Microstructure, Mechanical, Oxidation and Corrosion Properties of the Cr-Al-Si-N Coatings Deposited by a Hybrid Sputtering System



Abstract
:1. Introduction
2. Experimental Details
2.1. Film Deposition
2.2. Film Characterizations
3. Results and Discussion
3.1. Composition and Deposition Rate
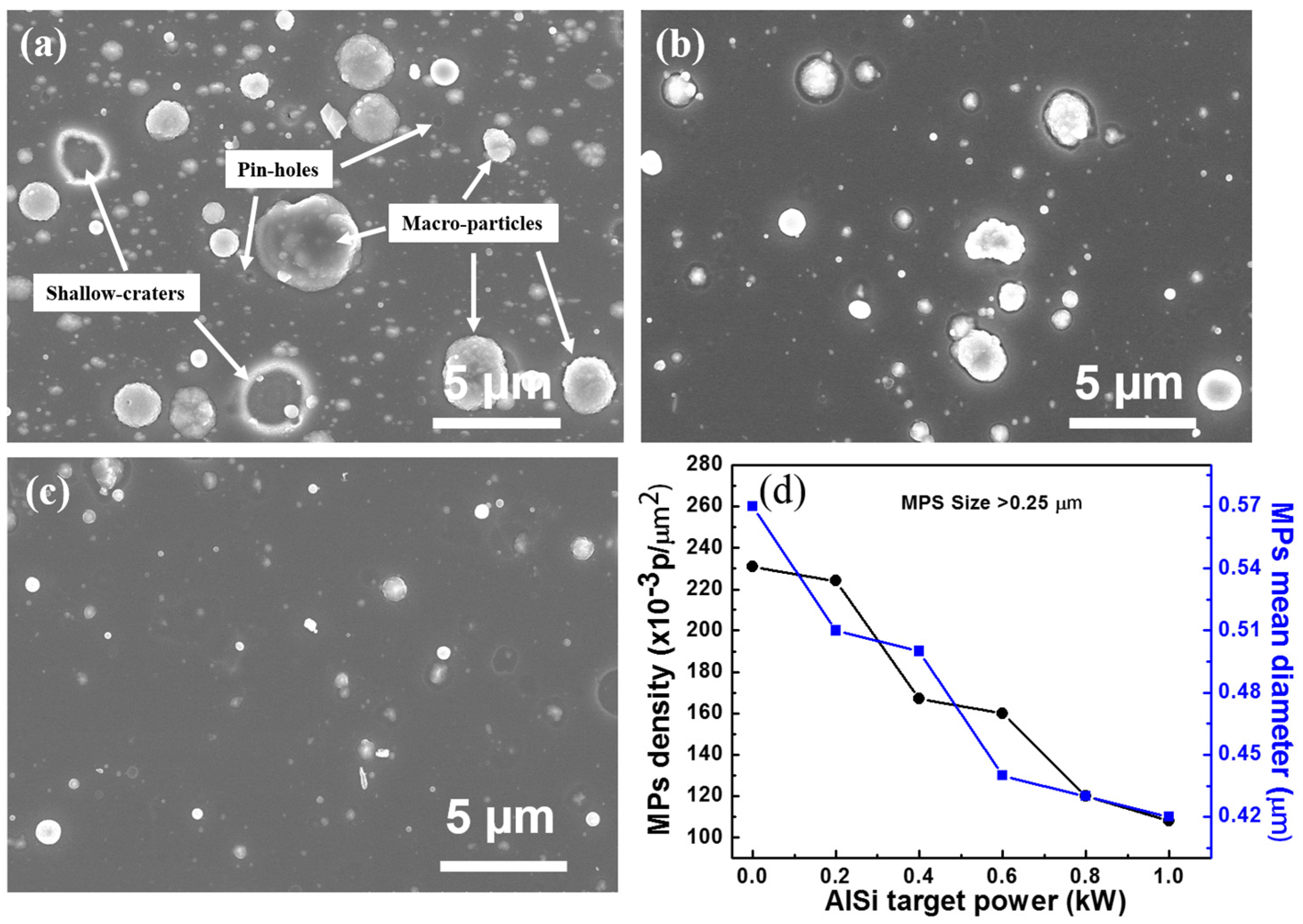
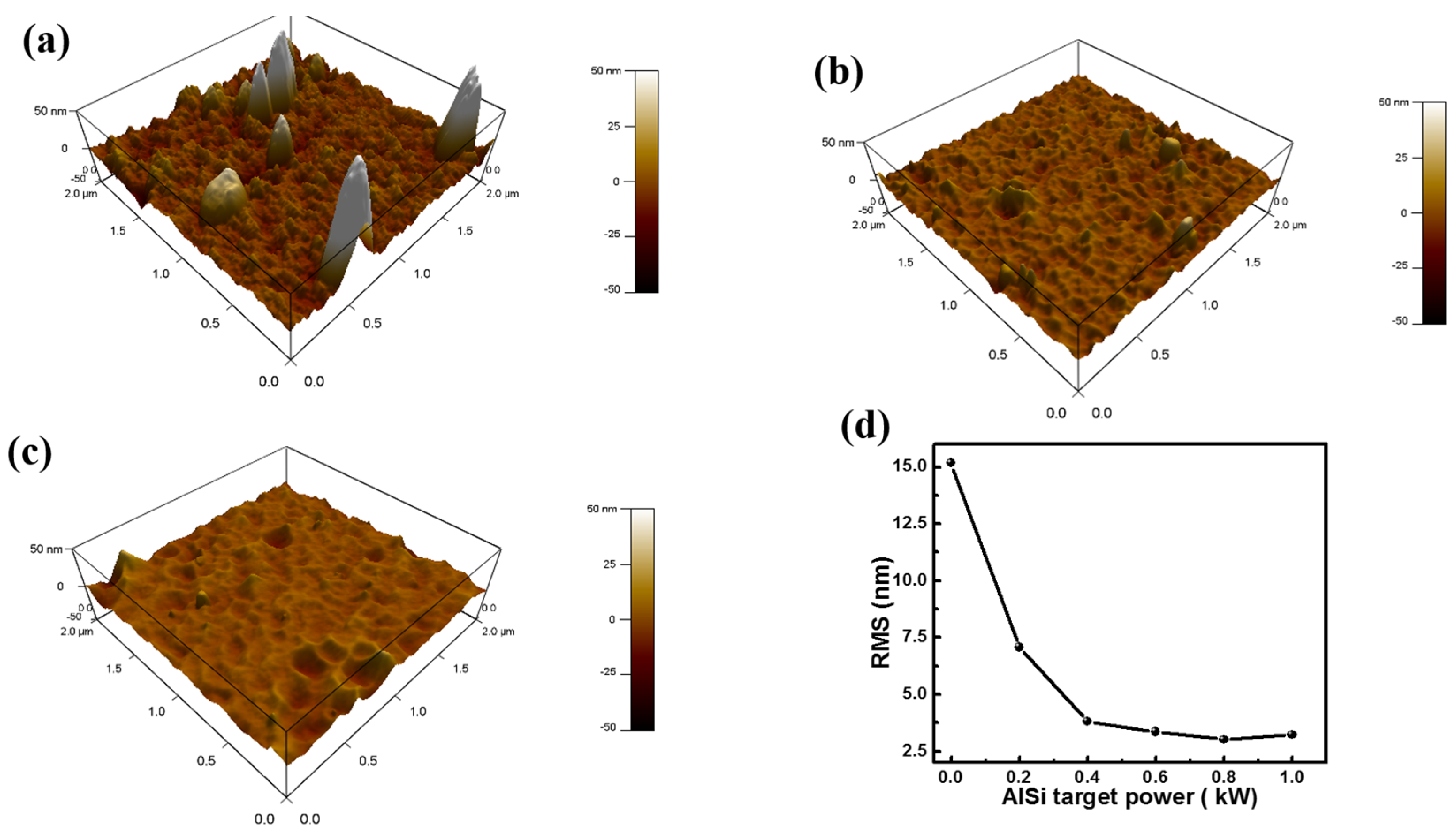
3.2. Morphology and Microstructure Analyses
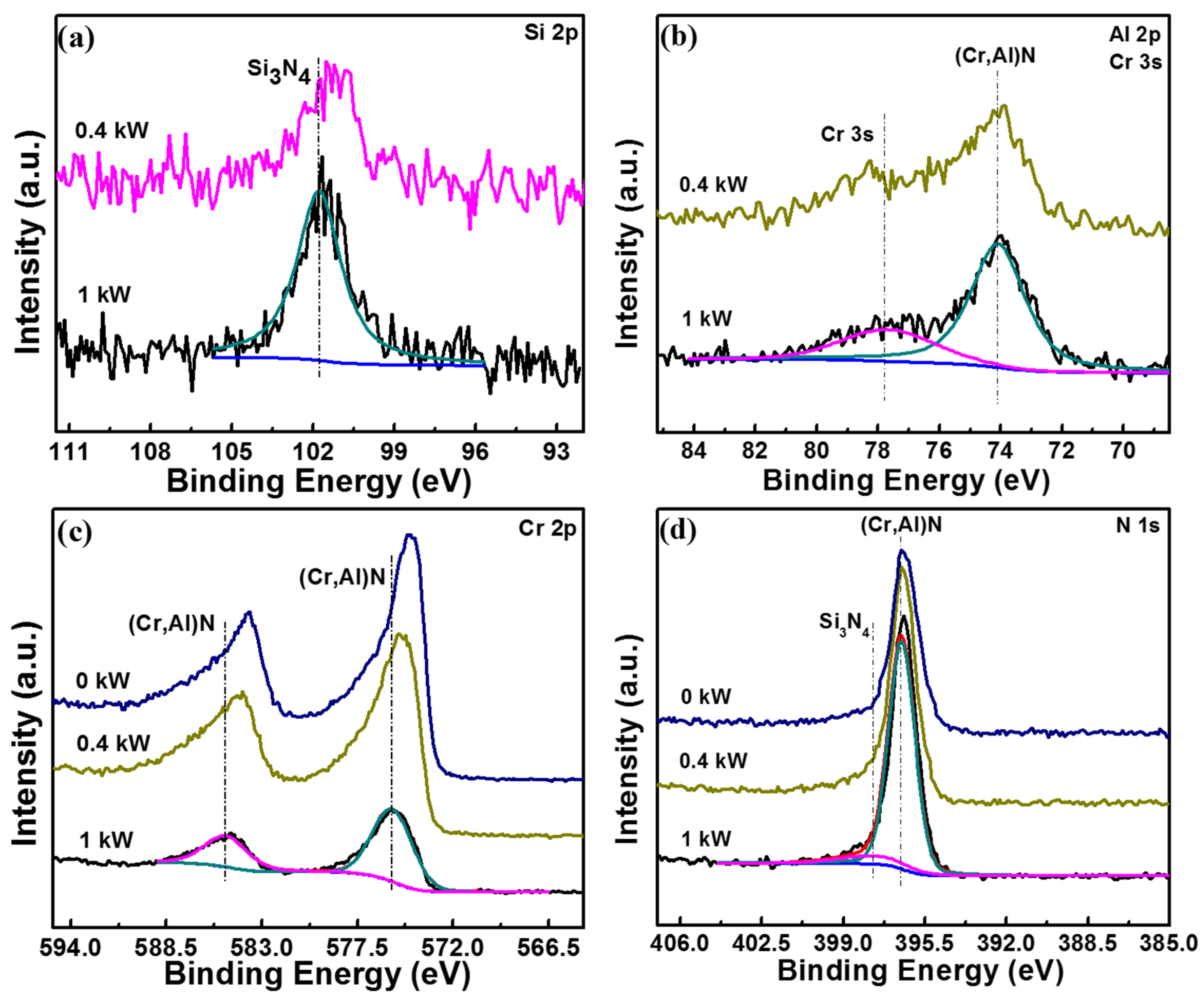
3.3. XRD and XPS Analysis
3.4. Mechanical and Tribological Performances
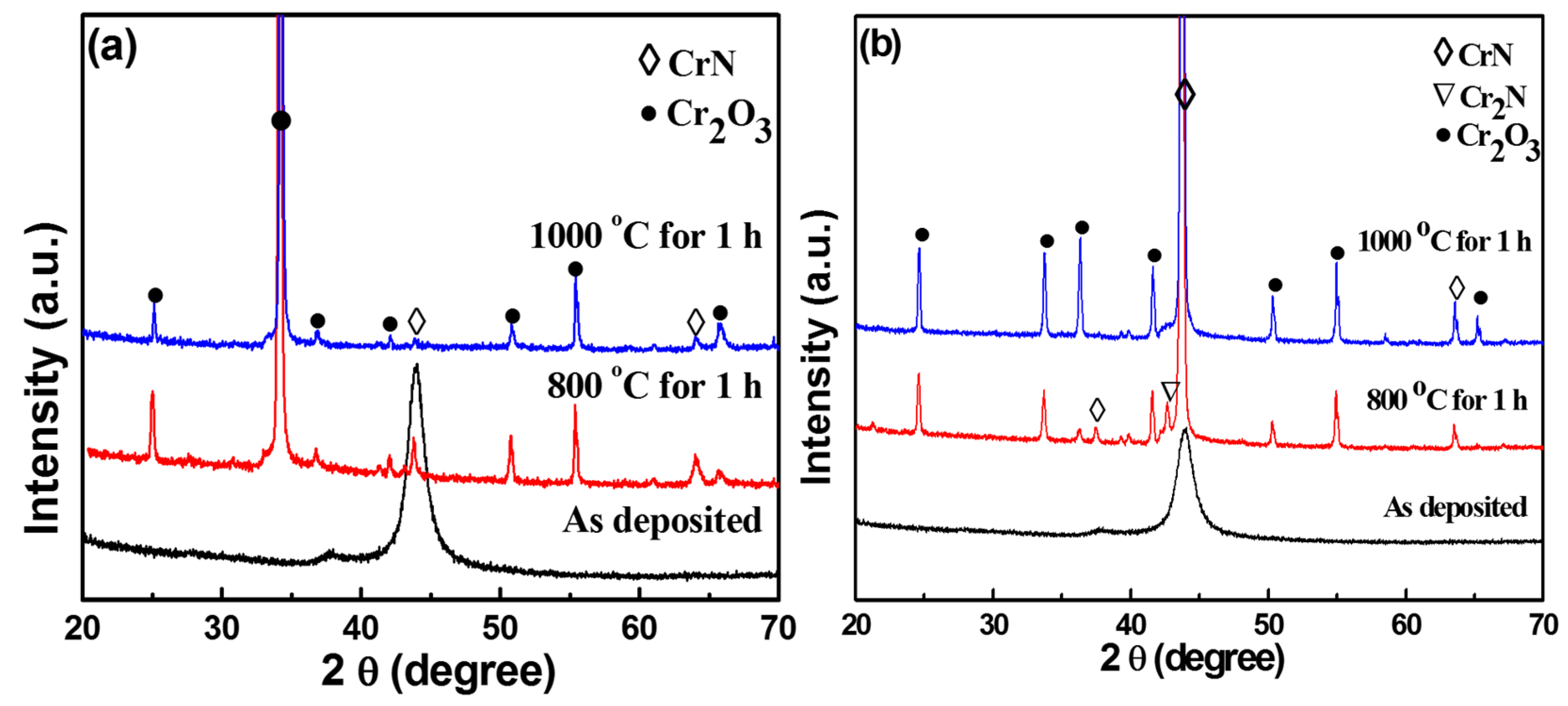
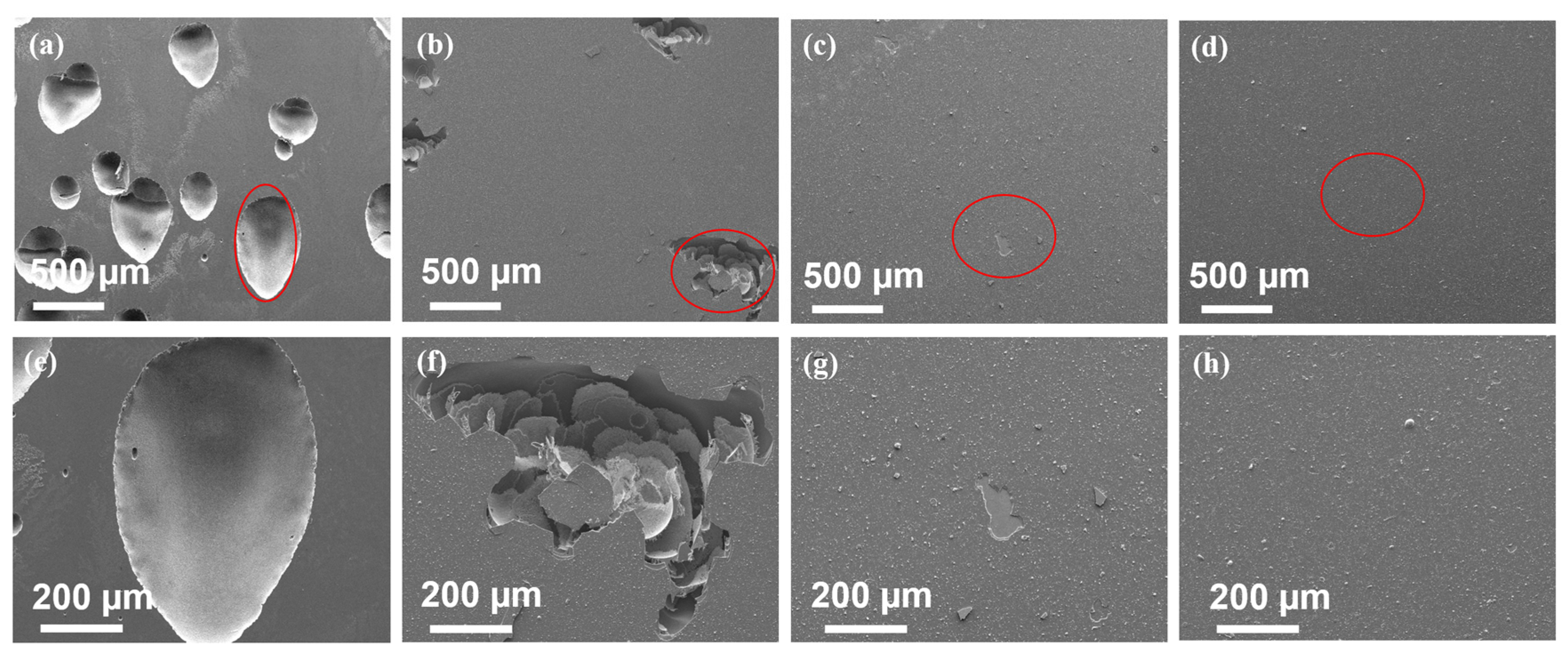
3.5. Oxidation and Corrosion Properties
4. Conclusions
- (1)
- With increasing Al-Si target power, the number of macroparticles greatly decreased through loosely-adhered particles falling off from the surface and the decrease of Cr concentration. The Cr-Al-Si-N film exhibited a maximum hardness of about 27 GPa at a target power of 0.4 kW, which was relatively lower than that of the superhard nanocomposite coatings due to low Si content and not enough formation of an amorphous phase to completely cover the Cr(Al)N crystals.
- (2)
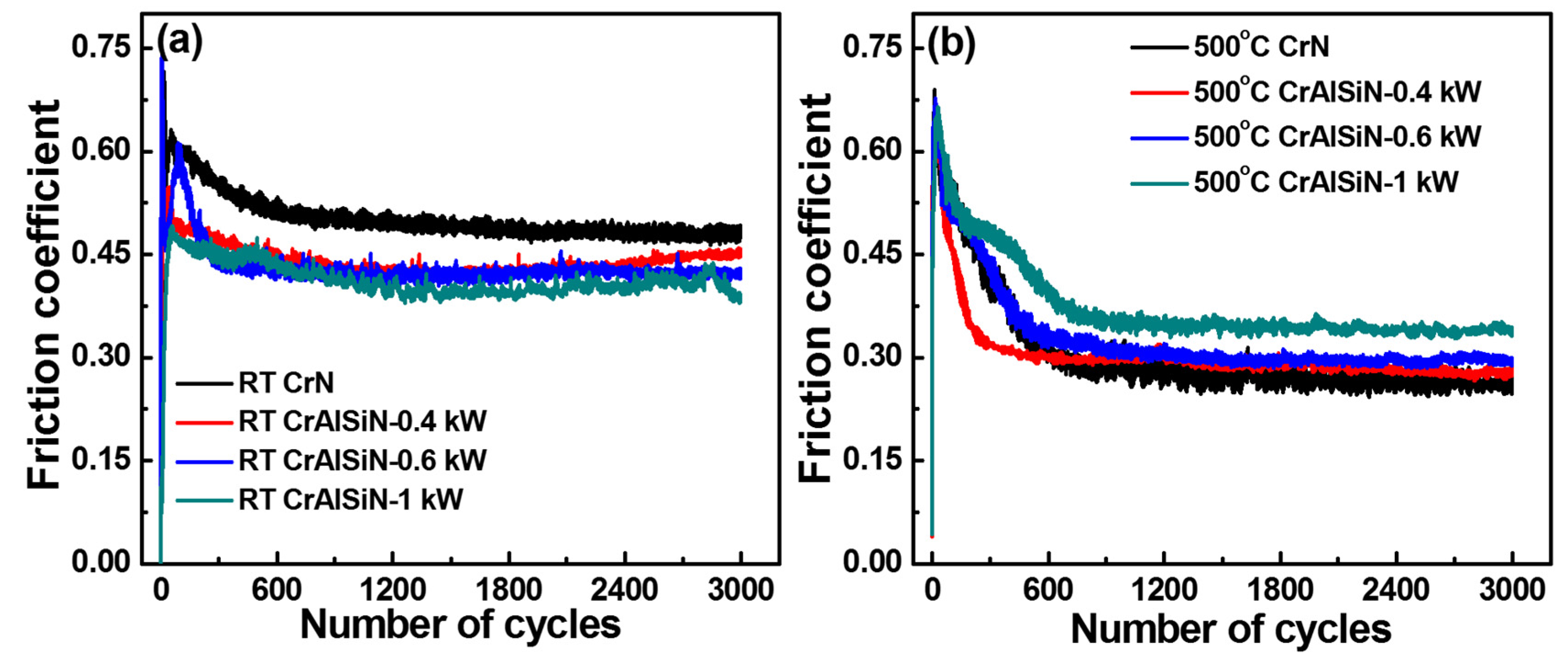
- Cr-Al-Si-N coatings showed a lower friction coefficient than the CrN coating at room temperature, which was ascribed to less microparticles (MPs) and an oxide tribolayer generated on Cr-Al-Si-N coatings acting as solid lubrication. When tested at 500 °C, the exhibited wear rate of the Cr-Al-Si-N coatings was smaller than that of the CrN coatings by one order of magnitude. The denser structure, higher hardness and oxide tribolayer led to the enhanced wear resistance of the Cr-Al-Si-N coatings.
- (3)
- The oxidation experiments were measured at 800 and 1000 °C; these results demonstrated a better oxidation resistance in the Cr-Al-Si-N coatings than the CrN coating. The formation of a dense mixed oxide layer could act as a diffusion barrier to protect underneath the coating. The Cr-Al-Si-N coatings also exhibited excellent corrosion resistance due to their much denser structure compared with the CrN coating.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tricoteaux, A.; Jouan, P.Y.; Guerin, J.D.; Martinez, J.; Djouadi, A. Fretting wear properties of CrN and Cr2N coatings. Surf. Coat. Technol. 2003, 174–175, 440–443. [Google Scholar] [CrossRef]
- He, L.Q.; Chen, L.; Xu, Y.X. Interfacial structure, mechanical properties and thermal stability of CrAlSiN/CrAlN multilayer coatings. Mater. Charact. 2017, 125, 1–6. [Google Scholar] [CrossRef]
- Yang, B.; Chen, L.; Chang, K.K.; Pan, W.; Peng, Y.B.; Du, Y.; Liu, Y. Thermal and thermomechanical properties of Ti-Al-N and Cr-Al-N coatings. Int. J. Refract. Met. Hard Mater. 2012, 35, 235–240. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High-temperature tribological properties of CrAlN, CrAlSiN and AlCrSiN coatings. Surf. Coat. Technol. 2011, 206, 1244–1251. [Google Scholar] [CrossRef]
- Tien, S.K.; Lin, C.H.; Tsai, Y.Z.; Duh, J.G. Effect of nitrogen flow on the properties of quaternary CrAlSiN coatings at elevated temperatures. Surf. Coat. Technol. 2007, 202, 735–739. [Google Scholar] [CrossRef]
- Chen, H.W.; Chan, Y.C.; Lee, J.W.; Duh, J.G. Oxidation resistance of nanocomposite CrAlSiN under long-time heat treatment. Surf. Coat. Technol. 2011, 206, 1571–1576. [Google Scholar] [CrossRef]
- Caiazzo, F.C.; Sisti, V.; Trasatti, S.P.; Trasatti, S. Electrochemical characterization of multilayer Cr/CrN-based coatings. Coatings 2014, 4, 508–526. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Selvakumar, N.; Deepthi, B.; Rajam, K.S. A comparative study of reactive direct current magnetron sputtered CrAlN and CrN coatings. Surf. Coat. Technol. 2006, 201, 2193–2201. [Google Scholar] [CrossRef]
- Heo, S.J.; Kim, S.W.; Yeo, I.W.; Park, S.J.; Oh, Y.S. Effect of bias voltage on microstructure and phase evolution of Cr–Mo–N coatings by an arc bonded sputter system. Ceram. Int. 2016, 42, 5231–5237. [Google Scholar]
- Kim, G.; Kim, B.; Lee, S.; Hahn, J. Structure and mechanical properties of Cr-Zr-N films synthesized by closed field unbalanced magnetron sputtering with vertical magnetron sources. Surf. Coat. Technol. 2005, 200, 1669–1675. [Google Scholar] [CrossRef]
- Shin, J.H.; Wang, Q.M.; Kim, K.H. Microstructural evolution and tribological behavior of Mo-Cu-N coatings as a function of Cu content. Mater. Chem. Phys. 2011, 130, 870–879. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A. Effect of substrate bias voltage on the properties of CrCN and CrN coatings deposited by cathodic arc evaporation. Vacuum 2013, 90, 145–150. [Google Scholar] [CrossRef]
- Benkahoul, M.; Robin, P.; Martinu, L.; Klemberg-Sapieha, J.E. Tribological properties of duplex Cr-Si-N coatings on SS410 steel. Surf. Coat. Technol. 2009, 203, 934–940. [Google Scholar] [CrossRef]
- Wu, W.W.; Chen, W.L.; Yang, S.B.; Lin, Y.; Zhang, S.H.; Cho, T.Y.; Lee, G.H.; Kwon, S.C. Design of AlCrSiN multilayers and nanocomposite coating for HSS cutting tools. Appl. Surf. Sci. 2015, 351, 803–810. [Google Scholar] [CrossRef]
- Yadav, P.; Lee, D.B.; Lin, Y.; Zhang, S.H.; Kwon, S.C. High-temperature corrosion of AlCrSiN film in Ar-1% SO2 gas. Coatings 2017, 7, 44. [Google Scholar] [CrossRef]
- Tritremmel, C.; Daniel, R.; Polcik, M.L.P.; Mitterer, C. Influence of Al and Si content on structure and mechanical properties of arc evaporated Al-Cr-Si-N thin films. Thin Solid Films 2013, 534, 403–409. [Google Scholar] [CrossRef]
- Sabitzer, C.; Paulitsch, J.; Kolozsvári, S.; Rachbauer, R.; Mayrhofer, P.H. Influence of bias potential and layer arrangement on structure and mechanical properties of arc evaporated Al-Cr-N coatings. Vacuum 2014, 106, 49–52. [Google Scholar] [CrossRef]
- Reiter, A.E.; Mitterer, C.; Sartory, B. Oxidation of arc-evaporated Al1−xCrxN coatings. J. Vac. Sci. Technol. A 2007, 25, 711–720. [Google Scholar] [CrossRef]
- Sabitzer, C.; Paulitsch, J.; Kolozsvári, S.; Rachbauer, R.; Mayrhofer, P.H. Impact of bias potential and layer arrangement on thermal stability of arc evaporated Al-Cr-N coatings. Thin Solid Films 2016, 610, 26–34. [Google Scholar] [CrossRef]
- Liu, A.H.; Deng, J.X.; Cui, H.B.; Chen, Y.Y.; Zhao, J. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar]
- Ding, X.Z.; Tan, A.L.K.; Zeng, X.T.; Wang, C.; Yue, T.; Sun, C.Q. Corrosion resistance of CrAlN and TiAlN coatings deposited by lateral rotating cathode arc. Thin Solid Films 2008, 516, 5716–5720. [Google Scholar] [CrossRef]
- Huang, L.L.; Zou, C.W.; Xie, W.; Peng, F.; Shao, L.X. Influence of Si contents on the microstructure, mechanical and tribological properties of Cr-Si-N coatings. Ceram. Int. 2016, 42, 5062–5067. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Lai, H.M. Oxidation behavior of Si-doped nanocomposite CrAlSiN coatings. Surf. Coat. Technol. 2014, 259, 152–158. [Google Scholar] [CrossRef]
- Chen, H.W.; Chan, Y.C.; Lee, J.W.; Duh, J.G. Influence of Si contents on tribological characteristics of CrAlSiN nanocomposite coatings. Surf. Coat. Technol. 2010, 205, 1189–1191. [Google Scholar] [CrossRef]
- Chang, C.C.; Chen, H.W.; Lee, J.W.; Duh, J.G. Development of Si-modified CrAlSiN nanocomposite coating for anti-wear application in extreme environment. Surf. Coat. Technol. 2015, 284, 273–280. [Google Scholar] [CrossRef]
- Wan, X.S.; Zhao, S.S.; Yang, Y.; Gong, J.; Sun, C. Effects of nitrogen pressure and pulse bias voltage on the properties of Cr-N coatings deposited by arc ion plating. Surf. Coat. Technol. 2010, 204, 1800–1810. [Google Scholar] [CrossRef]
- Wang, Q.M.; Kim, K.H. Microstructural control of Cr-Si-N films by a hybrid arc ion plating and magnetron sputtering process. Acta Mater. 2009, 57, 4974–4987. [Google Scholar] [CrossRef]
- Li, W.Z.; Evaristo, M.; Cavaleiro, A. Influence of Al on the microstructure and mechanical properties of Cr-Zr-(Al-)N coatings with low and high Zr content. Surf. Coat. Technol. 2012, 206, 3764–3771. [Google Scholar] [CrossRef]
- Wang, Q.M.; Kim, K.H. Effect of negative bias voltage on CrN films deposited by arc ion plating. I. Macroparticles filtration and film-growth characteristics. J. Vac. Sci. Technol. 2008, 26, 1258–1266. [Google Scholar] [CrossRef]
- Zhang, S.H.; Wang, L.; Wang, Q.M.; Li, M.X. A superhard CrAlSiN superlattice coating deposited by multi-arc ion plating: I. Microstructure and mechanical properties. Surf. Coat. Technol. 2013, 214, 160–167. [Google Scholar] [CrossRef]
- Zhang, T.F.; Gan, B.; Park, S.M.; Wang, Q.M.; Kim, K.H. Influence of negative bias voltage and deposition temperature on microstructure and properties of superhard TiB2 coatings deposited by high power impulse magnetron sputtering. Surf. Coat. Technol. 2014, 253, 115–122. [Google Scholar] [CrossRef]
- Li, M.S.; Wang, F.H. Effects of nitrogen partial pressure and pulse bias voltage on (Ti,Al)N coatings by arc ion plating. Surf. Coat. Technol. 2003, 167, 197–202. [Google Scholar] [CrossRef]
- Zou, C.W.; Wang, H.J.; Li, M.; Yu, Y.F.; Liu, C.S.; Guo, L.P.; Fu, D.J. Microstructure and mechanical properties of Cr-Si-N nanocomposite coatings deposited by combined cathodic arc middle frequency magnetron sputtering. J. Alloys Compd. 2009, 485, 236–240. [Google Scholar] [CrossRef]
- Endrino, J.L.; Palacin, S.; Aguirre, M.H.; Gutierrez, A.; Schafers, F. Determination of the local environment of silicon and the microstructure of quaternary CrAl(Si)N films. Acta Mater. 2007, 55, 2129–2135. [Google Scholar] [CrossRef]
- Kang, M.C.; Kim, J.S.; Kim, K.H. Cutting performance using high reliable device of Ti-Si-N coated cutting tool for high-speed interrupted machining. Surf. Coat. Technol. 2005, 200, 1939–1944. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Chang, C.P.; Wang, D.Y.; Yang, S.M.; Wu, W. High temperature oxidation resistance of CrAlSiN coatings synthesized by a cathodic arc deposition process. J. Alloys Compd. 2008, 461, 336–341. [Google Scholar] [CrossRef]
- Kang, M.S.; Wang, T.G.; Shin, J.H.; Nowak, R.; Kim, K.H. Synthesis and properties of Cr-Al-Si-N films deposited by hybrid coating system with high power impulse magnetron sputtering (HiPIMS) and DC pulse sputtering. Trans. Nonferr. Met. Soc. China 2012, 22, 729–734. [Google Scholar] [CrossRef]
- Li, W.; Liu, P.; Zhu, X.D.; Pan, D.; Ma, F.C.; Liu, X.K. Effect of Si content on microstructural evolution and superhardness effect of TiN/CrAlSiN nanomultilayered films. J. Alloys Compd. 2015, 650, 592–597. [Google Scholar] [CrossRef]
- Pelleg, J.; Zevin, L.Z.; Lungo, S. Reactive-sputter-deposited TiN films on glass substrates. Thin Solid Films 1991, 197, 117–128. [Google Scholar] [CrossRef]
- Wang, Q.M.; Kim, K.H. Effect of negative bias voltage on CrN films deposited by arc ion plating. II. Film composition, structure, and properties. J. Vac. Sci. Technol. 2008, 26, 1267–1276. [Google Scholar] [CrossRef]
- He, X.M.; Baker, N.; Kehler, B.A.; Walter, K.C.; Nastasi, M. Structure, hardness, and tribological properties of reactive magnetron sputtered chromium nitride films. J. Vac. Sci. Technol. 2000, 18, 30–36. [Google Scholar] [CrossRef]
- Park, I.W.; Kang, D.S.; Moore, J.J.; Kwon, S.C.; Rha, J.J.; Kim, K.H. Microstructures, mechanical properties, and tribological behaviors of Cr-Al-N, Cr-Si-N, and Cr-Al-Si-N coatings by a hybrid coating system. Surf. Coat. Technol. 2007, 201, 5223–5227. [Google Scholar] [CrossRef]
- Ding, J.C.; Zou, C.W.; Wang, Q.M.; Zeng, K.; Feng, S.C. Effect of bias voltage on the microstructure and hardness of Ti-Si-N films deposited by using high-power impulse magnetron sputtering. J. Korean Phys. Soc. 2016, 68, 351–356. [Google Scholar] [CrossRef]
- Jiang, N.; Shen, Y.G.; Zhang, H.J.; Bao, S.N.; Hou, X.Y. Superhard nanocomposite Ti-Al-Si-N films deposited by reactive unbalanced magnetron sputtering. Mater. Sci. Eng. 2006, 135, 1–9. [Google Scholar] [CrossRef]
- Zhou, M.; Makino, Y.; Nose, M.; Nogi, K. Phase transition and properties of Ti-Al-N thin films prepared by r.f.-plasma assisted magnetron sputtering. Thin Solid Films 1999, 339, 203–208. [Google Scholar] [CrossRef]
- Wang, T.G.; Jeong, D.; Liu, Y.M.; Wang, Q.M.; Iyengar, S.; Melin, S.; Kim, K.H. Study on nanocrystalline Cr2O3 films deposited by arc ion plating: II. Mechanical and tribological properties. Surf. Coat. Technol. 2012, 206, 2638–2644. [Google Scholar] [CrossRef]
- Callister, W.D. Fundamentals of Materials Science and Engineering: An Integrated Approach, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 252–256. [Google Scholar]
- Wang, T.G.; Zhao, S.S.; Hua, W.G.; Li, J.B.; Gong, J.; Sun, C. Estimation of residual stress and its effects on the mechanical properties of detonation gun sprayed WC-Co coatings. Mater. Sci. Eng. 2010, 527, 454–461. [Google Scholar] [CrossRef]
- Patscheider, J.; Zehnder, T.; Diserens, M. Structure-performance relations in nanocomposite coatings. Surf. Coat. Technol. 2001, 146–147, 201–208. [Google Scholar] [CrossRef]
- Lin, J.; Mishra, B.; Moore, J.J.; Sproul, W.D. A study of the oxidation behavior of CrN and CrAlN thin films in air using DSC and TGA analyses. Surf. Coat. Technol. 2008, 202, 3272–3283. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High temperature properties of CrAlN, CrAlSiN and AlCrSiN coatings–Structure and oxidation. Mater. Chem. Phys. 2011, 129, 195–201. [Google Scholar] [CrossRef]
- Lin, C.H.; Duh, J.G. Electrochemical impedance spectroscopy (EIS) study on corrosion performance of CrAlSiN coated steels in 3.5 wt % NaCl solution. Surf. Coat. Technol. 2009, 204, 784–787. [Google Scholar] [CrossRef]
- Yate, L.; Olcoz, L.M.; Esteve, J.; Lousa, A. Ultra low nanowear in novel chromium/amorphous chromium carbide nanocomposite films. Appl. Surf. Sci. 2017, 420, 707–713. [Google Scholar] [CrossRef]
- Pshyk, A.V.; Coy, L.E.; Yate, L.; Zaleski, K.; Nowaczyk, G.; Pogrebnjak, A.D.; Jurga, S. Combined reactive/non-reactive DC magnetron sputtering of high temperature composite AlN-TiB2-TiSi2. Mater. Des. 2016, 94, 230–239. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr Target Current (A) | 55 | 55 | 55 | 55 | 55 | 55 |
|---|---|---|---|---|---|---|
| Al-Si Target power (kW), 75 Hz, 7.2% duty cycle | 0 | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
| Deposition time (min) | 120 | 90 | 90 | 90 | 90 | 90 |
| Deposition rate (µm/h) | 1.45 | 1.56 | 1.6 | 1.62 | 1.68 | 1.75 |
| Base pressure (Pa) | <4.0 × 10−3 | |||||
| Working pressure (Pa) | 8 × 10−1 | |||||
| N2 gas flow (Sccm) | 100 | |||||
| Ar gas flow (Sccm) | 50 | |||||
| Substrate temperature (°C) | 300 | |||||
| Substrate bias voltage (V) | −100 | |||||
| Target to substrate distance (mm) | 250 | |||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, J.; Zhang, T.; Yun, J.M.; Kang, M.C.; Wang, Q.; Kim, K.H. Microstructure, Mechanical, Oxidation and Corrosion Properties of the Cr-Al-Si-N Coatings Deposited by a Hybrid Sputtering System. Coatings 2017, 7, 119. https://doi.org/10.3390/coatings7080119
Ding J, Zhang T, Yun JM, Kang MC, Wang Q, Kim KH. Microstructure, Mechanical, Oxidation and Corrosion Properties of the Cr-Al-Si-N Coatings Deposited by a Hybrid Sputtering System. Coatings. 2017; 7(8):119. https://doi.org/10.3390/coatings7080119
Chicago/Turabian StyleDing, Jicheng, Tengfei Zhang, Je Moon Yun, Myung Chang Kang, Qimin Wang, and Kwang Ho Kim. 2017. "Microstructure, Mechanical, Oxidation and Corrosion Properties of the Cr-Al-Si-N Coatings Deposited by a Hybrid Sputtering System" Coatings 7, no. 8: 119. https://doi.org/10.3390/coatings7080119
APA StyleDing, J., Zhang, T., Yun, J. M., Kang, M. C., Wang, Q., & Kim, K. H. (2017). Microstructure, Mechanical, Oxidation and Corrosion Properties of the Cr-Al-Si-N Coatings Deposited by a Hybrid Sputtering System. Coatings, 7(8), 119. https://doi.org/10.3390/coatings7080119