3. Results and Discussion
Figure 1 and
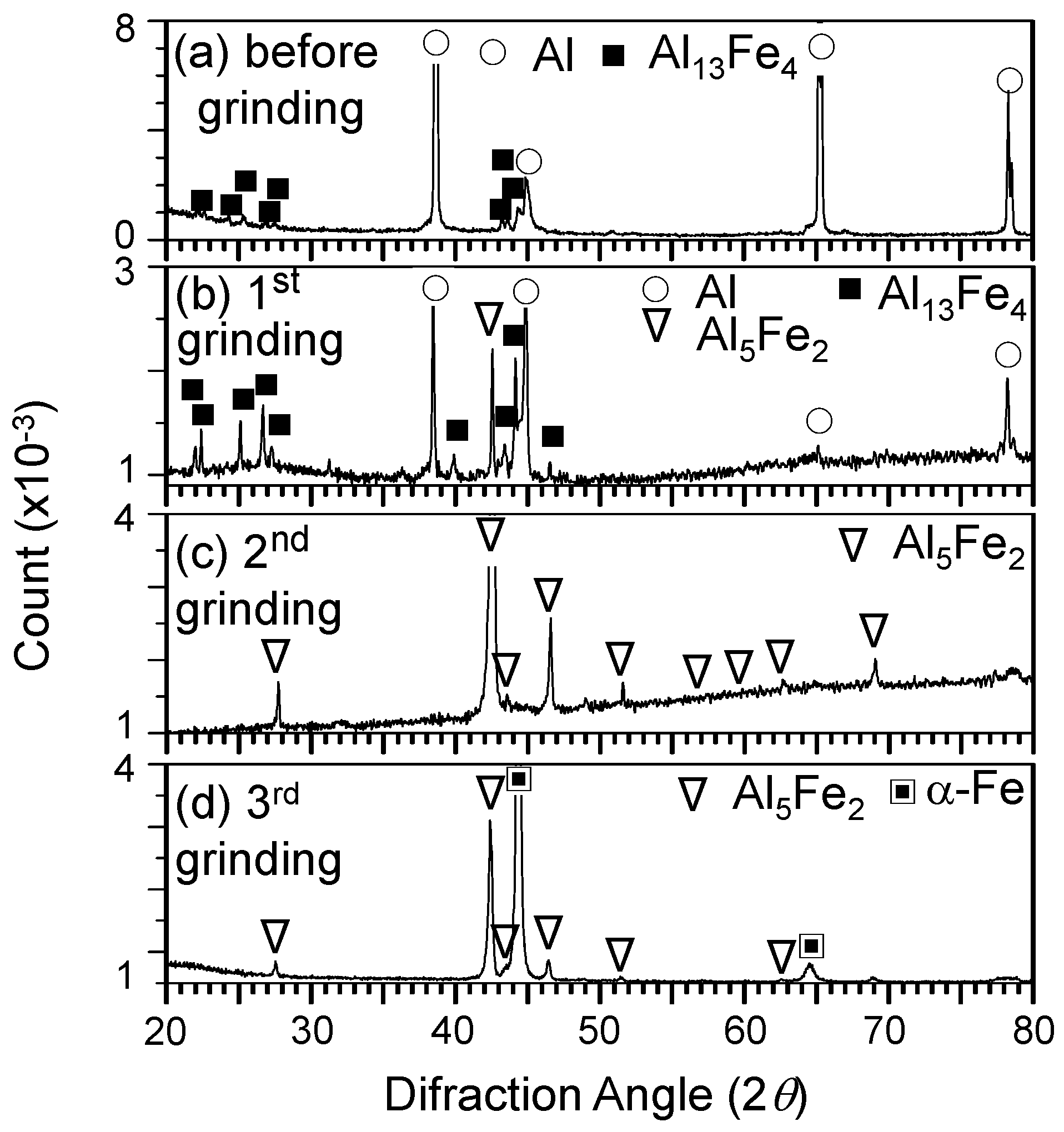
Figure 2 show XRD/SEM/EDS analytical results of the Al hot-dipped P91 steel. To identify the coating phases, the Al-coating was successively ground off from the surface using the abrasive paper, and X-ray analysis was performed as follows. From the surface, [Al(s), Al
13Fe
4(w)] (
Figure 1a), [Al(s), Al
13Fe
4(m), Al
5Fe
2(m)] (
Figure 1b), Al
5Fe
2(s) (
Figure 1c), and [α-Fe(s), Al
5Fe
2(m)] (
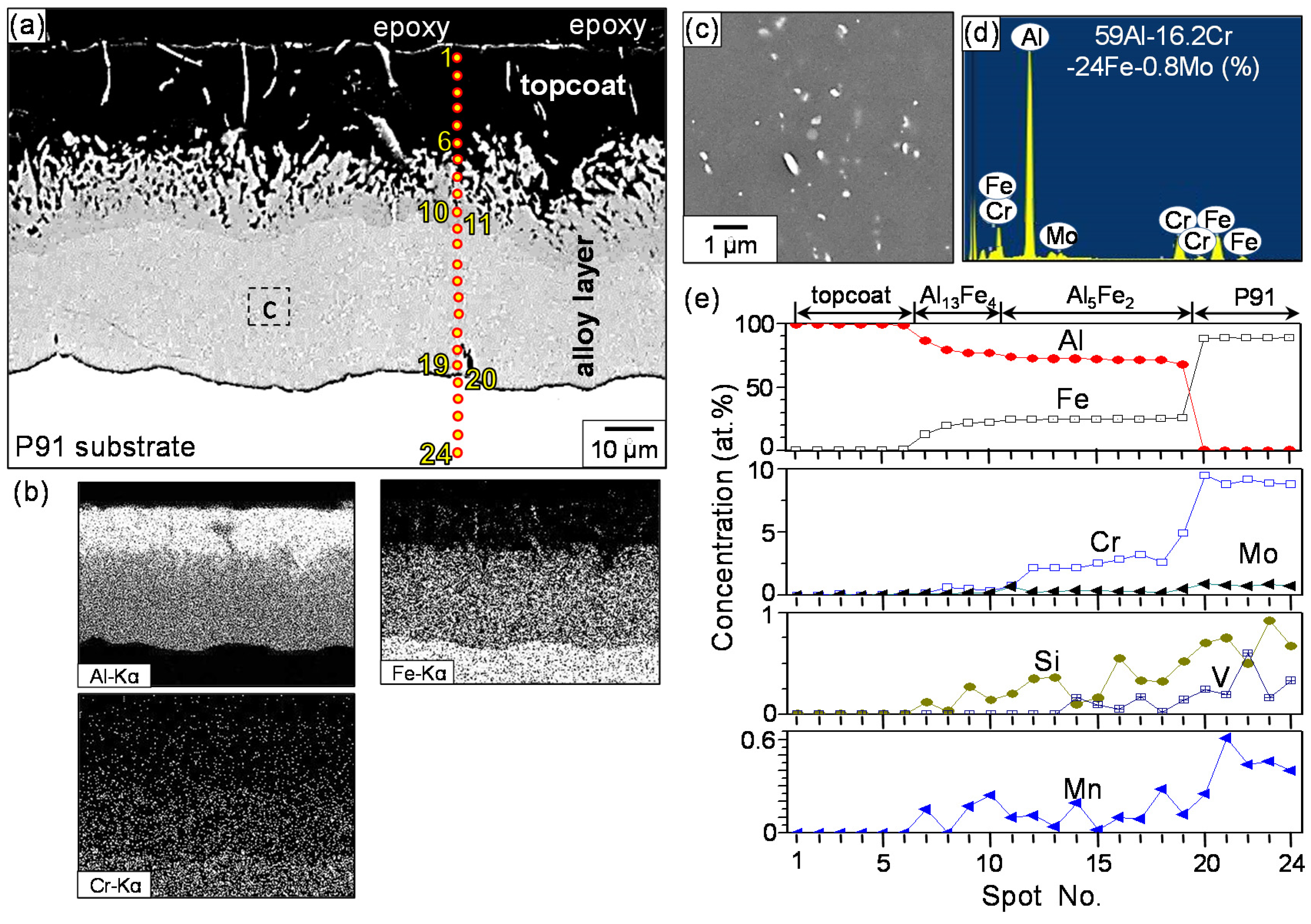
Figure 1d) phases were detected. Here, (s), (m), and (w) denote that the intensity of the diffraction patterns were strong, medium, and weak, respectively. Hot dipping formed a ~20 μm-thick topcoat (spots 1–6), ~15 μm-thick transient alloy layer (spots 7–10), and ~35 μm-thick underlying alloy layer (spots 11–19) on the steel substrate (spots 20–24) (
Figure 2a). The topcoat (spots 1–6) consisted primarily of Al with a small amount of Al
13Fe
4 (in the whole topcoat) and Al
5Fe
2 (at the lower part of the topcoat). The presence of Al
13Fe
4 and the absence of Al
5Fe
2 at the upper part of the topcoat is plausible, considering the Al concentration gradient during hot dipping (
Figure 1a,b). The alloy layer consisted primarily of Al
13Fe
4 (spots 7–10) and Al
5Fe
2 (spots 11–19). Al
5Fe
2 in
Figure 1b–d, and α-Fe in
Figure 1d belonged to the alloy layer and the substrate, respectively. White strings inside the topcoat (spots 1–6) were Al-Fe intermetallics (see Al and Fe maps of
Figure 2b), which were found to be Al
13Fe
4 and Al
5Fe
2 embedded in the Al-rich topcoat (see
Figure 1a,b). While Al diffused inwards, substrate elements such as Fe and Cr diffused outwards according to the concentration gradient (
Figure 2b). Orthorhombic Al
5Fe
2 had 30% vacancies along the
c-axis, through which the counter diffusion of Al and Fe occurred rapidly [
4,
8,
13,
14,
18]. Hence, the Al
5Fe
2 layer (spots 11–19) was thicker than the Al
13Fe
4 layer (spots 7–10 inside the alloy layer) [
10,
11]. On the other hand, in the case of low-alloyed carbon steels, the characteristic finger- or tongue-like morphology that oriented along the
c-axis of Al
5Fe
2 generally developed at the coating/substrate interface [
4,
5,
6,
9,
10,
12,
13]. Such a morphology however was not noticeable around the spots 19–20 shown in
Figure 2a, because vacancies in Al
5Fe
2 were occupied more by substrate elements in the current high-alloyed Cr steel, resulting in the flattening of the coating/substrate interface and narrowing of the alloy layer. The major substrate element, Fe, diffused outward through the alloy layer into the topcoat (see the Fe map of
Figure 2b), and reacted with the molten aluminum to form Al
13Fe
4 and Al
5Fe
2 strings (see spots 1–6 in
Figure 2a). The enlarged image of the alloy layer revealed scattered, white particles in the alloy layer (
Figure 2c).
Figure 2d indicates that white particles were probably Al
9Cr
4 precipitates that could dissolve up to 32.5% Fe [
19]. The counterdiffusion of Al and the substrate elements due to the concentration gradients that were generated during hot dipping resulted in the formation of the topcoat, the Al
13Fe
4 layer, and the Al
5Fe
2 layer, as shown in
Figure 2e. Moving from spot 19 towards the surface, the concentration of Cr decreased from 4.9% (spot 19) to 0.1% (spot 3), whilst the other alloying elements such as Mo, Mn, Si, and V decreased from 0.5% (spot 19) to 0% (spot 3) (
Figure 2e). The average composition of spots 1–2 was 99.7%Al-0.3%Fe, indicating the dissolution of Fe in Al and/or the presence of a small amount of Al
13Fe
4 in the Al-rich topcoat.
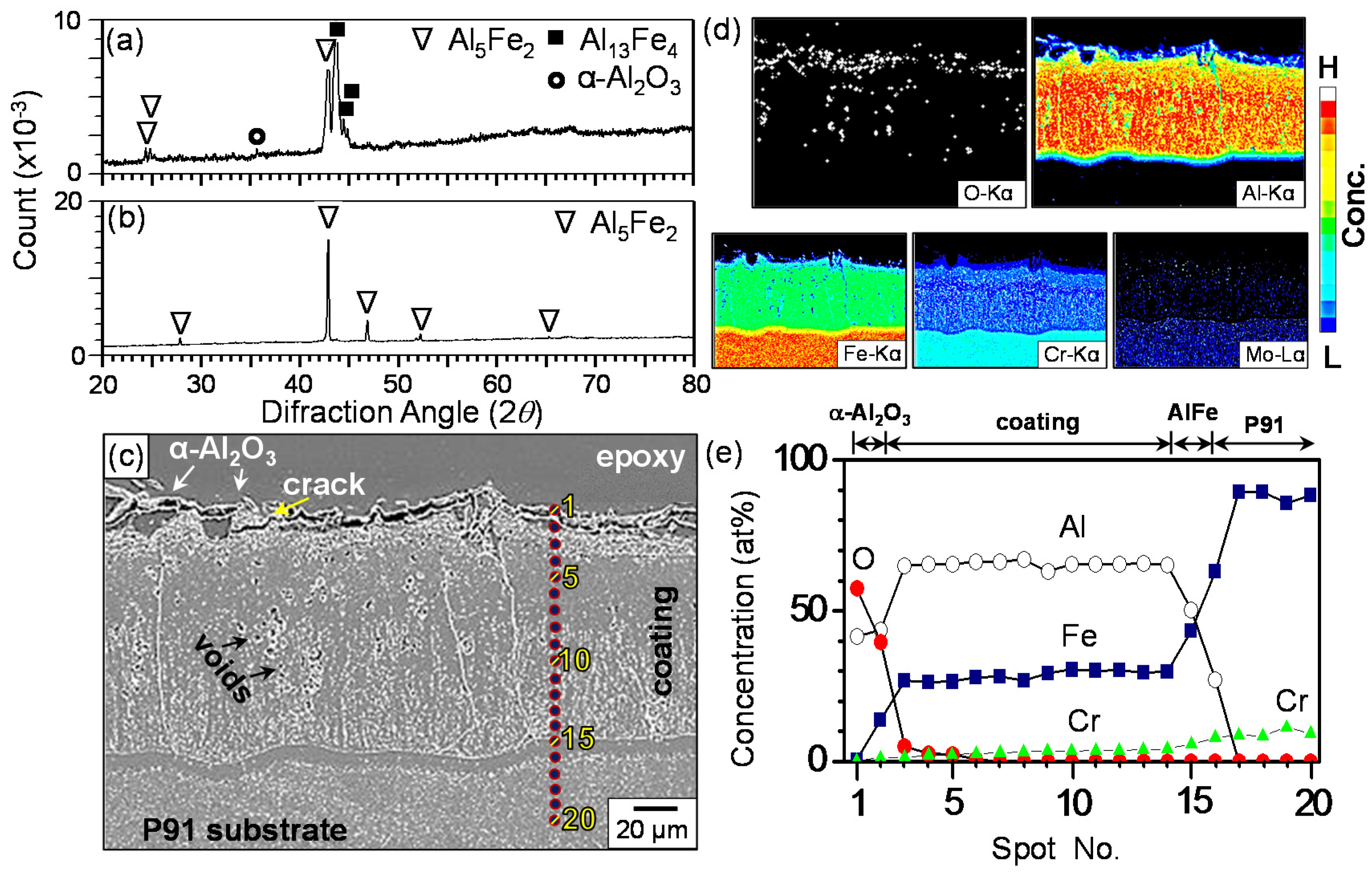
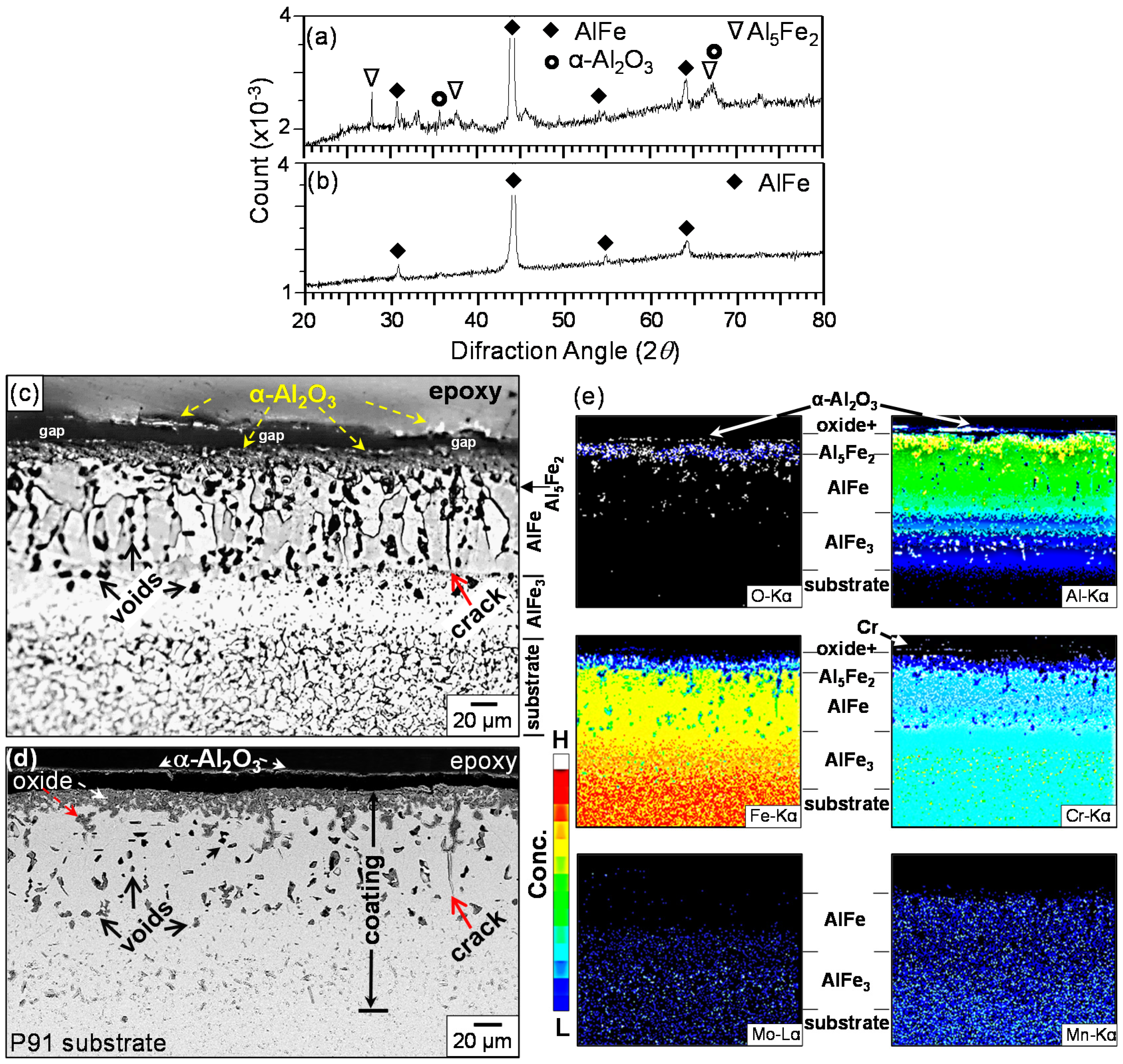
Figure 3 shows XRD/EPMA/EDS results of the Al hot-dipped P91 steel after oxidation at 700 °C for 100 h. Aluminum in the topcoat either oxidized to the α-Al
2O
3 scale or transformed to Al-Fe intermetallics through the reaction with outwardly diffusing Fe atoms, as shown in
Figure 3a. Here, the α-Al
2O
3 scale formed above the (Al
13Fe
4, Al
5Fe
2)-mixed layer that originated from the Al-rich topcoat. The alloy layer that consisted of Al
13Fe
4 and Al
5Fe
2 (
Figure 2a) became only Al
5Fe
2 due to the counterdiffusion of Al and the substrate elements during heating (
Figure 3b). Counterdiffusion increased the coating thickness from 70 μm (spots 1–19 in
Figure 2a) to 125 μm (spots 3–16 in
Figure 3c).
Figure 2d shows EPMA maps of the thin α-Al
2O
3 surface scale (spots 1–2 in
Figure 3c), the coating that consisted primarily of Al
5Fe
2 (spots 3–16 in
Figure 3c), and the steel substrate (spots 16–20 in
Figure 3c). The α-Al
2O
3 oxide was susceptible to spallation owing to its mismatch of the thermal expansion coefficient with the underlying coating (see spots 1–2 in
Figure 3c). Hence, the α-Al
2O
3 peak was weak in
Figure 3a. Unequal mass flow and volume change due to the transformation of the topcoat and the alloy layer to Al
13Fe
4 and Al
5Fe
2 generated cracks and numerous voids in the coating [
5,
6,
7,
9,
14,
15] (
Figure 3c). The loosely adherent α-Al
2O
3 scale was partially broken (see the Al map of
Figure 3d). In
Figure 3d, the inwardly diffusing Al diluted the concentration of Fe, Cr, and Mo in the coating. A small amount of oxygen dissolved in the coating. In
Figure 3e, the α-Al
2O
3 oxide (spots 1–2) formed on the Al-Fe coating that consisted primarily of Al
5Fe
2 (spots 3–14). Around spot 3, Al
13Fe
4 coexisted with Al
5Fe
2 (see
Figure 3a,e). This was plausible considering the Al concentration gradient. AlFe, which can exist in the Al concentration range of 23.3%–55%, existed at the coating/substrate interface (see spot 15 in
Figure 1d). Unlike the ductile AlFe phase, Al
13Fe
4 and Al
5Fe
2 were brittle. This is another reason for the breakage and subsequent spallation of the oxide scale. The concentration of dissolved Cr decreased gradually from 4.2% (spot 14) to 0.1% (spot 1). Since Al (m.p. = 660 °C) can diffuse rapidly and readily oxidize due to its high oxygen affinity, the transformation of the topcoat and the alloy layer to the α-Al
2O
3 scale and Al-Fe intermetallics seemed to occur quickly.
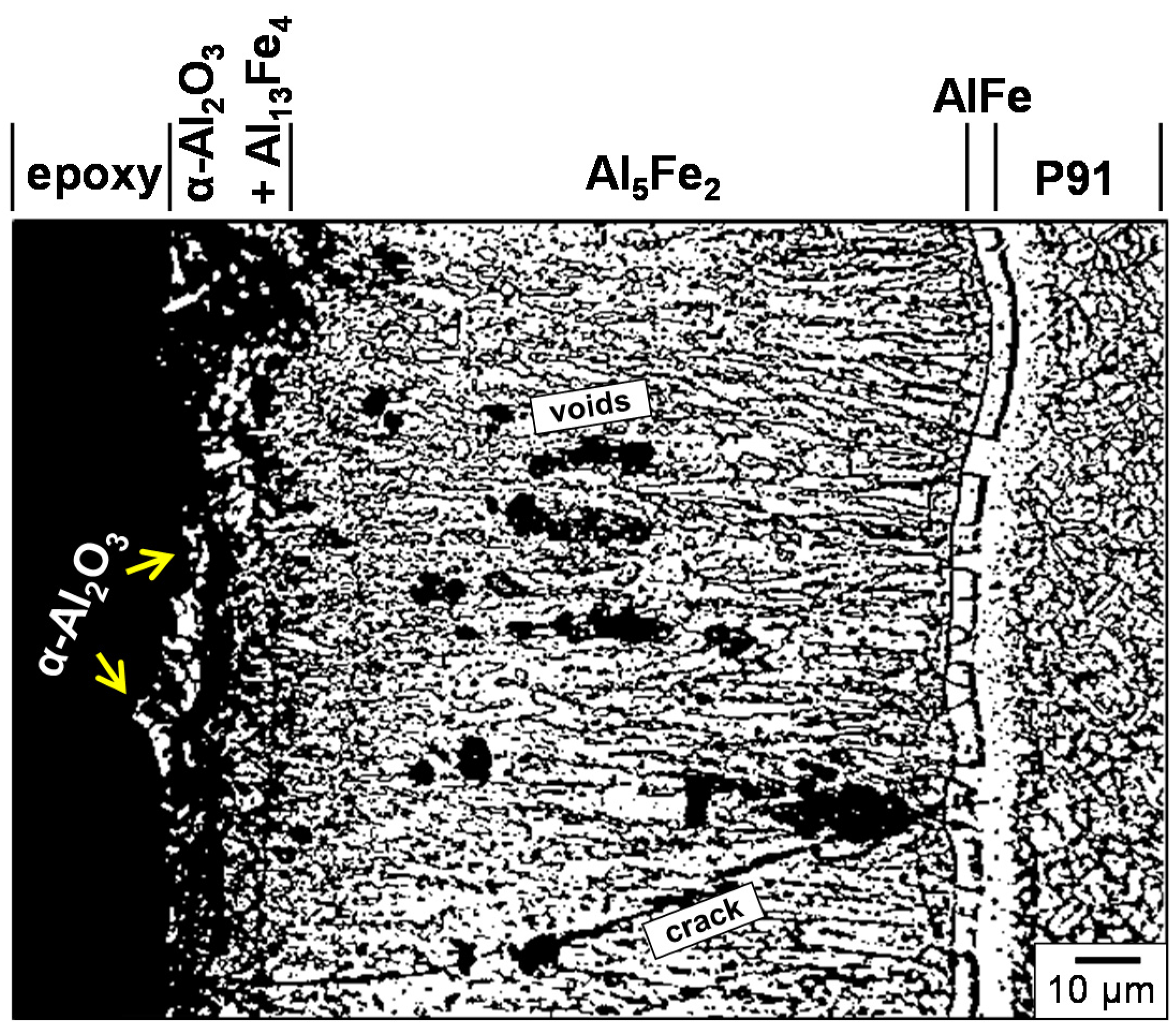
The optical microstructure of
Figure 3c is shown in
Figure 4. The α-Al
2O
3 scale consisted of fine, round grains, because it grew slowly. Most of the coating consisted of numerous grains that elongated along the counterdiffusion direction of the Al and substrate elements. Particularly, Al
5Fe
2 grew fast perpendicular to the sample surface [
4]. AlFe grains were largely square (see spot 15 in
Figure 3c and
Figure 4). The area immediately below the AlFe layer was bright, because rounding occurred during polishing due to the hardness difference between the AlFe intermetallic and the substrate.
Figure 5 shows XRD/OM/EPMA results of the Al hot-dipped P91 steel after oxidation at 800 °C for 100 h. Weak α-Al
2O
3 peaks were detected in
Figure 5a due to the slow growth rate and poor adherence of the α-Al
2O
3 scale. The coating just below the α-Al
2O
3 scale consisted of AlFe as the major phase and Al
5Fe
2 as the minor phase (
Figure 5a). However, most of the coating consisted of AlFe (
Figure 5b). In
Figure 3, the coating just below the scale consisted of Al
13Fe
4 as the major phase and Al
5Fe
2 as the minor phase, while most of the coating consisted of Al
5Fe
2. Thus, it is seen that the increment of the heating temperature from 700 to 800 °C led to the formation of Al
5Fe
2 instead of Al
13Fe
4, and AlFe instead of Al
5Fe
2 through the enhanced counterdiffusion of the Al and substrate elements.
Figure 5c shows a ~4 μm-thick α-Al
2O
3 layer, ~20 μm-thick Al
5Fe
2-rich layer, ~70 μm-thick AlFe layer, ~65 μm-thick newly formed transient coating, and the substrate that consisted of equiaxed grains. Elongated Al
5Fe
2 grains shown in
Figure 4 grew to coarse, columnar AlFe grains in
Figure 5c. The optical image shown in
Figure 5c shows the α-Al
2O
3 scale either detached or adherent, Al
5Fe
2-rich layer, AlFe layer, transient coating, and the substrate. The Kirkendall effect and the Al-Fe phase transformation generated many voids (dark spots in the coating) and some cracks (
Figure 5c,d). In
Figure 5e, Al diffused inwardly to the bottom of the transient coating, which was believed to consist of AlFe
3, because AlFe
3 could form between AlFe and α-Fe according to the Al-Fe binary phase diagram. In
Figure 5e, the major alloying element, Cr, diffused up to the surface to dissolve in the α-Al
2O
3 layer. The second major alloying element, Mo, was denuded at the upper part of the coating owing to its small solubility in AlFe [
20]. The third major alloying element, Mn, was present in the whole coating.
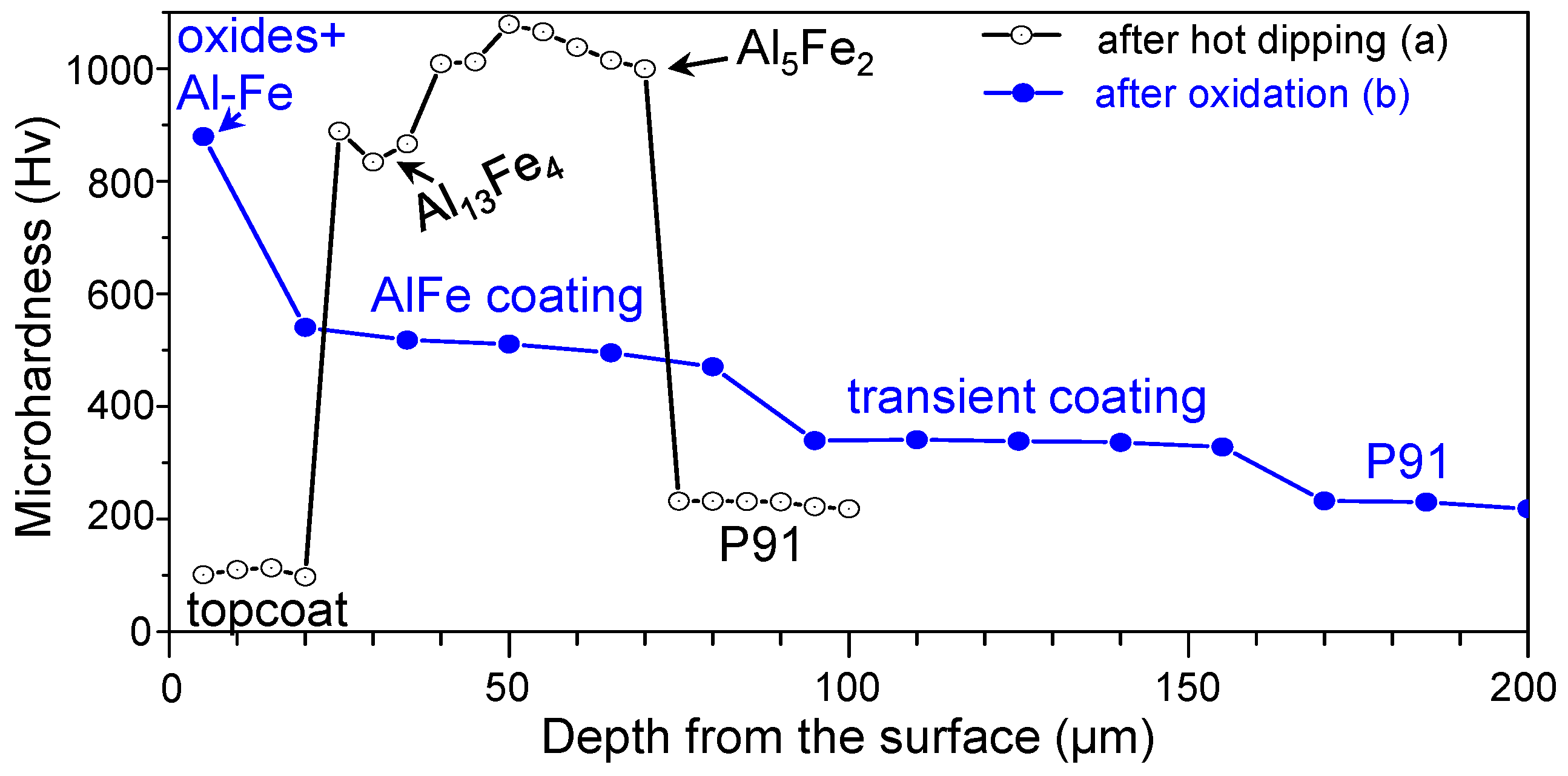
The Vickers microhardness of the sample, outlined in
Figure 2 and
Figure 5, is displayed in
Figure 6. Before heating, the average microhardness of the Al-rich topcoat, Al
13Fe
4 layer, Al
5Fe
2 layer, and substrate was 105, 863, 1031, and 228 Hv, respectively. The lowest and highest microhardness was similarly reported in the Al-topcoat and Al
5Fe
2-alloy layer, respectively [
4,
13]. The Al-rich topcoat disappeared after oxidation at 800 °C for 100 h in air [
13]. Heating broadened and softened the alloy layer so that the average microhardness of the (oxides, Al-Fe)-mixed layer, AlFe layer, AlFe
3 transient layer, and the substrate became 879, 507, 336, and 227 Hv, respectively. The increment of the surface hardness of the hot-dip aluminized P91 steel improves the wear resistance and thereby the performance of structural components [
13].
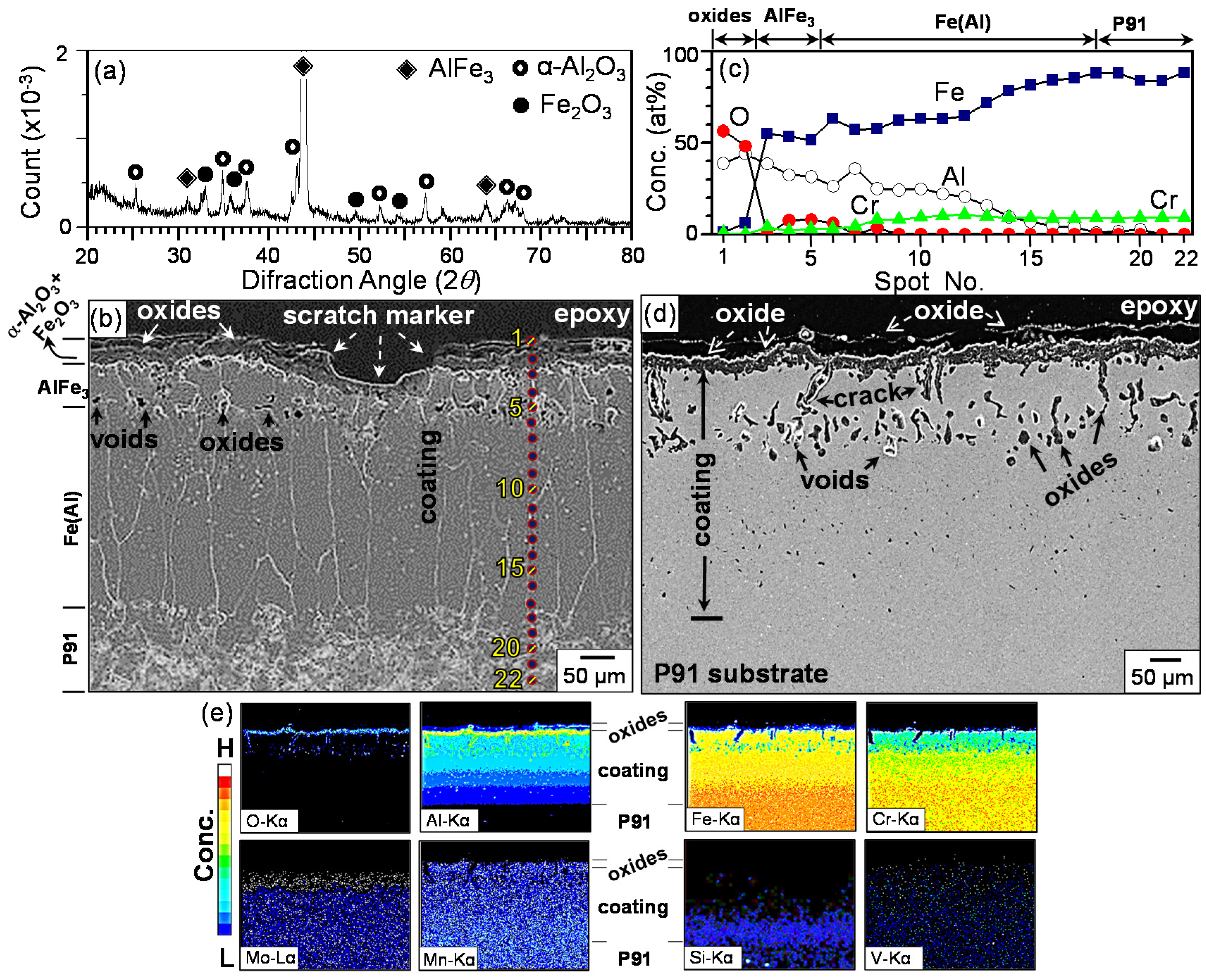
Figure 7 shows the XRD/SEM/EDS/EPMA results of the Al hot-dipped P91 steel after oxidation at 900 °C for 20 h. In
Figure 7a, α-Al
2O
3(m) and Fe
2O
3(w) formed on the AlFe
3(s) coating. From
Figure 7b,c, it is seen that the ~35 μm-thick (α-Al
2O
3, Fe
2O
3)-mixed oxide layer either detached or adherent (spots 1–2), ~90 μm-thick AlFe
3 layer (spots 3–5), and the ~255 μm-thick Fe(Al) coating (spots 6–18; α-Fe layer dissolved with some Al) existed on the substrate (spots 19–22). Iron diffused outwardly to form Fe
2O
3 (
Figure 7a), whose amount was smaller than that of α-Al
2O
3 (spots 1–2 in
Figure 7c). Moving from the oxide layer through the AlFe
3/Fe(Al) coating to the substrate, the concentration of Al and oxygen decreased, while those of Fe and Cr increased (
Figure 7c). In
Figure 7b, a scratch was shown at the surface. It was made using a knife prior to oxidation in order to study the oxidation mechanism of the hot dipped sample. If the scratch was buried by oxides after oxidation, the oxidation had to be controlled by the outward diffusion of substrate elements. However, this was not observed in
Figure 7b, indicating that no significant outward diffusion of substrate elements to form the oxide scale had occurred. In
Figure 7d, internal oxides, voids, and cracks were seen in the AlFe
3/Fe(Al) coating. Voids in the AlFe
3 layer were coarser than those in the Fe(Al) layer, because the inward transport of Al from the AlFe
3 coating into the Fe(Al) coating occurred faster than the outward migration of substrate elements such as Fe, Cr, Mo, Mn, Si, and V towards the surface [
6] (
Figure 7e). The substrate was void-free (
Figure 7d).
Figure 7e indicates that substrate elements diffused up to the surface, while Al diffused inwardly down to the Fe(Al) layer. In
Figure 5c, the ~4 μm-thick α-Al
2O
3 layer, ~20 μm-thick Al
5Fe
2-rich layer, ~70 μm-thick AlFe layer, and ~65 μm-thick transient AlFe
3 layer existed on the substrate. When compared to
Figure 5c, the following observations were noticeable due to the enhanced reaction rate and counterdiffusion at 900 °C. The (Al
5Fe
2-rich layer)/(AlFe layer) (
Figure 5c) changed to the AlFe
3 coating (
Figure 7c). The transient AlFe
3 layer (
Figure 5c) changed to the Fe(Al) coating (
Figure 7c). Grains in the Fe(Al) coating were much more coarse, and columnar than those in the transient AlFe
3 layer, confirming the increased growth rate of grains along the direction of counterdiffusion (
Figure 7b). The α-Al
2O
3-rich scale that had some Fe
2O
3 grew predominantly inwards through the cracks (
Figure 6d,e). The densities of Al
13Fe
4, Al
5Fe
2, AlFe, and AlFe
3 were 3.849, 3.96, 5.67, and 6.57 g∙cm
−3, respectively. When hard, brittle Al
13Fe
4 and Al
5Fe
2 layers, viz. low density phases, transformed to soft, ductile AlFe and AlFe
3 layers, viz. high density phases, the volume shrank, and therefore cracks were generated [
14,
15].
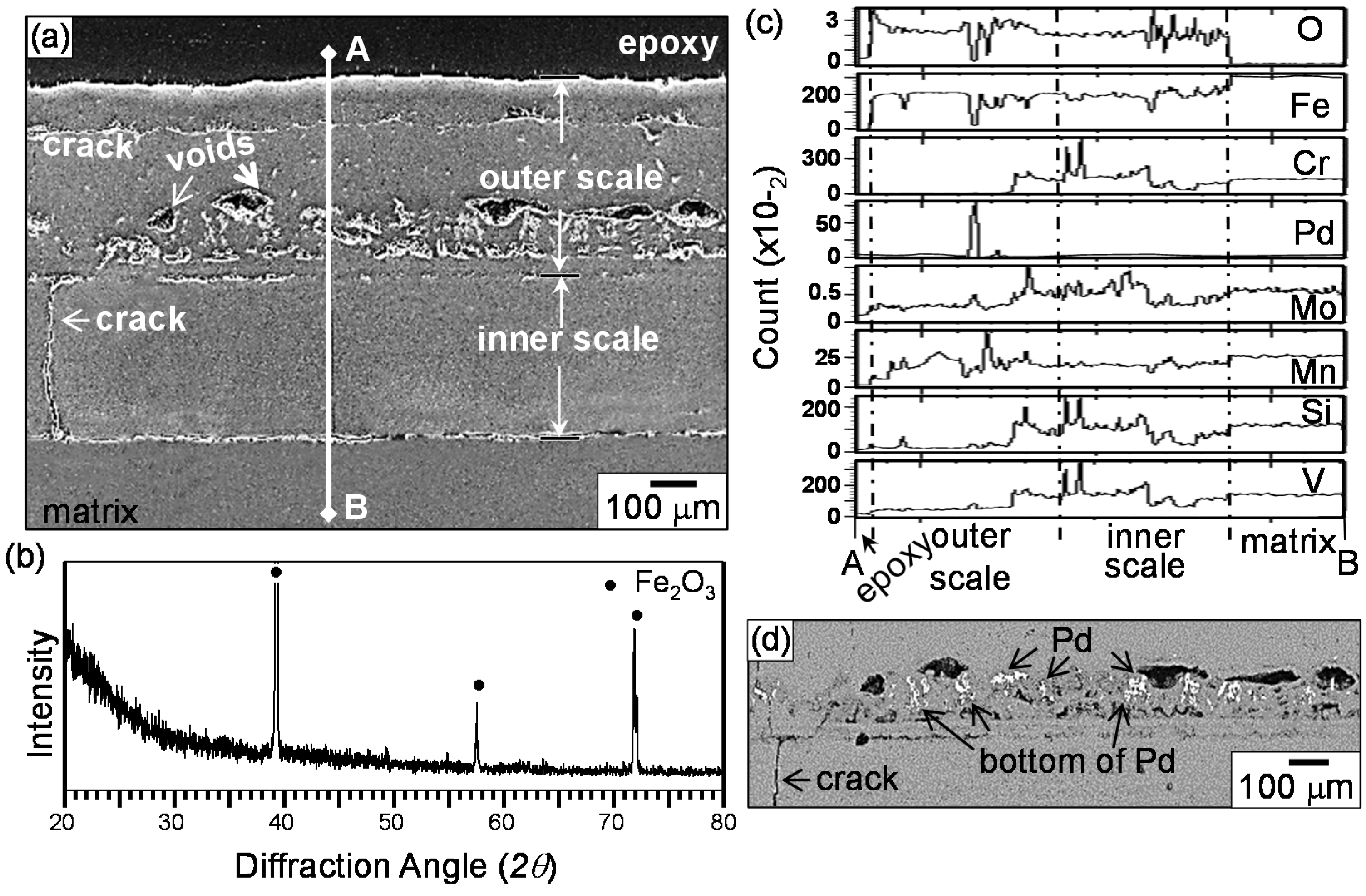
The beneficial effect of Al hot-dipping in increasing the oxidation resistance of P91 steel is clearly seen from the comparison of
Figure 7 and
Figure 8. The uncoated P91 steel formed an outer 425 μm-thick oxide scale and an inner 360 μm-thick oxide scale (
Figure 8a). Cracks and voids were generated due to the increased thermal and growth stresses aroused in the thick scale, which deteriorated the scale adherence. The outer scale consisted primarily of Fe
2O
3 (
Figure 8b), where a small amount of alloying elements such as Cr, Mo, Mn, Si, and V dissolved (
Figure 8c). All the matrix elements such as Fe, Cr, Mo, Mn, and Si were found in the inner scale (
Figure 8c). In
Figure 8d, white spots were Pd particles that were sprayed on the surface prior to oxidation in order to study the oxidation mechanism of P91 steel. The bottom of the Pd particles corresponded to the original sample surface. The Pd marker experiment indicated that the outer scale formed primarily by the outward diffusion of substrate elements, while the inner scale formed by the inward transport of oxygen. When cations diffused outwardly, they pushed the Pd particles upward, which was responsible for the Pd signal in the middle of the outer scale (
Figure 8c) and the Pd particles above the interface of the outer/inner oxide scale (
Figure 8d). In the case of coated steel, the selective oxidation of Al led to the formation of the Al
2O
3-rich scale, which effectively protected the steel from oxidation. The oxide scale partially broke and spalled owing to its mismatch in the thermal expansion coefficient with the underlying Al-Fe coating that underwent the phase transformation during oxidation.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







