Process Parameter Settings and Their Effect on Residual Stresses in WC/W2C Reinforced Iron-Based Arc Sprayed Coatings

Abstract
:1. Introduction
- Measurement of crystallographic lattice parameters;
- Measurement of strains after layer removal or bore hole drilling;
- Measurement of the curvature.
2. Materials and Methods
2.1. Substrate and Feedstock Material
2.2. Coating Deposition
2.3. Coating Characterization and Diagnostic Systems
3. Results
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Totemeier, T.C.; Wright, J.K. Residual stress determination in thermally sprayed coatings—A comparison of curvature models and X-ray techniques. Surf. Coat. Technol. 2006, 200, 3955–3962. [Google Scholar] [CrossRef]
- Gedzevicius, I.; Valiulis, A.V. Analysis of wire arc spraying process variables on coatings properties. J. Mater. Process. Technol. 2006, 175, 206–211. [Google Scholar] [CrossRef]
- Sampath, S.; Jiang, X.; Matejicek, J.; Prchlik, L.; Kulkarni, A.; Vaidya, A. Role of thermal spray processing method on the microstructure, residual stress and properties of coatings: An integrated study for Ni–5 wt % Al bond coats. Mater. Sci. Eng. A 2004, 364, 216–231. [Google Scholar] [CrossRef]
- Evans, A.G.; Crumley, G.B.; Demaray, R.E. On the mechanical behavior of brittle coatings and layers. Oxid. Met. 1983, 20, 193–216. [Google Scholar] [CrossRef]
- Scardi, P.; Leoni, M.; Bertamini, L. Residual stresses in plasma sprayed partially stabilised zirconia TBCs: Influence of the deposition temperature. Thin Solid Films 1996, 278, 96–103. [Google Scholar] [CrossRef]
- Matejicek, J.; Sampath, S. Intrinsic residual stresses in single splats produced by thermal spray processes. Acta Mater. 2001, 49, 1993–1999. [Google Scholar] [CrossRef]
- Pina, J.; Dias, A.; Lebrun, J. Study by X-ray diffraction and mechanical analysis of the residual stress generation during thermal spraying. Mater. Sci. Eng. A 2003, 347, 21–31. [Google Scholar] [CrossRef]
- Kuroda, S.; Dendo, T.; Kitahara, S. Quenching stress in plasma sprayed coatings and its correlation with the deposit microstructure. J. Therm. Spray Technol. 1995, 4, 75–84. [Google Scholar] [CrossRef]
- Clyne, T.W.; Gill, S.C. Residual stresses in thermal spray coatings and their effect on interfacial adhesion: A review of recent work. J. Therm. Spray Technol. 1996, 5, 401–418. [Google Scholar] [CrossRef]
- Chien, H.; Diaz-Jimenez, C.; Rohrer, G.S.; Ban, Z.; Prichard, P.; Liu, Y. The influence of residual thermal stresses on the mechanical properties of multilayer α-Al2O3/TiCxN1−x coatings on WC/Co cutting tools. Surf. Coat. Technol. 2013, 215, 119–126. [Google Scholar] [CrossRef]
- Richard, C.S.; Béranger, G.; Lu, J.; Flavenot, J.F. The influences of heat treatments and interdiffusion on the adhesion of plasma-sprayed NiCrAlY coatings. Surf. Coat. Technol. 1996, 82, 99–109. [Google Scholar] [CrossRef]
- Zhu, J.G.; Xie, H.M.; Li, Y.J.; Hu, Z.X.; Luo, Q.; Gu, C.Z. Interfacial residual stress analysis of thermal spray coatings by miniature ring-core cutting combined with DIC method. Exp. Mech. 2014, 54, 127–136. [Google Scholar] [CrossRef]
- Vourna, P.; Ktena, A.; Tsakiridis, P.E.; Hristoforou, E. A novel approach of accurately evaluating residual stress and microstructure of welded electrical steels. NDT E Int. 2015, 71, 33–42. [Google Scholar] [CrossRef]
- Lunt, A.J.; Baimpas, N.; Salvati, E.; Dolbnya, I.P.; Sui, T.; Ying, S.; Korsunsky, A.M. A state-of-the-art review of micron-scale spatially resolved residual stress analysis by FIB-DIC ring-core milling and other techniques. J. Strain Anal. Eng. Des. 2015, 50, 426–444. [Google Scholar] [CrossRef]
- Newbery, A.P.; Grant, P.S.; Neiser, R.A. The velocity and temperature of steel droplets during electric arc spraying. Surf. Coat. Technol. 2005, 195, 91–101. [Google Scholar] [CrossRef]
- Zhou, J.; Walleser, J.K.; Meacham, B.E.; Branagan, D.J. Novel in situ transformable coating for elevated-temperature applications. J. Therm. Spray Technol. 2010, 19, 950–957. [Google Scholar] [CrossRef]
- Guo, W.; Wu, Y.; Zhang, J.; Yuan, W. Effect of the long-term heat treatment on the cyclic oxidation behavior of Fe-based amorphous/nanocrystalline coatings prepared by high-velocity arc spray process. Surf. Coat. Technol. 2016, 307, 392–398. [Google Scholar] [CrossRef]
- Cheng, J.; Zhao, S.; Liu, D.; Feng, Y.; Liang, X. Microstructure and fracture toughness of the FePSiB-based amorphous/nanocrystalline coatings. Mater. Sci. Eng. A 2017, 696, 341–347. [Google Scholar] [CrossRef]
- Matejícek, J.; Sampath, S.; Dubsky, J. X-ray residual stress measurement in metallic and ceramic plasma sprayed coatings. J. Therm. Spray Technol. 1998, 7, 489–496. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 1–Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Huang, X.; Liu, Z.; Xie, H. Recent progress in residual stress measurement techniques. Acta Mech. Solida Sin. 2013, 26, 570–583. [Google Scholar] [CrossRef]
- Santana, Y.Y.; La Barbera-Sosa, J.G.; Staia, M.H.; Lesage, J.; Puchi-Cabrera, E.S.; Chicot, D.; Bemporad, E. Measurement of residual stress in thermal spray coatings by the incremental hole drilling method. Surf. Coat. Technol. 2006, 201, 2092–2098. [Google Scholar] [CrossRef]
- Lille, H.; Koo, J.; Rybchikov, A.; Toropov, S.; Veinthal, R.; Surzhenkov, A. Comparative analysis of residual stresses in flame-sprayed and electrodeposited coatings using substrate deformation and hole-drilling methods. In Proceedings of the 7th International Conference of DAAAM Baltic, Industrial Engineering, Tallinn, Estonia, 22–24 April 2010. [Google Scholar]
- Valente, T.; Bartuli, C.; Sebastiani, M.; Loreto, A. Implementation and development of the incremental hole drilling method for the measurement of residual stress in thermal spray coatings. J. Therm. Spray Technol. 2005, 14, 462–470. [Google Scholar] [CrossRef]
- Santana, Y.Y.; Renault, P.O.; Sebastiani, M.; La Barbera, J.G.; Lesage, J.; Bemporad, E.; Le Bourhis, E.; Puchi-Cabrera, E.S.; Staia, M.H. Characterization and residual stresses of WC–Co thermally sprayed coatings. Surf. Coat. Technol. 2008, 202, 4560–4565. [Google Scholar] [CrossRef]
- Münker, J. Untersuchung und Weiterentwicklung der Auswertemethoden für teilzerstörende Eigenspannungsmessverfahren. Ph.D. Thesis, Universität-Gesamthochschule Siegen, Siegen, Germany, 1993. (In German). [Google Scholar]
- Kirsch, G. Die Theorie der Elastizität und die Bedürfnisse der Festigkeitslehre; Springer: Berlin, Germany, 1898; pp. 797–807. (In German) [Google Scholar]
- Schwarz, T.; Kockelmann, H. Die bohrlochmethode—ein für viele anwendungsbereiche optimales verfahren zur experimentellen ermittlung von eigenspannungen. Messtechnische Briefe 1993, 29, 33–38. (In German) [Google Scholar]
- Kockelmann, H.; König, G. Abschlussbericht zum DFG-Forschungsvorhaben Ko 896/2-1 Kennwort: Bohrlochemethode; Materialprüfungsanstalt Universität Stuttgart (MPA Stuttgart): Stuttgart, Germany, 1987. (In German) [Google Scholar]
- König, G. Ein Beitrag zur Weiterentwicklung teilzerstörender Eigenspannungsmeßverfahren. Ph.D. Thesis, Materialprüfungsanstalt Universität Stuttgart (MPA Stuttgart), Stuttgart, Germany, 1991. (In German). [Google Scholar]
- Schajer, G.S. Measurement of non-uniform residual stresses using the hole-drilling method. Part II—Practical application of the integral method. J. Eng. Mater. Technol. 1988, 110, 344–349. [Google Scholar] [CrossRef]
- Schajer, G.S. Measurement of Non-uniform residual stresses using the hole-drilling method. Part I—Stress calculation procedures. J. Eng. Mater. Technol. 1988, 110, 338–343. [Google Scholar] [CrossRef]
- Schwarz, T. Beitrag zur Eigenspannungsermittlung an isotropen, anisotropen sowie inhomogenen, schichtweise aufgebauten Werkstoffen mittels Bohrlochmethode und Ringkernverfahren. Ph.D. Thesis, Materialprüfungsanstalt Universität Stuttgart (MPA Stuttgart), Stuttgart, Germany, 1996. (In German). [Google Scholar]
- Schajer, G.S. Application of finite element calculations to residual stress measurements. J. Eng. Mater. Technol. 1981, 103, 157–163. [Google Scholar] [CrossRef]
- Zhu, J.; Xie, H.; Hu, Z.; Chen, P.; Zhang, Q. Residual stress in thermal spray coatings measured by curvature based on 3D digital image correlation technique. Surf. Coat. Technol. 2011, 206, 1396–1402. [Google Scholar] [CrossRef]
- Sauer, J.P.; Sahoo, P. HVOF process control using Almen and temperature measurement. In Thermal Spray 2001: New Surfaces for a New Millennium, Proceedings of the International Thermal Spray Conference, Singapore, 28–30 May 2001; ASM International: Materials Park, OH, USA, 2001. [Google Scholar]
- Hussary, N.A.; Heberlein, J.V.R. Effect of system parameters on metal break-up and particle formation in the wire arc spray process. J. Therm. Spray Technol. 2007, 16, 140–152. [Google Scholar] [CrossRef]
- Pourmousa, A.; Mostaghimi, J.; Abdini, A.; Chandra, S. Particle size distribution in a wire-arc spraying system. J. Therm. Spray Technol. 2005, 14, 502–510. [Google Scholar] [CrossRef]
- König, J.; Lahres, M.; Zimmermann, S.; Schein, J. Established and adapted diagnostic tools for investigation of a special twin-wire arc spraying process. J. Therm. Spray Technol. 2016, 25, 1233–1254. [Google Scholar] [CrossRef]
- Devillers, J.B.; Liao, H.; Coddet, C.; Malhaire, J.M. Influence of gas flow parameters and nozzle design on secondary atomization in a rotating twin-wire arc spray system. In Thermal Spray 2015, Proceedings of the International Thermal Spray Conference, Long Beach, CA, USA, 11–14 May 2015; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Tillmann, W.; Vogli, E.; Abdulgader, M.; Gurris, M.; Kuzmin, D.; Turek, S. Particle behavior during the arc spraying process with cored wires. J. Therm. Spray Technol. 2008, 17, 966–973. [Google Scholar] [CrossRef]
- Newbery, A.P.; Rayment, T.; Grant, P.S. A particle image velocimetry investigation of in-flight and deposition behaviour of steel droplets during electric arc spray forming. Mater. Sci. Eng. 2004, 383, 137–145. [Google Scholar] [CrossRef]
- Tillmann, W.; Abdulgader, M. Wire composition: Its effect on metal disintegration and particle formation in twin-wire arc-spraying process. J. Therm. Spray Technol. 2013, 22, 352–362. [Google Scholar] [CrossRef]
- Newbery, A.P.; Grant, P.S. Oxidation during electric arc spray forming of steel. J. Mater. Process. Technol. 2006, 178, 259–269. [Google Scholar] [CrossRef]
- Sheppard, P.; Koiprasert, H. Effect of W dissolution in NiCrBSi–WC and NiBSi–WC arc sprayed coatings on wear behaviors. Wear 2014, 317, 194–200. [Google Scholar] [CrossRef]
- He, D.J.; Fu, B.J.; Jiang, J.M.; Li, X.J. Microstructure and wear performance of arc sprayed Fe-FeB-WC Coatings. J. Therm. Spray Technol. 2008, 17, 757–761. [Google Scholar] [CrossRef]
- Tillmann, W.; Klusemann, B.; Nebel, J.; Svendsen, B. Analysis of the mechanical properties of an arc-sprayed WC-FeCSiMn coating: Nanoindentation and simulation. J. Therm. Spray Technol. 2011, 20, 328–335. [Google Scholar] [CrossRef]
- Xu, B.; Zhu, Z.; Ma, S.; Zhang, W.; Liu, W. Sliding wear behavior of Fe–Al and Fe–Al/WC coatings prepared by high velocity arc spraying. Wear 2004, 257, 1089–1095. [Google Scholar] [CrossRef]
- Tillmann, W.; Luo, W.; Selvadurai, U. Wear analysis of thermal spray coatings on 3D surfaces. J. Therm. Spray Technol. 2014, 23, 245–251. [Google Scholar] [CrossRef]
- Tillmann, W.; Hagen, L.; Schröder, P. Tribological characteristics of tungsten carbide reinforced arc sprayed coatings using different carbide grain size fractions. Tribol. Ind. 2017, 39, 168–182. [Google Scholar] [CrossRef]
- Paczkowski, G.; Rupprecht, C.; Wielage, B. High-velocity arc spraying—The renaissance of a coating process. Therm. Spray Bull. 2012, 2, 140–147. [Google Scholar]
- Wiederkehr, T.; Müller, H.; Hegels, D.; Tillmann, W.; Hagen, L. Fast coating deposition simulation for path planning and iterative net-shape optimization on complex workpieces. In Thermal Spray 2015, Proceedings of the International Thermal Spray Conference, Long Beach, CA, USA, 11–14 May 2015; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Tillmann, W.; Abdulgader, M.; Anjami, N.; Hagen, L. Studying the effect of the air-cap configuration in twin-wire arc-spraying process on the obtained flow characteristics using design of experiment oriented fluid simulation. J. Therm. Spray Technol. 2015, 24, 46–54. [Google Scholar] [CrossRef]
- Horner, A.L.; Hall, A.C.; McCloskey, J.F. The effect of process parameters on twin wire arc spray pattern shape. Coatings 2015, 5, 115–123. [Google Scholar] [CrossRef]
- Liao, H.L.; Zhu, Y.L.; Bolot, R.; Coddet, C.; Ma, S.N. Size distribution of particles from individual wires and the effects of nozzle geometry in twin wire arc spraying. Surf. Coat. Technol. 2005, 200, 2123–2130. [Google Scholar] [CrossRef]
- Chen, Y.; Liang, X.; Liu, Y.; Xu, B. Numerical analysis of the effect of arc spray gun configuration parameters on the external gas flow. J. Mater. Process. Technol. 2009, 209, 5924–5931. [Google Scholar] [CrossRef]
- Chen, Y.; Liang, X.; Wei, S.; Chen, X.; Xu, B. Numerical simulation of the twin-wire arc spraying process: Modeling the high velocity gas flow field distribution and droplets transport. J. Therm. Spray Technol. 2011, 21, 263–274. [Google Scholar] [CrossRef]
- Toma, S.L.; Bejinariu, C.; Baciu, R.; Radu, S. The effect of frontal nozzle geometry and gas pressure on the steel coating properties obtained by wire arc spraying. Surf. Coat. Technol. 2013, 220, 266–270. [Google Scholar] [CrossRef]
- Czichos, H.; Saito, T.; Smith, L. Springer Handbook of Materials Measurement Methods; Springer: Heidelberg, Germany, 2006. [Google Scholar]
- Advanced Technical Ceramics—Mechanical Properties of Monolithic Ceramics at Room Temperature—Part 2: Determination of Young’s Modulus, Shear Modulus and Poisson’s Ratio; German Institute for Standardization: Berlin, Germany, 2007.
- Tillmann, W.; Luo, W.; Selvadurai, U. Measurement of the Young’s modulus of thermal spray coatings by means of several methods. J. Therm. Spray Technol. 2013, 22, 290–298. [Google Scholar] [CrossRef]
- Griffiths, B.J.; Gawne, D.T.; Dong, G. The role of grit blasting in the production of high-adhesion plasma sprayed alumina coatings. Proc. Inst. Mech. Eng. Part B 1997, 211, 1–9. [Google Scholar] [CrossRef]
- Griffiths, B.J.; Gawne, D.T.; Dong, G. A definition of the topography of grit-blasted surfaces for plasma sprayed alumina coatings. J. Manuf. Sci. Eng. 1999, 121, 49–53. [Google Scholar] [CrossRef]
- Abedini, A.; Pourmousa, A.; Chandra, S.; Mostaghimi, J. Effect of substrate temperature on the properties of coatings and splats deposited by wire arc spraying. Surf. Coat. Technol. 2006, 201, 3350–3358. [Google Scholar] [CrossRef]
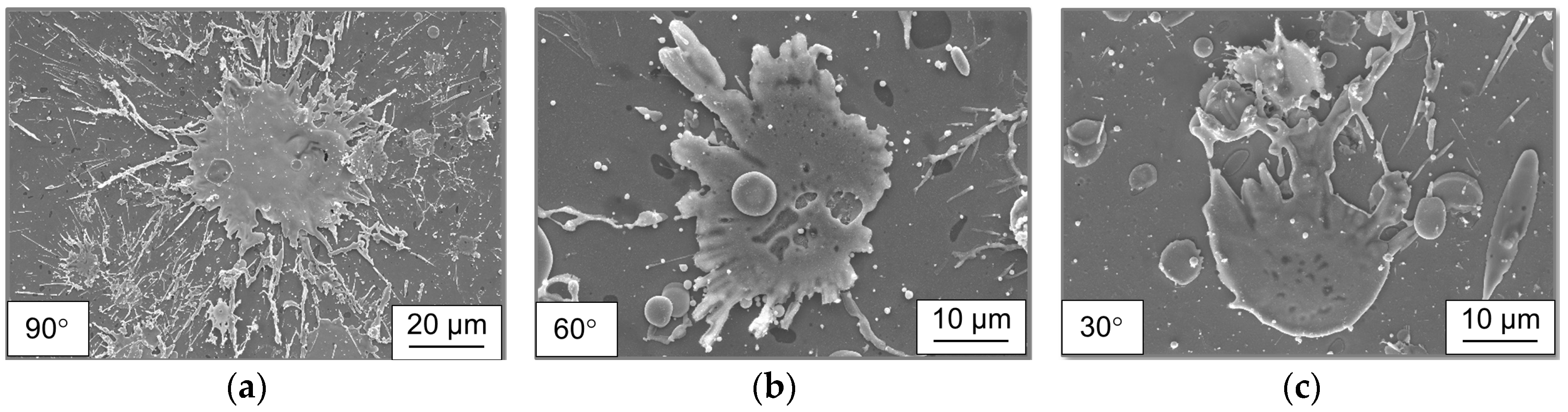
- Montavon, G.; Sampath, S.; Berndt, C.C.; Herman, H.; Coddet, C. Effects of the spray angle on splat morphology during thermal spraying. Surf. Coat. Technol. 1997, 91, 107–115. [Google Scholar] [CrossRef]
- Sobolev, V.V.; Guilemany, J.M. Influence of droplet impact angle on droplet-substrate mechanical interaction in thermal spraying. Mater. Lett. 1998, 33, 315–319. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y.; Wang, Y.Y.; Fukanuma, H. Effect of spray angle on deposition characteristics in cold spraying. In Thermal Spray 2003: Advancing the Science and Applying the Technology, Proceedings of the International Thermal Spray Conference, Orlando, FL, USA, 5–8 May 2003; ASM International: Materials Park, OH, USA, 2003. [Google Scholar]
- Trifa, F.L.; Montavon, G.; Coddet, C. On the relationships between the geometric processing parameters of APS and the Al2O3–TiO2 deposit shapes. Surf. Coat. Technol. 2005, 195, 54–69. [Google Scholar] [CrossRef]
- Kang, C.W.; Ng, H.W.; Yu, S.C.M. Imaging diagnostics study on obliquely impacting plasma-sprayed particles near to the substrate. J. Therm. Spray Technol. 2006, 15, 118–130. [Google Scholar] [CrossRef]
- Krebs, B. Konturgenaue Bauteilbeschichtung für den Verschleißschutz mittels atmosphärischen Plasmaspritzens und Lichtbogenspritzens. Ph.D. Thesis, TU Domund University, Dortmund, Germany, 2011. (In German). [Google Scholar]
- Zagorski, A.V.; Stadelmaier, F. Full-scale modeling of a thermal spray process. Surf. Coat. Technol. 2001, 146–147, 162–167. [Google Scholar] [CrossRef]
- Smith, M.F.; Neiser, R.A.; Dykhuizen, R.C. An investigation of the effects of droplet impact angle in thermal spray deposition. In Thermal Spray Industrial Applications, Proceedings of the National Thermal Spray Conference, Boston, MA, USA, 20–24 June 1994; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Portinha, A.; Teixeira, V.; Carneiro, J.; Beghi, M.G.; Bottani, C.E.; Franco, N.; Vassen, R.; Stoever, D.; Sequeira, A.D. Residual stresses and elastic modulus of thermal barrier coatings graded in porosity. Surf. Coat. Technol. 2004, 188–189, 120–128. [Google Scholar] [CrossRef]
- Celik, E.; Sarikaya, O. The effect on residual stresses of porosity in plasma sprayed MgO–ZrO2 coatings for an internal combustion diesel engine. Mater. Sci. Eng. A 2004, 379, 11–16. [Google Scholar] [CrossRef]
- Funke, C.; Mailand, J.C.; Siebert, B.; Vassen, R.; Stoever, D. Characterization of ZrO2–7 wt % Y2O3 thermal barrier coatings with different porosities and FEM analysis of stress redistribution during thermal cycling of TBCs. Surf. Coat. Technol. 1997, 94–95, 106–111. [Google Scholar] [CrossRef]
- Teixeira, V. Numerical analysis of the influence of coating porosity and substrate elastic properties on the residual stresses in high temperature graded coatings. Surf. Coat. Technol. 2001, 146–147, 79–84. [Google Scholar] [CrossRef]
- SIJ Metal Ravne Steel Selector. Available online: http://sij.metalravne.com/steelselector/steels/C45.html (accessed on 26 July 2017).
- Selvadurai, U.; Hollingsworth, P.; Baumann, I.; Hussong, B.; Tillmann, W.; Rausch, S.; Biermann, D. Influence of the handling parameters on residual stresses of HVOF-sprayed WC-12Co coatings. Surf. Coat. Technol. 2015, 268, 30–35. [Google Scholar] [CrossRef]
- Song, Y.; Zhuan, X.; Wang, T.J.; Chen, X. Evolution of thermal stress in a coating/substrate system during the cooling process of fabrication. Mech. Mater. 2014, 74, 26–40. [Google Scholar] [CrossRef]
- Oladijo, O.P.; Venter, A.M.; Cornish, L.A.; Sacks, N. X-ray diffraction measurement of residual stress in WC–Co thermally sprayed coatings onto metal substrates. Surf. Coat. Technol. 2012, 206, 4725–4729. [Google Scholar] [CrossRef]
- Elshafei, E.A.M.; Mohamed, M.S.; Mansour, H.; Sakr, M. Experimental study of heat transfer in pulsating turbulent flow in a pipe. Int. J. Heat Fluid Flow 2008, 29, 1029–1038. [Google Scholar] [CrossRef]
- Wiberg, R.; Lior, N. Heat transfer from a cylinder in axial turbulent flows. Int. J. Heat Mass Transf. 2005, 48, 1505–1517. [Google Scholar] [CrossRef]
- Masoumifard, N.; Mostoufi, N.; Hamidi, A.A.; Sotudeh-Gharebagh, R. Investigation of heat transfer between a horizontal tube and gas–solid fluidized bed. Int. J. Heat Fluid Flow 2008, 29, 1504–1511. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Primary Gas Pressure (PGP) (Mpa) | Gun Velocity (mm/min) | Substrate Temperature (°C) | Spray Angle (°) |
|---|---|---|---|---|
| Gas velocity | 0.4 | 12,000 | RT | 90 |
| 0.6 | 12,000 | RT | 90 | |
| 0.8 | 12,000 | RT | 90 | |
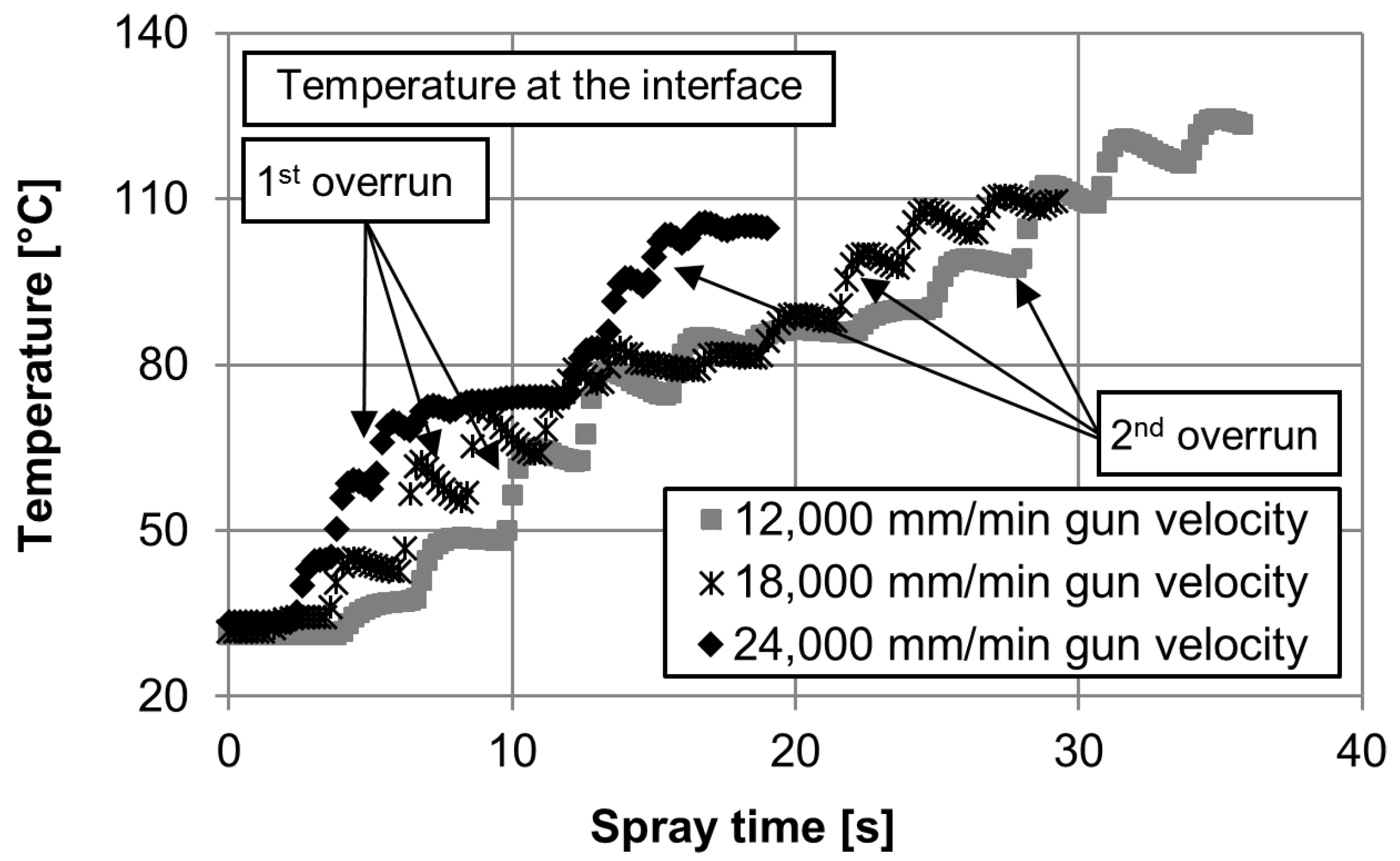
| Deposition rate | 0.6 | 12,000 | RT | 90 |
| 0.6 | 18,000 | RT | 90 | |
| 0.6 | 24,000 | RT | 90 | |
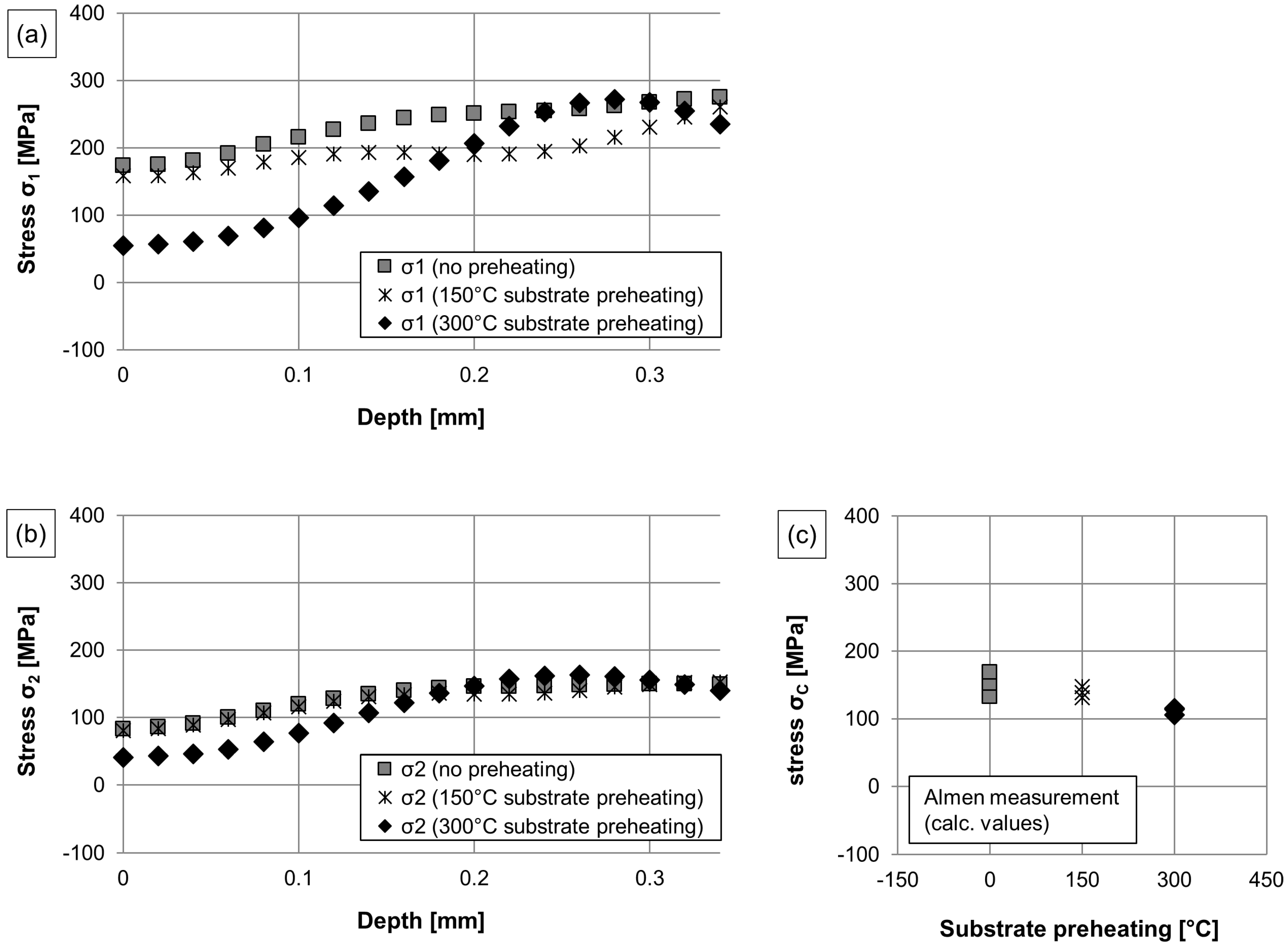
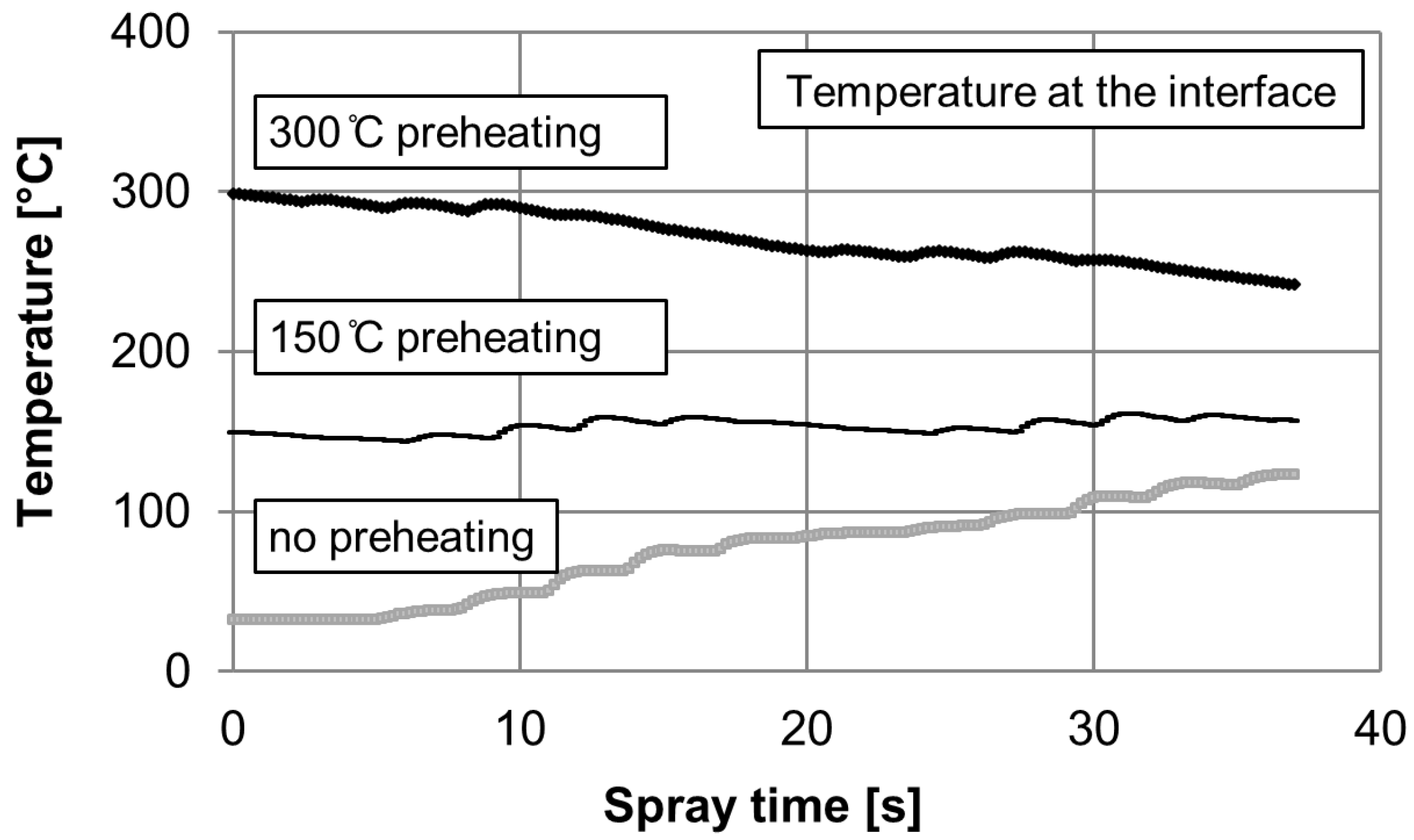
| Preheating | 0.6 | 12,000 | RT | 90 |
| 0.6 | 12,000 | 150 | 90 | |
| 0.6 | 12,000 | 300 | 90 | |
| Spray angle | 0.6 | 12,000 | RT | 90 |
| 0.6 | 12,000 | RT | 60 | |
| 0.6 | 12,000 | RT | 30 |
| Material | Young’s Modulus E | Shear Modulus G | Poisson Ratio v |
|---|---|---|---|
| CTC-FeCMnSi | 55 GPa | 21.2 GPa | 0.3 |
| 1.0503 Steel | 190 GPa | 73.6 GPa | 0.29 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tillmann, W.; Hagen, L.; Luo, W. Process Parameter Settings and Their Effect on Residual Stresses in WC/W2C Reinforced Iron-Based Arc Sprayed Coatings. Coatings 2017, 7, 125. https://doi.org/10.3390/coatings7080125
Tillmann W, Hagen L, Luo W. Process Parameter Settings and Their Effect on Residual Stresses in WC/W2C Reinforced Iron-Based Arc Sprayed Coatings. Coatings. 2017; 7(8):125. https://doi.org/10.3390/coatings7080125
Chicago/Turabian StyleTillmann, Wolfgang, Leif Hagen, and Weifeng Luo. 2017. "Process Parameter Settings and Their Effect on Residual Stresses in WC/W2C Reinforced Iron-Based Arc Sprayed Coatings" Coatings 7, no. 8: 125. https://doi.org/10.3390/coatings7080125
APA StyleTillmann, W., Hagen, L., & Luo, W. (2017). Process Parameter Settings and Their Effect on Residual Stresses in WC/W2C Reinforced Iron-Based Arc Sprayed Coatings. Coatings, 7(8), 125. https://doi.org/10.3390/coatings7080125