
Application of High-Velocity Oxygen-Fuel (HVOF) Spraying to the Fabrication of Yb-Silicate Environmental Barrier Coatings


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Process
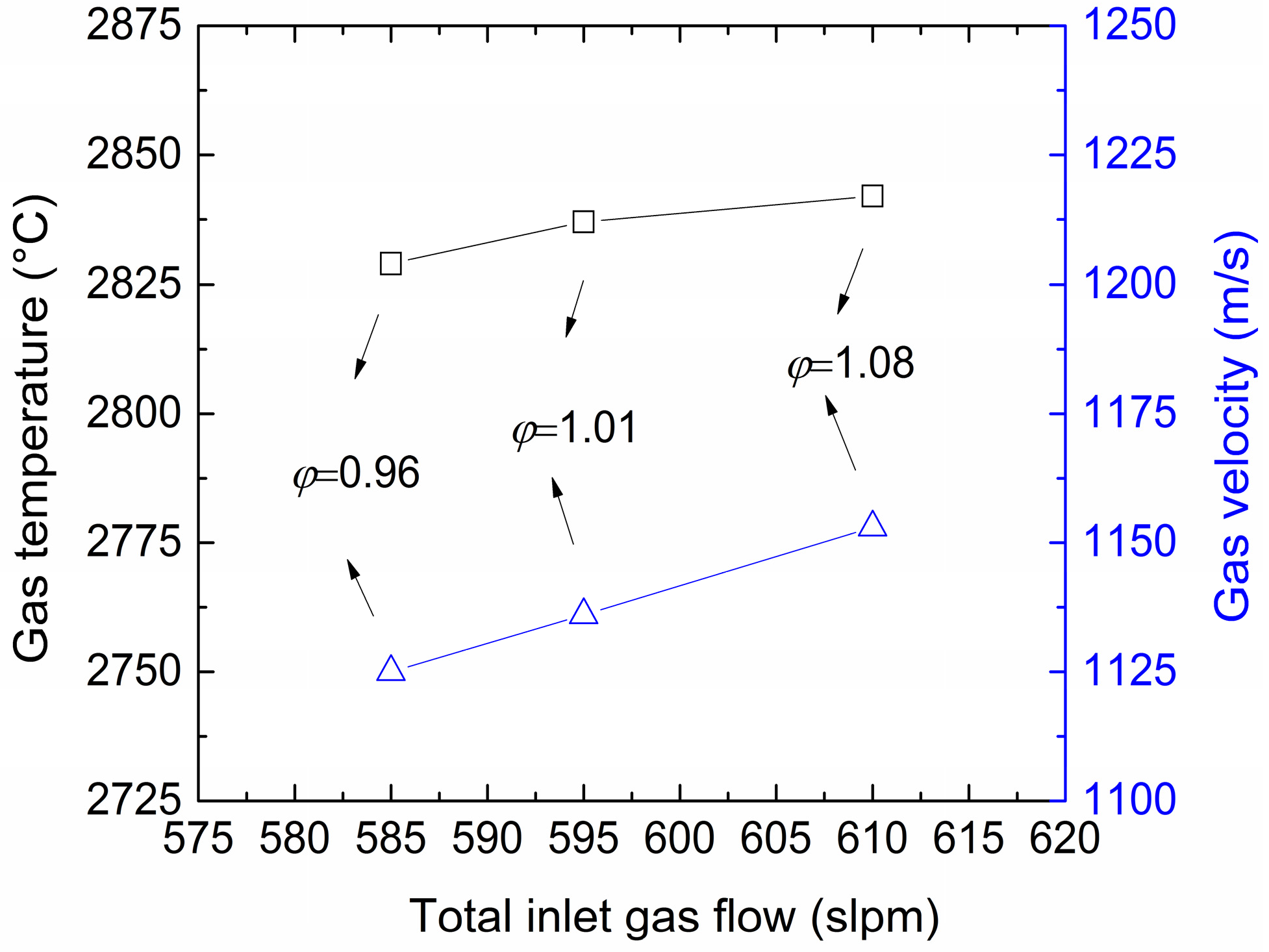
2.2. Calculations of Gas Temperature and Velocity in the HVOF Nozzle
2.3. Characterization of the Coatings
2.4. Furnace Thermal Cycling Test
3. Results and Discussion
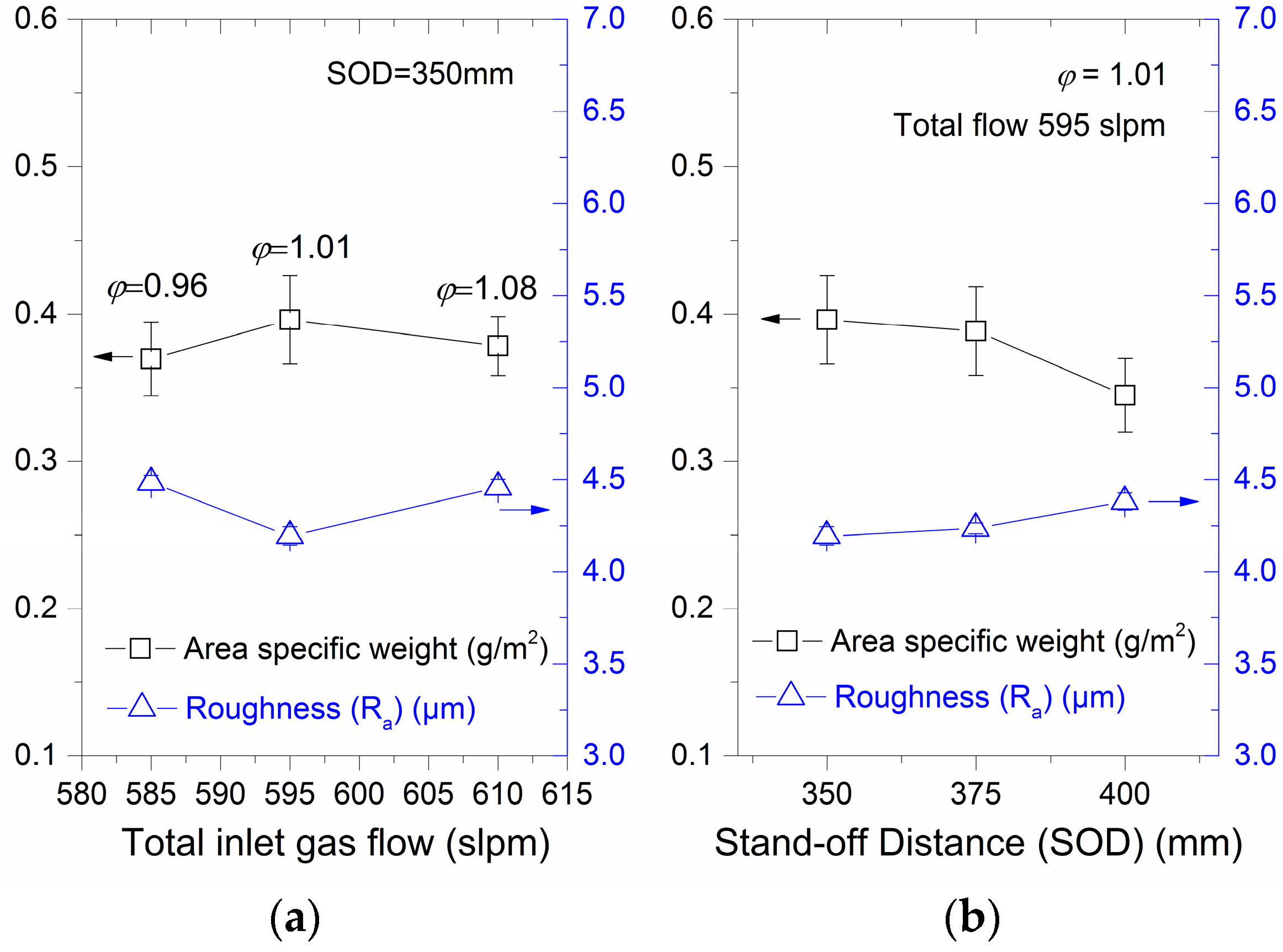
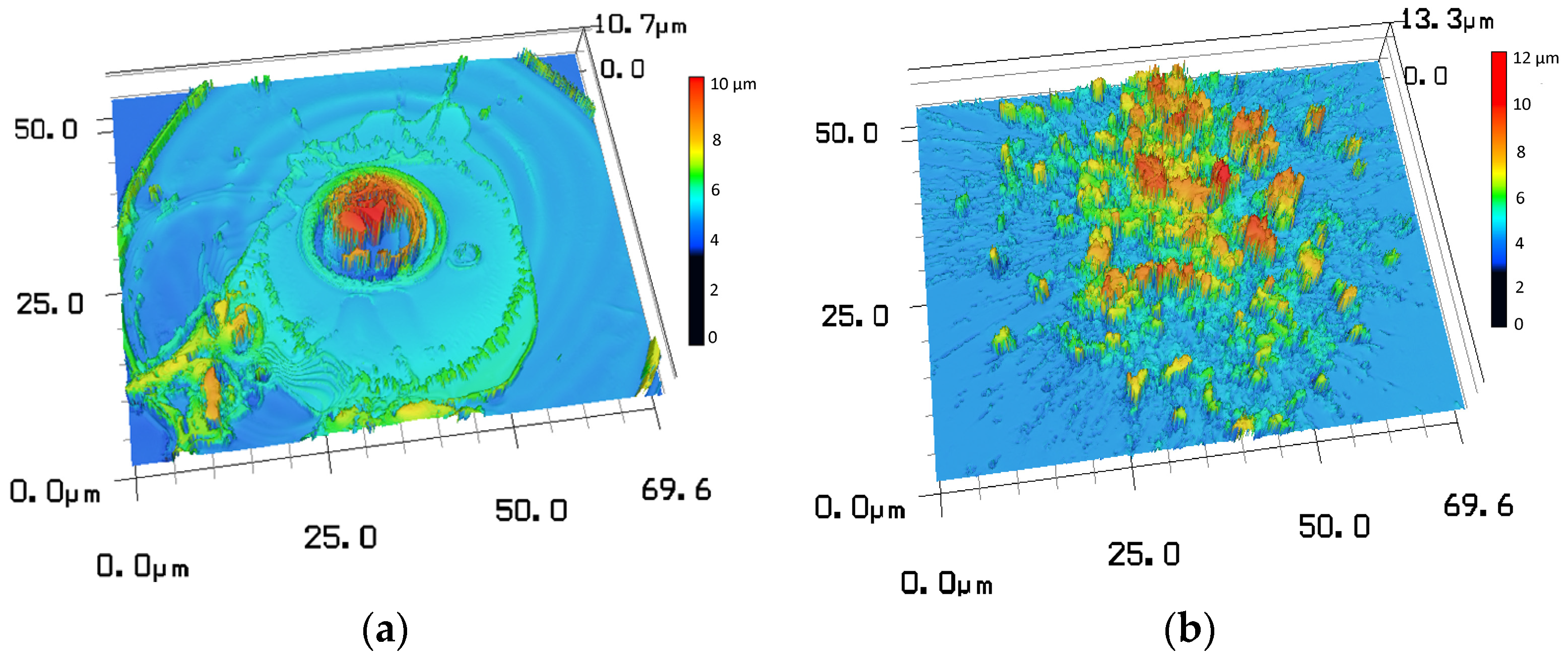
3.1. Effect of Methane/Oxygen Flow Rates and Stand-Off Distance
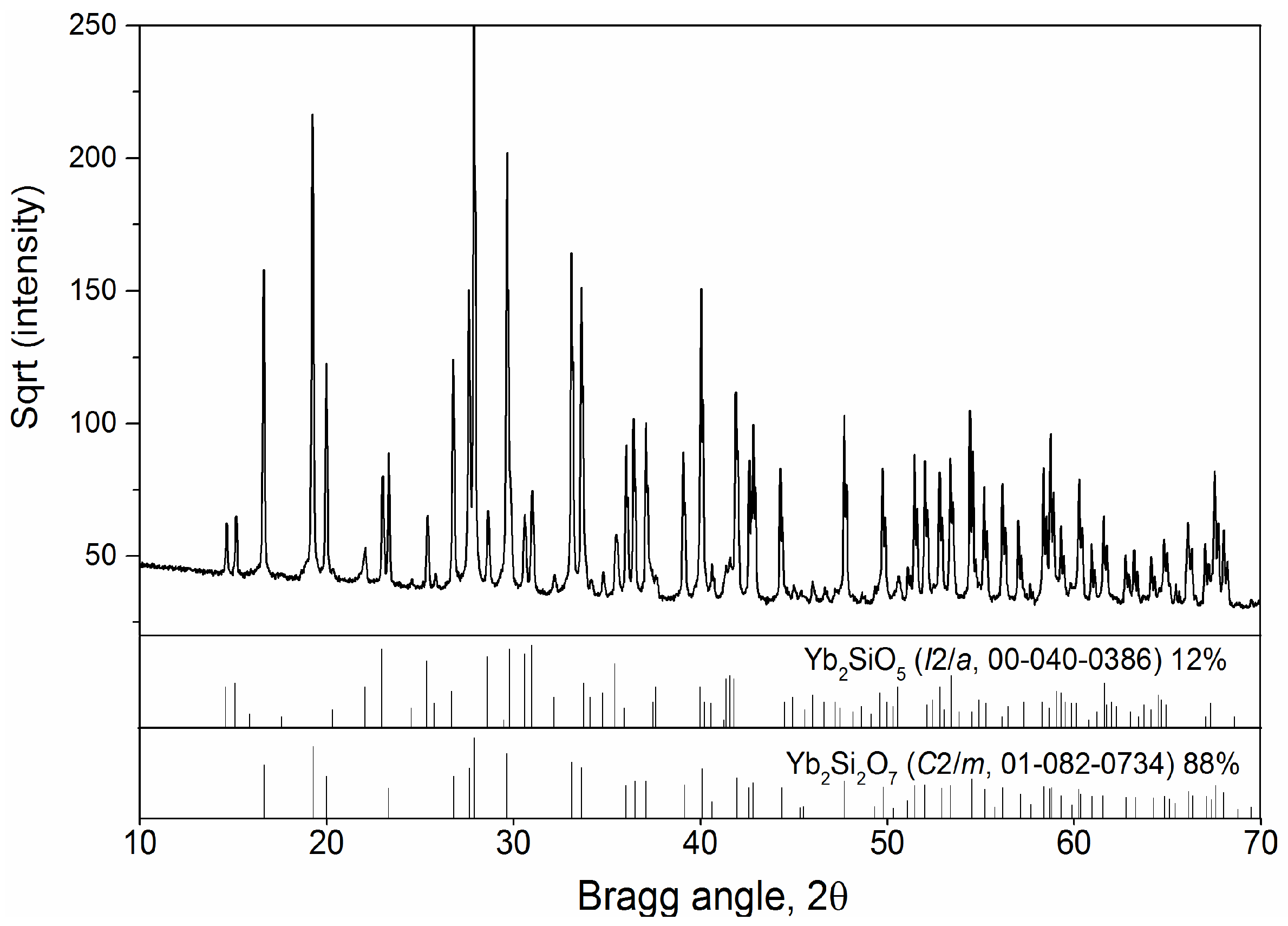
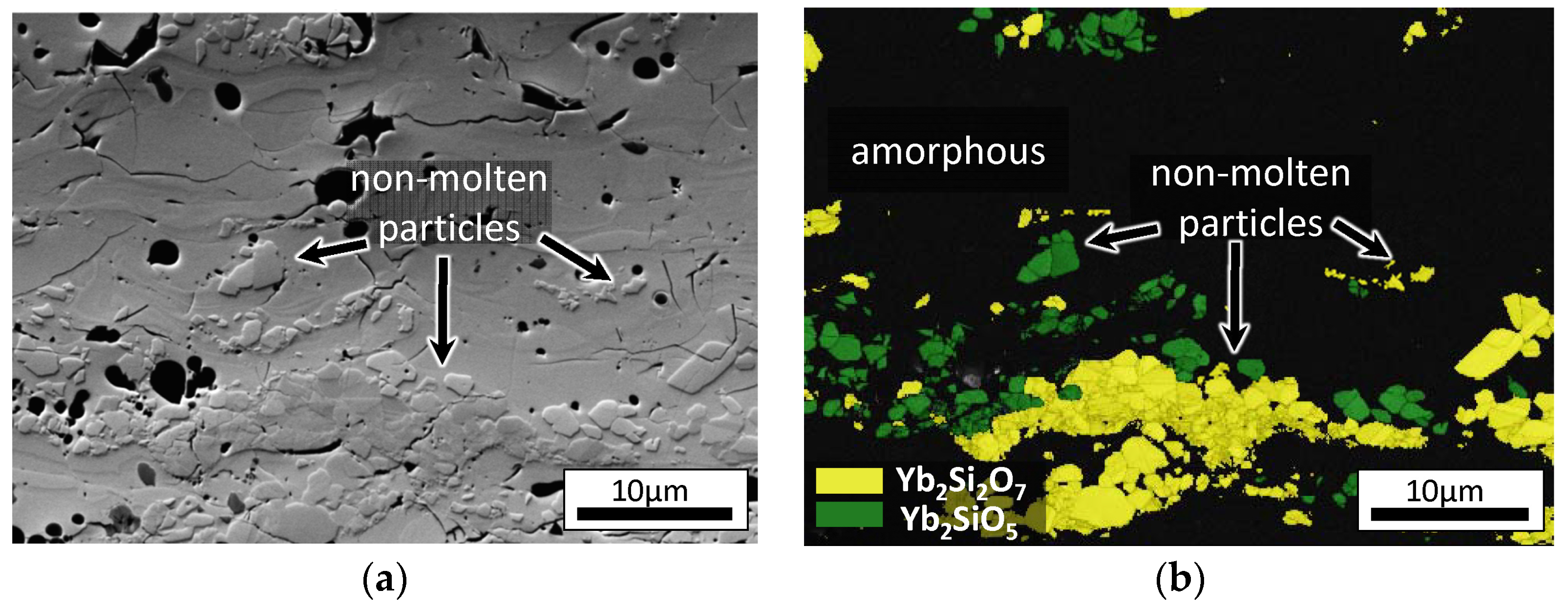
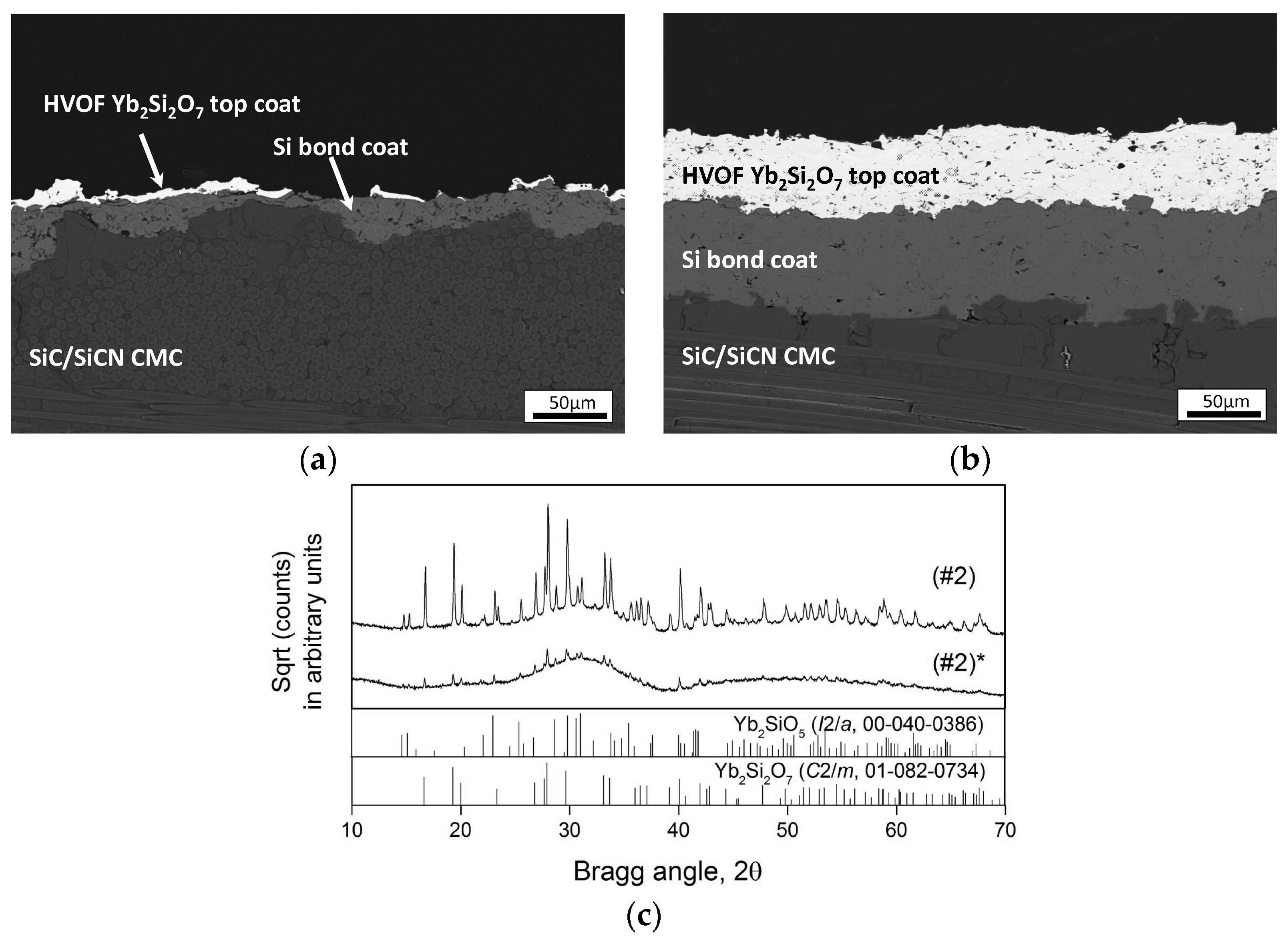
3.2. Microstructure, Crystallinity and Phase Composition
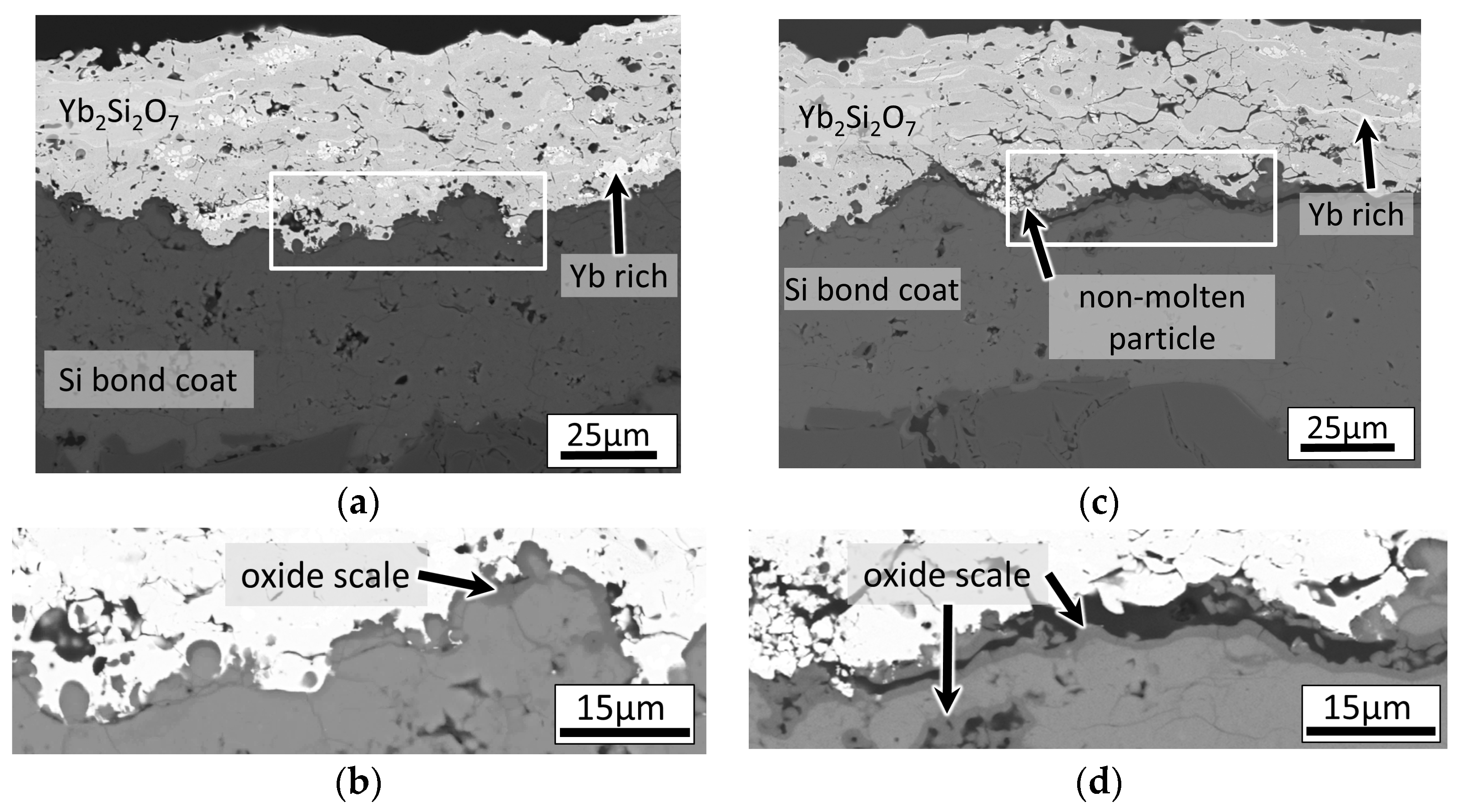
3.3. Adhesion of HVOF Sprayed Top Coat on Si Bond Coat
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gupta, A.K.; Lilley, D.G. Combustion and environmental challenges for gas turbines in the 1990s. J. Propuls. Power 1994, 10, 137–147. [Google Scholar] [CrossRef]
- Jacobson, N.S.; Smialek, J.L.; Fox, D.S.; Opila, E.J. Durability of Silica-Protected Ceramics in Combustion Atmospheres; American Ceramic Society: Westerville, OH, USA, 1995. [Google Scholar]
- Ohnabe, H.; Masaki, S.; Onozuka, M.; Miyahara, K.; Sasa, T. Potential application of ceramic matrix composites to aero-engine components. Compos. Part A Appl. Sci. Manuf. 1999, 30, 489–496. [Google Scholar] [CrossRef]
- Bansal, N.P. Handbook of Ceramic Composites; Bansal, N.P., Ed.; Kluwer: Boston, MA, USA, 2005. [Google Scholar]
- Bansal, N.P.; Lamon, J. Ceramic Matrix Composites: Materials, Modeling and Technology; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- Opila, E.J.; Hann, R.E. Paralinear oxidation of CVD SiC in water vapor. J. Am. Ceram. Soc. 1997, 80, 197–205. [Google Scholar] [CrossRef]
- Robinson, R.C.; Smialek, J.L. SiC recession caused by SiO2 scale volatility under combustion conditions: I, experimental results and empirical model. J. Am. Ceram. Soc. 1999, 82, 1817–1825. [Google Scholar] [CrossRef]
- Smialek, J.L.; Robinson, R.C.; Opila, E.J.; Fox, D.S.; Jacobson, N.S. SiC and Si3N4 recession due to SiO2 scale volatility under combustor conditions. Adv. Compos. Mater. 1999, 8, 33–45. [Google Scholar] [CrossRef]
- Opila, E.J.; Smialek, J.L.; Robinson, R.C.; Fox, D.S.; Jacobson, N.S. SiC recession caused by SiO2 scale volatility under combustion conditions: II, thermodynamics and gaseous-diffusion model. J. Am. Ceram. Soc. 1999, 82, 1826–1834. [Google Scholar] [CrossRef]
- Lee, K.N. Current status of environmental barrier coatings for Si-based ceramics. Surf. Coat. Technol. 2000, 133, 1–7. [Google Scholar] [CrossRef]
- Eaton, H.E.; Linsey, G.D.; More, K.L.; Kimmel, J.B.; Price, J.R.; Miriyala, N. EBC Protection of SiC/SiC Composites in the Gas Turbine Combustion Environment. In Proceedings of the ASME Turbo Expo 2000: Power for Land, Sea, and Air, Munich, Germany, 8–11 May 2000. [Google Scholar]
- Eaton, H.E.; Linsey, G.D.; Sun, E.Y.; More, K.L.; Kimmel, J.B.; Price, J.R.; Miriyala, N. EBC Protection of SiC/SiC Composites in the Gas Turbine Combustion Environment: Continuing Evaluation and Refurbishment Considerations. In Proceedings of the ASME Turbo Expo 2001: Power for Land, Sea, and Air, New Orleans, LA, USA, 4–7 June 2001. [Google Scholar]
- Lee, K.N.; Fox, D.S.; Eldridge, J.I.; Zhu, D.; Robinson, R.C.; Bansal, N.P.; Miller, R.A. Upper temperature limit of environmental barrier coatings based on mullite and BSAS. J. Am. Ceram. Soc. 2003, 86, 1299–1306. [Google Scholar] [CrossRef]
- Lee, K.N.; Fox, D.S.; Bansal, N.P. Rare earth silicate environmental barrier coatings for SiC/SiC composites and Si3N4 ceramics. J. Eur. Ceram. Soc. 2005, 25, 1705–1715. [Google Scholar] [CrossRef]
- Richards, B.T.; Zhao, H.; Wadley, H.N.G. Structure, composition, and defect control during plasma spray deposition of ytterbium silicate coatings. J. Mater. Sci. 2015, 50, 7939–7957. [Google Scholar] [CrossRef]
- Richards, B.T.; Young, K.A.; de Francqueville, F.; Sehr, S.; Begley, M.R.; Wadley, H.N.G. Response of ytterbium disilicate–silicon environmental barrier coatings to thermal cycling in water vapor. Acta Mater. 2016, 106, 1–14. [Google Scholar] [CrossRef]
- Bakan, E.; Marcano, D.; Zhou, D.; Sohn, Y.J.; Mauer, G.; Vaßen, R. Yb2Si2O7 coatings deposited by various thermal spray techniques: A preliminary comparative study. J. Therm. Spray Technol. 2017. submitted. [Google Scholar]
- Korpiola, K.; Hirvonen, J.P.; Laas, L.; Rossi, F. The influence of nozzle design on HVOF exit gas velocity and coating microstructure. J. Therm. Spray Technol. 1997, 6, 469–474. [Google Scholar] [CrossRef]
- Mainzer, B.; Friess, M.; Jemmali, R.; Koch, D. Development of polyvinylsilazane-derived ceramic matrix composites based on Tyranno SA3 fibers. J. Ceram. Soc. Jpn. 2016, 124, 1035–1041. [Google Scholar] [CrossRef]
- Gordon, S.; MeBride, B.J. Computer Program for Calculation of Complex Chemical Equilibrium Compositions and Applications. I. Analysis; NASA Reference Publications; Lewis Research Center: Cleveland, OH, USA, 1994; pp. 25–32. [Google Scholar]
- Scarlett, N.V.Y.; Madsen, I.C. Quantification of phases with partial or no known crystal structures. Powder Diffr. 2006, 21, 278–284. [Google Scholar] [CrossRef]
- ISO 4288:1996–Geometrical Product Specifications (GPS)–Surface Texture: Profile Method–Rules and Procedures for the Assessment of Surface Texture; International Organization for Standardization: Geneva, Switzerland, 1996.
- ISO 3274:1996–Geometrical Product Specifications (GPS)–Surface Texture: Profile Method–Nominal Characteristics of Contact (Stylus) Instruments; International Organization for Standardization: Geneva, Switzerland, 1996.
- Glassman, I. Combustion; Elsevier Science: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Li, M.; Christofides, P.D. Multi-scale modeling and analysis of an industrial HVOF thermal spray process. Chem. Eng. Sci. 2005, 60, 3649–3669. [Google Scholar] [CrossRef]
- Picas, J.A.; Punset, M.; Baile, M.T.; Martín, E.; Forn, A. Effect of oxygen/fuel ratio on the in-flight particle parameters and properties of HVOF WC-CoCr coatings. Surf. Coat. Technol. 2011, 205, S364–S368. [Google Scholar] [CrossRef]
- Cheng, D.; Xu, Q.; Tapaga, G.; Lavernia, E.J. A numerical study of high-velocity oxygen fuel thermal spraying process. Part I: Gas phase dynamics. Metall. Mater. Trans. A 2001, 32, 1609–1620. [Google Scholar] [CrossRef]
- Zhao, L.; Maurer, M.; Fischer, F.; Lugscheider, E. Study of HVOF spraying of WC–CoCr using on-line particle monitoring. Surf. Coat. Technol. 2004, 185, 160–165. [Google Scholar] [CrossRef]
- Turunen, E.; Varis, T.; Hannula, S.P.; Vaidya, A.; Kulkarni, A.; Gutleber, J.; Sampath, S.; Herman, H. On the role of particle state and deposition procedure on mechanical, tribological and dielectric response of high velocity oxy-fuel sprayed alumina coatings. Mater. Sci. Eng. A 2006, 415, 1–11. [Google Scholar] [CrossRef]
- Guo, X.; Planche, M.-P.; Chen, J.; Liao, H. Relationships between in-flight particle characteristics and properties of HVOF sprayed WC-CoCr coatings. J. Mater. Process. Technol. 2014, 214, 456–461. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Manufacturing Method | Particle Size (µm) | ||
|---|---|---|---|---|
| d10 | d50 | d90 | ||
| Si | Fused-crushed | 28 | 40 | 59 |
| Yb2Si2O7 | Agglomerated-sintered | 22 | 34 | 52 |
| Number of Spray Sets | Oxygen Flow (slpm) | Methane Flow (slpm) | Equivalence Ratio (φ) * | Air Flow (slpm) | Powder Feed Rate (%) | Spray Distance (mm) | Robot Velocity (mm/s) | Substrate Temperature (°C) |
|---|---|---|---|---|---|---|---|---|
| #1 | 395 | 190 | 0.96 | 250 | 20 | 350 | 1200 | 135 |
| #2 | 395 | 200 | 1.01 | 250 | 20 | 350 | 1200 | 150 |
| #3 | 395 | 215 | 1.08 | 250 | 20 | 350 | 1200 | 155 |
| #4 | 395 | 200 | 1.01 | 250 | 20 | 375 | 1200 | 130 |
| #5 | 395 | 200 | 1.01 | 250 | 20 | 400 | 1200 | 125 |
| Spray Current (A) | Ar Flow Rate (slpm) | Feed Rate (%) | Spray Distance (mm) | Robot Velocity (mm/s) | Substrate Temperature (°C) |
|---|---|---|---|---|---|
| 450 | 50 | 30 | 100 | 500 | 200 |
| Number of Spray Sets | Porosity (%) ± SD | Amorphous Content (wt %) |
|---|---|---|
| #1 | 8.0 ± 0.8 | 72 ± 5 |
| #2 | 7.7 ± 0.8 | 73 ± 5 |
| #3 | 8.3 ± 0.6 | 69 ± 5 |
| #4 | 8.1 ± 0.5 | 70 ± 5 |
| #5 | 9.1 ± 1.2 | 65 ± 5 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bakan, E.; Mauer, G.; Sohn, Y.J.; Koch, D.; Vaßen, R. Application of High-Velocity Oxygen-Fuel (HVOF) Spraying to the Fabrication of Yb-Silicate Environmental Barrier Coatings. Coatings 2017, 7, 55. https://doi.org/10.3390/coatings7040055
Bakan E, Mauer G, Sohn YJ, Koch D, Vaßen R. Application of High-Velocity Oxygen-Fuel (HVOF) Spraying to the Fabrication of Yb-Silicate Environmental Barrier Coatings. Coatings. 2017; 7(4):55. https://doi.org/10.3390/coatings7040055
Chicago/Turabian StyleBakan, Emine, Georg Mauer, Yoo Jung Sohn, Dietmar Koch, and Robert Vaßen. 2017. "Application of High-Velocity Oxygen-Fuel (HVOF) Spraying to the Fabrication of Yb-Silicate Environmental Barrier Coatings" Coatings 7, no. 4: 55. https://doi.org/10.3390/coatings7040055
APA StyleBakan, E., Mauer, G., Sohn, Y. J., Koch, D., & Vaßen, R. (2017). Application of High-Velocity Oxygen-Fuel (HVOF) Spraying to the Fabrication of Yb-Silicate Environmental Barrier Coatings. Coatings, 7(4), 55. https://doi.org/10.3390/coatings7040055