
Coating Qualities Deposited Using Three Different Thermal Spray Technologies in Relation with Temperatures and Velocities of Spray Droplets

Abstract
:1. Introduction
2. Material, Methods, and Equipment
2.1. Material and the Method of Surface Treatment for Thermal Spray Coating
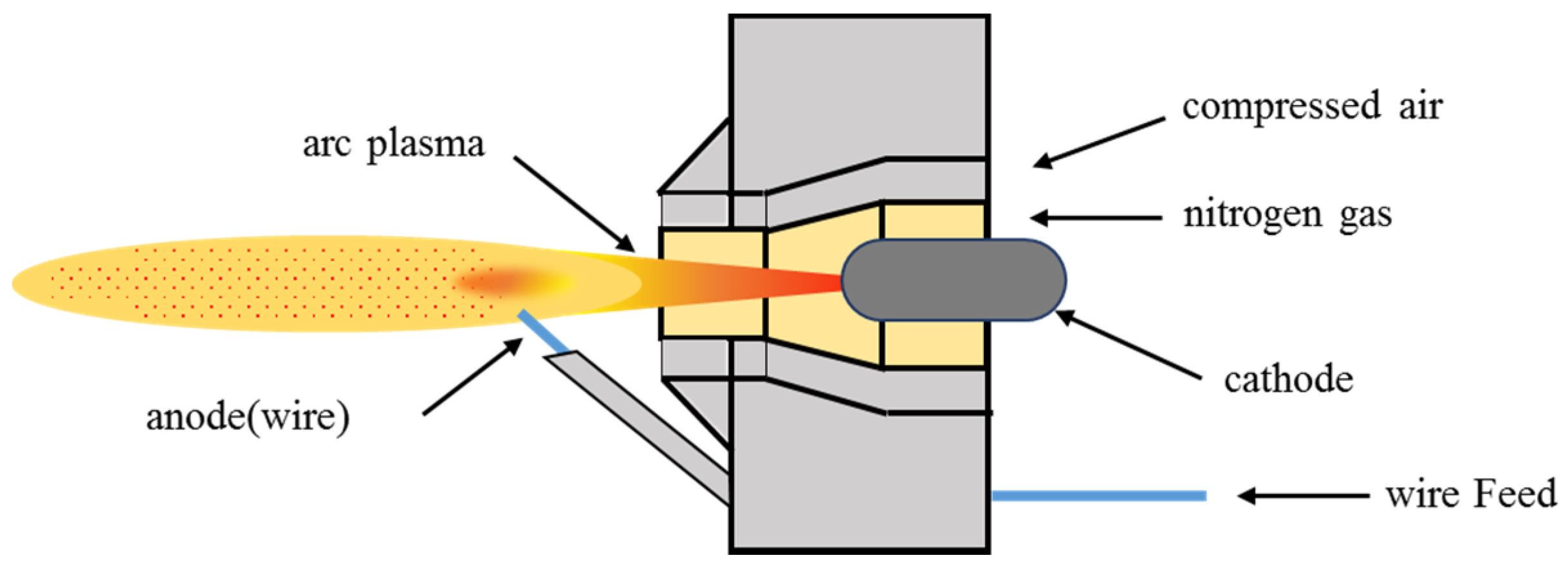
2.2. Productions of Spray Droplets Using Al/5Mg Wire and Spray Parameters for Coating Productions
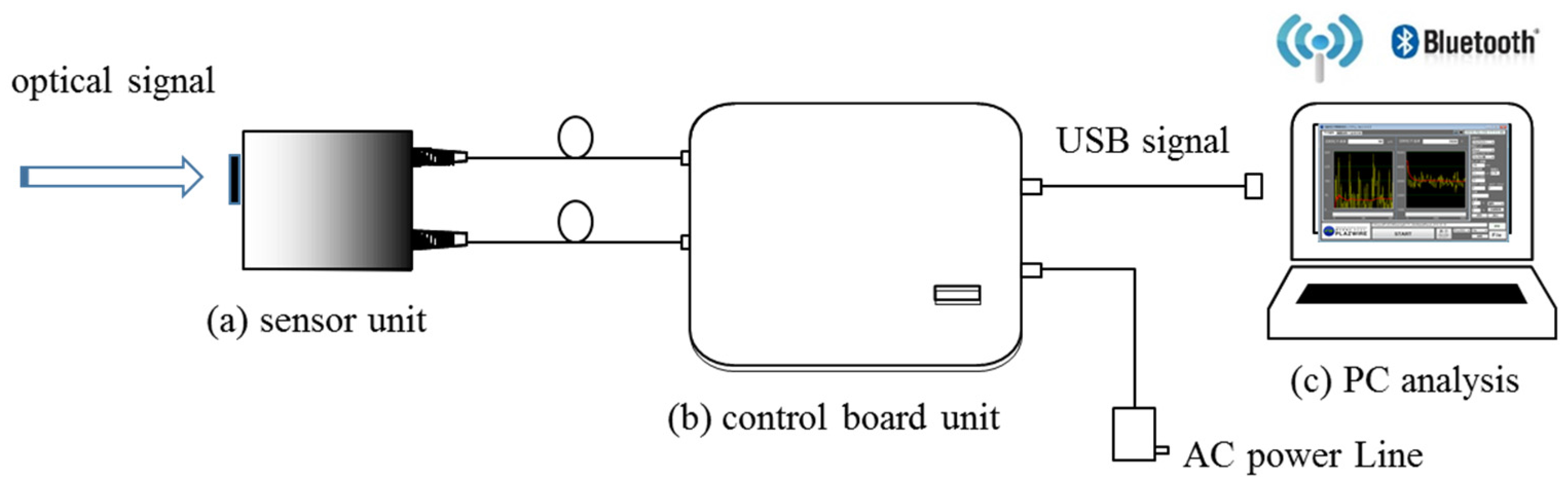
2.3. The Methods and Arrangements of Equipment and Instruments for Measuring Temperature and Velocity of Spray Droplets
2.4. Methods of Coating Depositions and Employed Techniques of Measuring Coating Qualities
3. Results of the Measurements
3.1. Temperature and Velocity of Spray Droplets
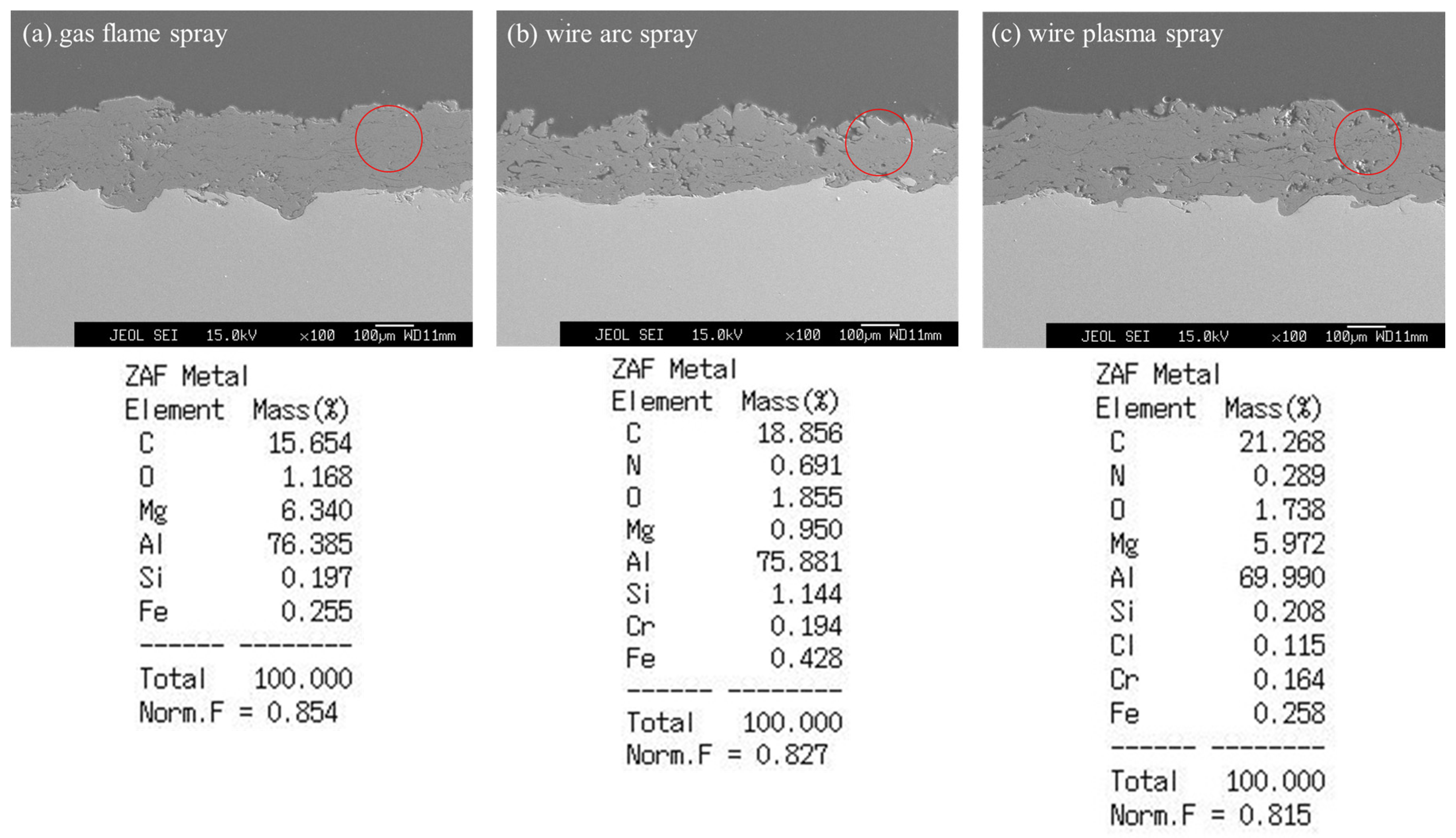
3.2. Qualities of Coating Layers
4. Discussions
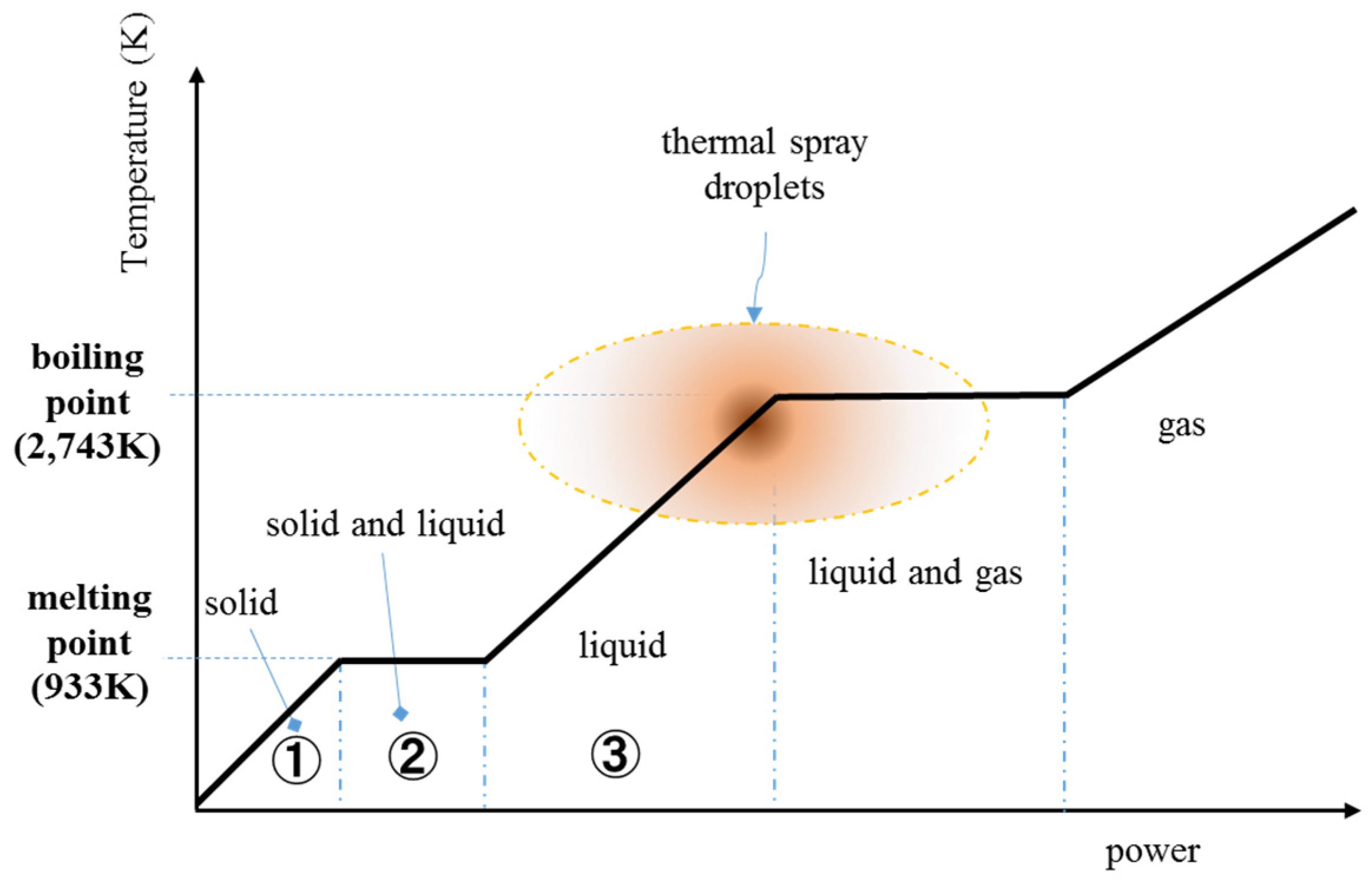
4.1. Power Balances in the Three Thermal Spray Guns
4.2. Coating Qualities in Relation with Temperatures and Velocities of Spray Droplets
4.2.1. Gas Flame Spray Gun
4.2.2. Wire Arc Spray Gun
4.2.3. Wire Plasma Spray Gun
4.3. Overall Assessment of the Obtained Results
5. Conclusions
- Atomic Composition. This is believed to be decided by the atmosphere when spray droplets are formed, and by their temperatures. Spray droplets produced by the wire arc spray-heating are formed in an open atmosphere and at a high temperature, resulting in a deposited atomic composition much altered from that of the supplied wire. On the other hand, discharges in the wire plasma spray-heating are maintained in nitrogen gas, and the flow of thus-formed droplets are surrounded by a shielding gas, with the result that there is little composition change from that of the wire. Spray droplets produced by the gas flame spray-heating are formed at a low temperature, such that the deposited atomic composition is also hardly changed from that of the supplied wire.
- Hardness. This is believed to be mostly dictated by the atomic compositions of formed coating layers. In particular, the coating layers deposited using Al/5Mg is decided by the Mg composition, as evident for coating layers using all three different thermal spray guns.
- Adhesive Strength. This is believed to be decided by the temperatures of spray droplets, resulting in high adhesive strengths at high temperatures. However, the reason for different adhesive strengths deposited using wire arc spray- and wire plasma spray-heating—despite their similar temperatures—is not known at the present time. A weak adhesive strength deposited using gas flame spray-heating is well understood by a low temperature of spray droplets.
- Porosity. This is believed to be mostly dictated by the velocities of spray droplets, resulting in low porosities at high velocities and vice versa.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A. The 2016 thermal spray roadmap. J. Thermal Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Steel Bridge Design Handbook: Corrosion Protection of Steel Bridges; Federal Highway Administration, Department of Transportation: Washington, DC, USA, 2015.
- Ce, N.; Paul, S. Thermally Sprayed Aluminum Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids. Coatings 2016, 6, 58. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, A. Thermal spray coatings used against corrosion and corrosive wear. In Advanced Plasma Spray Application; Jazi, H.S., Ed.; INTECH Open Access Publisher: Rijeka, Croatia, 2012; pp. 3–38. [Google Scholar]
- Fauchais, P.; Vardelle, M.; Vardelle, A. Reliability of plasma-sprayed coatings: Monitoring the plasma spray process and improving the quality of coatings. J. Phys. D Appl. Phys. 2013, 46, 1–16. [Google Scholar] [CrossRef]
- Kawaguchi, Y.; Miyazaki, F.; Yamasaki, M.; Yamagata, Y.; Muraoka, K. The first results of an optical monitoring system for optimization of thermal plasma droplets. J. Instrum. 2015, 10, 1–8. [Google Scholar] [CrossRef]
- Muraoka, K.; Kawaguchi, Y.; Miyazaki, F.; Nagayama, K.; Koso, T. Plazwire technology and the use of laser-aided diagnostics for its future evolution. J. Instrum. 2013, 8, 1–11. [Google Scholar] [CrossRef]
- Oerlikon Metco Homepage. Available online: https://www.oerlikon.com/ (accessed on 15 December 2015).
- Metallisation Ltd. Homepage. Available online: http://www.metallisation.com/ (accessed on 15 December 2015).
- Bekefi, G.; Barrett, A. Sources of Radiation. In Electromagnetic Vibrations, Waves, and Radiation; The MIT Press: Cambridge, MA, USA, 1977; pp. 301–312. [Google Scholar]
- Brewster, M.Q. Radiative Properties and Simple Transfer. In Thermal Radiative Transfer and Properties; John Wiley: New York, NY, USA, 1992; pp. 55–60. [Google Scholar]
- AccuraSpray-G3C. Tecnar Automation Ltée Homepage. Available online: http://tecnar.com/ (accessed on 15 December 2015).
- Spray watch. Oseir Ltd. Homepage. Available online: http://www.oseir.com/ (accessed on 15 December 2015).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Wire Diameter (mm) | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Al/5Mg wire | 3.2 | 0.09 | 0.19 | 0.01 | 0.09 | 4.53 | 0.07 | 0.00 | 0.04 | Balance |
| 1.6 | 0.13 | 0.17 | 0.00 | 0.05 | 4.83 | 0.06 | 0.00 | – | Balance |
| Method | Equipment | Standard Spray Distance (mm) | Wire Feed Rate (kg/h) |
|---|---|---|---|
| Gas flame | Metco14E | 150 | 4.0 |
| Wire arc | Metallisation 150/s450 | 150 | 3.2 |
| Wire plasma | PW-120 | 150 | 3.0 |
| Method | Temperature (K) | Velocity (m/s) |
|---|---|---|
| Gas flame | 1900 | 200 |
| Wire arc | 2900 | 60 |
| Wire plasma | 3000 | 90 |
| Method | Surface Roughness Rz (µm) | Hardness (HV) | Adhesive Strength (MPa) | Porosity (%) |
|---|---|---|---|---|
| Gas flame | 80–100 | 65.3 ± 15.0 | 6.61–6.65 | 14 ± 1.0 |
| Wire arc | 130–150 | 41.1 ± 8.0 | 13.4–14.5 | 24 ± 2.0 |
| Wire plasma | 80–100 | 69.5 ± 14.0 | 7.50–7.85 | 19 ± 2.0 |
| Method | Input Power (kW) | Input Power to Thermal Spray Droplets (kW) | Total Power into Spray Droplets (kW) | Efficiency (%) | ||
|---|---|---|---|---|---|---|
| Step (1) | Step (2) | Step (3) | ||||
| Gas flame | 18.0 | 0.51 | 0.35 | 0.75 | 1.61 | 9 |
| Wire arc | 7.3 | 0.71 | 0.44 | 2.13 | 3.28 | 45 |
| Wire plasma | 10.0 | 0.48 | 0.33 | 1.53 | 2.34 | 23 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kawaguchi, Y.; Miyazaki, F.; Yamasaki, M.; Yamagata, Y.; Kobayashi, N.; Muraoka, K. Coating Qualities Deposited Using Three Different Thermal Spray Technologies in Relation with Temperatures and Velocities of Spray Droplets. Coatings 2017, 7, 27. https://doi.org/10.3390/coatings7020027
Kawaguchi Y, Miyazaki F, Yamasaki M, Yamagata Y, Kobayashi N, Muraoka K. Coating Qualities Deposited Using Three Different Thermal Spray Technologies in Relation with Temperatures and Velocities of Spray Droplets. Coatings. 2017; 7(2):27. https://doi.org/10.3390/coatings7020027
Chicago/Turabian StyleKawaguchi, Yasuyuki, Fumihiro Miyazaki, Masafumi Yamasaki, Yukihiko Yamagata, Nozomi Kobayashi, and Katsunori Muraoka. 2017. "Coating Qualities Deposited Using Three Different Thermal Spray Technologies in Relation with Temperatures and Velocities of Spray Droplets" Coatings 7, no. 2: 27. https://doi.org/10.3390/coatings7020027
APA StyleKawaguchi, Y., Miyazaki, F., Yamasaki, M., Yamagata, Y., Kobayashi, N., & Muraoka, K. (2017). Coating Qualities Deposited Using Three Different Thermal Spray Technologies in Relation with Temperatures and Velocities of Spray Droplets. Coatings, 7(2), 27. https://doi.org/10.3390/coatings7020027