma-Sprayed LSM Protective Coating on Metallic Interconnect of SOFC

Abstract
:1. Introduction
2. Experiments
2.1. Materials
2.2. Plasma Spraying Process
2.3. Oxidation Test
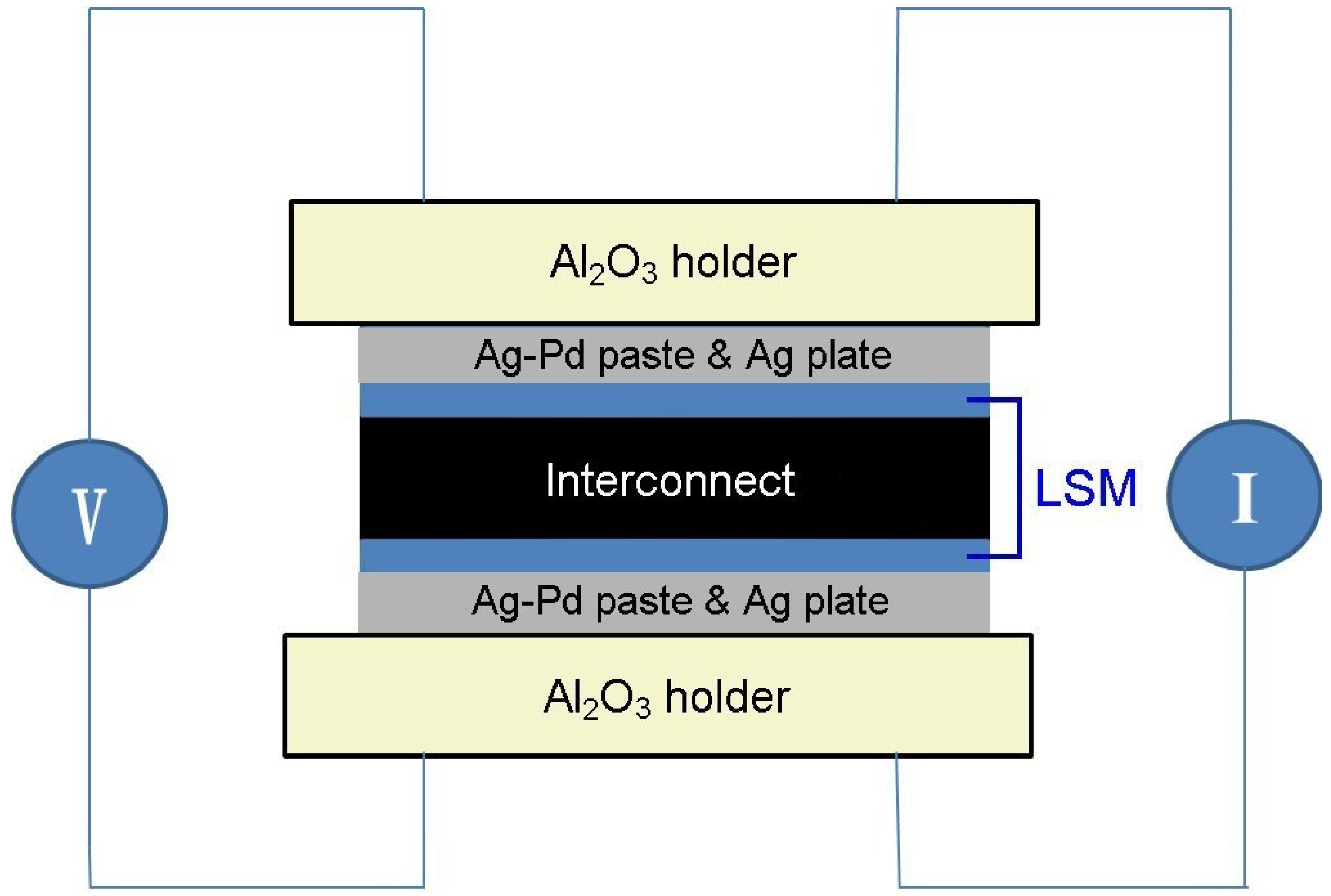
2.4. Area-Specific Resistance Measurement
3. Results and Discussion
4. Conclusions
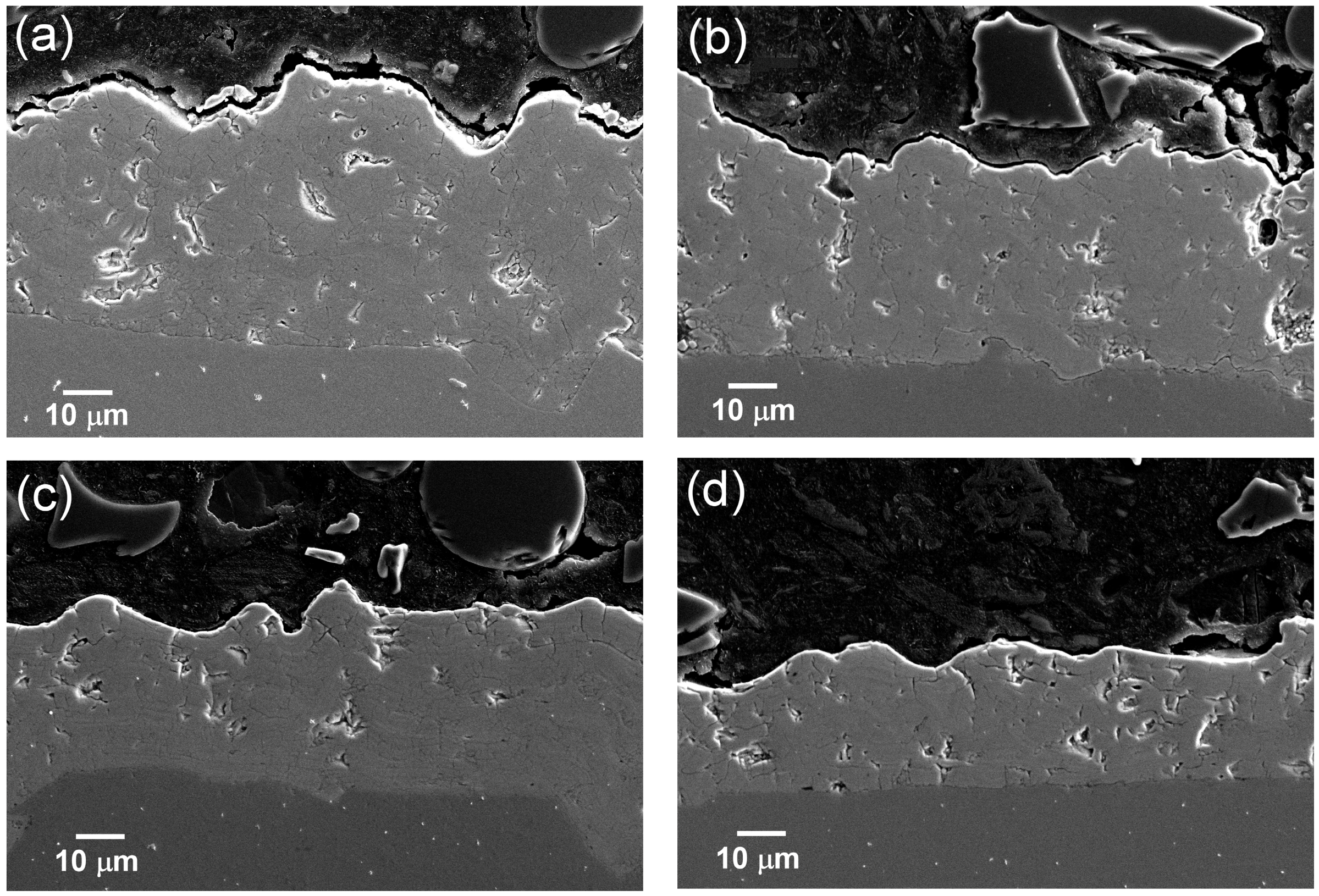
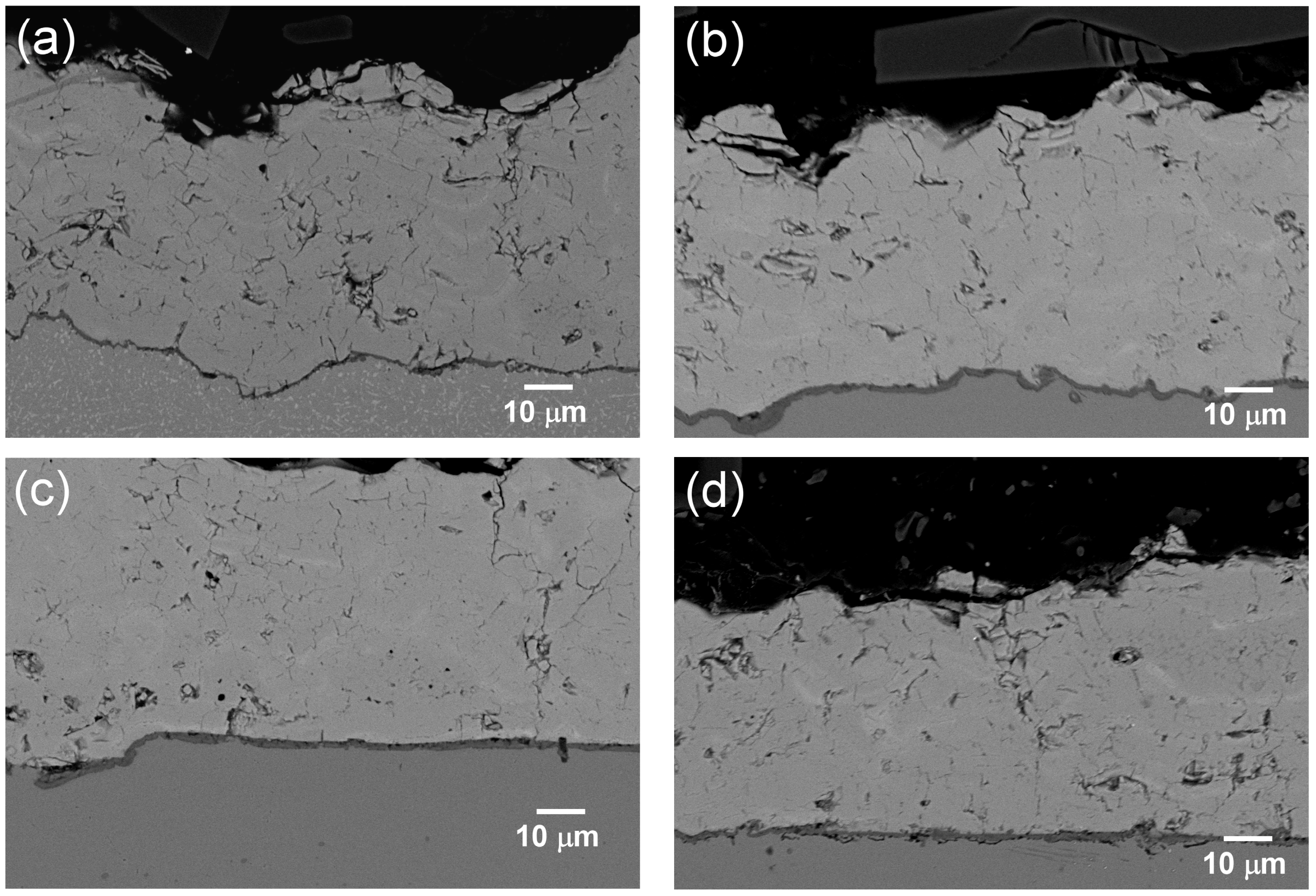
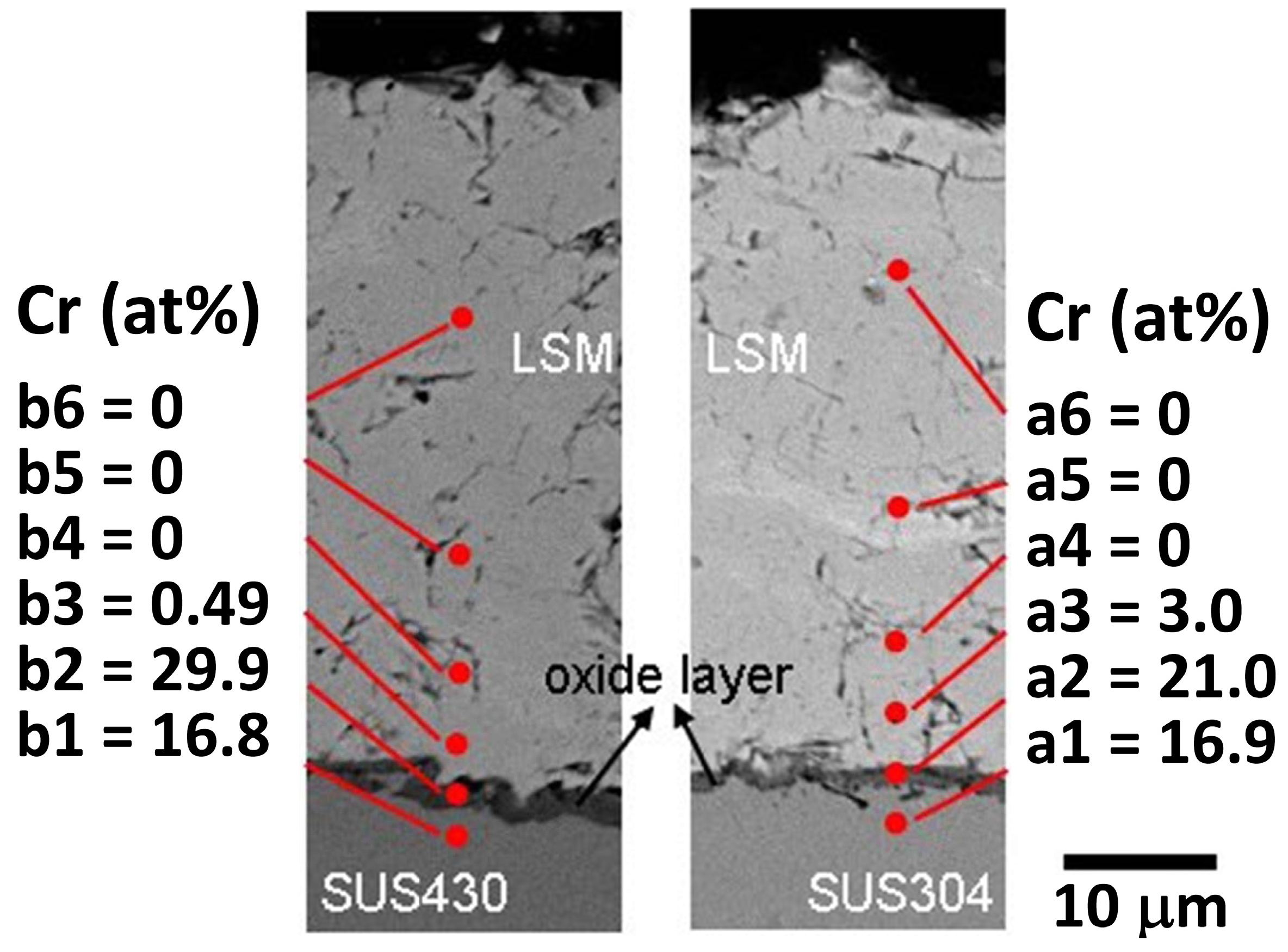
- The plasma spraying method is a convenient method to generate a LSM coating on C276, Crofer22 APU, SUS430 and SUS304 alloys. An LSM coating has a thickness of 30–50 μm. The LSM layer is found to be quite dense, with few closed pores and without cracking. The XRD results indicated that the LSM protective layer could inhibit or delay Cr diffusing to the cathode.
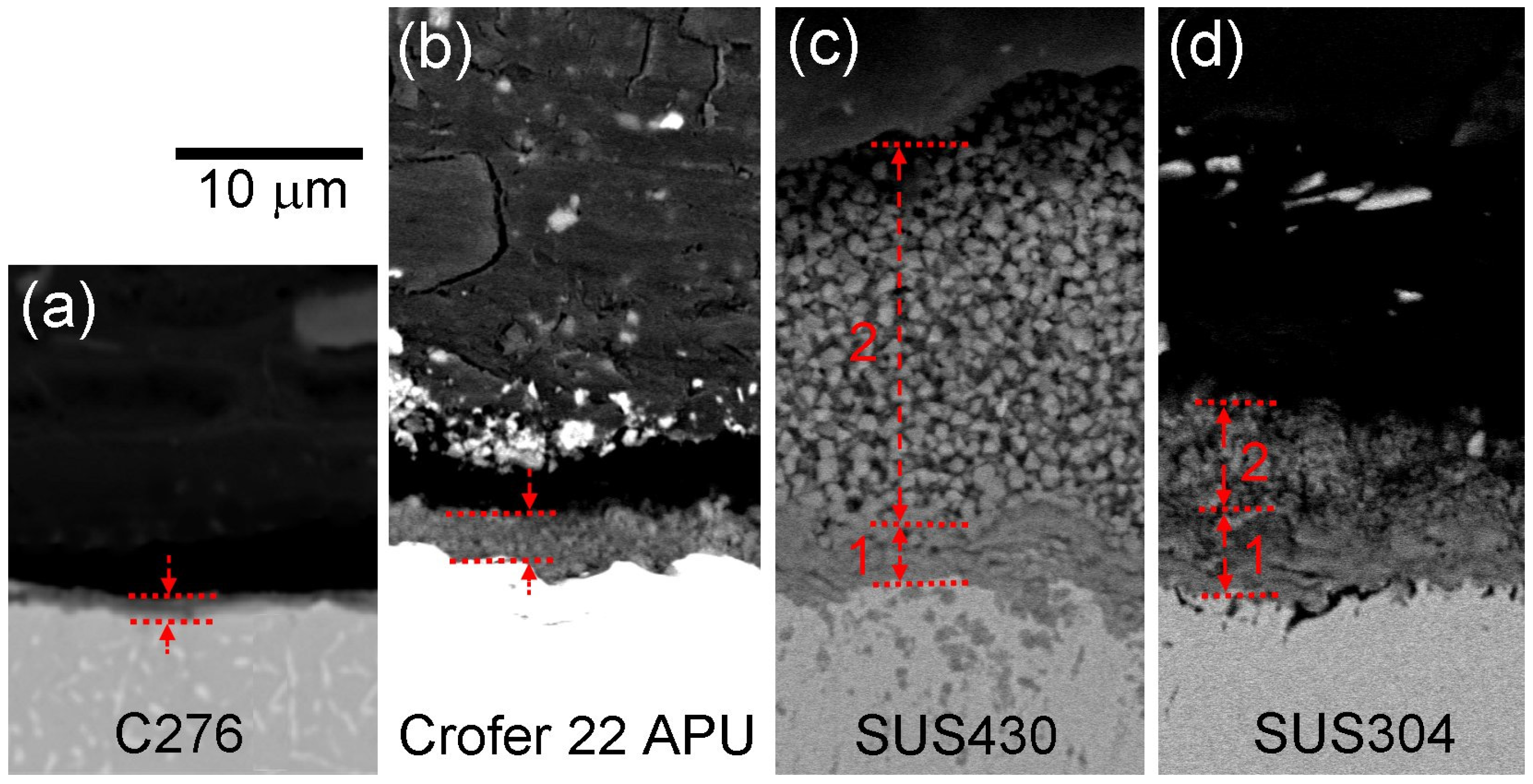
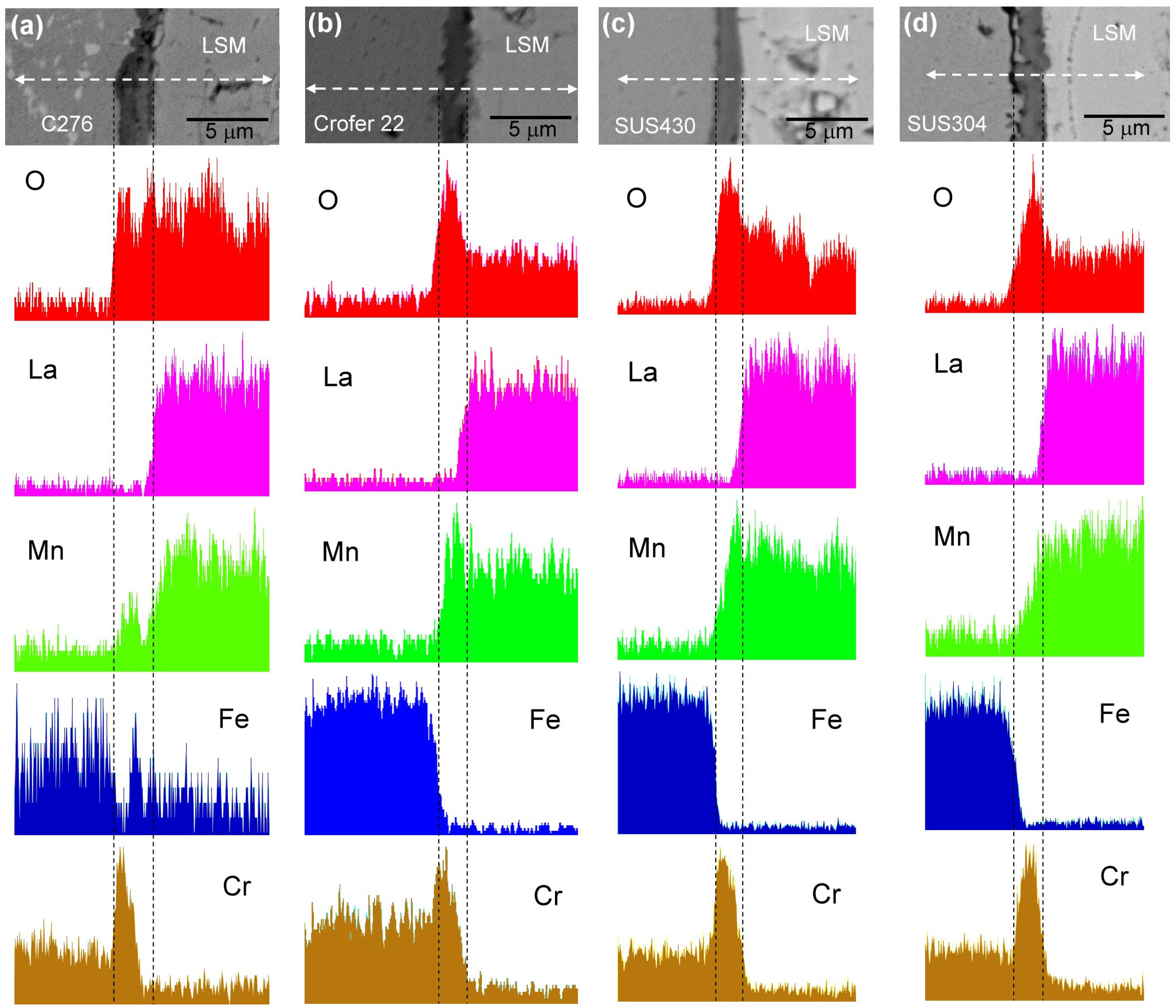
- The oxide scale of the LSM-coated Crofer22 APU, SUS304 and SUS430 iron-based alloys after oxidation for 300 h in air at 800 °C consists of an inner layer of Fe/Mn-doped Cr2O3 and an outer layer of Fe-doped MnCr2O4. The growth of Cr2O3 and formation of MnCr2O4 potentially alleviate the Cr poisoning and deposition. The oxide scale of the LSM-coated C276 alloy after oxidation for 300 h in air at 800 °C consists of an inner layer of dense Cr2O3 and an outer layer of NiCr2O4 and few NiFe2O4. The formation of NiCr2O4 reduces Cr evaporation by separating the inner Cr2O3 layer from direct exposure to the environment.
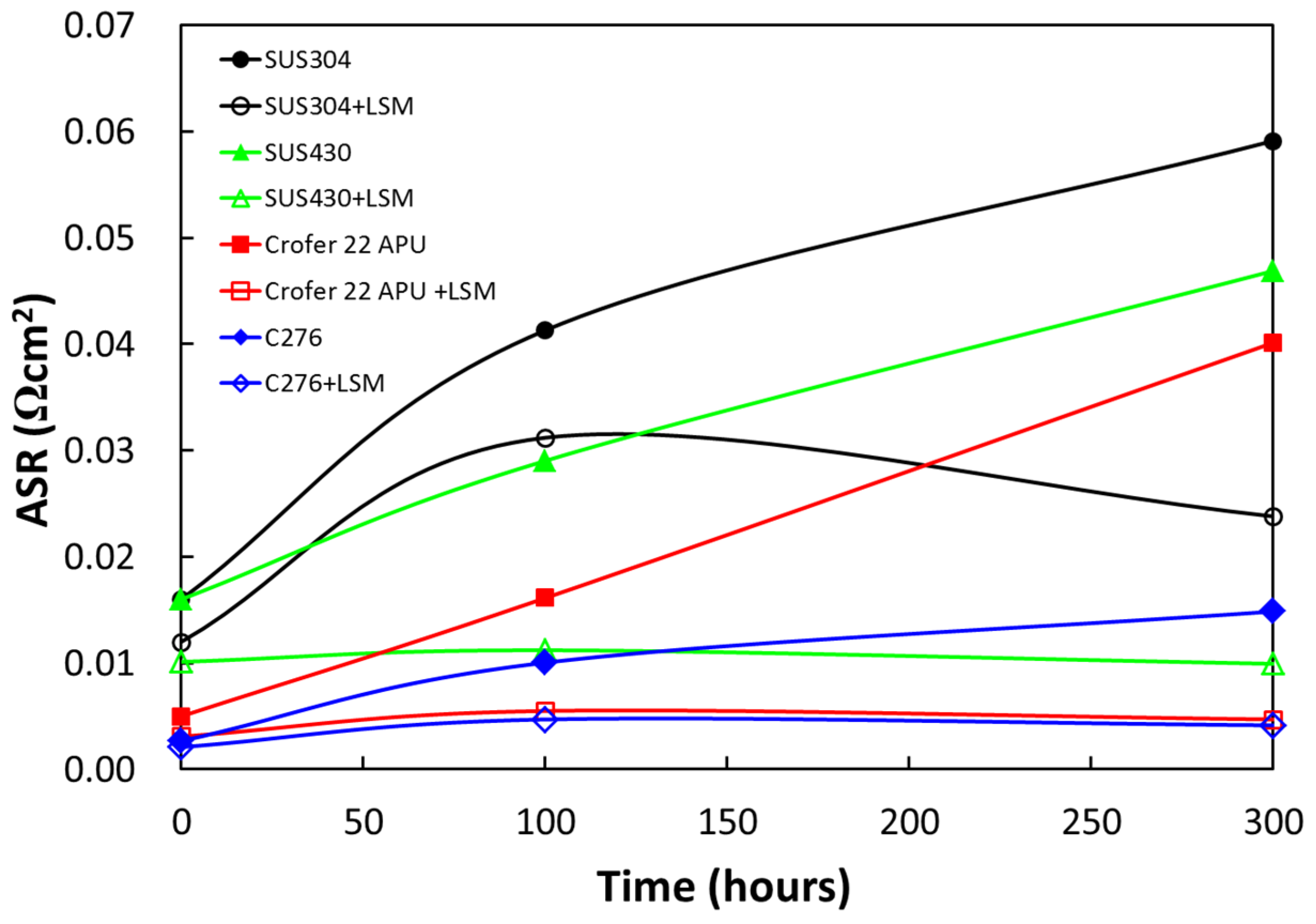
- LSM-coated C276, Crofer22 APU, SUS430 and SUS304 alloys had lower resistances between 0.0042 and 0.024 Ω·cm2 at 800 °C. The LSM layer is an excellent coating material for metallic interconnections, and has the potential to be used in SOFC applications.
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yang, Z.; Hardy, J.S.; Walker, M.S.; Xia, G.; Simner, S.P.; Stevenson, J.W. Structure and conductivity of thermally grown scales on ferritic Fe-Cr-Mn steel for SOFC interconnect applications. J. Electrochem. Soc. 2004, 151, A1825–A1831. [Google Scholar] [CrossRef]
- Horita, T.; Xiong, Y.; Yamaji, K.; Sakai, N.; Yokokawa, H. Stability of Fe–Cr alloy interconnects under CH4–H2O atmosphere for SOFCs. J. Power Sources 2003, 118, 35–43. [Google Scholar] [CrossRef]
- Zhu, W.Z.; Deevi, S.C. Development of interconnect materials for solid oxide fuel cells. Mater. Sci. Eng. A 2003, 348, 227–243. [Google Scholar] [CrossRef]
- Konysheva, E.; Penkalla, H.; Wessel, E.; Mertens, J.; Seeling, U.; Singheiser, L.; Hilpert, K. Chromium poisoning of perovskite cathodes by the ODS alloy Cr5Fe1Y2O3 and the high chromium ferritic steel Crofer22APU. J. Electrochem. Soc. 2006, 153, A765–A773. [Google Scholar] [CrossRef]
- England, D.M.; Virkar, A.V. Oxidation kinetics of some nickel-based superalloy foils and electronic resistance of the oxide scale formed in air. Part I. J. Electrochem. Soc. 1999, 146, 3196–3202. [Google Scholar] [CrossRef]
- Yang, Z.; Xia, G.-G.; Stevenson, J.W. Evaluation of Ni-Cr-base alloys for SOFC interconnect applications. J. Power Sources 2006, 160, 1104–1110. [Google Scholar] [CrossRef]
- Hilpert, K.; Das, D.; Miller, M.; Peck, D.H.; Weiß, R. Chromium vapor species over solid oxide fuel cell interconnect materials and their potential for degradation processes. J. Electrochem. Soc. 1996, 143, 3642–3647. [Google Scholar] [CrossRef]
- Riffard, F.; Buscail, H.; Caudron, E.; Cueff, R.; Issartel, C.; Perrier, S. Effect of yttrium addition by sol-gel coating and ion implantation on the high temperature oxidation behaviour of the 304 steel. Appl. Surf. Sci. 2002, 199, 107–122. [Google Scholar] [CrossRef]
- Choi, J.J.; Lee, J.H.; Park, D.S.; Hahn, B.D.; Yoon, W.H. Oxidation resistance coating of LSM and LSCF on SOFC metallic interconnects by the aerosol deposition process. J. Am. Ceram. Soc. 2007, 90, 1926–1929. [Google Scholar] [CrossRef]
- Ringuedé, A.; Bronine, D.; Frade, J.R. Assessment of Ni/YSZ anodes prepared by combustion synthesis. Solid State Ionics 2002, 146, 219–224. [Google Scholar] [CrossRef]
- Zhang, W.; Pu, J.; Chi, B.; Jian, L. NiMn2O4 spinel as an alternative coating material for metallic interconnects of intermediate temperature solid oxide fuel cells. J. Power Sources 2011, 196, 5591–5594. [Google Scholar] [CrossRef]
- Lee, S.; Chu, C.L.; Tsai, M.J.; Lee, J. High temperature oxidation behavior of interconnect coated with LSCF and LSM for solid oxide fuel cell by screen printing. Appl. Surf. Sci. 2010, 256, 1817–1824. [Google Scholar] [CrossRef]
- Yang, Z.; Xia, G.; Simner, S.P.; Stevenson, J.W. Thermal growth and performance of manganese cobaltite spinel protection layers on ferritic stainless steel SOFC interconnects. J. Electrochem. Soc. 2005, 152, A1896–A1901. [Google Scholar] [CrossRef]
- Park, S.; Kumar, S.; Na, H.; Lee, C. Effects of sliver addition on properties and performance of plasma sprayed La0.6Sr0.4Fe3-δ. J. Therm. Spray Technol. 2008, 17, 708–714. [Google Scholar] [CrossRef]
- Hwang, H.; Choi, G.M. The effects of LSM coating on 444 stainless steel as SOFC interconnect. J. Electroceram. 2009, 22, 67–72. [Google Scholar] [CrossRef]
- Choi, J.J.; Ryu, J.; Hahn, B.D.; Yoon, W.H.; Lee, B.K.; Choi, J.H.; Park, D.S. Oxidation behavior of ferritic steel alloy coated with LSM–YSZ composite ceramics by aerosol deposition. J. Alloys Compd. 2010, 492, 488–495. [Google Scholar] [CrossRef]
- Palcut, M.; Mikkelsen, L.; Neufeld, K.; Chen, M.; Knibbe, R.; Hendriksen, P.V. Improved oxidation resistance of ferritic steels with LSM coating for high temperature electrochemical applications. Int. J. Hydrogen Energy 2012, 37, 8087–8094. [Google Scholar] [CrossRef]
- Ziomek, M.M.; Adler, T.; King, P. Materials Performance of Ferritic Steel in Combustion GASES for Heat Exchanger Applications in Solid Oxide Fuel Cell System. In Proceedings of the CORROSION 2008, New Orleans, LA, USA, 16–20 March 2008. NACE International Corrosion Conference Series; NACE-08460. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Compositions | |||||||
|---|---|---|---|---|---|---|---|---|
| Fe-Based Alloys | Fe | Cr | Mn | Ni | Si | Al | Total | |
| SUS 304 | Bal. | 19.16 | 1.41 | 8.38 | 0.64 | 0.18 | 100 | |
| SUS 430 | Bal. | 16.14 | 0.17 | 0.16 | 0.26 | – | 100 | |
| Crofer22 APU | Bal. | 23.48 | 0.49 | 0.03 | 0.12 | – | 100 | |
| Ni-Based Alloys | Ni | Cr | Mo | Fe | Mn | W | Co | Total |
| C 276 | Bal. | 16.02 | 17.72 | 5.72 | 0.46 | 3.98 | 0.03 | 100 |
| Spraying Parameters | LSM |
|---|---|
| Power (kW) | 50 |
| Torch current (A) | 660 |
| Primary gas (Ar) (L/min) | 50 |
| Secondary gas (H2) (L/min) | 14 |
| Stand-off distance (cm) | 10 |
| Feedstock carrier gas (L/min) | 3 |
| Powder feed rate (rpm) | 5 |
| Surface speed, vs (rpm) | 150 |
| Transverse speed, vt (mm/s) | 5 |
| Spraying loop | 3 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.-W.; Lin, K.-Y.; Yang, Y.-C.; Yeh, S.-T. Plasma-Sprayed LSM Protective Coating on Metallic Interconnect of SOFC. Coatings 2017, 7, 226. https://doi.org/10.3390/coatings7120226
Chen J-W, Lin K-Y, Yang Y-C, Yeh S-T. Plasma-Sprayed LSM Protective Coating on Metallic Interconnect of SOFC. Coatings. 2017; 7(12):226. https://doi.org/10.3390/coatings7120226
Chicago/Turabian StyleChen, Jia-Wei, Kui-Yi Lin, Yung-Chin Yang, and Shu-Tuan Yeh. 2017. "Plasma-Sprayed LSM Protective Coating on Metallic Interconnect of SOFC" Coatings 7, no. 12: 226. https://doi.org/10.3390/coatings7120226
APA StyleChen, J. -W., Lin, K. -Y., Yang, Y. -C., & Yeh, S. -T. (2017). Plasma-Sprayed LSM Protective Coating on Metallic Interconnect of SOFC. Coatings, 7(12), 226. https://doi.org/10.3390/coatings7120226